第07章 合金钢-new
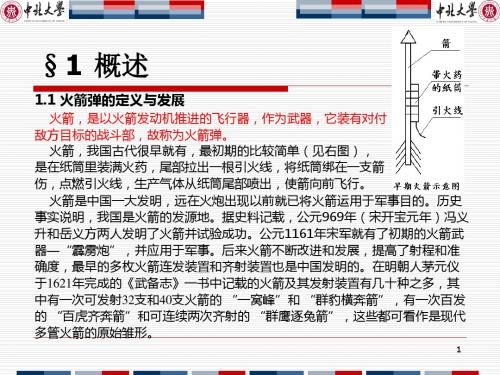
第11章 火箭弹
转稳定)两种。尾翼式是靠尾翼装置使空气动力合力作用点(压力中心)后移到
全担质心之后,形成足够的稳定力矩来保证飞行稳定的。涡轮式是靠弹体高速旋 转产生的陀螺效应保证飞行稳定的。
13
§2 涡轮式火箭弹
涡轮式火箭弹是靠自身的高速旋转获得飞行稳定性的。在火箭弹的长度受到 限制时采用这种结构。优点是火箭弹的高速旋转能减小推力偏心的不良影响,可 提高密集度,弹长较短,勤务处理方便。缺点是弹长受到限制,一般弹长不超过 7~8倍弹径,在保证战斗部威力的条件下限制发动机的长度,难以增加射程。
14
2.1 1963年式130mm杀伤爆破火箭弹概述
三、性能
火箭炮以NJ230型越野汽车为底盘,该炮火力突然、猛烈。安装于汽车上,机 动性好,方向射界,高低射界(较大),使用比较方便。 四、发展 1963年式130mm火箭弹由19管的130mm火箭炮发射,在9.5~11.5s内可发射出 19发弹。
20
2.2 130mm火箭弹结构与作用
由于燃烧室要承受高温、高压气体的作用,一般都用高强度的合金钢制成。定 心部的基本作用与炮弹的一样,另外还起到以下作用: a)补偿燃烧室内表面加工螺纹引起的强度削弱; b)使定心部加工精度和光洁度较其它部分要高,有利于火箭弹和定向器之间的 配合,减小火箭弹与定向器之间在发射时所产生的动力负荷,减小起始扰动; c)通过定心部和定向器接触形成点火线路中的导电通路。 ②推进剂——发动机产生推力的能源。因此火箭推进剂能量的高低,装药量的 多少,直接影响到火箭弹的射程。为了提高射程,应选用高能量的推进剂,在保
17
2.2 130mm火箭弹结构与作用
①战斗部壳体 外形采用圆弧曲线做母线,其目的是为了减小空气阻力,以提高初速。由于 涡轮式火箭弹的长度受到稳定性的限制,其战斗部长径比不大。其壳体材料采用 60 炮弹钢,壳体经热冲后收口而成,壳体底部最小厚度为13.5mm。战斗部壳 体的作用是:在平时贮存炸药装药,战时在炸药爆炸后,形成大量的杀伤元素, 以杀伤敌人的有生力量,破坏各种武器装备。
金属轧制原理习题集

《金属轧制原理》习题集绪论一.概念题1)轧制2)轧制分类3)平辊轧制4)型辊轧制5)纵轧6)横轧7)斜轧二.填空题三.问答题1)轧制有哪些分类方法,如何分类?2)轧制在国民经济中的作用如何?3)现代轧制工艺技术的特点和发展趋势如何?四.计算题第一篇轧制理论第1章轧制过程基本概念一.概念题1)轧制过程2)简单轧制过程3)轧制变形区(07成型正考)4)几何变形区5)咬入角6)接触弧长度(09成型正考)7)变形区长度8)轧辊弹性压扁(08成型正考)9)轧件弹性压扁10)绝对变形量11)相对变形量12)变形系数13)均匀变形理论14)刚端理论15)不均匀变形理论16)变形区形状系数二.填空题三.问答题1)简述不均匀变性理论的主要内容。
2)简述沿轧件断面高度方向上速度的分布特点。
3)简述沿轧件断面高度方向上变形的分布特点。
4)简述变形区形状系数对轧件断面高度方向上速度与变形的影响。
5)简述沿轧件宽度方向上的金属的流动规律。
四.计算题1)咬入角计算2)接触弧长度计算3)在Ø650mm轧机上轧制钢坯尺寸为100mm×100mm×200mm,第1道次轧制道次的压下量为35mm,轧件通过变形区的平均速度为3.0m/s时,试求:(12分) (07成型正考) (08成型正考)(1) 第1道次轧后的轧件尺寸(忽略宽展);(2) 第1道次的总轧制时间;(3) 轧件在变形区的停留时间;(4) 变形区的各基本参数。
4)在Ø750mm轧机上轧制钢坯尺寸为120mm×120mm×250mm,第1道次轧制道次的压下量为35mm,轧件通过变形区的平均速度为3.5m/s时,试求:(12分) (09成型正考)(1) 第1道次轧后的轧件尺寸(忽略宽展);(2) 第1道次的总轧制时间;(3) 轧件在变形区的停留时间;(4) 变形区的各基本参数。
第2章实现轧制过程的条件一.概念题1)咬入2)自然咬入3)自然咬入条件(07成型正考)4)极限咬入条件(09成型正考)5)稳定轧制6)合力作用点系数7)稳定轧制条件(08成型正考)8)极限稳定轧制条件二.填空题三.问答题1)简述改善咬入条件的途径。
Simulation基础教程(07)

(注意:对于含地脚螺栓接头的分析,必须指定刚性虚拟壁)
17
案例分析
分析流程
– 设置算例属性 采用解算器为Direct Sparse – 运行算例 – 显示图解
© 2006 SolidWorks Corp. Confidential.
18
案例分析
列举销钉/螺栓力
© 2006 SolidWorks Corp. Confidential.
19
案例分析 ——使用高品质网格(选做) 分析流程
– 分析网格细节 右击【网格】文件夹,选择【细节】 有细节可知,模型长厚比很大,网格 精过粗,需要细化网格来提高精度 生成网格图解
© 2006 SolidWorks Corp. Confidential.
20
案例分析 ——使用高品质网格(选做) 分析流程
15
案例分析
分析流程
– 定义销钉接头 Yoke-remale和RevBracket 间定义销钉接头 ,通过该销钉传递扭矩到其他零件 – 轴向刚度:4.3135e9N/m, 旋转刚度18403 N/m
© 2006 SolidWorks Corp. Confidential.
16
案例分析
分析流程
© 2006 SolidWorks Corp. Confidential.
4
案例分析
关键步骤
– – – – – 远程载荷 螺栓接头 销钉接头 虚拟壁 自动查找相触面组
© 2006 SolidWorks Corp. Confidential.
5
案例分析
分析流程
– 打开装配体 – 设定选项 单位:公制 – 远程载荷 – 激活配置“without-crank” – 定义静态算例 – 指定材料 1060铝合金:支架和底座 合金钢:其余零件
DIN EN 10258 冷轧带钢极限误差和形状误差测定
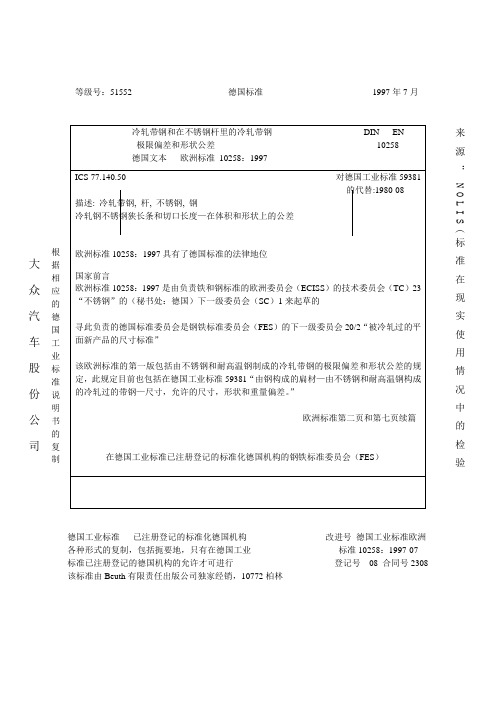
等级号:51552 德国标准1997年7月德国工业标准已注册登记的标准化德国机构改进号德国工业标准欧洲各种形式的复制,包括扼要地,只有在德国工业标准10258:1997-07标准已注册登记的德国机构的允许才可进行登记号08 合同号2308 该标准由Beuth有限责任出版公司独家经销,10772柏林来源:N O L I S (标准在现实使用情况中的检验第2页德国工业标准欧洲标准10258:1997-07更改对于德国工业标准59381:1980-08而言以下的更改要进行a) 板材宽度上使用范围的限制<600mm (以前:≤650mm)b) 高热固定钢上适用范围的扩展c) 在偏爱的额定厚度上的提示要删除d) 对厚度极限偏差上的一个附加的额定厚度范围(+<0.05mm)的引入,其参数在预订时就要协调一致e) 额定厚度上所有的极限偏差都作为厚度的作用在额定厚度范围内0.05mm≤+<0.10 mm进行说明f) 在w<125 mm的额定宽度内的精密度极限偏差的参数在额定厚度范围0.10 mm≤+0.15mm内的额定厚度极限偏差上要提高到0.006 mm(以前:0.005 mm)g) 在额定厚度范围0.25 mm≤+<0.30 mm内的W<125mm的额定厚度上的通常极限偏差的参数在额定厚度的极限偏差要下降到0.017mm(以前0.020mm),对于精细的极限偏差要下降到0.012mm(以前0.015mm),对于精密度极限偏差要下降到0.009mm(以前:0.010mm)h) 在额定宽度W<125 mm上的精密度极熟偏差参数在额定厚度0.50 mm≤+<0.60 mm范围内的度极限偏差上要上升到0.014 mm(以前:0.012 mm)i) 在额定宽度W<125 mm上的精密度极限偏差参数在额定厚度0.80 mm≤+<1.00 mm范围内的额定厚度极限偏差上要上升到0.018 mm(以前:0.015 mm)j) 在额定厚度极限偏差上的额定进取度范围0.80 mm≤d<1.25 mm和1.25k)在额定宽度范围+<0.25 mm内的W≤40mm的额定宽度上的通常极限偏差的参数在额定宽度的极限偏差上要下降到0.17mm(以前:0.25mm),对于精细的极限偏差要下降到0.13mm(以前:0.15mm),对于精密度极限偏差要下降到0.10mm(以前:0.12mm),在额定宽度40mm<W≤125 mm 范围上的通常极限偏差的参数要下降到0.20 mm(以前:0.25 mm),对于精细的极限偏差要下降到0.15 mm(以前:0.20 mm),对于精细度极限偏差要下降到0.12 mm(以前:0.15 mm),在额定宽度125 mm<W≤250 mm范围上的通常极限偏差的参数要下降到0.25 mm(以前:0.40 mm),对于精细的极限偏差要下降到0.20 mm(以前:0.30 mm),对于精密度极限偏差要下降到0.15 mm(以前:0.25 mm)l) 在额定宽度范围0.25 mm≤+<0.50 mm内的W≤40mm的额定宽度上的通常极限偏差的参数在额定宽度的极限偏差上要下降到0.20mm(以前:0.30 mm),对于精密的极限偏差要下降到0.15 mm(以前:0.20 mm),在额定宽度40mm<W≤125 mm范围上的通常极限偏差的参数要下降到0.25 mm(以前:0.30 mm)对于精细的极限偏差要下降到0.20 mm(以前:0.25mm) 在额定宽度125mm<W≤250 mm范围上的通常极限偏差的参数要下降到0.30 mm(以前:0.50 mm), 对于精细的极限偏差要下降到0.22mm(以前:0.30mm), 对于精密度极限偏差要下降到0.17 mm(以前:0.25 mm)m) 在额定宽度范围0.50mm≤+<1.00内的W<40mm的额定宽度上的通常极限偏差的参数在额定宽度的极限偏差上要下降到0.25mm(以前:0.30mm), 在40mm≤W<125 mm 的额定宽度上的通常极限偏差的参数要下降到0.25 mm(以前:0.30 mm),对于精细的极限偏差要下降到0.22 mm(以前:0.30 mm),对于精细度极限偏差要下降到0.17 mm(以前:0.20 mm), 在125mm≤W<250 mm的额定宽度上的通常极限偏差的参数要下降到0.40 mm(以前:0.50 mm), 对于精细的极限偏差要下降到0.25mm(以前:0.40mm), 对于精密度极限偏差要下降到0.20 mm(以前:0.30 mm),在250mm<W<600 mm的额定宽度上的通常极限偏差的参数要下降到0.70 mm(以前:0.80 mm)n) 在额定宽度的极限偏差上到目前为止的两个额定厚度范围1.00 mm≤d<2.00 mm和2.00 mm≤d<3.00mm由三个额定厚度范围1.00mm≤+<1.50 mm,1.50 mm≤+<2.50mm和2.50 mm≤+≤3.00 mm来代替,这里通过精确的更改来进行分配是不可能的。
硬质合金常用牌号及用途介绍
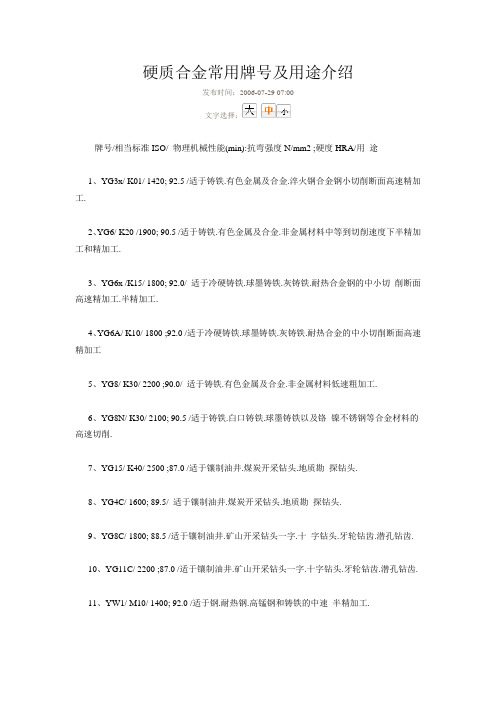
硬质合金常用牌号及用途介绍发布时间:2006-07-29 07:00文字选择:牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工.2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工.3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工.4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工.6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削.7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头.8、YG4C/ 1600; 89.5/ 适于镶制油井.煤炭开采钻头.地质勘探钻头.9、YG8C/ 1800; 88.5 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.10、YG11C/ 2200 ;87.0 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.11、YW1/ M10/ 1400; 92.0 /适于钢.耐热钢.高锰钢和铸铁的中速半精加工.12、YW2/ M20/ 1600; 91.0 /适于耐热钢.高锰钢.不锈钢等难加工钢材中.低速粗加工和半精加工.13、GE1/ M30/ 2000; 91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件.14、GE2 /2500; 90.0 /硬质合金顶锤专用牌号.15、GE3/ M40/ 2600; 90.0 /适于制造细径微钻.立铣刀.旋转挫刀等.16、GE4/ 2600; 88.0/ 适于打印针.压缸及特殊用途的管. 棒.带等.17、GE5 /2800 ;85.0 /适于轧辊.冷冲模等耐冲击材料. (来源:中国金属加工网)PCBN刀片新牌号的开发与应用作者:佚名文章来源:网络转载点击数:28 更新时间:2006-7-25自从几十年前材料科学家们采用类似合成人造金刚石的工艺方法首次合成出聚晶立方氮化硼(PCBN)以来,PCBN刀具在机械加工中的应用已日渐广泛。
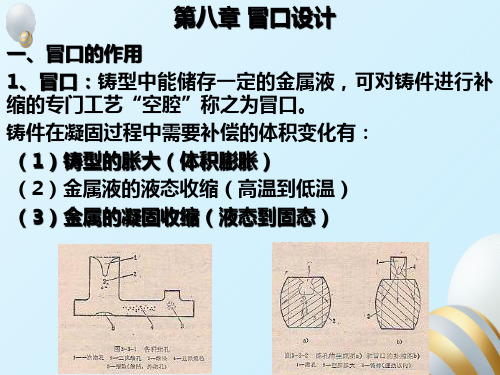
材料液态成型技术-第八章-冒口技术
A
冒口的尺寸主要是指根部直径和高度,计算的方法主要有:模数法、缩管法、补缩液量法、比例法、热节圆法
铸件壁上逐渐增加的
03
厚度,称为冒口补贴,
04
简称补贴(衬补、增
05
肉)。
06
补贴确定:补贴一般
07
是在冒口有效补缩距离
08
以上开始加补贴,使铸
09
件壁向着冒口方向逐渐
10
加厚,直到冒口的根部。
11
铸件加厚量为a,称为补贴厚度。
12
四 补贴的应用
”
下图表示了补贴厚度、铸件壁厚及铸件高度间的关系。
板件补贴的确定
一、冒口的作用
2
初步确定冒口的数量;
3
计算冒口的尺寸;
1
选择冒口的形状及安放位置;
5
校核工艺出品率。
4
校核冒口的补缩能力;
3.冒口的设计内容
第八章 冒口设计
二 、冒口的种类及位置
按覆盖情况分类:明冒口和暗冒口。
按位置分类:顶冒口和边冒口;
冒口的类型:
二 、冒口的种类及位置
明冒口的优点: 造型方便,并便于观察铸型中金属液的上升情况,向冒口中补浇金属液,在冒口顶面散发热剂、保温剂等。 明冒口的缺点:因顶部敞开,散热较快,同样体积的冒口,明冒口较暗冒口的补缩效率低。
B
五.冒口的设计
五.冒口的设计
钢筋工培训课件ppt.pptx
三、电阻点焊:主要设备为点焊机;主要操作步骤可分为预压、 通电、锻压三个阶段。
四、电渣压力焊:利用电流通过渣池产生的电阻热将钢筋端部熔 化,然后施加压力使钢筋焊合在一起。主要设备有焊接电源、 焊接夹具、焊剂盒。
第三节 钢筋的机械连接
钢筋机械连接主要有:钢筋套筒挤压连接、钢筋锥螺纹套连接、
具体内容见教材33—35页。
第三节 钢筋弯曲机
一、钢筋弯曲机是将已切断好的钢筋,按配筋要求进行弯 曲、 串箍、全箍等加工成所需的形状和尺寸的专用设备。
二、钢筋弯曲机的使用方法。
1、准备工作。 2、操作要求。 具体内容见教材36-39页。
第四节 钢筋焊机机
一、钢筋焊机: 点焊机、对焊机
1、点焊机:将相互交叉的钢筋接触点连接起来的 主要设备。
配合协调工作、对施工模板进行检查、施工图放样、在结构 模板上放线。
5、做好工具、材料准备:工具准备、有关材料的准备。
二、钢筋的绑扎方法:一面顺扣操作法、其他操作法。p84-85 三、钢筋的绑扎安装的一般规定:
第二节 现场模内绑扎与安装
一、独立基础钢筋绑扎: 1、绑扎顺序:划线—绑扎基础钢筋网片—插筋—绑扎柱受力钢
二、钢筋的符号、标注和画法。 1、钢筋的符号:
2、钢筋的标注:有两种标法 ① 标注钢筋的根数和直径 ② 标注钢筋的直径和相邻钢筋中心距
3、钢筋的画法: 用粗线表示钢筋形状,横向截面的钢筋化成黑圆点。 教材23页图1-5-1、 1-5-2。
三、钢筋常见图例。 1、一般钢筋图例: 教材23页表1-5-3 2、焊接网图例: 教材24页表1-5-4 3、预应力钢筋图例: 教材24页表1-5-5 4、钢筋焊接接头图例: 教材25页表1-5-6
ASTMA234中、高温锻轧制碳钢和合金钢管道配件标准技术条件(中文版).doc
ASTM A234/A234M-2004中、高温锻轧制碳钢和合金钢管道配件标准技术条件Standard Specification for piping Fittings of WroughtCarbon Steel and Alloy Steel for Moderateand High Temperature Service北京北方资讯服务中心(内部资料)美国材料与试验 学会标准(ASTM)目录 1目录1适用范围 (1)2引用标准 (1)3订货须知 (2)4共同要求 (2)5材料 (2)6制造 (3)7热处理 (4)8化学成分 (5)9拉伸性能 (5)10 硬度 (6)11水压试验 (6)12尺寸 (6)13 表面质量 (6)14焊接修理 (6)15检验 (6)16拒收及复查 (6)17合格证书 (6)18产品标志 ....................................................................................... (刀19关键词 .. (7)补充要求 (8)更改一览表 (10)中、高温用锻轧制碳例和合金钢管道配件标准技术条件中、高温用锻轧制碳钢和合金钢管道配件标准技术条件❶本标准以固定的标准号A234/A234M 发布,紧跟着标准号的数字表示原先采用版本的年号,或者是当有修订时的最新修 订版的年号。
括在括号内的数字表示再次批准的年号。
上标符号(J 表示因最新修订或再次批准发生的编辑性变化° 本标准已被批准供美国国防部的机构使用。
1适用范围尿 1.1 本标准❷适用于最新版的ASME B16.9、 ASME B16.1KMSS SP-79和MSS SP-罗:所包扌舌的 2.1除工烈在A960标准中的那些引用标准文件 无缝的及焊接结构的锻轧制碳钢裂合金钢管配祥京节列标進适用丈本标准。
这些管配件采用于中温及高温的企力普骚和压力管;/" 器制造。
一轮复习 第三章 金属及其化合物
Fe3+和Fe2+的检验:
Fe2+:浅绿色 Fe3+:棕 黄色或黄色 现象:白色沉淀 加 NaOH 灰绿色 红褐色 现象:红褐色沉淀 等碱 Fe2++2OH-=Fe(OH)2↓ Fe3++3OH-=Fe(OH)3↓ 溶液 4Fe(OH) +O +2H O=
2 2 2
4Fe(OH)3
加 KSCN 溶液 或
白色粉末 Na2CO3•10H2O为晶体
碳酸氢钠 小苏打 细小白色晶体 可溶于水
溶 解度小于碳酸钠
色态 溶解 性
热稳 定性
易溶于水
不稳定,受热易分解 ∆ 稳定,受热难分解 2 NaHCO == Na CO + 3 2 3 H2O ↑ +CO2↑
Na2CO3+2HCl= 与酸 2NaCl+H2O+CO2↑ 反应 CO32-+2H+=H2O+CO2↑
、ZnO等
成盐氧化物 如:SO2、 Fe2O3、 Al2O3 等
不成盐氧化物 如:CO、 NO等 特殊氧化物 如:Na2O2 、KO2等
Na2O2
• 物理性质:淡黄色的固体 • 化学性质: 1、与水反应: 2Na2O2+2H2O=4NaOH+O2↑ 2、与二氧化碳的反应: 2Na2O2+2CO2=2Na2CO3+O2
2、三价铁的氧化性
(1)Fe3+检验
科学探究铁盐的和亚 铁盐的一些性质
实验现象:FeCl3溶液变为血红色 FeCl2溶液无明显变化 反应的离子方程式: Fe3++SCN-=[Fe(SCN)]2+(血红色 ) 或 Fe3++3SCN-=Fe(SCN)3(血红色 )
钢制压力容器(GB150—1998)
钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。