汽车涂装新技术概述.pptx
合集下载
一汽轿车涂装简介PPT课件

经修饰线检查不合格的产品,到返修线进行返工,修好合格
后在进入修饰线。由于涂装质量合格率很高,目前马自达6涂装
生产线将取消返修线。
-
15
第十五页,共十七页。
7.贴膜
修饰合格后的车身应在四个车门窗框贴装饰黑膜。
8.空腔注蜡
涂装合格车身送往总装前,应在车身内腔注蜡,这是为了提高 内腔的耐腐蚀性。
9.自动调漆和输漆系统
9
2.电泳涂装
电泳涂装是利用外加电场,使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电 极之一的基底表面上的涂装方法。
电泳涂装可分为阳极和阴极电泳。目前,阴极电泳取代阳极电泳。
+
阳极板
阳极板
车身为阴极
含水溶性涂料的电介质溶液
-
第十页,共十七页。
电解
电泳
电沉积
电渗
10
阴极电泳涂底漆
清洗
沥水 电泳烘干
废气:有机溶剂型涂料喷涂时产生的废气及预(前)处理产 生的处理液蒸气。
废渣:涂装前后产生的各种沉积物。
-
7
第七页,共十七页。
二 、涂装工艺过程
焊装生产的 白车身
手工预处理
贴膜
返修
修饰
前处理线
电泳
喷蜡
送往总装
面漆烘干
晾干
面漆喷涂
面漆擦净
面漆打磨
中涂烘干
电泳烘干 焊缝密封 PVC喷涂 PVC烘干 底漆打磨 中涂喷漆
三、汽车涂装技术的发展趋势
随着环保意识和法规的加强,国际大汽车公司开 始改造涂装生产线,采用环保型的涂装材料和自动化 程度更高、涂着效果更好的涂装工艺,使涂装过程中 产生的有害挥发性物质排放量达到环保要求,汽车用 涂料正在向高固体份化、水性化和粉末化方向发展。
汽车涂装技术模块绪论(PPT 103页)
❖ 1电泳底漆 ❖ 2 沥 干 电 泳 底 漆 ( 图 5-6 ) ❖ 3 冲 洗 ( 图 5-7 ) ❖ 4 加 温 干燥
❖ 大 型 车 辆 的 生 产 , 所 选 用 的涂 料 、 工 艺 方 法 更接近于汽车修补涂装。
❖ 1.1磷化处理前的清洗
❖ 首 先 浸 泡 : 将 成 形 后 的 车 身 置 于 40 – 50摄 适度的 水 中 浸 泡 ;
❖其次冲洗:用同样水温的水进行冲洗, 去 除 附 着 在 车 身 上的 污 物 ;
❖ 由超声波发生器所发出的高频振荡讯号,通过换能 器转换成高频机械振荡而传播到介质–清洗溶液中, 超声波在清洗液中疏密相间地向前辐射,使液体流 动而产生数以万计的微小气泡,这些气泡在超声波 纵向传播成的负压区形成、生长,而在正压区迅速 闭合,在这种被称之为”空化”效应的过程中气泡 闭合可形成超过1000个气压的瞬间高压,连续不断 产生的高压就象一连串小”爆炸”不断地冲击物件 表面,使物件表面及缝隙中的污垢迅速剥落。从而 达到物件全面洁净的清洗效果。超声波清洗器对任 何物件的材质及精度不受影响。
❖第三步除油:将清洗干净的车身浸没在 含 有 弱 碱 性 的 除油 剂 中 , 或 用 碱 浴 喷 淋 于 车身,去除车身上的油污;
❖ 最后再次冲洗:用水将除油干净的车身 冲洗干净,去除残留的碱性除油剂。
❖ 1.2.1 浸没式磷化处理 v 1.2.2 喷淋式磷化处理 v 1.3 淋化处理后的清洗、干燥
(2)汽车涂装属于中、高级装饰性涂装
汽车外观的装饰性主要体现在车型设计和涂装方面, 而涂层的装饰性则主要取决于色彩、光泽、鲜映性、丰 满度等方面。色彩一般根据车辆类型、外型设计及时代 流行色来选择。
一、汽车涂装的功能和特点(1-3)
汽车涂装技术 PPT课件
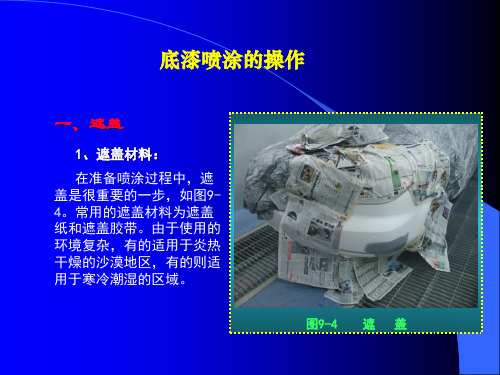
如果用报纸遮盖,可以按图7-6所示,用3张报纸接成110cm 宽的正方形,对准车门入口,先从便于粘贴的部位开始粘贴, 边粘边将报纸多余部分按车门入口的外形曲线,或向内折,或 截取掉。
(4)喷涂两种颜色时的遮盖。当汽车被喷涂成两种不同的颜色时, 应首先喷涂一种颜色。油漆干燥后,用19mm的胶带把这种颜色的周边 遮盖。有些车身喷漆工喜欢选用细胶带,因为细胶带薄,可以精确地 把两种颜色的漆面分开,留下的条纹少。然后,把该颜色的漆层用合 适尺寸形状的遮盖纸遮盖好。
三、喷涂操作要领
三、喷涂操作要领
•.
三、喷涂操作要领
•.
三、喷涂操作要领
•.
三、喷涂操作要领
•.
三、喷涂操作要领
1、喷枪与工件表面 的角度:
喷枪与工作表面必 须保持垂直,绝对不可 由手腕或手肘作弧形的 摆动,如图9-12所示。
图9-12 喷枪与工件表面的角度
2、喷枪嘴与工件表面的 距离:
4、喷涂压力: 正确的喷涂气压与涂料的种类、稀释剂的种类、稀释后黏度有关,一般 调节气压0.35MPa~0.5MPa,或进行试喷而定。
5、喷枪扳机的控制: 扳机扣得越紧,液体流速 越大。传统走枪,扳机总 是扣死,而不是半扣。为 了避免每次走枪行将结束 时所喷出的涂料堆积,有 经验的漆工都要略略放松 一点扳机,以减少供漆 量,如图9-14所示。
步骤3:用手指堵住黏度测量杯底的小孔,将过滤后的 涂料倒入杯内至规定刻度线。
步骤4:松开手指,同时用秒表记录时间,直到全部滴 落完毕,则所记录的时间即为所调涂料的黏度。
二、喷枪的调整
喷枪的检查与调整,在喷 涂底漆和面漆之前都要进行。
1、检查: (1)喷杯上的气孔,有无 污垢堵塞;(2)喷杯上密封 圈有无渗漏等。
第八讲汽车制造涂装技术

要比前面工序所进行的清洗或清洁更加的 彻底和全面。
PPT文档演模板
第八讲汽车制造涂装技术
二、涂装前的遮盖
§现在新车制造过程中多采用人工方式在面
漆喷涂前对不需喷涂面漆或一些有特殊要 求的部位进行遮蔽,避免在喷涂面漆过程 中被污染。
§新车制造过程中(尤其是面漆涂装)涂料的
加温干燥温度相当的高,一般情况下要求 加温温度要在100°C以上,这就要求遮盖 所用的遮蔽材料要有很好的耐高温性能。
PPT文档演模板
第八讲汽车制造涂装技术
PVC生产线工艺流程-粗密封-1
•轿车B柱底部密封处理
•轿车B柱底部密封处理 •轿车C柱底部密封处理
•密 封 点
PPT文档演模板
•密封点
第八讲汽车制造涂装技术
PVC生产线工艺流程-粗密封-2
•粗 密 封 处 理
PPT文档演模板
•粗 密 封 处 理 •胶带密封处理
第八讲汽车制造涂装技术
PVC生产线工艺流程-细密封-1
•细密封
•细 密 封 涂 胶截面
•细 密 堵 件
PPT文档演模板
第八讲汽车制造涂装技术
PVC生产线工艺流程-细密封-2
•细密封
•细 密 •细密封涂胶截面 封
•细密封
PPT文档演模板
•细 密 封
第八讲汽车制造涂装技术
PVC生产线工艺流程-细密封- 3
§喷淋式磷化处理
将冲洗过的车身用磷酸盐溶液喷 淋,使车身钢板表面在喷淋过程中形 成磷化层。
PPT文档演模板
第八讲汽车制造涂装技术
浸没式磷化处理
§ 首先将车身浸没于磷酸钛溶液
中,磷酸钛在车身钢板表面形成 凝胶状表层。
§ 然后将车身浸入由磷酸锌、磷
PPT文档演模板
第八讲汽车制造涂装技术
二、涂装前的遮盖
§现在新车制造过程中多采用人工方式在面
漆喷涂前对不需喷涂面漆或一些有特殊要 求的部位进行遮蔽,避免在喷涂面漆过程 中被污染。
§新车制造过程中(尤其是面漆涂装)涂料的
加温干燥温度相当的高,一般情况下要求 加温温度要在100°C以上,这就要求遮盖 所用的遮蔽材料要有很好的耐高温性能。
PPT文档演模板
第八讲汽车制造涂装技术
PVC生产线工艺流程-粗密封-1
•轿车B柱底部密封处理
•轿车B柱底部密封处理 •轿车C柱底部密封处理
•密 封 点
PPT文档演模板
•密封点
第八讲汽车制造涂装技术
PVC生产线工艺流程-粗密封-2
•粗 密 封 处 理
PPT文档演模板
•粗 密 封 处 理 •胶带密封处理
第八讲汽车制造涂装技术
PVC生产线工艺流程-细密封-1
•细密封
•细 密 封 涂 胶截面
•细 密 堵 件
PPT文档演模板
第八讲汽车制造涂装技术
PVC生产线工艺流程-细密封-2
•细密封
•细 密 •细密封涂胶截面 封
•细密封
PPT文档演模板
•细 密 封
第八讲汽车制造涂装技术
PVC生产线工艺流程-细密封- 3
§喷淋式磷化处理
将冲洗过的车身用磷酸盐溶液喷 淋,使车身钢板表面在喷淋过程中形 成磷化层。
PPT文档演模板
第八讲汽车制造涂装技术
浸没式磷化处理
§ 首先将车身浸没于磷酸钛溶液
中,磷酸钛在车身钢板表面形成 凝胶状表层。
§ 然后将车身浸入由磷酸锌、磷
汽车涂装技术概述 ppt课件

PPT课件 19
六、涂膜的干燥固化
1、涂料的成膜过程 涂料由液态(或粉末状)变成固态,在被涂物表 面上形成薄膜的过程。 液态涂料靠溶剂挥发、氧化、缩合、聚合等物理 或化学作用成膜。 粉末涂料靠熔融、缩合、聚合等物理或化学作用 成膜 成膜过程起主要作用的取决于涂料的类型、组合 和结构 2、涂膜的干燥固化 一般分为自然干燥、烘干和照射固化。
PPT课件 18
3. 涂面漆
( 1 )面漆涂层直接会影响汽车的外观装饰性、 耐候性和商品价值。 ( 2 )一般采用手工喷涂(空气喷涂、空气静电 喷涂)、自动喷涂(机械喷涂、高转速旋杯式 自动静电喷涂)等涂装方法。 ( 3 )采用的涂料主要是三聚氰氨醇酸树脂面漆, 丙烯酸树脂系磁漆、聚氨基甲酸酯磁漆、醇酸 树脂系磁漆、硝基磁漆、过氯乙烯树脂磁漆六 大类。
• ( 1) 中间涂层本身的功能是保护底漆涂层, 增加底漆涂层和面漆涂层间的结合力,提高整 个涂层的耐水性和装饰性。 • ( 2) 一般采用喷涂法和自动静电喷涂法或 “湿碰湿”两道(即涂第一道漆后仅晾干数分 钟,在涂膜尚湿情况下就涂第二道漆)。 • (3) 中间层涂料应与底漆和面漆有良好的配 套性,并应具有良好打磨性,常使用的合成树 脂有醇酸树脂、环氧聚脂等。
PPT课件 13
4.电泳涂装法
将具有导电性的被涂物浸渍在水里稀释,浓度比较低 的电泳涂料槽作为阳极(或阴极),在槽中另设置与 其对应的阴极(或阳极),在两极间通过一定时间的 直流电,在被涂物上析出均一、水不溶涂膜的一种涂 装方法。 (1) 根据被涂物的极性和电泳涂料的种类,可分为 阳极电泳涂装( AED ):被涂物为阳极,所采用的电 泳涂料是阴离子型(带负电荷) 阴极电泳涂装( CED ):被涂物为阴极,所采用的电 泳涂料是阳离子型(带正电荷) 现今采用阴极电泳涂装法涂底漆的汽车车身达 90%以上。
六、涂膜的干燥固化
1、涂料的成膜过程 涂料由液态(或粉末状)变成固态,在被涂物表 面上形成薄膜的过程。 液态涂料靠溶剂挥发、氧化、缩合、聚合等物理 或化学作用成膜。 粉末涂料靠熔融、缩合、聚合等物理或化学作用 成膜 成膜过程起主要作用的取决于涂料的类型、组合 和结构 2、涂膜的干燥固化 一般分为自然干燥、烘干和照射固化。
PPT课件 18
3. 涂面漆
( 1 )面漆涂层直接会影响汽车的外观装饰性、 耐候性和商品价值。 ( 2 )一般采用手工喷涂(空气喷涂、空气静电 喷涂)、自动喷涂(机械喷涂、高转速旋杯式 自动静电喷涂)等涂装方法。 ( 3 )采用的涂料主要是三聚氰氨醇酸树脂面漆, 丙烯酸树脂系磁漆、聚氨基甲酸酯磁漆、醇酸 树脂系磁漆、硝基磁漆、过氯乙烯树脂磁漆六 大类。
• ( 1) 中间涂层本身的功能是保护底漆涂层, 增加底漆涂层和面漆涂层间的结合力,提高整 个涂层的耐水性和装饰性。 • ( 2) 一般采用喷涂法和自动静电喷涂法或 “湿碰湿”两道(即涂第一道漆后仅晾干数分 钟,在涂膜尚湿情况下就涂第二道漆)。 • (3) 中间层涂料应与底漆和面漆有良好的配 套性,并应具有良好打磨性,常使用的合成树 脂有醇酸树脂、环氧聚脂等。
PPT课件 13
4.电泳涂装法
将具有导电性的被涂物浸渍在水里稀释,浓度比较低 的电泳涂料槽作为阳极(或阴极),在槽中另设置与 其对应的阴极(或阳极),在两极间通过一定时间的 直流电,在被涂物上析出均一、水不溶涂膜的一种涂 装方法。 (1) 根据被涂物的极性和电泳涂料的种类,可分为 阳极电泳涂装( AED ):被涂物为阳极,所采用的电 泳涂料是阴离子型(带负电荷) 阴极电泳涂装( CED ):被涂物为阴极,所采用的电 泳涂料是阳离子型(带正电荷) 现今采用阴极电泳涂装法涂底漆的汽车车身达 90%以上。
整车涂装生产工艺简介ppt课件

贴窗框(SASH)
SASH
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
WRAP
液状蜡(WRAP)
◆目的:保护漆面免遭酸雨、鸟粪等腐蚀性物质的侵害 ◆ WRAP易于除去,用高压水枪即可完全除去,且不会损害清 漆漆面的品质,一般在销售前除去。
整车返修
◆属于涂装不良的完成车 ◆总装过程中产生外观缺陷的完成车
检查
打磨
抛光 不伤及色漆层
伤 及 色 漆 层
喷漆 烘干 打磨
抛光
返回检查
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
抛光(Polishing)
经过检查后对缺陷进行抛光打磨处理
1)水磨
2)抛光
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
WAX
内腔蜡(WAX)
◆内腔蜡主要涂布于车体的深孔和铰链连结部位 ◆内腔蜡注入后可以黏附在金属表面,起到隔绝水和腐 蚀物质的作用,保护金属孔,还可以防止积水
自动喷涂(Auto Spray)
使用机器人进行自动喷涂,主要喷涂部位如下图所示:
④
②
③
A区
① ③
①前后机盖 ②前翼子板 ③前后车门 ④后翼子板
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
SASH
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
WRAP
液状蜡(WRAP)
◆目的:保护漆面免遭酸雨、鸟粪等腐蚀性物质的侵害 ◆ WRAP易于除去,用高压水枪即可完全除去,且不会损害清 漆漆面的品质,一般在销售前除去。
整车返修
◆属于涂装不良的完成车 ◆总装过程中产生外观缺陷的完成车
检查
打磨
抛光 不伤及色漆层
伤 及 色 漆 层
喷漆 烘干 打磨
抛光
返回检查
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
抛光(Polishing)
经过检查后对缺陷进行抛光打磨处理
1)水磨
2)抛光
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
WAX
内腔蜡(WAX)
◆内腔蜡主要涂布于车体的深孔和铰链连结部位 ◆内腔蜡注入后可以黏附在金属表面,起到隔绝水和腐 蚀物质的作用,保护金属孔,还可以防止积水
自动喷涂(Auto Spray)
使用机器人进行自动喷涂,主要喷涂部位如下图所示:
④
②
③
A区
① ③
①前后机盖 ②前翼子板 ③前后车门 ④后翼子板
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
汽车涂装新技术..

汽车涂装预处理新技术
(4)工艺简短、流程短、成膜速率很快, 一般形成完整的膜只需20秒左右(磷酸 锌成膜至少60s),大幅降低了水消耗、 废水处理、能源、人力等过程成本。 另外也缩减了生产线的建设规模,大 大减少了生产车间的建设面积,降低 了投资费用 (5)最大程度减少了重金属的排放,降低 了水的消耗量,废水、废渣排放少, 所形成的渣几乎对环境无危害,不含 磷酸盐,无BOD、COD,工艺维护成 本大大减少
汽车涂装技术概述
(4)底盘部件涂装 作用:耐水、耐油、抗冲击和耐久性,尤其 底漆应具有良好的附着能力
(5)发动机部件涂装 作用:耐热、耐水、耐油
(6)电气设备涂装 作用:防水、防腐蚀和绝缘,对于蓄电池附 近构件要求耐酸
汽车涂装技术概述
• 汽车涂装的三要素
(1)涂装材料 (2)涂装工艺 包括涂装技术的合理性和先进性、涂装设 备和工具的先进性和可靠性、涂装环境条 件和工作人员的技能、素质等 (3)涂装管理 包括工艺管理、设备管理、工艺纪律管理、 质量管理、现场环境管理和人员管理等
多涂层
中间涂层——提高上下涂膜结合,提供 整体韧性和抗冲击能力 面涂层——赋予表面多彩的颜色
汽车涂装技术概述
• 汽车涂装的分类(根据汽车类型和结构)
(1)车身外表涂装 作用:装饰、耐腐蚀和耐久性 (2)车厢内部涂装 作用:满足装饰性和居住性要求,给人以舒 适、赏心悦目的感觉
(3)车身骨架的涂装 作用:抗腐蚀、保护基本材料;对于车架以 下部分,应耐水、耐油和抗冲击;对 车身应隔音、隔热和起密封作用
传统磷化膜膜重: 2-3 g/m2 氧化锆转化膜重: 0.02-0.2 g/m2
附着力和耐蚀性能与 磷化膜相当
不同转化膜的膜厚(nm)对比
汽车涂装新技术概述

汽车涂装技术概述
(3)是最典型的工业涂装 许多涂装新工艺、新技术都源于汽车工业, 新涂料的设计开发也大部分是由汽车工业促 进的。
典型的涂装机械化生产线
汽车涂装技术概述
(4)涂装件产品一般为多涂层涂装
单涂层 (缺陷)
装饰性差——色彩不够饱满,且 干涩
保护性差——厚度较薄,抗冲击 能力下降
多涂层
底涂层——防锈底漆层
涂装的定义
涂装是指各种车辆的车身及其零部件的涂漆 装饰。根据涂装对象不同,汽车涂装可分 为新车涂装和修补涂装两大体系。
具体地说:涂装是将涂料涂覆于经过处理的 基底表面上,经干燥成膜的一种表面处理 工艺。已经固化的涂料膜称为涂膜或漆膜, 有两层以上涂膜组成的复合层称为涂层。 汽车表面涂装就是典型的多涂层涂装。
(2)重新设计汽车前处理体系,包括工艺和检测 标准,以便使新型转化膜通过OEM 认可,使 氧化锆转化膜的优越性能充分发挥出来
(3)对氧化锆转化膜技术不断进行改进,以使该 项技术更加成熟。
注:OEM是Original Equipment Manufacturer 的缩写,即原设备制造商
汽车涂装预处理新技术
加温干燥
汽车涂装预处理新技术
轿车涂装过程示意图
汽车涂装预处理新技术
传统汽车涂装工艺
第二节 汽车涂装预处理新技术
• 目前使用的磷化处理技术
概念:钢铁在含有锌、铁、锰的磷酸盐溶液中,由 于金属和溶液在界面上发生化学反应,生成难溶于 水的磷酸盐,使钢铁表面形成一层附着良好的保护 膜(磷酸锌、磷酸铁等)。
(4)刮涂 概念:用刮板将涂料刮于被涂物表面的涂装 方法
特点:涂料浪费较少、对操作人员技术水平 要求较高、对设备要求低
应用:汽车修补涂装中的凹陷填充与外形 修复
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一节 汽车涂装技术概述
涂装的定义
涂装是指各种车辆的车身及其零部件的涂漆 装饰。根据涂装对象不同,汽车涂装可分 为新车涂装和修补涂装两大体系。
具体地说:涂装是将涂料涂覆于经过处理的 基底表面上,经干燥成膜的一种表面处理 工艺。已经固化的涂料膜称为涂膜或漆膜 ,有两层以上涂膜组成的复合层称为涂层 。汽车表面涂装就是典型的多涂层涂装。
(4)刮涂 概念:用刮板将涂料刮于被涂物表面的涂装 方法
特点:涂料浪费较少、对操作人员技术水平 要求较高、对设备要求低
应用:汽车修补涂装中的凹陷填充与外形 修复
汽车涂装技术概述
• 汽车制造过程中的涂装流程
(1)涂装前的预处理(清洗和磷化处理)
磷化前清洗处理
汽车涂装技术概述
磷化处理
汽车涂装技术概述
磷化处理后清洗、干燥
汽车涂装技术概述
(2)电泳涂装底漆
涂装电泳底漆
沥干电泳底漆 沥干后冲洗
加热干燥
汽车涂装技术概述
(3)车身内外密封剂和车底保护涂料的涂装
(4)中涂漆涂装 作用:增强底漆与面漆间的附着力、提高面 漆的机械强度、保证面漆表面平整度
流程: 静电喷涂中涂漆
涂装后静置
打磨并冲洗
(5)面漆涂装
汽车涂装技术概述
(4)底盘部件涂装 作用:耐水、耐油、抗冲击和耐久性,尤其 底漆应具有良好的附着能力
(5)发动机部件涂装 作用:耐热、耐水、耐油
(6)电气设备涂装 作用:防水、防腐蚀和绝缘,对于蓄电池附 近构件要求耐酸
汽车涂装技术概述
• 汽车涂装的三要素
(1)涂装材料 (2)涂装工艺
包括涂装技术的合理性和先进性、涂装设 备和工具的先进性和可靠性、涂装环境条 件和工作人员的技能、素质等
汽车涂装技术概述
(4)达到某种特定的目的 应用涂料的特殊性能,使汽车具有特殊功 用来完成特种作业或适应特定的使用条件 。例如: 化工物品运输车,要在车体表面和内部 涂上耐化学腐蚀和防渗漏的涂料; 军用汽车要采用保护色达到隐蔽作用等。
汽车涂装技术概述
• 汽车涂装的目的
(1)优良的耐蚀性; (2)高雅的装饰性外观; (3)延长使用寿命; (4)提高商用价值。
第二讲 汽车涂装新技术
邢亚哲 长安大学材料学院
2009.06.18
主要内容
汽车涂装技术概述
涂装的功能、特点、分类以及新车制造过程中的 涂装流程简介
汽车涂装预处理新技术
硅烷技术和氧化锆转化膜技术
电泳技术及PVC密封技术的发展
新型CED涂料和PVC涂料
汽车涂装中涂面漆技术及喷涂设备的发展
环保型涂料、中涂和面漆新工艺、无中涂体系的 开发应用及喷涂新设备
应用:范围广,大多数零部件
汽车涂装技术概述
(3)静电喷涂 概念:在喷涂设备上加一定电压的静电电量, 使喷出涂料带有一定电压的静电,利用 静电吸附原理将涂料涂布于被涂物表面 的涂装方法
特点:涂料浪费较少、对操作人员技术水平要 求不高、对喷涂设备要求较高、对环境 影响较小
应用:大多数零部件
汽车涂装技术概述
中间涂层——提高上下涂膜结合,提供 整体韧性和抗冲击能力
面涂层——赋予表面多彩的颜色
汽车涂装技术概述
• 汽车涂装的分类(根据汽车类型和结构)
(1)车身外表涂装 作用:装饰、耐腐蚀和耐久性
(2)车厢内部涂装 作用:满足装饰性和居住性要求,给人以舒 适、赏心悦目的感觉
(3)车身骨架的涂装 作用:抗腐蚀、保护基本材料;对于车架以 下部分,应耐水、耐油和抗冲击;对 车身应隔音、隔热和起密封作用
汽车涂装技术概述
(3)是最典型的工业涂装 许多涂装新工艺、新技术都源于汽车工业, 新涂料的设计开发也大部分是由汽车工业促 进的。
典型的涂装机械化生产线
汽车涂装技术概述
(4)涂装件产品一般为多涂层涂装
单涂层 (缺陷)
装饰性差——色彩不够饱满,且 干涩
保护性差——厚度较薄,抗冲击 能力下降
多涂层
底涂层——防锈底漆层
• 汽车涂装的特点
(1)属于高级保护性涂装(耐蚀性和耐候性) a. 耐沥青、油污、酸碱和鸟粪等侵蚀;
汽车涂装技术概述
b. 涂层能够适应寒冷地区、工业地区、沙漠 戈壁、湿热地带和沿海等气候条件。
(2)属于中、高级装饰性涂装 涂层的装饰性主要取决于色彩、光泽、鲜艳 性、丰满度和涂层外观等。例如:
运动型跑车多采用明快的大红色、明黄色 等,给人以强烈的动感; 高级轿车多采用较深的色调,给人以庄重、 稳健的感觉。
(3)涂装管理 包括工艺管理、设备管理、工艺纪律管理
、 质量管理、现场环境管理和人员管理等
汽车涂装技术概述
• 常用的汽车涂装方法
(1)电泳涂装 概念:将被涂物侵于涂料中,并给被涂物和 涂料加以不同极性的电荷,利用电荷 移动的原理进行涂装的方法
特点:对附属设备要求高、技术难度大、自 动化程度高、膜厚易于控制、涂装质 量高
汽车涂装技术概述
隔离雨水作用-雨淋后集聚的水珠
汽车涂装技术概述
(2)装饰作用 汽车涂装的装饰性主要取决于涂层的色彩 、光泽、鲜艳程度和外观等。
不同角度变色漆的不同颜色
汽车涂装技术概述
(3)特殊标识作用 标识作用通过涂料的颜色来体现。 在汽车上涂装不同颜色和图案以便区别不同 的用途。例如: 消防车涂成大红色; 邮政车涂成橄榄绿,字号车号为白色; 救护车为白色并做红十字标记等; 工程车涂成黄黑色相间的条纹,字号车号 用黑色等。
应用:新车制造中底层涂料的涂装
汽车涂装技术概述
电泳分类:根据被涂物所加电荷不同,分为 阴极电泳和阳极电泳
电泳涂装生产线
汽车涂装技术概述
(2)喷涂 概念:用特制的喷涂设备(喷枪)将涂料雾 化,并涂布于被涂物表面的涂装方法
特点:节省涂料、涂装质量较好且易于控制、 对操作人员技术水平要求较高、对喷 涂设备要求比较严格、污染环境
加温干燥
汽车涂装预处理新技术
轿车涂装过程示意图
汽车涂装预处理新技术
传统汽车涂装工艺
第二节 汽车涂装预处理新技术
• 目前使用的磷化处理技术
概念:钢铁在含有锌、铁、锰的磷酸盐溶液中,由 于金属和溶液在界面上发生化学反应,生成难溶于 水的磷酸盐,使钢铁表面形成一层附着良好的保护 膜(磷酸锌、磷酸铁等)。
汽车涂装技术概述
• 涂装的功能
(1)保护作用 使汽车车身或零部件表面免受水分、微生 物、紫外线和酸碱气体或液体的侵蚀,延 长汽车使用寿命。
保护作用体现在两方面: 一是使汽车零部件表面与大气环境相隔离, 防止生锈腐蚀; 二是有些涂料防腐能力 。