醇法大豆浓缩蛋白质量标准的建立
大豆蛋白浓缩加工工艺
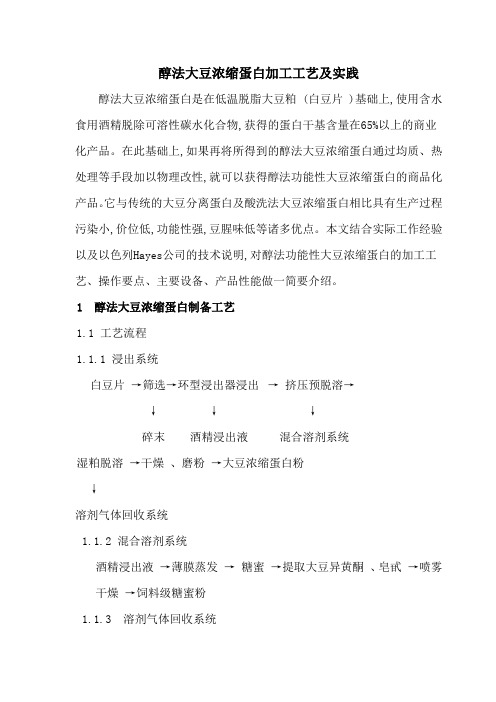
醇法大豆浓缩蛋白加工工艺及实践醇法大豆浓缩蛋白是在低温脱脂大豆粕 (白豆片 )基础上,使用含水食用酒精脱除可溶性碳水化合物,获得的蛋白干基含量在65%以上的商业化产品。
在此基础上,如果再将所得到的醇法大豆浓缩蛋白通过均质、热处理等手段加以物理改性,就可以获得醇法功能性大豆浓缩蛋白的商品化产品。
它与传统的大豆分离蛋白及酸洗法大豆浓缩蛋白相比具有生产过程污染小,价位低,功能性强,豆腥味低等诸多优点。
本文结合实际工作经验以及以色列Hayes公司的技术说明,对醇法功能性大豆浓缩蛋白的加工工艺、操作要点、主要设备、产品性能做一简要介绍。
1 醇法大豆浓缩蛋白制备工艺1.1 工艺流程1.1.1 浸出系统白豆片→筛选→环型浸出器浸出→ 挤压预脱溶→↓↓↓碎末酒精浸出液混合溶剂系统湿粕脱溶→干燥、磨粉→大豆浓缩蛋白粉↓溶剂气体回收系统1.1.2 混合溶剂系统酒精浸出液→薄膜蒸发→ 糖蜜→提取大豆异黄酮、皂甙→喷雾干燥→饲料级糖蜜粉1.1.3 溶剂气体回收系统环型浸出器→冷水冷凝器→冷冻液冷凝器→低压风机平衡罐薄膜蒸发器→冷水冷凝器→冷冻盐水冷凝器→真空泵湿粕脱溶罐→节能器→水冷凝器→冷冻盐水冷凝器→真空泵1.2 工艺说明该工艺流程与溶剂法提取植物油十分相似。
但酒精与水的共沸点(常压下共沸点为78.15℃)高于正己烷(69℃),酒精的蒸发潜热是正己烷的近2.5倍,因此酒精溶剂气体的回收会消耗更大的能量。
考虑到换热器的传热系数,通常所需的加热面积更小,而冷却面积会更大一些。
同时,由于豆粕在含水酒精溶液中会吸水溶胀并且浸出速率相对较低,因此对于同样的浸出能力,用醇洗豆粕方法制备浓缩蛋白所需的浸出器体积要比传统油脂工业用的正己烷萃取豆坯的浸出器大很多倍,造成设备投资相对较大。
在溶剂消耗方面,先进的酒精浸出系统可以使溶剂消耗在30kg/t物料以下,仍高于6号溶剂浸出油脂系统的2kg/t物料以下。
酒精浸出湿粕和含水酒精结合较紧密是造成消耗偏高的主要原因。
一种功能性醇法大豆浓缩蛋白的生产方法[发明专利]
![一种功能性醇法大豆浓缩蛋白的生产方法[发明专利]](https://img.taocdn.com/s3/m/cf52ac17c8d376eeafaa3154.png)
专利名称:一种功能性醇法大豆浓缩蛋白的生产方法专利类型:发明专利
发明人:刘季善,张健,高建勇,周智
申请号:CN200810238796.9
申请日:20081229
公开号:CN101497646A
公开日:
20090805
专利内容由知识产权出版社提供
摘要:本发明提供的一种功能性醇法大豆蛋白的生产方法,将片状的大豆低温豆粕放在浸出器内,先用50~70%的乙醇进行淋洗,然后用85~95%的乙醇进行淋洗,整个淋洗过程控制温度为40~65℃;萃取好的含乙醇豆粕利用间接蒸汽蒸发,蒸汽温度为120℃;蒸发去除乙醇的豆粕利用醇法进行制取大豆浓缩蛋白,制取浆料,浆料浓度为10-13%;高温、高压均质处理,均质处理时温度为120~160℃、压力为20~30MPa;喷雾干燥,温度为150-180℃;得到功能性醇法大豆浓缩蛋白;该方法克服了酶法和单纯化学方法改性的不足之处,而且还大大改善并提高了产品的功能特性及营养价值,是一种新型的、简单经济的物理化学改性方法,操作简单、费用低、改性效率高,易于实现工业化、市场前景广阔。
申请人:山东万得福实业集团有限公司
地址:257500 山东省东营市垦利县利河路187号
国籍:CN
代理机构:山东济南齐鲁科技专利事务所有限公司
代理人:宋永丽
更多信息请下载全文后查看。
粮食工程技术《13-脚本-大豆浓缩蛋白(SPC)的生产方法19.8.1》

大豆浓缩蛋白〔SPC〕的生产方法讲稿
下面我们一起来学习3种生产方法的操作流程
1.含水乙醇浸提法
流程图如下:
醇法制备的SPC氨基酸组成合理,风味清淡,色泽较浅,蛋白质损失较少,营养优于酸法制备的SPC且生产过程中无污水排放,防止了环境污染;
乙醇提取液的浓缩物可进一步加工成大豆低聚糖、皂苷等产品,较受人欢送。
但乙醇提取过程中蛋白质发生了变性,因此制得的浓缩蛋白氮溶解指数很低,限制了其在食品工业中的广泛应用。
2.酸浸提法
加工工艺流程如图如下:
用水将脱脂豆粕溶解[比例〔10-20211],用酸调节pH为4.5,在等电点处除去可溶性的碳水化合物,含有蛋白质的不溶物用离心机别离出来,调节pH到7.0,然后喷雾枯燥,由此制得高氮溶解指数且微生物数很低的浓缩大豆蛋白。
酸法引起的蛋白质变性小,使产品有较好的溶解性,但产品风味稍逊于含水乙醇浸提法,同时在生产过程中需耗用大量的酸和碱溶液,排出的废水较难处理。
3.温热浸提法
湿热浸提法工流程如图如下:
湿热浸提法目前已根本被淘汰,其原因是蛋白质得率低,色泽较深,豆腥味也重,在生产工艺过程中蛋白质发生严重热变形,使产品的功能性极差。
大豆浓缩蛋白的质量标准
大豆浓缩蛋白的应用。
醇提大豆浓缩蛋白项目建设方案及规划分析
醇提大豆浓缩蛋白项目建设方案及规划分析目录(一)项目建设的目的和意义 (1)(二)产品的市场分析 (2)(三)产品方案及规模 (3)(四)工艺技术方案 (3)(五)原材料、燃料及动力消耗 (5)(六)生产用地、建筑面积及用工人数 (6)(七)环境保护 (6)(八)建设投资及经济效益 (6)(九)存在问题与建议 (6)(一)项目建设的目的和意义AA市是国家重要商品粮基地和农业综合开发区。
粮食多,饲草、饲料丰富,农村富余劳动力多。
2009年粮食生产再获丰收,全年粮食作物播种面积1190464公顷;粮食产量4761116吨,增长%,其中:水稻产量1766144吨,增长%;玉米产量1747335吨,增长%;小麦产量37912吨,增长%;大豆产量1110050吨。
目前已规划发展益海(AA)粮油、吉庆豆业、嘉旺实业、丰益(AA)食品、富锦金正油脂、同江金泉粮油、桦南宏安油脂、桦川翔河油米、桦川泰丰植物油脂等一批大豆加工企业,吉庆豆业年处理60万吨大豆、益海(AA)粮油日处理大豆600吨、嘉旺实业年处理大豆10万吨、桦川县泰丰植物油脂年处理大豆9万吨。
到2010年,年处理大豆约为110万吨。
大豆油加工精炼过程产生的副产品——豆粕是生产大豆蛋白加工产业开发的重点。
我国的大豆蛋白行业起步于20世纪80年代中期,大豆蛋白产品有分离蛋白、脱脂蛋白、浓缩蛋白等品种。
而目前,国际上对于大豆蛋白的开发已经达到了很高的水平,产品有乳化型、凝胶、肉粒、肉粉等81种类型,广泛应用于肉制品、乳制品、面制品、儿童食品、方便食品、冷冻食品以及糖果、饮料等几十类产品中。
并且从大豆选种、种植、收储、低温豆粕加工,到蛋白生产、销售已经形成了较为完整的产业链。
同时未来市场上大豆蛋白行业还会迅速向更宽泛的领域发展,例如进入儿童食品、饮料、糖果的生产之中。
中国对大豆蛋白的消费量将会持续上升,预计年增长10%以上。
它的市场发展空间很大,且正处于一种上升势态,它将向更健康、更合理、更科学的方向发展。
正己烷_含水乙醇混合溶剂制取大豆浓缩蛋白工艺的研究

11
1
1
1 54146 47183 1103 714177
21
2
2
2 57104 48198 0197ຫໍສະໝຸດ 749158313
3
3 56128 40128 0159 737111
42
1
2
3 55147 37131 1143 704132
52
2
3
1 56130 43167 0186 735182
62
3
1
2 54114 34173 0170 700177
致谢 :在实验过程中 ,95 级肖江容 、韦丹丹等同 学做了大量工作 ,在此表示感谢 !
参考文献
[1 ] 刘大川 1 植物蛋白工艺学 [ M] 1 北京 : 中国商业出版 社 ,19931
[2 ] 刘大川 ,张维农 ,胡小泓 1 混合溶剂降低蛋白质醇变性 机理的探讨[J ]1 中国油脂 ,1997 ,22 (5) :31 - 331
Key words :mixed2solvents ; soybean protein concentrate ; hexane ; alcohol
在现有开发的植物蛋白资源中 ,大豆蛋白以其 质优 、来源广 、功能特性好而最受人们的青睐 。目前 大豆蛋白产品主要有 :大豆蛋白粉 ,大豆浓缩蛋白 , 大豆分离蛋白 ,大豆组织蛋白 ,水解大豆蛋白等[1] 。 其中浓缩蛋白产品含有较高的蛋白含量 ,具有较好 的功能特性 ,能替代部分大豆分离蛋白 ,且成本较大 豆分离蛋白低等优点 ,而显示了巨大的发展潜力和 广阔的应用前景 。大豆浓缩蛋白的制取方法主要 有 :稀酸沉淀法和乙醇洗涤法 。两种方法各有优缺 点 ,前者产品的溶解性较好 ,风味色泽较差 ;后者产 品的风味色泽好 ,但溶解性差 ,NSI 值小于 10 %。
低变性浓缩大豆蛋白生产工艺设计原理浅析

低变性浓缩大豆蛋白生产工艺设计原理浅析刘向东摘要:浓缩蛋白质的生产主要是以低温脱脂豆粕为原料,通过不同的加工方法,除去低温粕中的可溶性糖分、灰分以及其他可溶性的微量成分,从而使蛋白质的含量从45%-50%提高到70%左右。
所采用的酒精洗涤法工艺原理是:一定浓度的酒精溶液,可使大豆蛋白质变性,失去可溶性。
根据这一特性,利用含水酒精对豆粕中的非蛋白质可溶性物质进行浸出、洗涤,剩下的不溶物经脱溶、干燥即可获得浓缩蛋白。
醇法大豆浓缩蛋白的特点在于产品的风味、色泽好,蛋白质得率高,生产过程中无污水排放,避免了环境污染,且更有利于对产品进行综合利用。
由于加工工艺中过高的温度造成其中水溶性蛋白的变性,或高温下蛋白与糖结合等反应使得蛋白难以被利用。
为解决这一问题,国内外目前已经有一些工艺,可以在低温下加工植物油料,使提取油脂后的饼粕中蛋白质保持原有性能状态,为植物蛋白的进一步利用提供良好的条件。
目前使用较多的工艺是已烷浸出工艺。
蛋白质是生命的基础,生命的本质在于以蛋白质为中心不断的新陈代谢,若人体长期蛋白质营养不良,必然损害健康,甚至导致疾病。
合理营养是身体健康的先决条件,而在诸多营养成分中以蛋白质最为重要,它在蛋白质、脂肪、葡萄糖、维生素人体四大营养要素中列于首位。
但根据1997年国务院颁发的《中国营养改善行动计划》,我国人均热能日摄入量目前为974kJ,其中蛋白质为68g,到2000年我国人均热能日供给量应达到10886kJ,蛋白质摄取量应达到72g。
按此计算,我国人均日缺少蛋白质4g,全国日缺少蛋白质4800t,年缺少蛋白质175.2万吨。
要在短时间内弥补上蛋白质的供应缺口,仅靠动物蛋白质来提供不现实,且不经济合理,开发植物蛋白更为经济合理。
另外植物蛋白还有自身特殊的优点,如不会引起心脑血管、肥胖等疾病。
在主要的蛋白质资源中,大豆是数量最大的食用和饲用蛋白资源。
所以大豆分离蛋白、浓缩蛋白、组织蛋白的生产越来越引起人们的关注。
醇法大豆浓缩蛋白制取_改性及生产实践_石珊珊
were light color, good taste, good functional
KEY WORDS: Soy protein concentrate, Functional property, Modification,Flash evaporation
目录
第一章 文献综述.......................................................... 1 1.1 大豆蛋白质 ........................................................ 1 1.1.1 大豆蛋白质的分类............................................................................................ 1 1.1.2 大豆蛋白质的组成............................................................................................ 1 1.1.3 大豆蛋白质的特性............................................................................................ 2 1.2 大豆浓缩蛋白 ...................................................... 4 1.2.1 大豆浓缩蛋白生产原理.................................................................................... 4 1.2.2 大豆浓缩蛋白生产工艺.................................................................................... 5 1.2.3 醇法大豆浓缩蛋白的优点................................................................................ 6 1.2.4 醇法大豆浓缩蛋白的质量指标........................................................................ 8 1.2.5 国内外大豆浓缩蛋白生产现状......................................................................... 9 1.3 功能性大豆浓缩蛋白 ............................................... 10 1.3.1 改性原理.......................................................................................................... 10 1.3.2 改性方法.......................................................................................................... 10 1.3.3 功能性大豆浓缩蛋白的性能指标及应用领域............................................... 13 1.3.4 国内外功能性大豆浓缩蛋白生产现状.......................................................... 15 1.4 醇法大豆浓缩蛋白的生产实践 ....................................... 15 1.4.1 醇法大豆浓缩蛋白的生产情况....................................................................... 16 1.4.2 功能性醇法大豆浓缩蛋白的生产情况........................................................... 17 1.5 本研究目的 ....................................................... 18 1.6 本研究的意义 ..................................................... 18 1.6.1 利于合理利用资源........................................................................................... 18 1.6.2 生产技术环保可靠........................................................................................... 18
大豆浓缩蛋白工业级质量标准
大豆浓缩蛋白工业级质量标准
大豆浓缩蛋白的工业级质量标准通常包括以下几个方面:
1. 水分含量:工业级的大豆浓缩蛋白通常要求水分含量低于8%。
2. 蛋白质含量:工业级的大豆浓缩蛋白通常要求蛋白质含量在70%以上。
3. 灰分含量:工业级的大豆浓缩蛋白通常要求灰分含量低于6%。
4. pH值:工业级的大豆浓缩蛋白通常要求pH值在6.0-7.5之间。
5. 酸价:工业级的大豆浓缩蛋白通常要求酸价不超过4.0。
6. 色泽:工业级的大豆浓缩蛋白通常要求色泽均匀,呈黄色或淡黄色。
7. 顶替品含量:工业级的大豆浓缩蛋白通常要求不得含有任何顶替品或掺假成分,如豆渣、麦麸等。
这些标准可能会因不同地区、不同生产厂家而有所差异,具体的工业级质量标准可以参考相应的国家规定或行业标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
醇法大豆浓缩蛋白质量标准的建立与分析
戴劲松,宋宏哲,田娟娟
(黑龙江省双河松嫩大豆生物工程有限责任公司,哈尔滨150001)
摘要:本文对醇法大豆浓缩蛋白的原料检验标准、制程检验标准以及产品企业标准的建立和原理分别予以阐述,为规范化生产提供一个参考依据。
关键词:醇法大豆浓缩蛋白;原料检验标准;制程检验标准;成品内控标准
醇法大豆浓缩蛋白是以含水酒精淋洗低温豆粕除去可溶性杂质,制得的蛋白质干基含量在65%以上的商业产品。
从上个世纪60年代投入商业化运行至今,醇法大豆浓缩蛋白的应用领域不断拓宽,生产规模逐渐扩大,包括美国的Archer Daniels Midland和Central Soya、以色列的Solbar Hatzor、巴西的Ceval Alimentos、印度的Ruchi等公司,以及国内的金海、松嫩、三维、万德福、谷神等公司均实现工业化连续生产,产能和能耗等指标控制在理想的水平,醇法大豆浓缩蛋白在技术和设备水平不断发展的带动下,产品和市场已趋于成熟,进入快速发展时期。
连续化生产醇法大豆浓缩蛋白对原料、过程的控制直接影响着终产品的成本和质量,所以制定企业的内控标准,是保证醇法大豆浓缩蛋白产品质量,提升企业竞争力的最有效的手段之一。
企业的内控标准分为原料检验标准、制程检验标准以及产品企业标准三个部分,本文针对醇法大豆浓缩蛋白的工艺和产品特点,结合公司的实际运行情况,分别对三部分标准予以阐述,希望对醇法大豆浓缩蛋白生产经营的规范化产生积极的推动作用。
1原(辅)料验收标准
醇法大豆浓缩蛋白的原辅料主要是低温豆粕和食用酒精,连续化生产对低温豆粕的蛋白质含量、粉末度、水分、粗脂肪、含杂量等指标要求较高,在原有国家标准的基础上应有所提高;而食用酒精一般符合国家标准的就可满足生产需求,如果级别提升,对各残留物的控制更有利,但成本会相应增加。
1.1低温豆粕的内控标准
用于醇法大豆浓缩蛋白生产的低温豆粕的质量标准见表1。
表1原料低温豆粕的质量指标
项目标准项目标准感官同国标杂质,% ≤0.10
蛋白含量(干基),% ≥54 粗脂肪(干基),% ≤ 1.0
水分,% ≤10 粗纤维(干基),% ≤ 3.5
氮溶解指数(NSI),% ≥70 灰分(干基),% ≤ 6.5
粉末度(60目通过率),% ≤ 4 含砂量,% ≤0.1
1.2原料指标对成品的影响
1.2.1原料蛋白质含量对成品的影响
1987年,国际食品规范委员会通过食品标准规程,提出将大豆浓缩蛋白(SPC)中蛋白质含量(干基)由原来的大于60%提高到65%~90%[1]。
由此我们可以看出蛋白质含量是影响醇法大豆浓缩蛋白品质的首要因素,而原料中蛋白质含量的高低直接影响着成品的蛋白质含量以及得率,例如以50%和55%的蛋白粉为原料制备65%的醇法大豆浓缩蛋白,理论得率分别为76.92%和84.61%,可以看出原料蛋白质含量对产品得率的影响显著,而且直接相关产品的成本,所以生产醇法大豆浓缩蛋白的低温豆粕的蛋白含量应控制更严格,根据实际的生产情况和论证结果得出蛋白质含量应不低于54%。
1.2.2原料水分对成品的影响
原料的水分在萃取过程中直接进入萃取液,水分过高,将使萃取液酒精浓度下降较多,影响浸出效果,所以低温豆粕的水分控制应低于国家标准。
1.2.3原料粉末度对成品的影响
低温豆粕在含水酒精溶液中会吸水溶胀,如粉末度过细,吸水溶胀后会形成较致密的片层,严重影响酒精的浸出,阻碍可溶性物质向酒精中扩散,造成浸提不完全,产品含量不达标,所以原料豆粕的粉末度应控制在一定范围内。
目前较多企业采用60目筛下不超过5%,这个标准低于醇法大豆浓缩蛋白企业生产要求,从实际生产情况我们发现60目通过率控制在4以内,对生产基本不造成影响,不用采取筛分作为生产前处理。
1.2.4原料残油率对成品的影响
GB/T 13382中规定食用豆粕的粗脂肪应小于2%,而对于醇法大豆浓缩蛋白生产来说,粗脂肪含量过高,会影响可溶性成分的溶出,所以对低温豆粕的残油率更高,应小于1%。
1.2.5原料杂质对成品的影响
低温豆粕所含杂质一般直接进入成品,所以原料中杂质含量的高低直接影响成品中杂质的含量,控制的越低,成品的感官指标越好。
2制程检验标准
2.1检验项目的设立与标准
检测项目是根据醇法大豆浓缩蛋白生产工艺中关键控制点设立的,这些项目对成品的质量有着至关重要的影响,具有广泛的代表性,但由于各生产厂家采用设备不同,项目的设立略有差别,具体项目及标准见表2。
表2 醇浓蛋白生产制程检验标准
项目标准项目标准
配比储罐酒精度,% 68~72 三效后浓缩液锤度,% 25-30
滤后萃取液固形物,% 4~6 三效后浓缩液液乙醇含量,% ≤0.1
滤后萃取液杂质含量,% ≤0.5 大豆糖蜜锤度,% 58~62
挤压机后物料含湿,% ≤48 糖蜜蛋白含量,% ≤7
卧脱后物料水分,% 25~28 干燥机后物料水分,% ≤9
卧脱后物料酒精含量,%,≤0.5 尾气含溶,mg/l ≤300
干燥机后物料蛋白(干基),%,≥65
2.2检验标准对生产过程的影响
2.2.1配比储罐酒精度
不同浓度酒精浸提豆粕其溶出组分不同,为了保证溶出成分的稳定性,应确保酒精浓度配比准确。
受萃取过程各种因素影响,配比储罐酒精度指标与萃取过程的实际酒精有所不同,存在一定的比例关系。
2.2.2滤后萃取液固形物
该项指标反应了萃取工序整体工作水平,监控该指标可控制成品蛋白质含量和得率,确保含量的稳定性。
该项数值反映了溶剂/物料喷淋比,如测定值出现异常,可进行相应调整。
另外,如生产不同浓度的蛋白产品,可通过测定该指标与萃取时间相结合来实现。
2.2.3滤后萃取液杂质含量
可减少浓缩工序清洗频率,控制大豆糖蜜杂质含量。
2.2.4挤压机后物料含湿
该项指标是醇提工艺中非常重要指标,其优劣一定程度上表现了醇法浓缩蛋白工艺设计、设备制造的综合水平。
如果能控制到48%以下,不仅可以控制脱溶系统能源消耗、酒精消耗,成品的热变性程度也会有较大幅度下降。
在实际运行中,该项指标通常控制在43~46%范围,达到这个目标,工艺参数调整也很重要。
2.2.5卧脱后酒精含量
这项指标是结合我公司自主研发的脱溶技术而制定的,不同的脱溶干燥设备可根据设备的不同性能制定相应指标。
卧脱部分主要是脱除溶剂,所以对卧脱后物料的酒精含量控制严格,在0.5%以下,可有效控制酒精的消耗量。
2.2.6干燥机后水分
基本接近成品水分,指标设定要兼顾成品质量标准和产品得率。
2.2.7大豆糖蜜锤度
锥度反应了大豆糖蜜中含糖量的多少,直接影响大豆糖蜜储存、运输、使用,尤其在夏季,保质期过短将制约其应用领域和范围。
2.2.8尾气含溶
酒精气体冷凝难度较大,尾气夹带的酒精在酒精总体消耗中占有较大比重,控制该项指标,是降低溶耗的有效方法。
随着工艺技术的提升,该项指标势必会有所降低。
3成品企业内控标准
3.1标准内容
标准各项指标见表3。
表 3 醇法大豆浓缩蛋白质量标准
感官要求理化要求卫生项目要求项目指标项目指标项目指标
色泽白色、淡黄色蛋白质含量,(干基)%≥68.0 菌落总数,cfu/g ≤ 30000 滋、气味无异味,具有大粗脂肪,%≤0.5 大肠菌群,MPN/100g ≤ 30 豆浓缩蛋白固有粗纤维,%≤ 6.0 霉菌和酵母,cfu/g ≤ 100 滋、气味水分,%≤7.0 致病菌不得检出组织状态均匀粉末灰分,%≤7.0 铅(以Pb计)mg/kg ≤ 1.0
杂质无肉眼可见粒度(100目通过率),%≥ 95 砷(以As计)mg/kg ≤0.5 外来杂质白度(L值)≥85
3.2标准建立依据
醇法大豆浓缩蛋白的内控标准是依据国家推荐性标准GB/T 20371中对大豆浓缩蛋白的规定而制定的,大部分指标与国家标准相应指标一致,有部分指标严于国家标准,符合行业需求。
另外新增两项检验项目:粒度和白度,这两个项目是依据市场销售反馈信息确立的,粒度的限制便于不同使用者根据自身工艺需求进行选择;白度是反应大豆浓缩蛋白色值的一个指标,引自面粉行业标准,希望甄别不同物料在生产过程中的热变性程度,由于热变性的实质是蛋白质分子发生聚合反应和美拉德等反应,过程不可逆,增加了醇法大豆浓缩蛋白的改性难度,也降低了蛋白质的消化吸收率,我们希望通过白度的测定,有效控制产品的热变性程度,同时也希望引起行业和市场关注,以促进醇法大豆浓缩蛋白行业健康发展。
4结束语
醇法大豆浓缩蛋白的质量标准将随着工艺技术的进步不断完善,建立建全醇法大豆浓缩蛋白产业生产标准,迎合了现今企业规范化管理需要,以及日趋完善的市场营销需求。
在一定程度上,科学合理并切合不同行业需求的标准体系建立有利于引导商业销售,进而促进产品的不断发展。
参考文献
[1] 肯尼思·勃瑞, 大豆浓缩蛋白的生产及其在食品中的应用[J]大豆通报1999(1):
22-23.
[2] 黑龙江双河松嫩大豆生物工程有限公司大庆分公司质量管理文件。