铁道车辆用LZ50钢车轴及钢坯技术条件
LZ50钢力学性能试验研究
LZ50钢力学性能试验研究刘占东;马忠存【摘要】Through analyzing the chemical composition and mechanical property of LZ 50 steel, observing the met-allographic structure , analyzing the tensile fracture , and investigating the actual implementation of the process , the ma-jor factors which affect the mechanical properties of LZ50 steel are figured out , and its comprehensive mechanical prop-erties are improved , so that high-quality steel for the vehicle axle can be produced .%通过对LZ50钢的化学成分与力学性能进行分析,观察金相组织,分析拉伸断口,调查工艺执行情况,找出影响该钢力学性能的主要因素,从而提高该钢的综合力学性能,生产出高质量的车辆车轴钢。
【期刊名称】《大型铸锻件》【年(卷),期】2014(000)001【总页数】4页(P20-22,26)【关键词】LZ50钢;力学性能;工艺【作者】刘占东;马忠存【作者单位】东特集团北满特殊钢有限责任公司,黑龙江161041;东特集团北满特殊钢有限责任公司,黑龙江161041【正文语种】中文【中图分类】TG113.25LZ50钢为铁路车辆车轴用钢,执行的技术标准为TB/T2945—1999。
该钢的主要特点是力学性能抗拉强度高,塑性指标高,强度和韧性匹配较好。
正是由于该钢的强度和塑性指标高,故生产难度特别大。
解决力学性能问题是该钢的难点所在。
铁道车轴用钢LZW的生产试制-2019年文档

铁道车轴用钢LZW的生产试制1 前言AAR K型车轴用LZW钢坯是北满特钢新开发的铁道车辆用钢坯,与以前生产的LZ50钢相比,LZW钢增加了微量的Cr、Ni、Mo、V合金元素(见表1),同时力学性能指标有了提高(见表2),氧含量、非金属夹杂物、晶粒度及低倍质量要求更加严格,最为主要的是轧制260mm*260mm的轴坯,超声波探伤是按照SEP1921,D/d级标准合格。
表1 LZW钢的化学成分(质量分数,%)表2 LZW钢的力学性能其它检验指标:氧含量≤15ppm;A、B、C、D各类夹杂物不大于1.5级;晶粒度≥6级;倍组织:一般疏松、中心疏松、锭型偏析均应不大于2.0级,点状偏析应不大于1.0级。
2 试制方案根据力学性能指标,我们策划了LZW钢的内控化学成分(见表3),并制定了生产工艺路线。
表3 LZW钢内控化学成分(质量分数,%)生产试制工艺路线:EBT电炉→LF+VD→浇注钢锭→热送轧钢→钢锭加热→轧制→缓冷→清理→探伤→检查→上交。
3 产品试制3.1 电炉冶炼为保证钢液的纯净度,选用优质废钢,并且生铁配入量不低于20%,在冶炼过程中不断加入碳粉等增碳剂造泡沫渣,充分利用C-O的激烈反应沸腾,促进夹杂物和气体的上浮并随钢渣流出。
3.2 LF精炼钢包到LF位后先给电升温化渣,然后采用铝线及铝粒进行沉淀脱氧及扩散脱氧,由于要求氧含量较低,不使用Fe-Si脱氧剂,保证精炼达到白渣。
3.3 真空精炼为降低钢液中气体含量,采用VD进行脱气处理,要求在真空度≤67Pa下保持时间≥15分钟,真空期间采用大氩气搅拌,以利于气体的溢出和夹杂物的上浮。
3.4 钢锭浇注浇注5.8吨钢锭,为加强帽口补缩的效果,延迟帽口端钢水凝固,在浇注后帽口加入2袋发热剂和一袋碳化稻壳。
冶炼后实际的化学成分见表4,从表中可见,实际化学成分达到了设计的内控要求。
表4 LZW钢的实际化学成分(质量分数,%)3.5 加热、轧制及试样热处理3.5.1 钢锭热功送轧钢后,为保证钢锭透烧,加热温度采取1280-1300℃。
关于铁道车辆用LZ50钢车轴及钢坯标准的制定
轴标准 , 并结合我国 国情 , 制定 了现 行的《 道车辆用 铁
L S 钢车轴及钢坯技术条件》T / 9 5 19 ) ZO ( B T2 4 - 9 9 。
2 标准的基本框架及重点说明
该标 准涵盖了钢坯、 车轴两方面的技术质量要求。 把两者统 为一个标 准, 为车轴生产和使 用带来诸多方 便, 使之能 系统地 了解钢坯 、 车轴 生产 之间 的内在联 系; 全面地理解 标准 的相关 内容 } 更 准确地 掌握确保车 轴质量的技术要求。 标准共分 9章 , 包括 : 标准适用蓖 圈 } 用标准 } 引 生 产资格认证 ; 车轴钢 代号和牌号 } 技术要求 } 验收方 法 和验收规则 } 标记及 质量证明书 i 包装保管 及运 输{ 质 量保证等 9 个方面。下面重点对第 3 5 69章加以说 、、 ,
要, 国家经贸委于 8 年代 初下达 了《 O 铁路重载 列车成 套技术的研 究》 耳。 项 其中一 项是研制 5 0钢车 轴。 该项 目于 1 8 年通过铁道部的鉴定。 O 95 5 钢车轴经过 l 余 O 年 20 0 余万 k 的装车运 用考验 , 明了课题 成果 m ]证 的先进性 、 可靠性和实 用性 。铁道部于 1 9 年开始在 96 铁道车辆 上推广 使用 L 5 钢 车轴 , 目前 累计装车 Z0 到 使用已超 过 2 万根 , O 使用效果 良好“ 。 ] 目前 , 经过铁 道部认证 批准 的 L 5 钢 车轴制造 Z0 厂已有 8家 , ] 另有 8家冶金 系统的钢铁企 业经认证
明。
被批准成为 L 5 钢车轴钢坯的供应商 。为保证 L 5 Z0 Z0
钢车轴 的产品质 量, 铁道 部从推 广 L 5 钢 车轴之初 Z0 就组织制定有关铁道车辆 用 L S 钢 车轴及钢坯的技 Z0
低温对LZ50车轴钢短裂纹行为的影响

第53卷第5期2022年5月中南大学学报(自然科学版)Journal of Central South University (Science and Technology)V ol.53No.5May 2022低温对LZ50车轴钢短裂纹行为的影响杨冰,廖贞,李一帆,肖守讷,阳光武,朱涛,陈东东(西南交通大学牵引动力国家重点实验室,四川成都,610031)摘要:为了明确在低温环境下铁路车轴钢的疲劳短裂纹扩展行为,以LZ50钢为对象,依据冲击试验结果和材料S −N 曲线,设计并完成不同低温环境下的疲劳短裂纹复型试验,采用包含多种微观结构障碍影响的短裂纹扩展率模型对试验结果进行拟合。
研究结果表明:温度为−10,−30和−50℃的疲劳寿命分别为室温下的2.3,2.8和11.7倍,疲劳寿命随环境温度降低而大幅度提高;在微观短裂纹(MSC)阶段,裂纹扩展率受材料微观结构影响经历2次降速,在物理短裂纹(PSC)阶段,裂纹扩展率持续增加,且随温度降低而下降;LZ50车轴钢MSC 和PSC 阶段分界点对应的疲劳寿命分数为0.47左右,临界裂纹长度约为100μm ,且材料韧脆转变对短裂纹行为影响不大;所采用的扩展率模型对不同温度下短裂纹试验结果均可得到较好的拟合效果。
关键词:LZ50车轴钢;低温环境;S −N 曲线;疲劳短裂纹;扩展率中图分类号:U270.4+1文献标志码:A开放科学(资源服务)标识码(OSID)文章编号:1672-7207(2022)05-1867-10Effect of low temperature on short crack behavior of LZ50axle steelYANG Bing,LIAO Zhen,LI Yifan,XIAO Shoune,YANG Guangwu,ZHU Tao,CHEN Dongdong(State Key Laboratory of Traction Power,Southwest Jiaotong University,Chengdu 610031,China)Abstract:To clarify the fatigue short crack growth behavior of railway axle steel at low temperature,taking LZ50axle steel as the research object,the fatigue short crack replica tests under different low temperature conditions were designed and completed according to the results of impact test and S −N curve.The propagation rate model including the influence of various microstructure obstacles was used for fitting the test results.The results show that the fatigue life at −10,−30and −50℃is 2.3,2.8and 11.7times of that at room temperature,respectively.The fatigue life increases greatly with the decrease of ambient temperature.At the microstructurally short crack(MSC)stage,the crack growth rate generally decreases twice due to the influence of material microstructures.Atthe收稿日期:2021−08−17;修回日期:2021−11−22基金项目(Foundation item):国家自然科学基金资助项目(51675446);四川省国际科技创新合作项目(2022YFH0075);牵引动力国家重点实验室自主课题(2019TPL_T13)(Project(51675446)supported by the National Natural Science Foundation of China;Project(2022YFH0075)supported by the International Science and Technology Innovation Cooperation Program of Sichuan Province;Project(2019TPL_T13)supported by the Independent Subject of State Key Laboratory of Traction Power)通信作者:杨冰,博士,研究员,博士生导师,从事车辆结构强度及材料疲劳与断裂研究;E-mail:************.cnDOI:10.11817/j.issn.1672-7207.2022.05.031引用格式:杨冰,廖贞,李一帆,等.低温对LZ50车轴钢短裂纹行为的影响[J].中南大学学报(自然科学版),2022,53(5):1867−1876.Citation:YANG Bing,LIAO Zhen,LI Yifan,et al.Effect of low temperature on short crack behavior of LZ50axle steel[J].Journal of Central South University(Science and Technology),2022,53(5):1867−1876.第53卷中南大学学报(自然科学版)physically small crack(PSC)stage,the crack growth rate continues to increase,and overall trend of crack growth curve decreases with the decrease of temperature.The cut-off points of MSC and PSC of LZ50axle steel are about0.47of the fatigue life fraction,and the critical crack length is about100μm,and the effect of ductile-brittle transition on the short crack behavior is not significant.A good fitting effect can be obtained for the test results of short cracks at different temperatures using the propagation rate model.Key words:LZ50axle steel;low temperature environment;S−N curve;short fatigue crack;growth rate铁路车辆在运营过程中受自重和载重、轮轨冲击过载、线路变化等因素引起的随机载荷作用,这导致疲劳断裂成为主要的破坏形式之一。
《铁路客车轮轴组装检修及管理规则》
铁路客车轮轴组装检修及管理规则目录1 总则与基本要求 (1)1.1 总则 (1)1.2 基本要求 (2)2 轮对及制动盘组装 (6)2.1 组装类型 (6)2.2 组装要求 (6)3 轮对检修 (12)3.1 外观检查 (12)3.2 探伤检查 (12)3.3 退轮及退盘检查 (12)3.4 更换车轴 (12)3.5 更换车轮 (13)3.6 更换制动盘 (13)3.7 加工修理 (14)3.8 轮对分解技术要求 (15)3.9 车轮加修及处理技术要求 (15)3.10 车轴加修及处理技术要求 (16)3.11 制动盘加修及处理技术要求 (20)3.12 车轴裂纹及发纹限度要求 (22)3.13 动平衡试验要求 (22)3.14 涂装要求 (22)4 轴承及轴箱装置组装及检修 (23)4.1 热组装圆柱滚子轴承及轴箱装置的检修和组装 (23)4.2 冷压装滚子轴承及轴箱装置的检修和压装 (35)5 轮轴探伤 (40)5.1 综合要求 (40)5.2 铁路客车轮轴、轮对、车轴手工超声波探伤 (41)5.3 铁路客车车轮轮辋手工超声波探伤 (70)5.4 铁路客车轮轴、轮对、车轴磁粉探伤 (78)5.5 铁路客车滚动轴承零件磁粉探伤 (89)5.6 铁路客车轮轴、轮对超声波自动探伤 (97)5.7 铁路客车车轮轮辋超声波自动探伤 (107)6 轮轴标记 (118)6.1 车轮标记 (118)6.2 车轴标记 (123)6.3 轴承标记 (125)6.4 轴箱前盖标记 (129)6.5 制动盘组装标记 (130)6.6 标志板标记 (131)7 轮轴信息化管理 (133)7.1 综合要求 (133)7.2 输入、输出原始记录 (134)8 备用轮轴管理 (138)8.1 适用范围 (138)8.2 基本要求 (138)8.3 备用轮轴、轮对的管理 (138)8.4 备用轴承管理 (142)附件1 术语解释 (144)附件2 轮轴及零部件名称、型式、基本尺寸及材质信息 (147)附件3 轮对组装压装力曲线及说明 (165)附件4 铁道车辆车轮、轴承外观缺陷术语及程度分类 (174)附件5 轴承组装前的清洁度及工作间环境质量要求 (185)附件6 NJ(P)3226X1型轴承用工程塑料保持架技术说明 (190)附件7 铁路客车轮轴、轮对、车轴手工超声波探伤附录 (192)附件8 铁路客车车轮轮辋手工超声波探伤附录 (223)附件9 铁路客车轮轴、轮对、车轴磁粉探伤附录 (226)附件10 铁路客车滚动轴承零件磁粉探伤灵敏度试块 (237)附件11 铁路客车轮轴、轮对超声波自动探伤用对比试样轮轴(轮对) (240)附件12 轮轴探伤、检修及组装记录单 (245)附件13 铁路客车及轮轴零部件造修单位简称及代号 (311)附件14 轮对、轴承和轴箱装置检修限度表 (315)附件15 新轴承抽检项目表 (325)附件16 轴承注油脂量及润滑脂质量检测项目 (326)IITG/CL206-20131 总则与基本要求1.1 总则铁路客车轮对、轴承和轴箱装置是铁路客车的重要部件,其技术状态直接关系到客车的运行品质和安全。
四空簧承载式铰接转向架开发
四空簧承载式铰接转向架开发发布时间:2022-04-01T06:47:18.922Z 来源:《科学与技术》2021年第32期作者:皮国瑞[导读] 本文详细介绍了一种适用于六轴铰接式地铁车辆的转向架的结构、性能特点和主要技术参数。
该铰接转向架采用四个空气弹簧承载车体型式。
皮国瑞中车唐山机车车辆有限公司摘要:本文详细介绍了一种适用于六轴铰接式地铁车辆的转向架的结构、性能特点和主要技术参数。
该铰接转向架采用四个空气弹簧承载车体型式。
对其构架、轮对、轴箱、悬挂装置、制动装置等重要部件进行说明,通过对关键部件的静强度及疲劳强度仿真分析以及对整车进行了动力学性能仿真,各项计算结果均满足标准要求。
关键词:铰接转向架空气弹簧构架1、前言根据不同的载客量需求,列车的编组型式也多种多样,对于相对较短的车体长度,使用两台转向架支承一节车体,不仅造成列车制造成本的增加,同时也会造成列车全寿命周期费用的增加。
铰接式转向架可以安装于两节车体之间,因此三台转向架承载两节相对较短的车体的列车编制方式则可更好的满足运营要求。
2、转向架总体方案铰接式转向架也称为雅克比转向架,摩擦副承载式铰接转向架可用于水平曲线半径小于R50m线路的地铁的用户,四空簧承载式铰接转向架可用于水平曲线半径不小于R100m线路的地铁的用户,本文主要介绍了一种四个空气弹簧式铰接非动力转向架。
转向架由构架装置、轮对轴箱装置、一系悬挂装置、二系悬挂装置、牵引装置、基础制动装置组成。
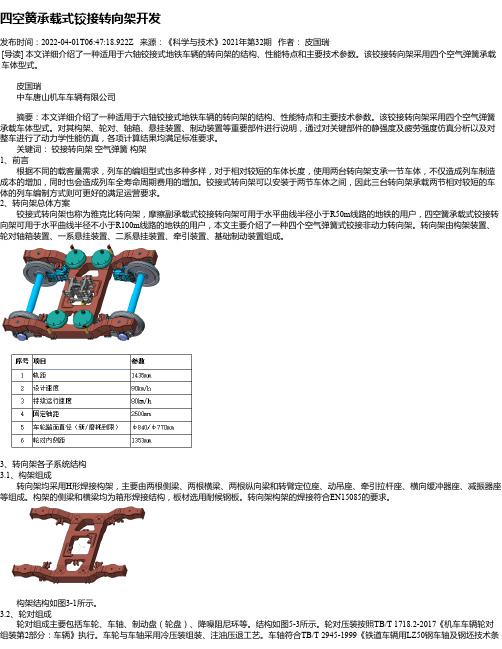
3、转向架各子系统结构3.1、构架组成转向架均采用H形焊接构架,主要由两根侧梁、两根横梁、两根纵向梁和转臂定位座、动吊座、牵引拉杆座、横向缓冲器座、减振器座等组成。
构架的侧梁和横梁均为箱形焊接结构,板材选用耐候钢板。
转向架构架的焊接符合EN15085的要求。
构架结构如图3-1所示。
3.2、轮对组成轮对组成主要包括车轮、车轴、制动盘(轮盘)、降噪阻尼环等。
结构如图5-3所示。
轮对压装按照TB/T 1718.2-2017《机车车辆轮对组装第2部分:车辆》执行。
铁道车辆用LZ50钢车轴及钢坯技术条件

TB/T 2945—1999目次1 范围 (1)2 引用标准 (1)3 生产资格认证 (2)4 LZ50车轴钢代号和牌号 (2)5 技术要求 (2)6 验收方法和验收规则 (5)7 标记及质量证明书 (7)8 包装、保管及运输 (8)9 质量保证 (8)附录A(标准的附录) 力学性能、非金属夹杂物检验试样样坯的尺寸、试样切取部位 (9)附录B(标准的附录) 车轴标记及包装方法 (10)附录C(标准的附录) 超声波探伤 (12)附录D(标准的附录) 磁粉探伤 (16)TB/T 2945—1999前言本标准是在《铁道车辆用50钢车轴技术条件(暂行)》及《铁道车辆用50钢车轴钢坯订货技术条件(暂行)》的基础上制订。
本标准等效采用美国铁路协会AAR M—101—90“热处理及非热处理的碳素钢车轴标准”。
本标准的附录A、B、C、D为标准的附录。
本标准由铁道部标准计量研究所提出并归口。
本标准起草单位:铁道部科学研究院金属及化学研究所。
本标准主要起草人:刘淑华、郭灵彦、潘岳山、林吉忠。
中华人民共和国铁道行业标准TB/T 2945—1999eqv ARR M—101—90 铁道车辆用LZ50钢车轴及钢坯技术条件1 范围本标准规定了铁道车辆用LZ50钢车轴及钢的技术要求、试验方法、检验规则、标记、包装、质量证明书及质量保证等。
本标准适用于铁道车辆用LZ50钢车轴及钢坯的制造、订货和检验。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222—84 钢的化学分析用试样取样法及成品化学成分允许偏差GB 223 钢铁及合金化学分析方法GB 226—91 钢的低倍组织及缺陷酸蚀检验法GB 228—87 金属拉伸试验方法GB 1979—80 结构钢低倍组织缺陷评级图GB 4336—84 碳素钢和低合金钢光电发射光谱分析方法标准GB 10561—89 钢中非金属夹杂物显微评定方法GB 12814—81 铁道车辆用车轴型式与基本尺寸GB/T 19002—92 质量体系—生产和安装的质量保证模式YB/T 5148—93 金属平均晶粒度测定法ZBY 230—84 A型脉冲反射式超声探伤仪通用技术条件ZBY 231—84 超声探伤用探头性能测试方法ZBJ 04001—87 A型脉冲反射式超声探伤系统工作性能测试方法ASTM E 8—91 金属材料拉伸试验标准方法ASTM E 112—95 测定金属平均晶粒度的标准方法AAR M—1003 美国铁路协会(ARR)质量保证体系3 生产资格认证生产LZ50钢车轴及钢坯的工厂,应通过GB/T 19002(ISO 9002)或AAR M —1003体系认证,建立健全车轴生产过程的质量保证体系。
铁道车辆用LZ50车轴钢的试制
8060 轧 机轧制成车辆用 L 5 0 / 5 mm Z 0车 轴坯 钢 (3 ×2 0 2 o 3 mm) 。产 品 经 使 用 单 位 的 应用 检 验 . 学 成 分 、 相 组 化 金 织 、 械 性 能 和 表 面 质 量 均 满 足标 准 和使 用 要 求 , 以替 代 进 口产 品 。 机 可
维普资讯
2 2
本 钢 技 术
20 年第 】 06 期
铁道车辆用 L 5 Z 0车 轴 钢 的试 制
王 荣 武 ( 术 中心 ) 技
摘 要 介 绍 了 利 用 本钢 低 磷 , 硫有 害 元素 的铁 矿 资源 , 用 全 铁 法 转 炉 和炉 外 精 炼 ( F R 的 工 艺 方法 . 过 采 L + H) 通
T 一 模 铸 ( 气 保 护 ) 热 送 一 均 热 一 8 0 B 氩 一 0/
60 5 mm 轧 机一 保 温 一 清 理 检 查一 超 声 波探 伤一
检验一 包 装入 库 。
1 2 1 纯净 入 炉原料 . .
提 高产 品质 量从进 入转 炉原 料抓 起是 最 经济
1 试 制 过 程
外 , 速研 制 新一 代 车辆 车轴 。国家 经 贸委 于 8 加 O 年 代 下 达 了《 路 重 载 列 车 成 套 技 术 的研 究 》 铁 项
根据 I 5 0车 轴 钢 的 技 术 条 件 , 合 本 钢 现 Z 结
有技 术装 备 , 生产 工艺 流程 为 : 溪纯 净铁 矿一 高 本
关 键 词 车 轴 钢 L 5 工艺 技 术 Z0 组 织 性 能
车轴 是 铁 道 车辆 走 行 的重 要 部 件 , 质 量状 其 态 直接 关 系到 车轴 的承 载能 力和运 输安 全 。世 界 各 国铁 路 部 门都非 常重 视车辆 用 车轴钢 的 生产工 艺 技 术和 实物 质量 的提 高 。我 国的车 辆车 轴从 建 国初 期 开 始 一 直采 用 参 照前 苏 联 r O T 标 准 制 C
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TB/T 2945—1999目次1 范围 (1)2 引用标准 (1)3 生产资格认证 (2)4 LZ50车轴钢代号和牌号 (2)5 技术要求 (2)6 验收方法和验收规则 (5)7 标记及质量证明书 (7)8 包装、保管及运输 (8)9 质量保证 (8)附录A(标准的附录) 力学性能、非金属夹杂物检验试样样坯的尺寸、试样切取部位 (9)附录B(标准的附录) 车轴标记及包装方法 (10)附录C(标准的附录) 超声波探伤 (12)附录D(标准的附录) 磁粉探伤 (16)TB/T 2945—1999前言本标准是在《铁道车辆用50钢车轴技术条件(暂行)》及《铁道车辆用50钢车轴钢坯订货技术条件(暂行)》的基础上制订。
本标准等效采用美国铁路协会AAR M—101—90“热处理及非热处理的碳素钢车轴标准”。
本标准的附录A、B、C、D为标准的附录。
本标准由铁道部标准计量研究所提出并归口。
本标准起草单位:铁道部科学研究院金属及化学研究所。
本标准主要起草人:刘淑华、郭灵彦、潘岳山、林吉忠。
中华人民共和国铁道行业标准TB/T 2945—1999eqv ARR M—101—90 铁道车辆用LZ50钢车轴及钢坯技术条件1 范围本标准规定了铁道车辆用LZ50钢车轴及钢的技术要求、试验方法、检验规则、标记、包装、质量证明书及质量保证等。
本标准适用于铁道车辆用LZ50钢车轴及钢坯的制造、订货和检验。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222—84 钢的化学分析用试样取样法及成品化学成分允许偏差GB 223 钢铁及合金化学分析方法GB 226—91 钢的低倍组织及缺陷酸蚀检验法GB 228—87 金属拉伸试验方法GB 1979—80 结构钢低倍组织缺陷评级图GB 4336—84 碳素钢和低合金钢光电发射光谱分析方法标准GB 10561—89 钢中非金属夹杂物显微评定方法GB 12814—81 铁道车辆用车轴型式与基本尺寸GB/T 19002—92 质量体系—生产和安装的质量保证模式YB/T 5148—93 金属平均晶粒度测定法ZBY 230—84 A型脉冲反射式超声探伤仪通用技术条件ZBY 231—84 超声探伤用探头性能测试方法ZBJ 04001—87 A型脉冲反射式超声探伤系统工作性能测试方法ASTM E 8—91 金属材料拉伸试验标准方法ASTM E 112—95 测定金属平均晶粒度的标准方法AAR M—1003 美国铁路协会(ARR)质量保证体系3 生产资格认证生产LZ50钢车轴及钢坯的工厂,应通过GB/T 19002(ISO 9002)或AAR M —1003体系认证,建立健全车轴生产过程的质量保证体系。
LZ50钢车轴及钢坯的生产资格,应由代表用户的铁道部业务主管部门组织认证。
铁道部业务主管部门委托的专家,将对具备生产资格的工厂所生产的LZ50钢坯车轴及钢坯产品质量进行定期或不定期的质量检测,并对车轴和钢坯制造厂定期进行生产资格的复查。
4 LZ50车轴钢代号和牌号4.1 车轴钢代号车轴钢代号为LZW其中 LZ ——车辆车轴的汉语拼音字头;W ——50的汉语拼音字头。
4.2 车轴钢牌号车轴钢牌号为LZ50。
5 技术要求 5.1 化学成分化学成分是指钢的熔炼分析,应对每炉钢进行罐样分析,并在钢液浇注21~31时取样。
每种成分的含量应符合表1规定。
表1 车轴钢化学成分(熔炼分析)在钢坯上取样复验时,允许与熔炼分析有不超过表2规定的偏差。
表2 熔炼成分与钢坯成分间的允许偏差5.2 钢坯型式尺寸、重量及允许偏差5.2.1 钢坯截面尺寸及允许偏差应符合表3的规定。
表3 钢坯截面尺寸及允许偏差5.2.2 经供需双方协议,并在合同中注明,可供应圆钢坯。
5.2.3 钢的定尺或倍尺长度由供需双方协议商定,并在合同中注明。
钢坯长度的允许偏差为50mm。
5.2.4钢坯截面的角部为圆弧形,其圆角半径r应为宽度的0.1~0.2倍。
经供需双方协议,并在合同中注明,可供应其它圆角半径的钢坯。
5.2.5钢坯表面的凸凹度,对截面尺寸为230 mm×230 mm的钢坯,每面凸凹度应不大于4.0 mm,截面尺寸为250 mm×250 mm的钢坯,每面凸凹度应不大于4.5 mm。
5.2.6剪切时钢坯端部的压扁值应不大于截面边长的25%。
5.2.7钢坯应按理论重量交货。
经需方同意也可按实际重量交货。
按理论重量交货时,钢坯理论单重按下式计算或参照表4规定。
G=0.981×10-9(25+L)a2ρ式中G——每支钢坯的重量,kg;L——每支钢坯的定尺(倍尺)长度或非定尺钢坯实长减25,mm;a——钢坯截面公称边长,mm;ρ——钢的密度7 850 kg/m3;0.981——考虑钢坯圆角半径和换算得出的系数。
表4 钢坯理论单重5.3钢坯冶炼及轧制5.3.1钢坯应使用电炉、碱性氧气转炉冶炼的优质碳素镇静钢制造。
炼钢设备状况、冶炼工艺过程应符合冶炼优质碳素钢的要求。
5.3.2应采用真空脱气处理,要求钢液氢的含量[H]≤2.5 ppm,氧含量[O]≤30 ppm。
5.3.3要求钢中残留铝不小于0.020%。
5.3.4浇铸时应使用镇静钢钢锭模铸锭,并采取保温措施,确保冒口以下部位应没有缩孔和严重偏析。
5.3.5钢坯可采用轧制、锻制等方法制造。
轧制钢坯从钢锭(以钢锭最小断面计算)到钢坯的压延比(面积比)应不小于6∶1;锻制钢坯的锻压比(面积比)应不小于3∶1。
5.3.6轧制时,应严格控制钢锭加热温度,避免由于出现“过烧”或“过热”而产生其它的有害缺陷。
5.3.7初轧后的钢坯应堆垛冷却。
5.3.8力学性能用经一次正火处理的样坯制成的试样,测出钢的力学性能应符合表5的规定。
表5 钢的力学性能拉伸试验应按GB 228或ASTM E 8规定进行。
5.3.9 晶粒度晶粒度检验试样,应从拉伸试样未变形的大端垂直于轴线的横断面上截取,试样在金相显微镜下放大100倍观察。
检验应按YB/T 5148或ASTM E 112规定进行。
经一次正火的晶粒度应不低于5级。
5.3.10非金属夹杂物钢中非金属夹杂物检验应按GB 10561中方法A和JK(或ASTM)标准评级图评定。
按A(硫化物)、B(氧化物)、C(硅酸盐)、D(球状氧化物)四类夹杂物进行评级,各类夹杂物应不大于2.5级。
如同一视场中同时出现A、C类夹杂物时,应合并评定,合级应不大于3.0级。
5.3.11低倍组织钢坯的横向酸浸低倍试片上不得有肉眼可见的残余缩孔、白点、分层、裂纹、气泡和夹渣等。
一般疏松、中心疏松、锭型偏析均应不大于2.5级,点装偏析应不大于2.0级。
低倍组织检验及评级应按GB 226和GB 1979规定进行。
5.3.12表面质量5.3.12.1轧制后对钢坯头尾要有足够的切除率,以保证钢坯端面不应有缩孔残余、夹杂和分层。
5.3.12.2钢坯表面不得有结疤、夹杂、折叠、气泡条纹和裂纹,如有上述缺陷必须清除。
深度不超过2 mm的压痕、氧化铁皮脱落造成的麻点可不清除。
5.3.12.3钢坯表面的清理应符合如下规定:a) 如用火焰清除钢坯表面缺陷时,应在钢坯温度不低于100 ℃状态下进行抢温清理;b) 钢坯清理时,要沿钢坯的长度方向进行,其边缘应圆滑过渡,清理的宽度不得小于清理深度的6倍。
清理深度(从钢坯实际尺寸算起)应不大于6mm;c) 清理深度超过最小截面尺寸达3 mm的,在同一截面上应不大于4处。
5.4 车轴锻造、热处理5.4.1车轴制造厂,应根据车轴轴型,按表3选择钢坯的截面尺寸。
5.4.2钢坯在锻造前应按本标准有关规定进行复验,复验合格后方可投入锻造。
5.4.3钢坯下料应采用机械切割,不得使用火焰切割。
5.4.4车轴锻造时应均匀加热钢坯,不得发生钢坯“过烧”或“过热”。
5.4.5车轴应使用快锻机、水压机、精锻机及其配套的工艺装备进行锻造。
5.4.6轴坯下料时,应预留带延长体试样的车轴。
每一热处理的批次中,带延长体试样的车轴应不少于3%~5%。
5.4.7车轴锻造完毕后,应在热态下,在车轴轮座处的外圆部位打印锻造年月、冶炼炉号,锻造工厂代号(厂内加工的可不打)和锻造顺序号(轴号)等标记,其字高不小于14 mm,字深3 mm左右。
5.4.8 车轴锻造应冷却到500 ℃以下,方可进行热处理。
5.4.9 车轴的热处理工艺为两次正火和一次回火。
不允许使用台车炉进行正火处理。
5.4.9.1正火车轴加热到高于临界转变的适当温度后,在空气中均匀冷却,这种热处理称为正火。
可以用加强空气流通的方法加快冷却速度,但必须使车轴各部位均匀冷却。
5.4.9.2 两次正火是进行两次单独的正火处理,第二次正火温度要低于第一次正火温度,这种热处理称为两次正火。
第二次正火时,车轴入炉温度应低于500 ℃。
5.4.9.3 回火把经过正火的车轴重新缓慢加热到并保持在低于临界温度的适当温度,然后以适当的速度冷却,这种热处理称回火。
回火时车轴的入炉温度应低于250 ℃。
5.4.10车轴校直车轴校直应在不低于510 ℃的热态下进行。
如在冷态下发现弯曲变形,应将其加热到不高于700 ℃,适当保温后再进行校直作业。
但校直终温不得低于510 ℃。
5.5 车轴钢力学性能和晶粒度要求每一热处理批次(两次正火和一次回火)的车轴做一次拉伸试验和晶粒度检验,试验结果代表本批次车轴钢的拉伸性能和晶粒度。
每一热处理批次车轴的数量应不多于70根。
同一批次中不同熔炼炉号的车轴,其含碳量的偏差应不超过0.03%。
5.5.1经热处理后的车轴钢力学性能应符合表6规定。
表6 热处理后车轴钢的力学性能5.5.2车轴拉伸试验用的试样应取自车轴一端延长体,位于车轴中心线距表面一半距离的任一位置上,并与车轴轴线平行。
5.5.3晶粒度检验试样可以拉伸试样未变形的大端垂直于轴线的横断面上截取,试样在金相显微镜下放大100倍观察,如发现有缺陷应留下照片。
检验及评定应按YB/T 5148或ASTM E 112的规定进行。
5.5.4车轴的晶粒度试样应整个显示为均匀的细晶粒组织,晶粒度应不低于6级。
5.5.5加带延长体试样的车轴已经用完,可从轴身上按5.5.2条规定的位置取样试验。
5.6 车轴机加工5.6.1根据订货要求可制成毛坯车轴、半精加工车轴或精加工车轴,其表面加工质量、尺寸公差均应符合订货图纸要求。
半精加工和精加工车轴顶端均应加工出中心孔和螺栓孔。
根据用户需要,可在订货图纸中注明,螺栓孔也可由用户加工。
5.6.2精加工车轴表面不得存在有害缺陷;半精加工车轴不应存在精加工时不能消除的刀痕和损伤。