特殊过程确认表格模板(模板)
特殊过程能力确认表

温度
pH
电流密度
槽电压
时间
试验情况与结论(可附试验报告):
产品型号
零(部)件代号
零(部)件名称
批次
镀覆要求
验证项目
要 求
验证方法
结 论
试验报告编号
备注
□镀层外观
□合格□不合格
□镀层结合力
□合格□不合格
□镀层耐蚀性
□合格□不合格
□镀层厚度
□合格□不合格
□镀层孔隙率
□合格□不合格
□镀层可焊性
□合格□不合格
□距上一次全面确认超岗位资格证有效期
操作证编号
操作证有效期
操作人员经培训上岗,有上岗证与操作证。
设备、仪器仪表:
名称
型号
编号
有效期限
备注
工作介质:
主要工序名称
化学成分
化学名称
分子式
含量g/L
主要工艺参数及工艺方法:
作业指导书
□是□否
文件号
文件名
参数要求
实际参数
□
□
□
检验员:(盖章) 日期:
能力确认结果:
对各项性能进行检测,相关指标符合要求,表明:采用该工艺能够满足相关技术要求,能力得到确认。
结论:□合格 □不合格
编制
会
签
技术质量部
审核
综合保障部
批准
科研管理部
XXX特殊过程能力确认表
过程名称或工序名称
确认时机:
□首次确认
□变更确认
□再确认
□人员变更以及上岗证到期
□新生产设备、监视与测量设备使用
□生产设备、监视与测量设备即将超出有效期及维修更换
特殊过程确认记录表格模板JL

□需要整改后重新确认。
□重新确认合格。
确认人:日期:
2015年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
特殊过程确认记录表
特殊过程名称:焊接工序
所在部门:2车间
确认项目
确认结果
1.从业人员是否经过培训合格
该岗位人员全部培训合格。
2.如需使用设备的名称,该设备是否符合要求
AX21型焊接机器人、NBC型二氧化碳保护焊机符合要求。
3.作业指导书名称,该作业指导书是否符合要求
《AX21型焊接机器人操作规程》、《二氧化碳保护焊操作规程》符合要求。
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
焊接巡检记录、焊接件成品检验记录,合理。
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:王明强确认日期:2013年1月12日
如确认不合格,经过整改后再次确认的结论:
特殊过程设备及人员能力确认表
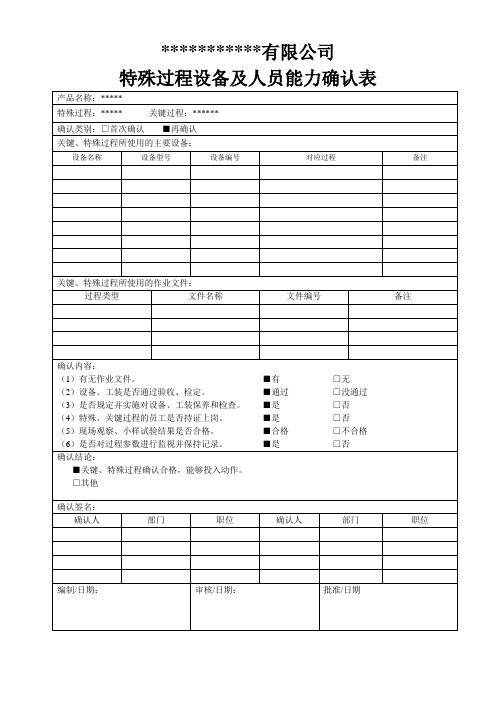
确认签名:
确认人
部门
职位
确认人
部门
职位
编制/日期:
审核/日期:
批准/日期
***********有限公司
特殊过程设备及人员能力确认表
产品名称:*****
特殊过程:*****关键过程:******
确认类别:□首次确认■再确认
关键、特殊过程所使用的主要设备:
设备名称
设备型号
设备编号
对应过程
备注
关键、特殊过程所使用的作业文件:
过程类型
文件名称
文件编号
备注
确认内容:
(1)有无作业文件。■有□无
(2)设备、工装是否通过验收、检定。■通过□没通过
(3)是否规定并实施对设备、工装保养和检查。■是□否
(4)特殊、关键过程的员工是否持证上岗。■是□否
(5)现场观察、小样试验结果是否合格。■合格□不合格
(6)是否对过程参数进行监视并保持记录。■是□否
确认结论:
■关ቤተ መጻሕፍቲ ባይዱ、特殊过程确认合格,能够投入动作。
特殊过程确认记录表 --。采购审批确认记录表
特殊过程确认记录表 --。
采购审批确认记
录表
1.项目信息
项目名称:
项目编号:
项目经理:
申请人:
审批人:
日期:
2.特殊过程说明
在项目的采购过程中,存在一些特殊的采购需求或流程,需要进行额外的审批确认。
以下是本次特殊过程的具体说明:
3.采购审批确认记录
特殊过程名称 | 特殊过程说明 | 采购审批确认人 | 审批日期 |
4.备注
在特殊过程确认过程中的相关补充说明:
以上为《特殊过程确认记录表 --。
采购审批确认记录表》的模板。
您可以根据实际情况填写项目信息、特殊过程说明和采购审批确认记录。
根据项目的具体要求,添加或删除相应的列。
请确保记录准确、清晰,并在需要时提供相关备注信息。
请注意,本文档仅作为参考,具体内容和流程需要根据实际情况进行调整。
特殊过程确认记录表

确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2010年确认结论:
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确பைடு நூலகம்人:日期:
2011年确认结论:
该过程需要的记录是否合理如有记录写明记录名称首末件检验记录过程产品检验记录合理
特殊过程确认记录表
特殊过程名称:硫化
所在部门:
确认项目
确认结果
1.从业人员是否经过培训合格
合格
2.如需使用设备的名称,该设备是否符合要求
见设备确认记录
3.作业指导书名称,该作业指导书是否符合要求
符合
4.该过程需要的记录是否合理
□确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:
关键、特殊过程确认评审表

部门
职位
确认人
部门
职位
编制/日期: 编制/日期: 批准/日期:
关键/特殊工序确认评审表
编号:Z/SB·C-38-2020-001版本:01
产品型号:
产品名称:
关键/特殊工序名称:
确认关键/特殊工序作业人员:
关键/特殊工序检验人员
关键/特殊工序所使用的主要设备、工装:
设备、工装编号:
关键/特殊工序所使用的作业指导书:
确认内容:
1、有无作业指导书; □有 □无
2、设备、工装是否通过验收、检定; □通过 □没通过
3、是否规定并实施对设备工装的保养和检查; □是 □否
4、特殊工序的员工是否持证上岗; □是 □否
5、现场观察、小样试验结果是否合格; □合格 □不合格
6、是否对工序参数进行监视并保持记录; □是 □否
确认结论:□关键/特殊工序确认合格,能够投入运作。□其他:
特殊过程确认表(隐蔽工程施工)1

编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制和记录,能够满足该过程监视与测量的要求。
确认人员:庞康满
确认结论:
经过确认,该过程可以得到有效控制。监视与测量结果符合规定要求。若该过程相关因素出现变化,按此程序再确认。
审批人员:赵党
特殊过程确认表
过程名称
隐蔽布线
确认时间
2017.11.21
人:
该过程操作人员周记东,经过公司相关部门的培训,且上岗前经过测试合格,实际操作中能够胜任,可以满足软件编码要求。
确认人员:龙冰
机:
该过程设备工具为电锤HD-22V、冲击钻DFS-220V、手枪钻Q/L-01-220V、角磨机BS/1-220V,每个月都进行定期进行保养与维护,且开机都经运行正常后方才使用,能够满足过程要求。
确认人员:庞康满
料:
本过程所需材料均由合格供应商提供,公司编制了《进货检验规范》对每批来料进行检验,确保该过程得到控制。
确认人员:陈秀娟
法:
该过程编制了相关作业指导文件,能够规范本过程的操作。能够满足过程的需要。
确认人员:庞康满
环:业需要。
确认人员:庞康满
ZS140.2021年特殊过程确认表(软件编码)

确认结论:
经过确认,该过程可以得到有效控制。监视与测量结果符合规定要求。若该过程相关因素出现变化,按此程序再确认。
审批人员:赵党
确认人员:林民豪
料:
本操作过程无需采购原材料。
确认人员:陈秀娟
法:
该过程编制了《软件设计开发作业指导书》作为作业指导文件,能够规范本过程的操作。能够满足过程的需要。
确认人员:林民豪
环:
公司内编码程序员的办公环境环境明亮、通风适宜,能够满足作业需要。
确认人员:龙冰
测:
编制了该过程的监视与测量方法,建立了该过程的监视和测量表格,监视与操作人员能按规定的要求与方法进行监视、测量、控制和记录,能够满足该过程监视与测量的要求。
特殊过程确认2017.11.30
人:
该过程操作人员林民豪,经过公司相关部门的培训,且上岗前经过测试合格,实际操作中能够胜任,可以满足软件编码要求。
确认人员:龙冰
机:
该过程设备工具为联想电脑,每个月都进行定期杀毒以及系统检测,日常进行保养与维护,且开机都经运行正常后方才使用,能够满足过程要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特殊过程能力确认表
生产单位xxxxxx石油钢管有限公司产品名
称
xxx海底管线
确认过程工艺试验确认日
期
2010年12月20号
设备型号GWH1460/12000 精度等
级
设备精度检测结果:
人员资格要求埋弧自动焊Ⅰ级实际等
级
埋弧自动焊Ⅰ级
过程确认要求:
过程参数选择(1)温度:≥-10℃(6)焊接电流:
(2)时间:2010年12月20
号
前丝:DC:750±45A;中丝:AC:450±
45A
(3)压力:常压后丝:AC:450±45A
(4)真空度:--/-- (7)电弧电压:
(5)产品特性:产品质量特
性
前丝:DC:40±2V;中丝:AC:40±2V
(拉伸性能、弯曲性能、低温
冲击韧性)
后丝:AC:40±2V
(8)焊接速度:150±15cm/min
试验结果:
确认的过程参数(1)温度:0℃(6)焊接电流:
(2)时间:2010年12月20
号
前丝:DC:440A;后丝:AC:560A (3)压力:常压后丝:AC:560A
(4)真空度:--/-- (7)电弧电压:
(5)产品特性:--/-- 前丝:DC:40V;后丝:AC:41V
后丝:AC:42V
(8)焊接速度:151cm/min
确认结论:
确认人员:
特殊过程能力确认表
产品型号X56MO600×200×12.7产品名称
特殊过程名称
确认类型□首次确认;□再次确认,再次确认原因:
确认主持人确认时间确认地点
特殊过程使用的主要设备、工装:
编号名称编号名称编号名称
1 3
2 4
特殊过程使用的作业指导书:
文件号文件名称文件号文件名称
确认的内容:
(1)有无作业指导书?□有;□无
(2)设备、工装是否通过验收、检定?□通过;□没有通过
(3)是否规定并实施对设备、工装的保养和检查?□是;□否
(4)特殊过程的员工是否持证上岗?□是;□否
(5)是否对过程参数进行监视并保持纪录?□是;□否
确认结论:
□该特殊过程具备达到质量要求的能力,确认合格;
□该特殊过程在以下方面确认不合格:
确认人签名:
确认人部门职位确认人部门职位
编制编制日期
审核审核日期
批准批准日期。