十字接头双侧填丝焊接
扁铁焊接十字交叉规范

扁铁焊接十字交叉规范
1、为保证良好的电气连通,扁钢与扁钢搭接长度为扁钢宽度的2倍,焊接时要做到三面焊接。
圆钢与扁钢搭接长度为圆钢直径的10倍,焊接时要做到双面焊接。
圆钢与建筑物螺纹主钢筋搭接长度为圆钢直径的10倍,焊接时要做到双面焊接。
2、地网与建筑物主钢筋焊接连通时,无特殊请况主钢筋必须为大楼外围各房柱内的外侧主钢筋,并且焊接部位应位于地面以下
30cm处。
3、新旧地网焊接连通前,应在焊接部位将原有地网表面氧化部分刮拭干净,地网焊接时焊点不应有假焊,漏焊或夹杂气泡等情况。
4、地网施工中焊接部位,以及从室外联合地网引入室内的接地扁钢应作三层防腐处理,具体操作方式为先涂沥青,然后绕一层麻布,再涂一层沥青。
一 二 级焊缝 双面全熔透焊
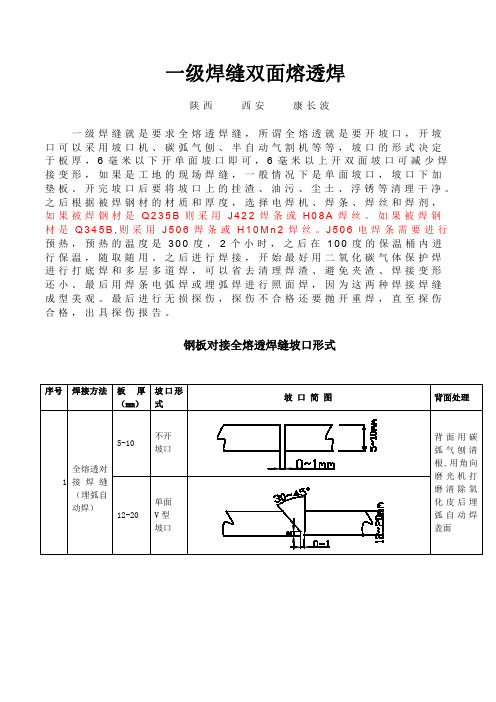
一级焊缝双面熔透焊陕西西安康长波一级焊缝就是要求全熔透焊缝,所谓全熔透就是要开坡口,开坡口可以采用坡口机、碳弧气刨、半自动气割机等等,坡口的形式决定于板厚,6毫米以下开单面坡口即可,6毫米以上开双面坡口可减少焊接变形,如果是工地的现场焊缝,一般情况下是单面坡口,坡口下加垫板。
开完坡口后要将坡口上的挂渣、油污、尘土、浮锈等清理干净。
之后根据被焊钢材的材质和厚度,选择电焊机、焊条、焊丝和焊剂,如果被焊钢材是Q235B则采用J422焊条或H08A焊丝。
如果被焊钢材是Q345B,则采用J506焊条或H10M n2焊丝。
J506电焊条需要进行预热,预热的温度是300度,2个小时,之后在100度的保温桶内进行保温,随取随用。
之后进行焊接,开始最好用二氧化碳气体保护焊进行打底焊和多层多道焊,可以省去清理焊渣、避免夹渣、焊接变形还小。
最后用焊条电弧焊或埋弧焊进行照面焊,因为这两种焊接焊缝成型美观。
最后进行无损探伤,探伤不合格还要抛开重焊,直至探伤合格,出具探伤报告。
钢板对接全熔透焊缝坡口形式注:1、钢板对接焊缝为一、二级全熔透焊缝,焊接完成后应在自然冷却的状态下(约4小时)进行UT检查。
班组应填写“UT报检单”报质检部UT人员到场检验合格后方可转入下道工序。
2、钢板对接的坡口形式按以上要求执行。
3、拼接时注意做好反变形处理。
定位焊间距为300~400mm,定位焊长度:15~20mm。
4、焊接前应用同等厚度的钢板作为引、熄板,收弧板尺寸为:80*80mm,起收弧长度保证在50mm。
5、焊剂应经烘焙后方可使用。
6、钢板厚度大于40mm以上的厚板,施焊前应做好焊前预热(80~1200C),焊后保温(200~2500C)7、一级焊缝不允许存在根部未焊透,二级焊缝允许存在少量的未焊透。
两者之间受力性能明显差异,重要部件是不允许二级焊缝的二级焊缝相关要求一、对接焊缝中一级、二级焊缝其主要区别是什么?GB50205-2001《钢结构工程施工质量验收规范》表5.2.4对此有明确的说明,一级要求探伤比例为100%,而二级探伤比例要求为20%。
十字焊缝

关于现场的焊缝十字焊缝的回复肿公,你好!以下为各种摘录标准仅作参考:根据GB50235-1997《工业金属管道工程施工及验收规范》第5节要求:1、接焊口中心面间的距离,当公称直径大于或等于150 mm时,不应小于150 mm;当公称直径小于150 mm时,不应小于管子外径。
2、焊缝距离弯管(不包括压制、热推或中频弯管)起弯点不得小于100 mm,且不得小于管子外径3、卷管的纵向焊缝应置于易检修的位置,且不宜在底部。
4、环焊缝距支、吊架净距不应小于50 mm;需热处理的焊缝距支、吊架不得小于焊缝宽度的5倍,且不得小于100 mm。
5、不宜在管道焊缝及其边缘上开孔。
6、有加固环的卷管,加固环的对接焊缝应与管子纵向焊缝错开,其间距不应小于100 mm。
加固环距管子的环焊缝不应小于50mm根据SHT3517-2001《石油化工钢制管道工程施工工艺标准》第5.3.4条规定:管道焊缝的设置,应便于焊接、热处理以及检验,并应符合下列要求:1、除采用定型弯头外,管道焊缝中心与弯管起点的距离不应小于管子的外径,且不小于100mm;2、焊缝与支、吊架边缘的近距离应不小于50mm。
需要热处理的焊缝与支、吊架边缘的近距离大于焊缝宽度的五倍,且不小于100mm;3、管道俩相邻焊缝中心的间距,应控制在下列标准内:A、直管段两环缝间距不小于100mm,且不小于管子外径;B、除定型管件外,其他任意两焊缝间的距离不小于50mm4、在焊缝及其边缘上不宜开孔,否则被开孔周围已被孔径范围内的焊缝,应100%进行射线检测;5、管道上被补强或者支座垫板覆盖的焊接接头,应进行100%射线检测,合格后方可覆盖。
根据HG 20584-1998《钢制化工容器制造技术要求》第5节要求:壳体上的开孔应尽量不安排在焊缝及其邻近区域,但符合下列情况之一者,允许在上述区域内开孔:1 符合GB150开孔补强要求的开孔可在焊缝区域开孔。
2 符合GB150规定的允许不另行补强的开孔,可在环焊缝区域开孔。
第十六次全国焊接学术会议开幕式及大会报告1
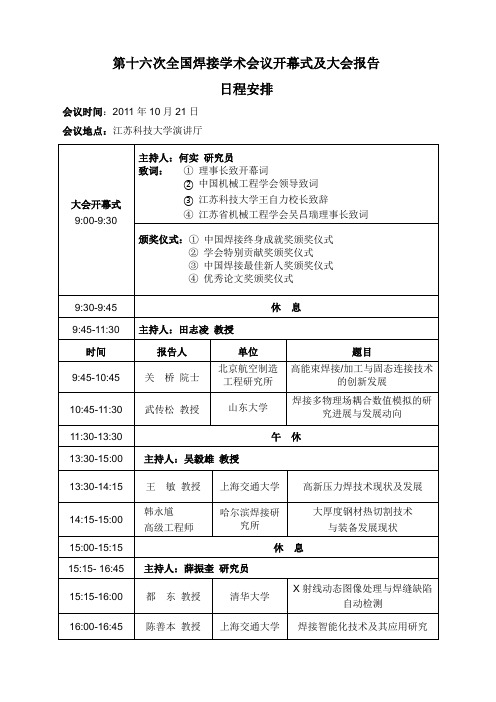
第十六次全国焊接学术会议开幕式及大会报告日程安排会议时间:2011年10月21日会议地点:江苏科技大学演讲厅大会开幕式9:00-9:30 主持人:何实研究员致词:①理事长致开幕词②中国机械工程学会领导致词③江苏科技大学王自力校长致辞④江苏省机械工程学会吴昌瑞理事长致词颁奖仪式:①中国焊接终身成就奖颁奖仪式②学会特别贡献奖颁奖仪式③中国焊接最佳新人奖颁奖仪式④优秀论文奖颁奖仪式9:30-9:45 休息9:45-11:30 主持人:田志凌教授时间报告人单位题目9:45-10:45 关桥院士北京航空制造工程研究所高能束焊接/加工与固态连接技术的创新发展10:45-11:30 武传松教授山东大学焊接多物理场耦合数值模拟的研究进展与发展动向11:30-13:30 午休13:30-15:00 主持人:吴毅雄教授13:30-14:15 王敏教授上海交通大学高新压力焊技术现状及发展14:15-15:00 韩永馗高级工程师哈尔滨焊接研究所大厚度钢材热切割技术与装备发展现状15:00-15:15 休息15:15- 16:45 主持人:薛振奎研究员15:15-16:00 都东教授清华大学X射线动态图像处理与焊缝缺陷自动检测16:00-16:45 陈善本教授上海交通大学焊接智能化技术及其应用研究第十六次全国焊接学术会议——压力焊分会场会议日程时间:2011年10月22日地点:综合实验楼4层材料学院大会议室8:30-11:40 致辞及论文交流主持人:王敏曹彪序号时间报告人单位报告题目1 8:40-8:50 陈建平上海梅达焊接设备有限公司特邀报告——主题:电阻焊机及控制器2 8:50-9:00 刘会杰哈尔滨工业大学先进焊接与连接国家重点实验室特邀报告——主题:搅拌摩擦焊技术3 9:00-9:10 张勇西北工业大学材料学院点焊逆变电源的恒峰值电流控制4 9:10-9:20 邱然锋河南科技大学材料科学与工程学院铝合金与不锈钢电阻点焊接头组织与性能5 9:20-9:30 郑浩上海梅达焊接设备有限公司中频逆变焊机阻焊性能分析6 9:30-9:40 赵越中国海洋大学材料科学与工程研究院铜铝套管挤压电阻焊接原理及微观结构分析7 9:40-9:50 于洋北京工业大学基于响应面法的TC3钛合金点焊工艺参数优化8 9:50-10:00 陈科上海交通大学先进材料研究中心搅拌针偏镁对铝镁异种材料间搅拌摩擦焊接接头性能的影响10:00-10:10 休息9 10:10-10:20 代野西北工业大学材料学院根部未焊合对AZ31B镁合金搅拌摩擦焊接头影响10 10:20-10:30 杜随更西北工业大学现代设计与集成制造技术教育部重点实验室摩擦焊机液压辅助系统能耗分析11 10:30-10:40 赵月清华大学机械工程系Fe-36wt%Ni合金搅拌摩擦焊接头组织与性能的改善12 10:40-10:50 白景彬航天一院211厂2219铝合金搅拌摩擦焊接头组织与力学性能的不均匀性13 10:50-11:00 薛鹏中国科学院金属研究所铝-铜异种金属薄板的搅拌摩擦焊14 11:00-11:10 易翔上海航天设备制造总厂5A06铝合金双动环摩擦点焊工艺研究15 11:10-11:20 崔凡上海航天设备制造总厂刚性动支撑搅拌摩擦焊工艺研究16 11:20-11:30 姚君山上海航天设备制造总厂搅拌摩擦焊接头隧道类缺陷等强补焊工艺研究17 11:30-11:40 陶博浩北京工业大学材料科学与工程学院工业试制冷轧DP600双相钢点焊工艺研究13:30-15:30 论文交流主持人:周军刘会杰18 13:30-13:40 张华北京科技大学材料学院2A97铝锂合金搅拌摩擦焊研究19 13:40-13:50 李博南京航空航天大学材料科学与技术学院2219-T6铝合金FSW叠焊焊缝Al2Cu颗粒异常粗化现象的形成机制20 13:50-14:00 张建武汉理工大学材料复合新技术国家重点实验室MB2/LY12异种金属真空扩散焊及界面组织21 14:00-14:10 沈以赴南京航空航天大学材料科学与技术学院基于钨表面双辉等离子渗镍预合金化的W-Cu瞬时液相扩散连接22 14:10-14:20 计红军哈尔滨工业大学深圳研究生院精密部件的超声辅助电阻钎焊方法23 14:20-14:30 王林北京航空航天大学碳碳复合材料与镍基高温合金K24的钎焊研究24 14:30-14:40 韩立军一汽大众汽车有限公司超高强钢与低合金钢激光拼焊接头性能研究25 14:40-14:50 陈树君北京工业大学铝合金与不锈钢磁脉冲焊接初探26 14:50-15:00 张柯柯河南科技大学电场作用下1.6%C-UHCS/40Cr钢超塑焊接头组织分析27 15:00-15:10 王娟山东大学Mo-Cu合金与不锈钢真空钎焊接头组织特征28 15:10-15:20 陈少平太原理工大学梯度金属陶瓷(TiC)pNi与Ti电场燃烧扩散连接界面组织及性能29 15:20-15:30 杨景卫华南理工大学基于DSP控制超声金属焊接电源的研究15:30-17:30第九届压力焊专委会成立暨全体会议主持人:王敏教授1、宣布第九届压力焊专业委员会组成及委员名单,并颁发证书;2、第八届压力焊专业委员会主任、第九届压力焊委员会名誉主任赵熹华教授讲话;3、第九届压力焊专委会工作规划讨论。
十字焊缝的补救方法

1.割掉焊缝,调整角度重新焊接,保证焊缝错开满足要求;
2.因十字焊缝会产生较大的应力集中,建议对局部进行应力分析,
确认应力水平,如应力水平无碍,且标准只是说不宜出现十字焊缝,则推荐买方接受现实,并提供分析结果供买方评审;
3.接受第2条意见的话,则要提高焊缝的无损检测级别,比如以前
是局部射线检测的,现在就要100%射线检测,以前无表面检测要求的,现在要增加MT/PT和UT(如适用);
4.在完工文件里要详细记录处理措施及结果,供买方在使用过程中
提高在用检验的频次依据。
焊接接头--技术规范

(2)根据焊件厚度、结构形式及承载情况不同, 角接接头和T形接头的坡口形式可分为I形、带钝边的 单边V形坡口和K形坡口等。
角接和T形接头的坡口 a) I形 b) 单边V形(带钝边) c) K形(带钝边)
2.坡口的设计原则 坡口的形式和尺寸主要根据钢结构的板厚、选
用的焊接方法、焊接位置和焊接工艺等来选择和设 计。
焊接接头的设计中对焊缝质量的要求、焊缝尺寸 大小、焊缝位置、工件厚度、几何尺寸、施工条件等 不同,决定了在选择焊接方法和制定工艺时的多样性。 合理的焊接接头设计与选择不仅能保证钢结构的焊缝 和整体的强度,还可以简化生产工艺,节省制造成本。Biblioteka 设计和选择焊接接头的主要因素:
(1)保证焊接接头满足使用要求; (2)接头形式能保证选择的焊接方法正常施焊; (3)接头形式应尽量简单,尽量采用平焊和自动焊焊
对接接头的几种形式
2、T形接头 将相互垂直的被连接件用角焊缝连接起来的接
头称为T形(十字)接头。T形(十字)接头能承受各种方 向的力和力矩。T形接头是各种箱型结构中最常见的 接头形式,在压力容器制造中,插入式管子与筒体的 连接、人孔加强圈与筒体的连接等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接 头在外力作用下力线扭曲很大,造成应力分布极不均 匀、且比较复杂,在角焊缝根部和趾部都有很大的应 力集中。保证焊透是降低T形接头应力集中的重要措 施之一。
接方法,少采用仰焊和立焊,且最大应力尽量不设在 焊缝上;
(4)焊接工艺能保证焊接接头在设计温度和腐蚀介质 中正常工作;
(5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件;
(6)尽量使焊缝设计成联系焊缝; (7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低; (9)对角焊缝不宜选择和设计过大的焊角尺寸,试验
单面焊双面成型的焊接符号

单面焊双面成型的焊接符号单面焊双面成型焊接过程是一种常见的焊接工艺,用于连接材料并形成一个强大的焊缝。
该焊接方法适用于多种金属材料,如钢、铝和铜等。
在单面焊双面成型焊接过程中,有几个重要的焊接符号需要了解和遵循。
这些符号用于表示焊接过程、焊缝形状和其他相关信息。
下面将讨论一些常见的单面焊双面成型焊接符号。
一、单面焊缝单面焊缝是一种只焊接一侧的焊缝,另一侧不需要焊接。
在单面焊双面成型焊接过程中,单面焊缝是连接两个工件的关键。
单面焊缝可以用V形、U形、J形或X形等形状。
这些形状的选择取决于焊接材料的类型和厚度,以及焊接应用的要求。
二、单面焊缝焊接符号单面焊缝的焊接符号通常由几个元素组成,包括箭头、符号形状和补充信息。
箭头指示焊接的方向。
箭头指向焊缝的一端,指示焊接应该从该端开始进行。
箭头的长度和形状可以表示焊接的长度和类型。
符号形状表示单面焊缝的形状,如V形、U形、J形或X形。
符号形状通过在箭头下方绘制相应的形状来表示。
补充信息包括焊接方法、焊接材料和其他相关信息。
例如,符号下方的字母和数字可以表示焊接方法(如TIG、MIG、ARC 等)和焊接符合标准。
三、焊接缺陷符号焊接缺陷符号用于标识焊接过程中可能发生的缺陷,如气孔、裂纹和咬边等。
这些符号为焊接操作员提供了关于焊接质量和缺陷类型的重要信息。
焊接缺陷符号通常由几个元素组成,包括形状、箭头和补充信息。
形状和箭头用于指示焊接缺陷的位置和方向。
补充信息通常使用字母和数字表示缺陷类型和尺寸。
四、双面成型焊接符号双面成型焊接符号用于表示焊接过程中产生的焊缝形状和类型。
双面成型焊接是一种焊接方法,通过在两侧同时进行焊接,形成一个坚固的焊缝。
双面成型焊接符号通常由几个元素组成,包括两个箭头、符号形状和补充信息。
两个箭头分别指示两侧焊接的方向。
符号形状由两个焊缝形状组成,表示两侧的焊缝。
补充信息提供了关于焊缝类型和其他相关信息的详细说明。
例如,符号下方的字母和数字可以表示焊接方法、焊接材料和焊接标准。
十字柱制作通用工艺

湖北鸿路钢结构有限公司十字柱钢结构工程制作通用工艺湖北鸿路钢结构有限公司工艺技术部目录第一章编制依据 (2)第二章工程材料 (2)第三章十字柱加工制作工艺 (4)一十字形柱制作流程示意图 (4)二制作方案概述 (5)三板材接料 (6)四板材下料 (8)五坡口加工 (9)六 H型钢及T型钢的组立 (10)七 H型钢及T型钢的焊接 (12)八 H型钢及T型钢的矫正 (13)九十字形柱组立 (16)十十字柱的焊接 (17)十一端铣 (18)十二十字柱牛腿及零部件组装 (18)十三零部件焊接 (20)十四十字柱栓钉焊接 (22)十五外观清理 (22)说明本工艺文件仅适用于本公司十字柱的加工制造焊接施工。
适用于强度等级为Q345B 和Q235B系列的钢材。
本工艺文件是根据本公司的加工焊接设备所具有的功能,并经焊接工艺性试验,以及焊接技术管理能力和生产实践为基础而编制。
本工艺流程符合十字柱构件制作加工工艺流程及重点部位检查流程图。
本工艺文件编制的主要依据为《钢结构工程施工质量验收规范》(GB50205—2001)、《高层民用建筑钢结构技术规程》(JGJ99-98)和《建筑钢结构焊接技术规程》(JGJ81—2002),以及焊接工艺性试验结果。
第一章编制依据一.编制依据现行国家标准、规范(钢构部分)第二章工程材料一.钢材的要求1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。
对所有材料应按有关规定进行抽样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值的1/2;3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的C级及C级以上;4钢材端边或断口处不应有分层、夹渣等缺陷。
5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的现行规范标准执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 2014年 春 季学期研究生课程考核 (研究报告) 考核科目 : 焊接过程建模基础 学生所在院(系) : 材料科学与工程 学生所在学科 : 材料加工工程 学 生 姓 名 ****** 学 号 ****** 学 生 类 别 学术型 考核结果 阅卷人 2
一、实验目的 1. 了解焊接热过程数值模拟的基本思路; 2. 熟悉Marc软件的界面和基本操作; 3. 利用Marc能够独立完成焊接热过程的数值模拟。
二、实验内容
十字接头双侧填丝焊接(板厚10mm,其它自定) 1. 建立模型
首先定义焊接平板尺寸为:120mm×50mm×6mm。搭接长度为40mm,计算出各个点坐标。(建立模型过程中采用国际单位制m) (1)生成点 PTS: ADD 0 0 0 0.08 0 0 0.1 0 0 0.12 0 0 DUPLICATE TRANSLATIONS 0 0.006 0 POINTS ALL: EXIST PTS: ADD 0.074 0.006 0 0.126 0.006 0 0.2 0.006 0 DUPLICATE TRANSLATIONS 0 0.006 0 POINTS 选择需要复制的四个点 (右键确定) 3
(2)连线,生成二维模型如下图(1)所示: (3)二维网格划分 运用AUTOMESH CURVE DIVISIONS FIX # DIVISIONS: #DIVISIONS4 APLLY CURVE DIVISIONS 选择图形中两个小三角形的边界,右键确定 运用SUBDIVIDE DIVISIONS x y z BIAS FACTORS x y z CURVES 4
对其余的边线进行网格划分。 为了使网格划分更加规则,复制两上下边上的节点到板的中心,得到下图:
下面进行网格划分。网格划分结果如图3所示。 AUTOMESH 2D PLANAR MESHING QUAD MESH!
二维面网格划分完成后,得到下图: 5
下面需要扩展为三维体网格 EXPAND TRANSLATIONS 0 0 0.002 REPETITION 25 ELEMENT ALL:EXIST RETURN SWEEP: ALL RETURN RENUMBER: ALL
得到的三维实体网格如下图所示: 6
SELECT ELEMETS:SETTING STORE SET1 选择焊道单元,确定 ELEMETS:SETTING STORE SET2 选择焊道单元,确定
2. 施加材料性能 MATERIAL PROPERTIES ISOTROPIC YOUNGER’S MODULUS 2.1E11 POISSON’S RATIO 0.33 MASS DENSITY 7800 PLASTICITY:ELASTIC-PLASTIC INITIAL YIELD 2.5E8 RETURN THERMAL EXP. 1.2E-5 RETURN 7
RETURN 如图所示: HEAT TRANSFER CONDUCTIVITY 40 RETURN SPECIFIC HEAT 500 RETURN MASS DENSITY 7800 RETURN 如图所示:
ADD ALL: EXIST RETURN RETURN 以上认为母材和焊道单元的材料性能是一样的。 8
3. 建立焊接路径 MODELING TOOLS WELD PATHS NEW(weldpath1) PATH INPUT METHOD NODES:ADD 在模型上,利用节点法,选择起弧点和节弧点。 ORIENTATION INPUT METHOD NODES ADD 并选择三角形直角顶点上的点。 两条焊缝都要定义。 NEW(weldpath2) PATH INPUT METHOD NODES:ADD 在模型上,利用节点法,选择起弧点和节弧点。 ORIENTATION INPUT METHOD NODES ADD 并选择三角形直角顶点上的点。
4. 建立焊道 WELD FILLERS NEW ELEMENTS ADD SET SET1 NEW ELEMENTS ADD SET SET2
5. 施加边界条件
1焊接温度场的边界条件
BOUNDARY CONDITIONS NEW THERMAL MORE VOLUME WELD FLUX FLUX POWER 2600 EFFICIENCY 0.7 9
WIDTH 0.006 DEPTH 0.005 FORWARD LENGTH 0.003 REAR LENGTH 0.015 VELOCITY 0.002 WELD PATH Weldpath1 ELEMENT Add ALL:SET SET1 OK (apply1)
NEW THERMAL MORE VOLUME WELD FLUX FLUX POWER 2600 EFFICIENCY 0.7 WIDTH 0.006 DEPTH 0.005 FORWARD LENGTH 0.003 REAR LENGTH 0.015 VELOCITY 0.002 10
WELD PATH Weldpath1 ELEMENT Add ALL:SET SET1 OK (apply2)
NEW RETURN FACE FILM FILM COEFFICIENT 40 SINK TEMPERATURE 20 RETURN FACES ADD 框选法确定所有外表面。
2 焊接应力场的边界条件 NEW MECHANICAL FIX DISPLACEMENT DISPLACEMENT X NODES ADD 选择上搭接板上的节点,确定 (apply4) NEW MECHANICAL FIX DISPLACEMENT DISPLACEMENT Y NODES ADD 选择下搭接板上表面的节点,确定 (apply5) NEW MECHANICAL FIX DISPLACEMENT DISPLACEMENT Z NODES ADD 选择下搭接板下表面的节点,确定 (apply6)
6. 设置工况 1 定义焊接过程 LOADCASES NEW(loadcase1) COUPLED QUASI-STATIC 11
LOADS:点掉apply2 CONVERGENCE TESTING DISPLACEMENTS RELATIVE DISPLACEMENT TOLERANCE 0.1 MAX ERROR IN TEMPERATURE ESTIMATE 30 RETURN TOTAL LOADCASE TIME 25 CONSTANT TIME STEP PARAMETERS #STEPS 25 OK OK NEW(loadcase2) COUPLED QUASI-STATIC LOADS:点掉apply1 CONVERGENCE TESTING DISPLACEMENTS RELATIVE DISPLACEMENT TOLERANCE 0.1 MAX ERROR IN TEMPERATURE ESTIMATE 30 RETURN TOTAL LOADCASE TIME 25 CONSTANT TIME STEP PARAMETERS #STEPS 25 OK OK 2 定义冷却过程 NEW QUASI-STATIC LOADS:取消apply1 apply2 CONVERGENCE TESTING DISPLACEMENTS RELATIVE DISPLACEMENT TOLERANCE 0.1 MAX ERROR IN TEMPERATURE ESTIMATE 30 OK TOTAL LOADCASE TIME 5000 ADAPTIVE: TEMPERATURE PARAMETERS MAX #INCREMENTS 500 INITIAL TIME STEP 1 OK OK