冷凝器焊接作业指导书
1.项目概况
本工程为阜新煤矸石热电有限公司煤矸石热电厂4×135MW新建工程安装的两台凝汽器。凝汽器为南京汽轮发电机(集团)有限责任公司生产,型号为N-8000-1型。装配好后,无水时凝汽器重量为170T,凝汽器正常运行时的水重为260T,凝汽器由接颈、壳体、前后水室、集水箱以及凝汽器附件等主要部套组成。本凝汽器为对分、双流程、淡水冷却表面式凝汽器。由于凝汽器尺寸较大,受到运输限制,因此凝汽器在现场组装。每台冷凝器分左右两部分,每部分又分为喉部/上部和下部,凝汽器冷却水管胀焊,各部分之间及冷凝器与低压缸之间全部采用焊接结构。
2.编制依据
2.1施工/验收规范及引用资料
《电力建设施工及验收技术规范》汽轮机组篇(DL5011-92)
《火电施工质量检验及评定标准—焊接篇》(1996年版);
《电力建设安全工作规范》(火力发电厂部分)DL5009.1-92;
《焊工技术考核规程》DL/T679-1999
《火力发电厂焊接技术规程》DL/T869-2004
2.2图纸资料
冷凝器厂方提供的设备图纸
2.3公司下发的管理体系文件
《管理手册》
《质量/环境/职业安全卫生程序文件》
《质量/环境/职业安全卫生管理体系作业文件》
3.工程机械及器具
ZX7-400S逆变电焊机6台
钛管焊机2台
4.施工人员配备情况及注意事项
施工人员配备
施工负责人迟庆凯
技术负责人曲兆成
质量负责人曲兆成
安全负责人宋兆坤
班长迟庆龙
焊工6人
4.1所有参加作业人员需经过三级教育、考试合格、熟悉《电力建设安全操作规程》;
4.2施工人员必须经过技术及安全交底,施工人员要熟悉图纸及焊接作业指导书的内容;
4.3从事此项工作应配备经验丰富、责任心强的高素质施焊人员;
4.4职如遇到问题及时与技术员沟通,不许自作主张、盲目施工;
4.5所有施焊人员必须持证上岗。
5.工艺流程
审核焊工资格→技术交底→焊前工器具准备→签发焊接任务书→领焊接材料→检查坡口及对口状态→点焊打底→检查打底质量并修整→层间焊接并清理→盖面焊接、清理、修整、表面检查→焊口检验
6.施工过程
6.1对焊工进行技术、质量、安全交底;
6.2根据图纸要求选用E5015φ3.2和φ4.0的电焊条,并对电焊条进行烘干;
6.3 焊接施工应采取中心对称、分段退焊的焊接工艺;焊接前严格检查装配质量,以确保坡口尺寸及整体尺寸符合图纸要求;
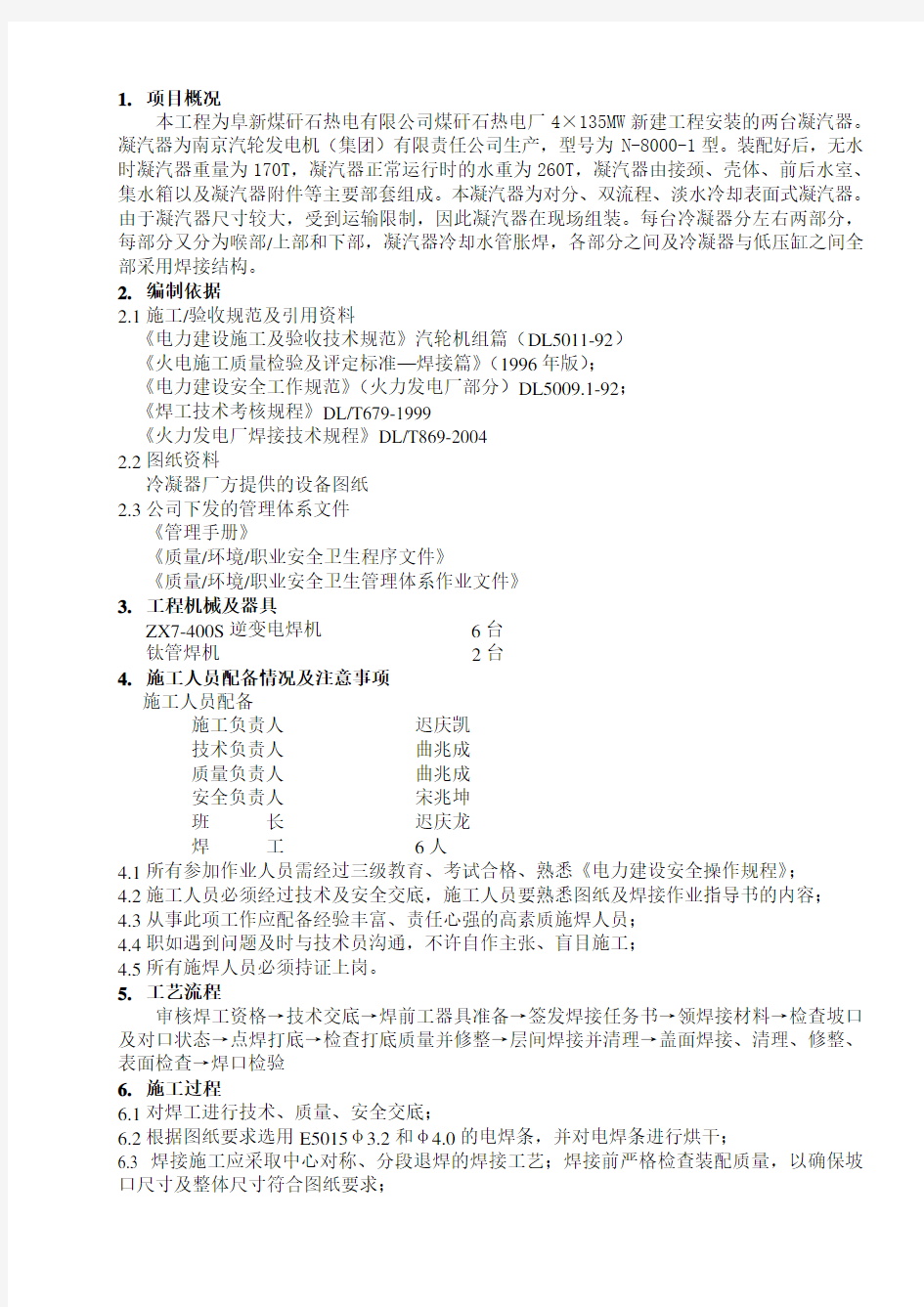
6.4在冷凝器上下左右体安装时,其定位焊应采取正常焊接时的焊接工艺,焊缝长度以100mm 为宜,定位焊缝间距为700mm;正式焊接时应将定位焊缝融化,多层多道焊时接头应错开。
4(一)152636352411(二)42536362514
6.4.1冷凝器喉部与低压缸连接
1)用4块表监视低压缸下车室防止在焊接过程中轴向和径向位移; 2)焊缝采取多层多道焊接为宜,焊接顺序为分段退焊法,如图所示;
3)在焊接过程中多人对称焊采用相同焊接电流,焊条直径、焊接速度及焊缝厚度要一致; 4)在喉部连接焊的焊接时应有专人统一指挥,统一施焊。
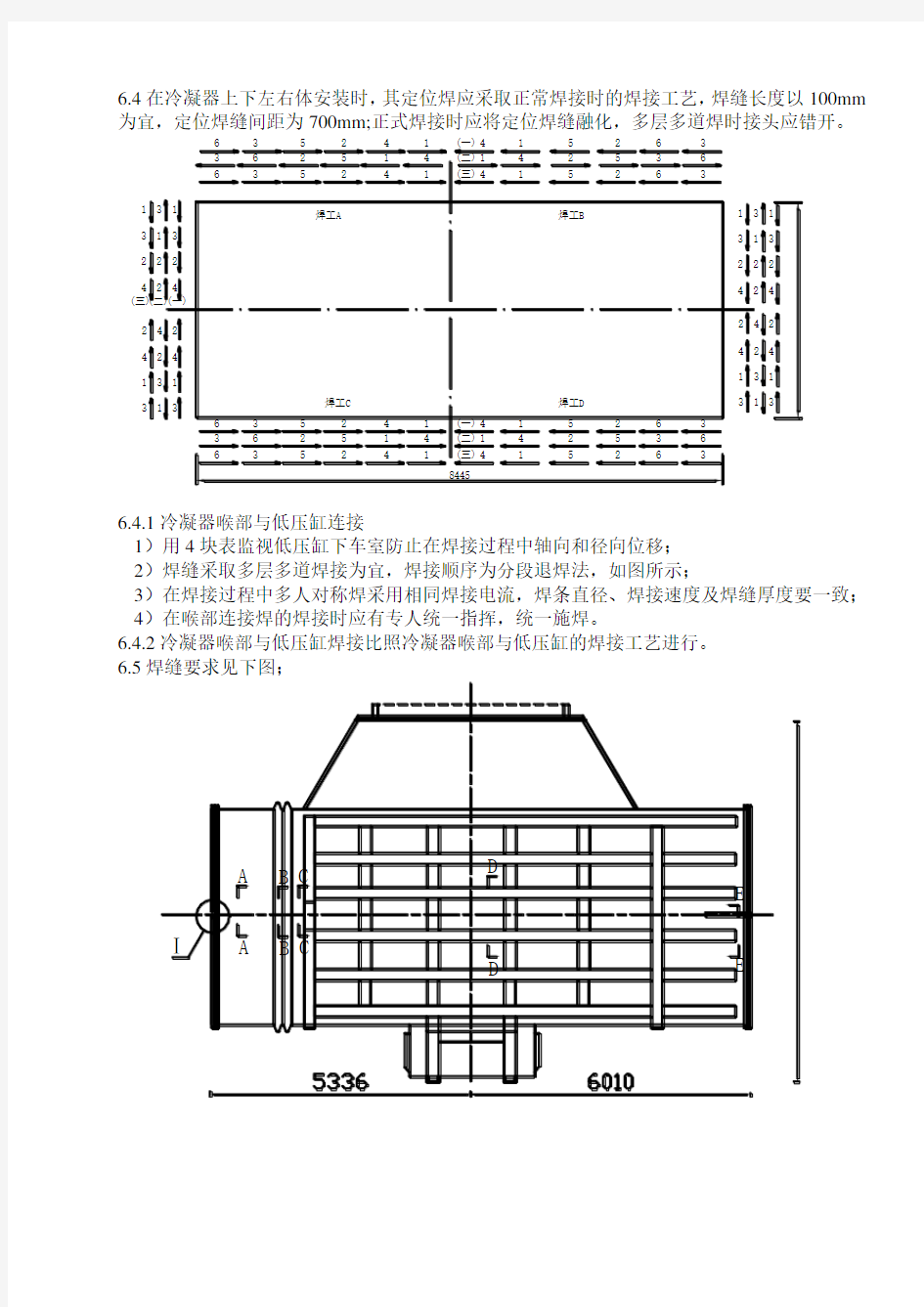
6.4.2冷凝器喉部与低压缸焊接比照冷凝器喉部与低压缸的焊接工艺进行。 6.5焊缝要求见下图;
C-C A-A D-D
B-B
E-E
Ⅰ
6.6排气接管与凝汽器焊接图,见下图;
6.7水室与管板焊接详图,见下图;
6.8水室隔板与管板焊接详图,见下图;
6.9循环水进出口与水室短管连接详图,见下图;
2
2
6.10左右壳体拼接略图,见下图;
6.11不锈钢管焊接
6.11.1在全部不锈钢管胀管结束后,进行不锈钢管焊接。先在试胀管板上进行焊工培训,
合格后进行正式焊接,焊接时要经常检查,发现问题及时处理。
6.11.2焊缝外观检查合格后,进行着色检查应符合质量标准。
6.11.3焊接顺序应采用跳焊法,先焊接第一排第1、3、5、7、9、11、13……。待第一排
奇数焊接完后再焊接第一排第2,4,6,8,10,12……,直至完全焊完第一排,然后开始焊接第二排,第三排等等。焊接过程中,发生焊接异常应中断焊接,重新清理焊口,调整参数后,再继续焊接。
焊缝表面应均匀、美观、呈鱼鳞状,焊缝余高不大于 0.5mm。焊缝表面不允许有裂纹、气孔、未熔合、焊偏、管翻边等缺陷,焊缝表面颜色不允许出现紫色、蓝色、灰色、金黄色。
6.11.4焊缝有较严重缺陷时,应将缺陷部分彻底铲除后,用重复熔化方法来清除焊接缺陷。
不锈钢管焊接示意图
7.施工质量控制
7.1焊缝尺寸应符合图纸及规范要求;
7.2管子的坡口形式应按设计图纸规定加工。如无规定时,坡口的型式和尺寸应按能保证焊接质量、填充金属量少、改善劳动条件、便于操作、减少焊接应力和变形等原则选用。
7.3焊件在组装前应将焊口表面及附近母材内、外壁的油、漆、垢、锈等清理干净,直至发出金属光泽。清理范围:焊口每侧各为10~15mm。
7.4焊口的局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物。
7.5焊条应存放于干燥、通风良好、温度大于5℃,且相对空气湿度小于60%的库房内。焊条使用前应按其说明书要求烘焙,重复烘焙不得超过两次。
7.6禁止用强力对口,更不允许利用热膨胀法对口,以防引起附加应力。
7.7焊接场所应采取防风、防雨等措施。
7.8焊接时环境温度必须保证不低于-10℃。
8.施工过程安全保证措施
8.1进入施工现场必须戴好安全帽,帽带系好。
8.2两米以上为高空作业必须扎好安全带并挂在牢固之处。
8.3遇有六级及六级以上大风或恶劣气候时,应停止露天高处作业。
8.4在光线不足及夜间工作场所应有足够的照明。
8.5进行焊接、切割工作时,操作人员应穿戴专用工作服、绝缘鞋、皮手套等符合专业防护要求的劳动防护用品。
8.6必须注意检查工作地点周围的安全状态,有危及安全的情况时,必须采取积极防护措施。
8.7在使用角向磨光机打磨焊口时,戴好白光眼镜,要注意用力,以防碰伤。
8.8在合或关电焊机电源时,必须戴好绝缘手套,脸部不准正向电源开关。
8.9焊接工作结束后,必须切断电源,并检查工作场所周围及防护措施,确认无起火危险后方可离开。
9.环境控制
9.1在邻近施工区域的方便地点设置有标识的废弃物存放容器,并做好防雨、防漏、防火等措施、废弃物的存放应按类别分别存放,做好管理工作。
9.2施工前应将施工所有的各种消耗性材料、周转性材料根据实物量的大小准确计算出使用量,并制定相应的节能降耗办法及目标。施工过程中对各项材料、工器具等的发放均应按照标准执行,严格控制材料等的浪费现象,以节约成本。
9.3现场施工过程中,对本地施工区域中的有可能对周边环境造成污染基危害的施工区域进行遮挡或隔离。如电火焊施工等。
10.防护措施
在焊接过程中,掉下来的焊渣易将下面的物品或人烫坏、烫伤,因此在焊接过程中,在下面设专人监护,物品用防火毯覆盖。
11.预防措施
在冷凝焊接过程中容易使设备产生变形,为防止这种现象发生,应采取如下措施:
A)选择高素质的焊工进行施焊。
B)在施焊前对焊工进行质量交底、施工过程交底等。
C)采取对角焊接形式。
D)采取先间隙焊,后满焊的方法。
安全技术措施IW08-02
施工作业项目危险点预测 IW08-03
作业技术、安全联保交底记录 IW08-04
环境因素控制表IW08-05