铁道车辆的车轴
铁路货车轮轴简介滚动轴承
铁路货车轮轴简介滚动轴承引言:在铁路运输中,轮轴是承载和传递车辆荷载并保证有效运行的关键组件之一、铁路货车轮轴通常采用滚动轴承来支撑和传递重荷。
本文将介绍铁路货车轮轴滚动轴承的基本原理、结构和应用。
一、滚动轴承的基本原理滚动轴承是一种常见的轴承类型,用于减少轴与轴承座之间的摩擦,并传递旋转运动。
它由内圈、外圈、滚动体和保持器构成。
滚动体可以是球、圆锥体或圆柱体。
内圈是安装于轴上的零件,外圈则固定在轴承座上。
滚动体在内圈和外圈之间滚动,以减少接触面积,从而减小摩擦力和磨损。
滚动轴承具有以下几个关键优点:1.承载能力:滚动轴承能够承受较大的径向和轴向荷载,适用于铁路货车的重负荷运输。
2.高转速:滚动轴承设计良好,可承受高速旋转运动,适用于高速铁路运输。
3.刚度和精度:滚动轴承具有一定的刚度和精确的定位能力,能够保持良好的稳定性和运行精度。
4.耐久性:滚动轴承经过工艺优化和材料选用,能够经受长期运行和恶劣环境的考验。
二、铁路货车轮轴滚动轴承结构1.双列球轴承:这种轴承由内圈、外圈、滚子和保持器组成。
内圈和外圈之间由滚子分隔,并沿着轴向排列。
它们能够承受径向和轴向荷载,并具有较高的刚度和精度。
此外,双列球轴承还具有良好的自调心能力,能够适应车轮与轨道之间的不对中和偏差。
2.圆锥滚子轴承:这种轴承由内圈、外圈、圆锥滚子和保持器构成。
相比于双列球轴承,圆锥滚子轴承具有更高的承载能力和刚度。
它能够承受较大的轴向荷载,并适应径向和轴向的负荷分布。
圆锥滚子轴承还具有良好的自调心能力,能够适应车轮与轨道之间的不对中和偏差。
三、铁路货车轮轴滚动轴承应用1.轴重承载:滚动轴承能够承受较大的轴重,适用于铁路货车的重荷载运输。
2.轮轴传动:滚动轴承通过滚动体的滚动运动,传递车辆的旋转力和运动能量,确保车轮和轴之间的稳定传动。
3.轴向定位:滚动轴承具有较高的刚度和精度,能够保证车轮轴的准确位置和稳定性,以确保铁路货车运行平稳。
第3章25t轴重铁路货车353130A(C)紧凑型轴承、RE2B型车轴及RE2B型轮对介绍2
保持架仅能在内圈上安装一次,如保持架从内
圈组件上退下,一律报废,不得重复使用。
25t轴重铁路与密封罩组装
用专用工装将油封压于
密封罩内,最大压装力不大 于30kN,不得施以锤击。 油封与密封罩接触部位应密贴,如压装后存在间
油封
隙,当连续或累计间隙长度大于全周的三分之一
塑料保持架
密封效果稳定
适应现有的检 修体制
353130A型滚动轴承结构三维组装图
25t轴重铁路货车353130A(C)紧凑型轴承介绍
第一道轴向迷宫
第一道径向迷宫
第二道径向迷宫
第二道轴向迷宫 第三道径向迷宫 第三道轴向迷宫 第四道轴向迷宫
迷宫式密封结构
25t轴重铁路货车353130A(C)紧凑型轴承介绍
时,宽度应不大于 0.3mm ; 当连续或累计间隙 长度不大于全周的三分之一时,宽度应不大于 0.5mm。
25t轴重铁路货车353130A紧凑型轴承介绍
1.7.2 内圈组件与外圈的组装
内圈组件在与外圈组装或调整轴向游隙需更
换中隔圈时,应双手水平持内圈组件轻放入外圈 或从外圈内轻取出来,防止磕碰伤保持架小端。 1.7.3 旋转灵活性 检查 将外圈套上内圈组件,用手转动进行正反两
个方向的旋转灵活性检查,应转动灵活、无阻尼
25t轴重铁路货车353130A(C)紧凑型轴承介绍
1.5 353130A紧凑型轴承标记 1.5.1 外圈 在外径沟槽上间隔机械打印“ 353130A 、制造 单位代号、制造年份后两位和月份、5位生产顺序 号(阿拉伯数字)”等字样。字高 3.5mm ,字迹 清晰。 1.5.2 内圈 在大端面上均布机械打印“353130X2-2RZ;制 造单位代号、制造年份后两位和月份”等字样。 字高3.5mm,字迹清晰。
铁路货车轮轴简介(二)车轴只是分享
一种方案,运装货车[2004]479号文件规定在新制中停用。
二、铁路货车车轴简介
RD2
B型
无卸荷槽,轴颈、防尘板座根部圆弧半径分别为R25mm、R30mm, R25mm,有限元分析计算过渡圆弧处最大局部应力值为177.366 MPa,比 A、C方案降低了7.6%。
的新制车轴单位而设计的过渡方案。与C型方案的区别是:轴颈卸荷槽处
的圆弧半径由R20mm修改为R25mm,轴颈卸荷槽的深度由0.20-0.10mm修 改为0.100.05mm,采用车削加工后滚压工艺。E型
是对B型方案车轴等级修的型式,无卸荷槽,图中的直径D有164.5mm和 164mm两种,取决于订购的砂轮尺寸;D型方案的车轴卸荷槽深度较小、 表面质量较好的情况下也可采用E型方案进行等级修。该方案采用成型磨 加工。
1977年修订车轴标准时,因轴承已定型,轴颈 规格不能改动,仅将该型车轴的轮座增大到 194mm,轴身增大到174mm,全加工。因当时 国内仍无成型磨削设备,故仍采用了轴颈根部有卸 荷槽的一种型式。
二、铁路货车车轴简介
RD2
修订TB450-83、GB/T12814-91和GB/T128142002时,虽仍受国内磨削设备限制,但考虑到今后 的技术进步,设计了2种有卸荷槽(A、C型)和1种 无卸荷槽(B型)的RD2型车轴方案 。
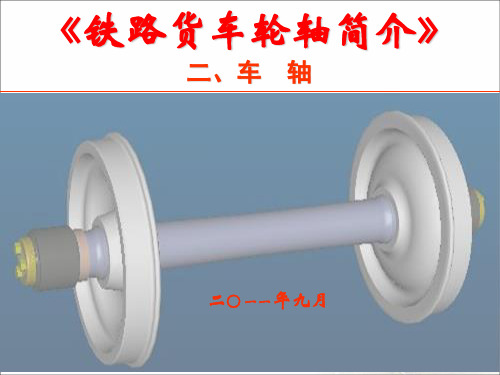
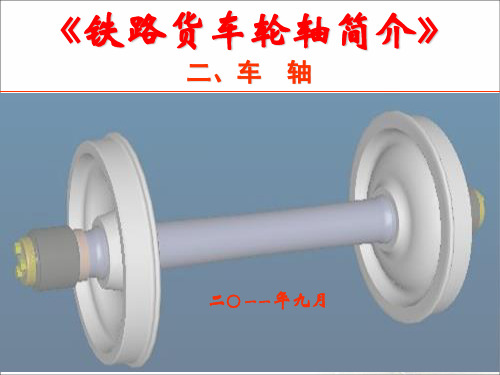
二、车 轴
★ 既有铁路货车车轴型号 ★铁路货车车轴发展历程及特点
二、铁路货车车轴简介
车轴型号
1. 既有铁路货车车轴型号(7种)
25t轴重(3种):RE2B(主型)、RE2A、RE2 (旧轮规)。
21t轴重(3种):RD2 (主型,旧轮规) 、 RD2Y 、RD3 (旧轮规) 。
铁路货车轮轴简介(二)车轴

二、铁路货车车轴简介
RD2
A型
在车轴轴颈和防尘板座根部均有深度为0.20-0.10 mm、圆弧半径为R20mm 的卸荷槽,有限元分析计算轴Байду номын сангаас卸荷槽最大局部应力值达191.971MPa,作 为最原始的一种方案,2004年12月23日运装货车[2004]479号文件规定在 新制和等级修中停用。
二、铁路货车车轴简介
二、铁路货车车轴简介
RD2
且不加工。 因轴颈尺寸公差、形位公差要求严格,必须采用 机加工和磨削加工,而我国70年代没有成型磨削设 备,不得已采用了轴颈根部卸荷槽的一种型式,形 成了标准迁就工艺的局面 。 1977年修订车轴标准时,因轴承已定型,轴颈 规格不能改动,仅将该型车轴的轮座增大到 194mm,轴身增大到174mm,全加工。因当时 国内仍无成型磨削设备,故仍采用了轴颈根部有卸 荷槽的一种型式。
二、铁路货车车轴简介 2.2.3 RE2B主要特点
RE2B
a) 采用EN13103:2001标准《铁路应用-轮对轴 箱-非动轴-设计方法》计算。
● ● ●
轴颈根部应力54.67MPa。 安全系数达到1.83。
与RE2A比较,轴颈根部应力降低14.0%,增加了 车轴安全裕量。
二、铁路货车车轴简介 b)采用有限元计算弯曲变形
RD2
C型
在轴颈根部有深度为0.20-0.10 mm、圆弧半径为R20mm的卸荷槽,有限元 分析计算最大局部应力值达191.971MPa,与A型的差别是防尘板座采用精 车加工完成,该部位取消了卸荷槽,圆弧半径为R30mm,也是最原始的 一种方案,运装货车[2004]479号文件规定在新制中停用。
二、铁路货车车轴简介
在载荷作用下各型车轴轴颈的变形(mm)
铁路货车轮轴简介(二)车轴
比较,轴颈根部应力降低14 14. 与RE2A比较,轴颈根部应力降低14.0%,增加了 车轴安全裕量。 车轴安全裕量。
二、铁路货车车轴简介 b)采用有限元计算弯曲变形 车轴轴端相对于轴颈根部 弯曲变形量0 682mm 弯曲变形量0.682mm 。 比较, ● 与 RE2A 比较 , 轴颈弯曲 变形量下降了9 变形量下降了9.2%,进一 步降低了各件端面间的微 动磨损, 动磨损 , 改善了轴承内部 各件的接触状态。 各件的接触状态。 轴颈根部取消了卸荷槽, c)轴颈根部取消了卸荷槽, 仅采用成型磨1 仅采用成型磨1种型式 d) 轴颈可以增加检修等级
二、铁路货车车轴简介
RD2
修订TB450-83、GB/T12814-91和GB/T12814修订TB450-83、GB/T12814-91和GB/T12814TB450 2002时 虽仍受国内磨削设备限制, 2002时,虽仍受国内磨削设备限制,但考虑到今后 的技术进步,设计了2种有卸荷槽( 的技术进步,设计了2种有卸荷槽(A、C型)和1种 无卸荷槽( 无卸荷槽(B型)的RD2型车轴方案 。 由于车轴轴颈表面发生损伤的数量逐步增加, 由于车轴轴颈表面发生损伤的数量逐步增加, 为做到物尽其用,铁道部于1993 1993年 为做到物尽其用,铁道部于1993年3月,决定开始 对轴颈及防尘板座有缺陷的车轴进行降等级加工, 对轴颈及防尘板座有缺陷的车轴进行降等级加工, 等级车轴分别为K1 K2两个等级 K1、 两个等级。 等级车轴分别为K1、K2两个等级。 为有效遏制车轴发生冷切事故, 为有效遏制车轴发生冷切事故,铁道部运输局 2003年 月决定从2003 2003年 日起报废K1 K1、 于2003年2月决定从2003年3月1日起报废K1、K2 等级车轴。 等级车轴。
铁道车辆车轴锻造及热处理技术
铁道车辆车轴锻造及热处理技术摘要:介绍了铁路车辆50钢车轴的锻造、热处理主要工艺流程,重点阐述了车轴在锻造与热处理工艺中所采用的技术及设备。
关键词:50LZ钢;车轴;锻造;热处理车轴是铁路车辆运行部门的重要组成部分,其质量状况与铁路运输安全直接相关。
自中国成立初期以来,铁路车辆一直使用40钢轴。
由于钢轴的疲劳强度低,其使用期限短,轴压缩部件容易产生横向裂纹,不能满足目前高列车速度和大体积的发展要求。
为满足铁路发展的需要,铁道部根据国内物资,生产设备和技术实力,指定LZ50轴钢(以下简称50钢)钢坯作为铁路提速车专用轴,并参考一些先进国家的车轴化学成分和技术。
在锻造过程中锻造需要钢坯,液压锻造和其他先进的锻造装置。
在50钢轴热处理过程中,需要两个正火和一个回火过程。
在我国某工厂轴生产项目的设计中,采用上述新技术,配备国内先进成熟的设备,积累了一定的经验,以改善未来的轴生产工艺。
一、50钢车轴锻造及热处理工艺流程车轴锻造工艺流程:轴坯锯切下料→轴坯加热→车轴锻造→车轴热矫直及打钢字→车轴锻后冷却→车轴锯切两头车轴热处理工艺流程:车轴一次正火加热→车轴一次空冷→车轴二次正火加热→车轴二次空冷→车轴回火→车轴回火后冷却→车轴铣端面及取样做金相和机械性能试验(对带试棒的车轴)二、车轴制造、检验和试验标准比较现在国内铁道客货车车轴一般采用TB/T2945-1999。
该标准等效使用AARM101-1990,其中规定了车轴钢化学成分、机械性能、微观组织、热处理方法、探伤验查、验收和记录等,还规定了二次正火和一次回火的热处理工艺。
EN13261-2010规定了EA1N、EA1T和EA4T3不同材质和工艺车轴的化学成分、机械性能、微观组织、疲劳性能、几何尺寸公差、超声波探伤、残余应力以及防护标记,并给出了检测方法。
其中,EA1N和EA1T材料成分相同,为碳素钢,EA4T为合金钢;EA1N进行正火处理,EA1T和EA4T进行淬火处理。
铁路货车轮轴技术简介
轮对组装标记: 轮对首次组装单位标记: 904 轮对首次组装时间:040515 轮对末次组装时间:120315 轮对末次组装单位:902 “++”标记:轮座上有深度大于 0.3mm且小于2.5mm的横裂纹经 旋除后再组装成轮对时 等级标记 :D1
4 .RD2型车轴主要参数
● 商业运营速度:120km/h ● 轴重:21t (205.8kN) ● 全长:2146mm ● 载荷中心距:1956mm ● 轴肩距:1706mm ● 轴颈长度:220mm ● 载荷中心到轴颈根部距离:125mm ● 轴身长度:1228mm,突悬 ● 轴颈及防尘板座型式:4种
3.8 车轴轴端标记必须刻打清晰、准确,除规定刻打的标记外,
不得刻打其他任何标记。
车轴标记示意图
车轴制造标记: 轴号:79310 单位:183 材质:W(LZ50钢 ) 制造时间:0308 轴型:RD2 左:代表车轴方位 车轴钢冶炼熔炼号 :931128 车轴制造超声波穿透探伤检查钢印标记:“↑” 超声波穿透探伤工作者的责任钢印标记:“”
5 .RE2A型车轴主要参数
● 商业运营速度:120km/h ● 轴重:25t (245kN) ● 全长:2191mm ● 载荷中心距:1981mm ● 轴肩距:1731mm ● 轴颈长度:230mm ● 载荷中心到轴颈根部距离:125mm ● 轴身长度:1228mm,突悬 ● 轴颈及防尘板座型式:3种
3.3.6 车轴方位标记:“左”字标记,字体高7㎜。
3.3.7 车轴轴型标记:用字母及阿拉伯数字表示,“RF2 、 RE2B、RD2”等,字体高7㎜,角标高5㎜。
3.3.8 车轴制造超声波穿透探伤检查钢印标记:“↑”,高10 ㎜。
3.3.9 超声波穿透探伤工作者的责任钢印标记:“”,C字体 高5㎜,超探工作者编号1字体高3㎜,三角形框高8㎜,下 底宽10㎜。
铁路货车轮轴简介(二)车轴资料
二、铁路货车车轴简介
RD2
且不加工。 因轴颈尺寸公差、形位公差要求严格,必须采用 机加工和磨削加工,而我国70年代没有成型磨削设 备,不得已采用了轴颈根部卸荷槽的一种型式,形 成了标准迁就工艺的局面 。 1977年修订车轴标准时,因轴承已定型,轴颈 规格不能改动,仅将该型车轴的轮座增大到 194mm,轴身增大到174mm,全加工。因当时 国内仍无成型磨削设备,故仍采用了轴颈根部有卸 荷槽的一种型式。
二、铁路货车车轴简介
RD2
A型
在车轴轴颈和防尘板座根部均有深度为0.20-0.10 mm、圆弧半径为R20mm 的卸荷槽,有限元分析计算轴颈卸荷槽最大局部应力值达191.971MPa,作 为最原始的一种方案,2004年12月23日运装货车[2004]479号文件规定在 新制和等级修中停用。
二、铁路货车车轴简介
RD2
C型
在轴颈根部有深度为0.20-0.10 mm、圆弧半径为R20mm的卸荷槽,有限元 分析计算最大局部应力值达191.971MPa,与A型的差别是防尘板座采用精 车加工完成,该部位取消了卸荷槽,圆弧半径为R30mm,也是最原始的 一种方案,运装货车[2004]479号文件规定在新制中停用。
二、铁路货车车轴简介
二、铁路货车车轴简介
RD2
B 型 E 型 D 型 E 型
E型
是对B型方案车轴等级修的型式,无卸荷槽,图中的直径D有164.5mm和 164mm两种,取决于订购的砂轮尺寸;D型方案的车轴卸荷槽深度较小、 表面质量较好的情况下也可采用E型方案进行等级修。该方案采用成型磨 加工。
二、铁路货车车轴简介
RD2
B型
无卸荷槽,轴颈、防尘板座根部圆弧半径分别为R25mm、R30mm, R25mm,有限元分析计算过渡圆弧处最大局部应力值为177.366 MPa,比 A、C方案降低了7.6%。
铁路货车轮轴介绍
铁路货车轮轴介绍1 铁路货车轴承1.1 铁路货车轴承发展1.1.1 197726型轴承1.1.1.1 图样来源197726型无轴箱双列圆锥滚子轴承是我国引进日本技术、国内生产的轴承。
通过试验,基本满足我国使用的环境条件和线路状况,1978年铁道部决定在我国铁路货车上装用197726型轴承;1980年开始在新造货车上大量装车使用。
该型轴承成为我国货车的主型产品。
1.1.1.2 图样修订1992年南口机车车辆机械厂对图样进行了修订。
1.1.1.3 停止生产日期2002年1月1日起停止生产197726型滚动轴承。
1.1.1.4 基本技术参数轴重21t,运行速度≤120km/h,使用寿命120万km。
1)新造使用时间或里程:5年或50万km。
2) 大修使用时间或里程:4年或40万km。
3)2005年6月1日以后,为加快淘汰钢保持架,大修和淘汰时间提前半年,缩短了半年的使用时间。
1.1.1.5 大修轴承装用或换装工程塑料保持架a) 装用工程塑料保持架2005年3月铁道部运输局装备部通过了197726型大修轴承装用工程塑料保持架的技术审查。
2005年5月铁道部运输局下发“关于197726型大修轴承装用工程塑料保持架的通知”,规定自2005年6月1日起,各轴承厂在197726型轴承大修时必须装用工程塑料保持架,各保持架生产厂家停止生产、供应197726型钢保持架。
1.1.1.5 大修轴承装用或换装工程塑料保持架b) 换装工程塑料保持架铁道部为了加快淘汰钢板冲压保持架,从2006年6月20日起对符合下面条件的197726型轴承一律退卸并返轴承大修厂换装工程塑料保持架: 一般检修中须退卸的装用钢板冲压保持架的轴承。
已大修过的仍装用钢板冲压保持架。
当车轮踏面擦伤、局部凹陷深度达到1mm及剥离、缺损超过限度时须退卸的装用钢板冲压保持架的轴承。
1.1.1.5 大修轴承装用或换装工程塑料保持架c) 小挡边外径由原 155mm补充加工成153+0.25mm,增加了9 的装配角。
铁路货车结构组成
铁路货车结构组成铁路货车是一种用于运输货物的铁路车辆,它的结构由多个组成部分构成。
铁路货车的结构设计旨在保证稳定性、承载能力和运输效率。
下面将详细介绍铁路货车的组成部分。
1.车体:铁路货车的车体是承载货物的主要部分,一般由钢材制成。
车体通常由侧壁、底板和顶板组成,以确保货物的安全运输。
车体的结构牢固且坚固,能够承受各种外部压力和冲击。
2.车轴:铁路货车通常配备多对车轴,车轴由车轮和轴承组成。
车轴的作用是支撑车辆的重量,并传递牵引力和制动力。
车轴的制造材料通常是优质的合金钢,以确保其强度和耐久性。
3.车轮:车轮是铁路货车的关键部件之一,它与轨道接触,使车辆能够在轨道上行驶。
车轮一般由钢材制成,具有高强度和耐磨性。
车轮的表面通常有一定的凹槽,以增加与轨道的摩擦力,提高牵引力和制动效果。
4.车架:车架是连接车体和车轴的框架结构,它起到支撑和保护车体和货物的作用。
车架的材料通常是高强度钢材,以确保其刚性和稳定性。
车架的设计需要考虑到货物的重量分布和承载能力,以保证铁路货车的安全运输。
5.制动系统:铁路货车的制动系统是确保车辆安全停车的关键部分。
制动系统通常由手动制动和自动制动两种方式组成。
手动制动是由司机控制的,而自动制动是通过车辆自身的动力系统和传感器控制的。
制动系统的设计需要考虑到车辆的负载和速度,以确保制动效果可靠和稳定。
6.连接装置:铁路货车的连接装置用于连接多辆货车,以形成一个完整的列车。
连接装置通常由钢制连杆和连杆销组成,以确保连接的牢固性和可靠性。
连接装置的设计需要考虑到列车的长度和负载,以确保列车在行驶过程中的稳定性和平衡性。
7.附属设备:铁路货车还配备了一些附属设备,如照明设备、通风设备和防护装置等。
这些设备的作用是为乘务员提供良好的工作环境,并确保货物的安全运输。
总结起来,铁路货车的结构组成包括车体、车轴、车轮、车架、制动系统、连接装置和附属设备等。
这些组成部分的设计和安装需要严格符合相关的技术标准和规范,以确保铁路货车的安全和可靠运输。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁道车辆的车轴
车轴是轮对的主要配件,它除了车轮组成轮对外,两端还要与轴箱油润装置配合,保证车辆安全运行。
按其使用轴承的不同,车轴分为滑动轴承车轴和滚动轴承车轴。
目前,我国铁路货车轮对绝大部分都采用滚动轴承及滚动轴承车轴,但也有极少数车辆还在使用滑动轴承车轴及滑动轴承(一般为重载车辆所使用)。
一、车轴各部名称及功用
(一)滚动轴承车轴
滚动轴承车轴如图1-2所示。
图1-2 滚动轴承车轴
1-中心孔;2-轴端螺栓孔;3-轴颈;4-卸荷槽;5-轴颈后肩;6-防尘挡圈座
7-轮座前肩;8-轮座;9-轮座后肩;10-轴身;11-轴端倒角
1.中心孔:加工车轴和组装、加工轮对时机床顶针孔支点,并可以作为校对轴颈、车轮圆度的中心。
2.轴端螺栓孔:安装轴承前盖或压板,防止滚动轴承外移窜出,如图2-2(b)所示。
3.轴颈:安放轴承,承受垂直载荷。
4.卸荷槽:为磨削轴颈时便于砂轮退刀,起退刀槽的作用,可以减少轴承内圈组装后与此处相互间的接触应力,有利于提高此处的疲劳强度,如图2-2(c)所示。
5.轴颈后肩:轴颈与防尘挡圈座间的过渡圆弧,可防止应力集中。
6.防尘挡圈座:安装防尘挡圈并限制滚动轴承后移。
7.轮座前肩:防尘挡圈座与轮座之间的过渡圆弧,可防止应力集中。
8.轮座:固定车轮,是车轴的最大受力部分。
9.轮座后肩:轮座与轴身之间的过渡圆弧,可防止应力集中。
10.轴身:车轴中间连接部分。
11.轴端倒角:轴端部设有1:10的倒角,其作用是在压装滚动轴承时起引导作用。
(二)滑动轴承
滑动轴承车轴与滚动轴承车轴各部名称与功用基本相同,所不同的有以下几点:
1.增设轴领:主要是防止轴瓦外移。
2.轴颈:安装滑动轴承的轴瓦。
3.没有轴端螺栓孔。
4.没有卸荷槽。
二、货车车轴型号
铁道部在新修订的车轴形式尺寸标准(GB 12814-1991)中,规定我国铁路货车用标准型滚动轴承车轴有四种,即RB2、RC2、RD2、RE2型滚动轴承车轴;标准滑动轴承车轴中现在还存使用的有四种,即D、E、F、G型滑动轴承车轴。
滑动轴承现在主要用于重载车辆上,因此滑动轴承车轴都是大轴重车轴。
各型货车车轴的轴重、各部主要尺寸和车轴的基本尺寸如表1-1、表1-2、表1-3及图1-3所示。
表1-1
表1-2
表1-3
图1-3 RB2、Rc2、RD2、RE2型车轴
二、车轴材质
车轴采用优质碳素钢,如平炉钢或电炉钢钢锭或专门的车轴钢坯加热锻压成型,经过热处理(正火、或正火后再回火)和机械加工制成。
车轴钢的化学成分应符合表1-4的规定。
车轴热处理后,其机械性能应符合表1-5的规定。
在金相检查时,其晶粒度应为5~8级。
表1-4 车轴钢的化学成分(%)
表1-5 车轴钢机械性能
车轴钢钢种
抗拉强度σs (MPa )
伸长率δ
5
(l=5d%)
冲击韧性(N ·m/cm 2
) 四个试样平均值 个别试样最
小值
不 小 于
40钢
≥549~569
22 59 39 >569~598 2l 49 34 >598
20
39
29
车轴钢钢种 车轴最大 σb
σs
δ5(δ4)
% 断面收 冲击韧性(N ·m /cm 2
) 直径(mm ) N /mm 2
缩率ψ% 四个试样平均值
个别试样最
小值 50钢
≤200
≥605
≥344
≥22(20)
≥37
≥39
≥29
车轴钢
钢种 碳
锰
硅
磷
硫
铬
镍
铜
不 大 于 40钢 0.37~0.45 0.50~0.80 0.15~0.35 0.040 0.045 0.30 0.30 0.25 50钢
0.47~0.55
0.60~0.90
0.15~0.35
0.035
0.035
0.30
0.30
0.25
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。