高线精整区物料跟踪系统开发与应用
棒材机组物料跟踪控制系统的研制与开发
2009年10月中国设备工程棒材机组物料跟踪控制系统的研制与开发李永强(安阳钢铁集团公司第一轧钢厂,河南安阳455004)摘要:介绍300棒材机组基本情况,重点阐述机组的物料跟踪控制系统情况、控制流程以及对生产的影响。
关键词:控制;物料跟踪;研制中图分类号:TP2文献标识码:B安阳钢铁集团公司第一轧钢厂φ300mm 棒材机组是一条年产70万t 的半连轧生产线,生产规格为φ20~φ28mm 的圆钢和螺纹钢。
轧件从加热炉的装钢到出炉、轧制、剪切、冷床、头部筛选、打包等各工序,采用自动化物料跟踪控制。
各点控制设备分别是:装钢、出炉安装一套微机和红外线测温仪。
连轧区安装一套1#切头、事故碎断飞剪;在预精轧前安装了一套活套装置;冷床前设有2#倍尺飞剪,通过PLC 模拟运算,实现倍尺分段;精整区安装头部筛选和下卸钢控制PLC 等。
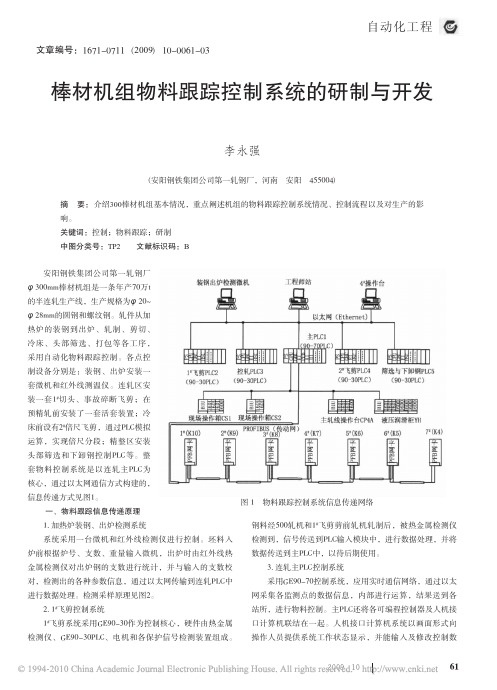
整套物料控制系统是以连轧主PLC 为核心,通过以太网通信方式构建的,信息传递方式见图1。
一、物料跟踪信息传递原理1.加热炉装钢、出炉检测系统系统采用一台微机和红外线检测仪进行控制。
坯料入炉前根据炉号、支数、重量输入微机,出炉时由红外线热金属检测仪对出炉钢的支数进行统计,并与输入的支数校对,检测出的各种参数信息,通过以太网传输到连轧PLC 中进行数据处理。
检测采样原理见图2。
2.1#飞剪控制系统1#飞剪系统采用GE90-30作为控制核心,硬件由热金属检测仪、GE90-30PLC 、电机和各保护信号检测装置组成。
钢料经500轧机和1#飞剪剪前轧机轧制后,被热金属检测仪检测到,信号传送到PLC 输入模块中,进行数据处理,并将数据传送到主PLC 中,以待后期使用。
3.连轧主PLC 控制系统采用GE90-70控制系统,应用实时通信网络,通过以太网采集各监测点的数据信息,内部进行运算,结果送到各站所,进行物料控制。
主PLC 还将各可编程控制器及人机接口计算机联结在一起。
人机接口计算机系统以画面形式向操作人员提供系统工作状态显示,并能输入及修改控制数图1物料跟踪控制系统信息传递网络文章编号:1671-0711(2009)10-0061-03自动化工程61中国设备工程2009年10月据。
图像识别在中板精整二级跟踪中的应用

l 系统 组成 中板厂精整 2 } } 线 图像识别系统 由 5套高清摄像
机、 5套 H M I 操作站及 图像识 别软 件 、 网络设 备等组 成, 数据 库服务 器采用 原有精 整 1 # 线服务器 , 并配置
一
套 新 的 应用 服 务 器 , 如图 1 所示 :
I ) r o e e s s ・
Ke y wo r d s :I ma g e Re c o g n i t i o n;S p r a y P r i n t i n g ;Vi d e o C a me r a;S t e e l P l a t e
前 言 中板 厂 精 整 2 # 线没 有二级 跟踪 系统 , 所 有 的 物
圈盘剪 切头剪 切尾剪 检验 标印
二级跟踪 系统 根据 中板 厂精 整生 产 工 艺流程 ,
对物 料信息 进行 跟踪 , 并 支持 自动划 线 自动标 印投 用 。通过在精 整 2 # 线 加装 5台工业摄像 机 , 将 喷 印
自动划拽仅 瞬盘剪 标印机
后 的钢板信 息识别 出来 , 变为文本信 息写进 数据库 ,
2 0 1 7年第 1期
南钢 科技 与 管理
3 9
图 像 识别 在 中板 精 整 二级 跟 踪 中的 应 用
徐 海宁 张 楠
( 江苏金 恒信 息科技 有限公 司)
摘 要 : 介绍了图像识别技术在 中板精整跟踪中的应用, 降低 了 人工匹配钢板信息的错误概率, 同时解决了板
材 在 精 整 线 跟 踪 问题 。
外形尺寸 , 无需人工干预 。
料生产信息全部 依靠 人 工查 询 , 如圆盘 剪剪 切钢 板 的 三维尺寸 、 钢种等需 5 # 冷床操 作工 人工 查询后 口
螺旋焊管精整生产线物料跟踪系统简介

为保 证 螺旋 焊管 的产 品质 量 和 使用 性 能 , 在 焊管 成 型焊接 后需 要按 照 AP I 等 有关 标 准 对 其 进行 清 渣 、 焊 缝修磨 、 管 端扩 径 、 x光及 超声 波探 伤 、 水压 试 验 、 平 头倒棱 、 管 端拍 片及 测 长 称重 、 喷标 等 作 业[ 1 ] , 该 生 产 系统通 常 称为精 整 生产 线 。为满 足焊 管 生产 系统 自动
化控制 的要 求 , 为车 间 E R P等 管理 信息 系统 提供 焊 管 生产 及流 转等基 本 产 品 数据 , 太 重 集 团 为 国 内某 焊 管
公 司焊管 精整 生产 线 提 供 了 一套 物 料跟 踪 系 统 , 以满
足其 信息 化 管理 的要求 。
1 物料 跟踪 系统 的 组成及 功 能 物料 跟 踪 系统 用 来 跟 踪 焊 管 生 产 线 中的 所 有 钢 管, 可 以获知 具有 某个 编 号 的各钢 管 的去 向和来 源 , 即 能 够根据 各个 钢 管 的个体 编号 获知 其在 相应 生产 环 节
试验 、 管端 扩径 、 水 压试 验 、 超声 探 伤 、 平头倒棱 、 手 工 探伤 、 管 端拍 片 、 测 长称重 喷 标 9 个 客户 端 。服 务器用
的转换过 程 , 并 明确 与其 相关 联 的加工 设备 、 作 业人 员 等 生产工 艺 和生 产要 素 的信息 口 ] 。其具 体用 来在 螺 旋
作 者 简 介 ;曹 益 忠 ( 1 9 8 2 - ) ,男 , 山西 介 休 人 , 工程 师 , 硕 士 。
2 0 1 3年 第 4期
曹益 忠 : 螺 旋焊 管精 整 生 产 线 物 料 跟 踪 系统 简介
・ 1 5 l ・
二级计算机系统在天铁中板厂的应用

l
铁
板中 卜\ 通
r
、. 讯
, 接
过
口
程控 一 r
制 系
轧 机 、控 冷 过程控制 系统
精
讨 起 制 禾缔 ~ … … … 。
I 轧 机 规 程 、控 冷 模 型 计算 及 设 定 l
I
轧辊管理 、 外部 系 统
板由 /1 基
础 自
动 化
系 统
\√/
加热 炉
I
加 热 炉 区 跟 踪
l
讨 程榨 制 桑缔 l 燃 烧 模 型 计 算 及 炉 温设 定 l
r
’… … 一 l 过 程 数 据 管 理 及 实绩 统计 I
天
l
轧机 、控冷跟踪
天铁 中板二级 计算机 系统是典 型 的生产过 程控 制 系统 (即 Level2二 级,简称 L2),其与 基础 自动化 控 制 系统 (即 Levell一级 ,简称 L1)无缝连接 ,实 现数据 资源共享 。系统功 能主要包 括 :物料在生产线上 的全 过 程跟踪监 控 ,过程 数据管理 ,加热 炉 、轧机 、控冷生
网络和 L1基础 自动化系统的网络共用 ,加热炉 区、轧 机 区、精整 区三个作业 区网络设备 相连成 环行网络 , L2服务器 通过千兆交换机 与环形 网络相 连 ,实现数 据高速交换。系统 网络拓扑结构 图如 图 2所示 。
二级计 算机 系统在 天铁 中板 厂的应用 L2 工程 师站 和工作站
产 过程 的模 型计算和设 定控制 ,各 工段 、时段 的生产 统计 ,另有必要 的生 产管理 系统f即 Level3三级 ,简称 L3)的部分 功能如 :生产计 划 、质 量信息 、设备 信息 管 理等 。 2 计算机 系统的构成
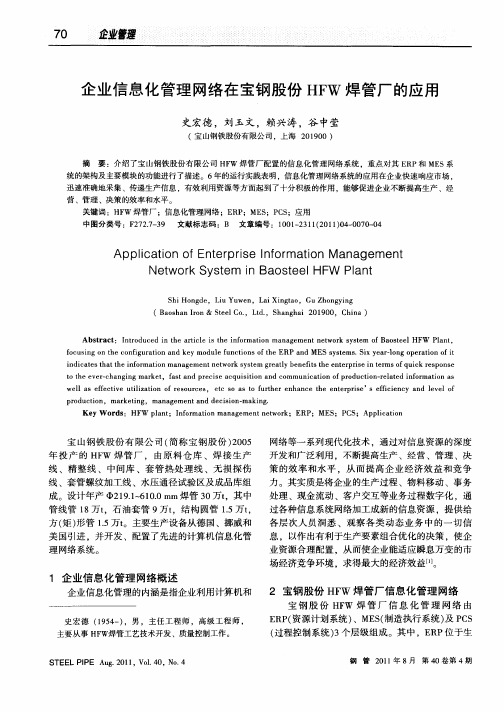
企业信息化管理网络在宝钢股份HFW焊管厂的应用
Appl a i fEn er ie I f ma i a a m e t i t c on o t pr n or t s on M n ge n
计 划 管 理 模 块 包 含 了 HF 焊 管 计 划 管 理 、 W U OE焊管 计 划 管 理 和 涂 层计 划 管 理 等 5个 功 能 不 同 的子模 块 。例 如 ,H W 焊 管计 划 管 理 涵 盖 了 焊 F 接 线月 轧制 计划 、焊接线 日轧制计 划 、焊 接线 1 3切 割 计 划 、HF 计划 基 表 信 息 管理 、焊 管 冷 区 1计 W 3 划 编制 、钢 管保 护 环 、保 护 套月 统计 及焊 管合 同作 业 卡等 7项 内容 。
理工艺参数 、管加工工艺参数 、合同质量评审、合 同变更审核及合同封锁申请 。 通过合同质量处理子模块 ,实现了合 同的质量 设计 ,即把合 同产品的质量要求转变为制造控制标 准 ,并对 实现 产 品 的化 学成 分 、机械 性能 、金相组 织 、显微硬度 、尺寸规格 、外观要求 、形状要求 、 标记/ 包装要求等 。按工艺路线提 出了具体 的制造
产计划 ,同时将合同产品标准通过质量设计转化为 具体的、数字化 的制造工艺要求 ,并跟踪合 同产品 生产至交付 。 信息化管理网络的 E P系统架构如图 1 R 所示 ,
由销 售 管 理 、质 量 管 理 、 合 同管 理 等 7个 模 块 组 成 ,充 分体 现 了宝 钢股份 的一 贯制 管理 理念 。模 块
方( ) 矩 形管 1 . t 要生 产设 备从 德 国 、挪 威 和 5万 。主
宽厚板MES物料跟踪与实绩管理系统的研究

宽厚板MES物料跟踪与实绩管理系统的研究【摘要】在全球经济一体化和信息技术飞速发展的今天,科学技术日新月异,新科技革命突飞猛进,企业所处的时代背景和竞争环境发生了根本性变化,规模、效率和创新成为竞争主题,顾客需求千变万化,个性化需求越来越明显。
钢铁企业必须通过开发新产品、不断提高生产力和改进产品质量来响应市场的动态变化。
这就需要一个强有力的MES管理系统来支撑全部商业过程,从接收客户订单开始,一直到产品的交付。
宽厚板MES物料跟踪与实绩管理系统将全面提升宽厚板厂物料管理的现代化水平,使产品物料跟踪与实绩管理合理化、在线化、集成化,能够对生产过程中产品的物流、信息流进行综合管理。
实现对宽厚板不同产线中间产品的生产实绩跟踪,从而全面保证宽厚板产品生产过程中的实绩判定,降低生产管理成本,提高产品的竞争力。
【关键词】MES;宽厚板;物料跟踪与实绩管理在经济全球化过程中,我国钢铁企业不断面临着同国际一流企业在技术程度、质量管理、价钱及其服务等方面的竞争。
采用先进的管理理念、应用信息化、自动化技术改造钢铁企业,建立钢铁企业综合自动化系统,是使企业在当今日益剧烈的竞争中立于不败之地的发展方向。
特别是进入21世纪后随着信息技术和网络技术的不断发展,企业管理对信息化的需求也在不时地扩展。
管理信息化和过程自动化是钢铁企业技术发展的趋势,是钢铁企业在国际竞争中立于不败之地的有力武器。
[1]企业单纯的业务管理信息化现已不能满足公司管理精密化的请求,如何将管理延伸到作业现场,提升企业的质量、本钱、交货能力,是企业关注的焦点[2]钢铁企业冶金过程是一个离散和连续混合的产出过程,产线长、工序多、设备复杂,全依托人工的方式赖管理和控制的难度非常大。
尤为突出的是由于缺乏生产计划形成的宏观消费失控,以及调度系统不完善最终导致的实时监控紊乱等。
要使经济效益提高,钢铁企业的生产管理方式应由粗放型向集约型转变。
[3]因而,钢铁企业MES的实施就显得特别重要。
高精度运动控制系统的关键技术及综合运用ppt课件

3
公司简介(二)
此外公司还与秦皇岛海纳科技公司 合作研发了国内首款可驱动直线电机和 旋转电机的通用型伺服驱动器。该驱动 器具有高阶轨迹生成、支持用户编程等 高端功能,产品性能已达到国际先进水 平,可广泛用于高精密运动控制系统的 驱动和控制。
17
总结
❖ 运动控制技术是多学科复合技术:机械与电子、硬件和软件、算法 和分析
❖ 运动控制应用范围广:开环控制或闭环控制、半闭环或全闭环控制 ❖ 采用闭环控制首要考虑的是系统稳定性 ❖ 运动控制的性能不仅要考核时域响应,还要考核频域特性 ❖ 运动控制系统由控制平台、功率放大器/驱动器、执行机构/电机/
安装误差的影响
15
实例:编码器安装对信号质量及精度的影响(续) 信号质量对误差影响
16
运动控制系统的保护
软件级 •计算错误保护 •位置误差保护 •饱和保护 •震荡保护 •RMS功率保护 •电源故障保护 •急停保护
机械级 •机械限位装置 •机械刹车/卡紧装置 •机械防撞装置 •… …
硬件级 •限位传感器保护 •看门狗保护 •电源故障保护 •过功率保护 •驱动器短路保护 •驱动器过压/欠压保护 •驱动器过温保护 •驱动器RMS电流保护 •… …
➢ 光栅尺的精度
➢ 线距,或信号周期(每毫米线数,或每圈线)
➢ 光栅尺的热敏系数
➢ 差值技术
➢ 信号质量
➢ 频率响应与最高速度
旋转编码器最大速度 = [工作频率 (Hz) / (每转线数) ]*60 [RPM]
【doc】施耐德变频器通过PROFIBUSDP现场总线的网络化控制
施耐德变频器通过PROFIBUS DP现场总线的网络化控制施耐德变频器通过PROFIBUSDP现场总线的网络化控制施耐德变频器通过PROFlBUSDP现场总线的网络化控制摘要本文结合轧管生产线精整区域人工检查区的电气系统,概述了该区域调速系统的主要设备组成和控制系统结构,并从硬件和软件两方面详细地介绍了施耐德A TV58和A TV68变频器如何通过PROFIBUSDP现场总线进行网络化控制以实现工艺生产线的正常运行.何渝(四川托日信息工程公司工程部)一.根据负载类型不同,容量较小的辊道电机选用了A TV58系列变频器,而对大容量的步进机构电动机则选用了A TV68系列变频器.关键词人工检查区A TV58变频器A Tv68变频器2控韦0系统结构0引言传统的变频器控制方式一般是通过本地控制端子(包括模拟量输入口和逻辑输入口)实现对变频器的控制,但通常会带来硬件成本增加,逻辑输入口数量不足, 模拟量传输不稳定,给定精度不够和接线较多等问题. 采用通讯控制方式可以通过串行电缆的简单连接以数字通讯方式实现对变频器的远程控制和监视,不仅降低了系统集成和维护的成本,大大减少布线的数量,而且实现了速度给定的高精度和高稳定性,同时上位机可以连续地对变频器进行监测和控制.1传动调速系统组成在精整区轧管工艺流程中,人T检查区主要是对探伤,测厚后的钢管作进一步的几何尺寸和内,外表面检查.该区域的辅助传动调速系统,用来对辊道和步进输送装置进行调速控制.辊道采用分组集中控制方式,每组辊道由一台变频器控制并由现场辊道开关箱中的自动空气开关对单个电机进行过流和缺相保护,同时每个开关的辅助接点串连在一起接入到区域PLC的输入模板作为该组辊道运行准备好的条件之38PROFIBUS—DP协议是为自动化制造工厂中分布式I/O和现场设备所需要的高速数据通信而设计的,典型的DP配置是单主站结构(即一个系统中只有一个通讯主站),DP主站和DP从站之间的通信基于主一从原理,也就是说,只有当主站请求时总线上的DP从站才可能活动.DP从站被DP主站按轮询表依次访问,DP主站与DP从站间的用户数据可以连续地交换而不需要考虑用户数据的内容.在我们的系统配置中,就采用了此类结构.该系统以SIEMENSS7—300PLC为控制核心,CPU的第二通讯接口和它的远程I/O站(ET200M)及一台OP77B操作员面板通过PROFIBUS—DP现场总线连接以实现数据通讯;而所有的A Tv系列变频器通过图1自动化信息AUTOMA TIONINFORMA TIONPROFIBUS—DP通讯卡连接在通讯模板CP342—5上;通过以太网通讯模板与整个轧管生产线的二级物料跟踪系统进行数据交换.人工检查区控制系统结构如图1所示:3A TV系列变频器的通讯功能A TV一58,A TV一68系列变频器是施耐德电气公司推出的通用型变频器,在其本体上内置了RS485多点通讯的简化Modbus协议接口,同时该变频器内部具有并行总线接口,可以通过插入附加卡的方式扩展变频器的功能.在A TV58系列变频器中提供低速通讯扩展卡接口女口Uni—telway,Mood—bus/Jbus和高速通讯扩展卡接口如Modbu,Profibus—DP,Ethemet等,高速通讯方式除传输速度较高外,另一个显着的特点是所配置的现场总线都符合相应的标准,具有完整的网络体系结构,为用户的系统集PP01PP02PPO3PP04PP05施耐德变频器通过PROFIBUSDP现场总线的网络化控制PPO5这一种参数过程数据对象.参数过程数据对象(PPO型)如图2示.PKW即为参数区域,包含了4个字长,主要用于对变频器内部参数值的读写.PZD区域即为过程数据区,是为控制和监测变频器运行状态而设计的,根据所选择的PPO类型具有不同的长度,如PPO4的PZD数据区长PKwIPZDIINDlEPZD1IPZD2HJ—lPzD5H哪HPzD9IPzI摹1牢I摹2牢I摹3宰I摹4牢摹1牢l摹2牢I摹3牢I摹4牢I摹5牢l摹6牢I摹7牢I摹B牢I摹9牢l摹1o牢fflIlIlIllIIIIllIlIllIlllIlllIllIIlIIlPKW:参t..识荐值PZD:过薯tIPKE:参t舞识符IND:素引PWE:参t值成带来了极大的便利性.其中A TV58的DP通讯板型号为VW3一A58307,A TV68的DP通讯板型号为VW3一A68307.4控制系统硬件组态分别配置A TV58和A TV68的GSD文件,在STEP’/ ST,II『:拄.I丰zsW:状盎丰HSW:主最定值HIW:主赛蓐值图2度为6个字长,但通常采用的是2个字长的PZD.选择何种PPO数据格式则依赖于系统的控制要求.当主站向从站发送数据时,PZD用作任务报文,第1个字传送的是变频器的控制字STW,第2个字传送的是主频率设定值HSW.当主站从从站接收数据时,PZD则做为应答报文, 第1个字是变频器的状态字(ZSW),第2个字是主要的运行参数实际值,通常,把它定义为变频器的实际输出频I睫rs3O75^2一cH315-2”口lI3lPROFIB~(I)DP…t…y’t¨(1)●鼻cP3一I1TTTT{5譬cP342-5;i伫)I_IIi0)工_II”)I-15iI8衄i圈}圜lT89■PROFIBUS)DP…t…y’t¨(1o0)T’T’TT配输入输出地址,在程序中通过对这些地址的访问实现对变频器的数据交互.人工检查区电气控制系统硬件组态如图3示.5A TV68变频器对步进机构的远程控制如前所述,对人工检查区内步进机构的调速装置采用的是A TV68系列传动模块.为了减少现场噪音和保护钢管的表面因撞击产生图4损伤,需要对钢管轻拿轻放,但同时又必须保证整条轧管生产线的生产节奏,因此对步进机的控制应符合如图4所示的运动速度曲线.图中可以看出,电机在运转过程中不同的步序有变化的加,减速斜率和转速,故在对变频器的控制中不但需要控制过程数据,还需要对变频器的加减速斜坡参数进行动态改变.所以选择数据格式PPO1.A.变频器内与通讯相关的参数设置:B6.O0选择总线=1PROFIBUSDP:选择通讯协议为PROFIBUSDPB6.01选择远程=1bus:控制命令来源于总线B6.02设置从站地址,该地址设置值必须和在STEP7硬件组态中组态的从站地址保持一致.B6.03总线故障=0仅报警:定义当通讯出现故障时,变频器如何响应.B6.06主给定值1=3f-correction:频率给定值来源于总线.B6.11实际值l=f-output:定义HIW的值为实际施耐德变频器通过PROFIBUSDP现场总线的网络化控制运行频率值.B6-21控制字的第11位定义=36F0rwdfre—verse)::定义该参数后电机才能实现反转控制.F6.02参数访问=1通信连接:变频器的参数通过总线进行访问,定义此项后,键盘对参数的读写被封锁.B.常用控制命令字如图5所示.C7F(HEX)让变频器以一定加速斜率反向运转c.频率的给定在参数c3.01中设置变频器的最大运行频率,该频率值对应于十进制的16384或十六进制的4OOO. HSW1(indecima1):例如,我们需要25HZ,且C3.01=50HZHSW1::8192dec=2000hexD.力Ⅱ,减速斜坡的控制PKW区的四个字分别是PKE,IND,PWE—H, PWE—L,其中PKE中包含了访问的参数的参数号PNU 和任务标记AK.如果被访问的参数是一个32位的数值,PWE—H是高16位,PWE—L则是低16位.系统中加速斜坡参数c2.00的PNU为320,它是一个16的时间常数,如我们将c2.00设置成0.5S(该参数的时间因子是0.Is),各个字对应的值如下:PKE=2140TNn=0圈5PWE~H=0PWE=56A TV58变频器对辊道电机的远程控制对辊道电机的控制相对来说比较简单,主要是正反转的起停控制和频率的给定.A TV58变频器的通讯遵从DRIVECOM标准.其通讯数据长度为28个字节.其中PKW区占8个字节,PZD区中除PZD1~PZD3有特定定义,其余14个字节并未使用.在本系统中,不需要对变频器的参数进行动态的改变,故只使用了PZD1和PZD2.作为输出数据区时,PZD1对应变频器中内部变量地址601自动化信息AUTOMA TIONINFORMA TION(CMDD)一控制命令的寄存器,PZD2对应变量地址603(LFRD)一在线速度给定,值得注意的是,该值给定的转速值而不是通常的频率值;作为输入数据区时,PZD1对应变频器中的内部变量地址602(ETAD)一状态字,PZD2对应变量地址604(FRHD)一实际运行速度,同样,该参数对应的是电机实际的运行转速.A TV58变频器控制的状态图如图6所不:6.1下面我们对几个重要的状态加以说明:(1)接通准备好状态(ETA=16#xx21)变频器仍然被锁定,处于准备接通的等待状态,操作面板上状态显示”NST”.控制寄存器送出”接通”命令(过程3,CMD=16#0007)可进入接通状态,送出”操作使能”命令(过程3A,CMD=16#xxxF)可直接进入操作允许状态,此时变频器开始以给定的转速开始运行.(2)操作允许状态(E—TA=16#xx27)变频器处于正常工作状态,动力部分有电压输出,操作面板上状态显示“RDY或RUN”等.此时,可以接受控制寄存器送出”正转”(CMD=16#000F),”反转”(CMD=16#080F)等启动命令施耐德变频器通过PROFIBUSDP现场总线的网络化控制图例!进入状态图所有状态状态名称Ol3状态描述|/1日-A=16撑xxx)d接通未准备好故障反应激活“操作面板显示”变频器断电~TA:16#xxxx]转换条件l~STA:I6#xx00lcl故障消失,4故障复位故障CMD=16耵080变频器故障接通禁止/,,15ETA=I6#xxxSl电压禁I卜变频器锁定/CMD=I6~0000ETA:16#xx40l”故障代码或”NST/’机停止)关断电雎禁止9一CMD:16#O0072CMD=I6#0000电压禁止操作面板.或CMD=16#0000快速制动12或苎….一,}CMD=I6#0002电压禁止配置参数修改控制端于(电机停止)停止命令接通准备好CMD=16#0000/变频器等待10或或ETA=I6#xx21l配置参数修改操作面板“NST”(电机停止)s1-0P键或8关断|’控制端子CMD=16#000636关断停止命令CMD=16#0006,接通操作使能3A变频器准备好CMD=I6#XXXFIETA:I6#xx23“RDY”紧急制动激活/紧急制动操作使能45操作禁止ETA=I6#xx07lCMD=I6撑0007“RDY,DEC.DCBCMD=16#XXXF,fJ操作允许紧急制动一/变频器运行CMD=16撑000BIETA=I6#xx2711“RDY,RDY”\示例:CMD=16#000F:正转ETA=1啪627:正常制动,正转,速度到达CMD=16#080F:反转ETA=16#8627:反转,速度到达CMD=16#10OF:斜坡减速制动ETA=16#0227:正转,ACC或DECCMD=160OF:DC注入制动ETA=16#8227:反转,ACC或DECCMD=1蒯加0F:快速制动或”减速制动”(CMD=16#100F),”直流注入制动”(CMD=16#200F),”快速制动”(CMD=16#400F)等停止命令.控制寄存器送出”操作禁止”命令(过程5,CMD=16#0007)~回到接通状态,送出”关断”命令(过程8,CMD=16#0006)n~j直接回到接通准备好状态,送出”紧2005年7月第7册总第51册图6急制动”命令(过程11,CMD=16#000B)可进入紧急制动激活状态.(3)故障状态(ETA=16#xxx8)变频器处于故障状态,操作面板上状态显示相应的故障代码.(下转25页)库元素的描述组件ID组件名称(例如灌装)硬件的描述保留的IP地址访问诊断数据下载连接软件功能的描述软件和硬件之间的分配组件的接口变量的属性f1…n)一涵一一鲞图2PROFINET组件描述(PCD)名称(例如开始)数据类型(例如布尔)方向(例如输入)组件方案的存储位置PROFINET及其组件技术3结语PROFIBUS国际组织推出的基于以太网的PROFINET自动化解决方案,为用户提供了一套完整高性能可伸缩的升级至工业以太网平台的解决方案.PROFINET是一项重大的技术创新,它不仅能为PROFIBUS,而且能为其他现场总线网络系统提供与以太网的有机连接.PROFINET以PROFIBUS的经验为基础,能够满足向分布式自动化系统发展的潮流趋势,为日趋全球化和因特网日益普及的世界提供了一种灵活而且面向未来的自动化途径.团参考文献[1]RalphBuesgen,JoachimFeld.RealtimeonEthernet:howPROFInetV2.0 improvesonV1.0.ControlEngineering.Oct.2002.[2】缪学勤.工业以太网技术的最新进展lJl.电气时代.2004,(7):24—27. 童笪佥彭杰男,生于1976年,博士,研究方向为控制网络.周美娇女,生于1977年,博士,研究方向为现场总线,控制网络. 【上接41页)变频器处于此状态时,只能在故障消失,或来自操作面板或控制端子的故障复位命令,或通过控制寄存器送出”故障复位”命令(CMD=16#0080),转入”接通禁止”状态后重新启动(过程15).6_2变频器中与通讯相关的参数设置:只有安装了通信板后,在A TV58变频器的面板上的通信菜单才会显示出来.在通信菜单里设置通讯协议以及从站的地址,同时还必须在控制菜单里将LCC参数设置为ON,即控制命令不是来自于键盘.7软件编程实现在STEP7中,可以直接利用MOV传送指令将任务报文命令发送到从站变频器对应的输出地址或从输入地址读取变频器的参数和运行状态,也可以通过SFC14 (DPRD—DA T),SFC15(DPWR—DA T)这两个系统功能函数2005年7月第7册总第51册对从站进行读写控制.8结论利用PROFIBUSDP现场总线对变频器的网络控制,我们可以将复杂的控制简单化,从而能更有效的控制机械系统按设定方式正常_T作,实现提高产品质量,提高生产率,以及节能等目标;同时对电机和变频器的状态进行监视,实现机械系统的合理运行和对环境的适应和改善等目标.团查耋童[1]施耐德电气公司,”Ahivar58Telemecanique内部通讯变量用户手册”[2】施耐德电气公司,”Ahivar58Telemecanique变频器用户手册”童笪佥何渝女,工程部副主任,技术专长为PLC,变频器,图形组态软件包应用.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高线精整区物料跟踪系统开发与应用随着现代制造业的发展,高线精整区已成为生产线上不可或缺的环节。
然而,由于该区域内物料繁多、种类复杂,如何有效跟踪物料的流动情况成为了生产管理的一大难题。
为了解决这一问题,开发和应用高线精整区物料跟踪系统显得尤为重要。
本文将探讨该系统的开发与应用、优势及展望。
一、高线精整区物料跟踪系统开发
高线精整区物料跟踪系统的开发涉及到硬件、软件两个方面。
在硬件方面,系统需要使用传感器、标签等设备来实现对物料的识别和跟踪。
传感器可以采集物料进入和离开高线精整区的信号,标签则用于对物料进行标记,方便系统进行识别。
同时,为了保证物料跟踪的准确性和实时性,还需要保证传感器和标签的稳定性和高效性。
在软件方面,需要开发一套可视化的物料跟踪系统。
该系统能够接收传感器和标签发送的信息,进行数据处理和分析,并实时显示物料的流动情况。
除此之外,还需要设置相应的报警功能,以便在发生异常情况时及时提醒工作人员。
二、高线精整区物料跟踪系统应用
高线精整区物料跟踪系统的应用可以极大地提高生产线的效率和精确度。
首先,该系统可以实现对物料的自动化跟踪。
通过将传感器和标签
与生产线相连,系统可以实时监测物料的流动情况,准确记录物料的
进出时间和位置,并自动生成相应的报表和图表。
这样一来,管理人
员可以通过系统直观地了解物料的运行状况,提高对物料的管理效率。
其次,物料跟踪系统可以帮助发现生产线上的问题。
系统可以记录
下物料进出高线精整区的时间和位置,一旦出现物料丢失、堵塞等问题,系统会自动报警,提醒工作人员及时处理。
这样不仅可以及时发
现问题,也可以避免生产线的停工和物料浪费。
再次,高线精整区物料跟踪系统还可以实现对物料的历史数据分析。
通过对物料的流动情况进行统计和分析,系统可以提供生产线上各个
环节的效率评估和改进建议。
这将有助于企业提高生产线的整体效率
和质量水平。
三、高线精整区物料跟踪系统的优势
相比传统的物料跟踪方式,高线精整区物料跟踪系统具有以下优势:
1.提高了物料跟踪的准确性和实时性。
传感器和标签的应用使得物
料跟踪更加准确和及时,避免了人工操作的误差和延迟。
2.提高了工作效率和生产线的效益。
系统的自动化和可视化特性使
得管理人员可以更加便捷地了解物料的流动情况,从而提高生产线的
运行效率和精确度。
3.降低了生产成本和物料浪费。
通过实时提醒和报警功能,系统可
以帮助发现问题并及时处理,避免了生产线的停工和物料的浪费。
四、高线精整区物料跟踪系统的展望
随着物联网技术的发展和应用,高线精整区物料跟踪系统还有着进一步的发展空间。
未来,物料跟踪系统可以与企业的供应链管理系统相结合,实现物料供应和流通的全程可追溯。
这将进一步提高物料管理的效率和精确度,降低物料的风险和损耗。
此外,随着人工智能技术的不断进步,高线精整区物料跟踪系统还可以通过数据分析和预测功能,为企业提供更加精准和智能化的生产管理建议,帮助企业进一步提升生产线的智能化水平。
总结起来,高线精整区物料跟踪系统的开发与应用,为企业生产线的管理和运营带来了诸多优势。
随着相关技术的不断发展,该系统还将不断升级和完善,为企业提供更加高效和智能的生产管理方案。