ZJ112卷烟机供胶装置控制改进
ZJ112卷接机组卷烟纸和滤棒计量系统的设计

ZJ112卷接机组卷烟纸和滤棒计量系统的设计王金晨;马万强;张东生;王正灿;褚洪国;王生飞【摘要】为降低ZJ112卷接机组生产材料消耗,设计了一种卷烟纸和滤棒计量系统.该系统包括卷烟纸计量和滤棒计数两大模块,采用高速计数、多传感器配合、数据转换等技术实现卷烟纸和滤棒的单班次计量,计量数据由以太网上传至上位机,并通过InTouch写入Historian数据库.以ZJ112卷接机组生产"泰山(红将军)"牌卷烟为研究对象,对系统性能进行了测试,结果表明:①卷烟纸计量值与计算值最大相对误差值为0.059%,滤棒计数值与实际值相对误差为0,均符合设计要求;②通过对系统计量值进行分析,可以得到卷烟纸和滤棒单耗、停机消耗等数据,且卷烟纸单耗、滤棒单耗均与停机次数呈正相关关系.该系统为准确分析卷烟纸和滤棒消耗情况、提高设备作业率提供了技术支持.%In order to reduce the consumption of cigarette paper and filter rods in cigarette manufacturing,a metering system was designed for ZJ112 cigarette maker. The system included a cigarette paper metering module and a filter rod counting module,and adopted high-speed counting,multi-sensor coordination and data conversion technologies to quantify the consumption of cigarette paper and filter rods with in a shift. The quantity data were uploaded to a host computer and written into the Historian database through InTouch. The system was tested on cigarette brand"Mount Tai(Red General)"manufacturing,the results showed that:1)The maximum relative error between the metered value and actual value of cigarette paper consumption was 0.059%,and that of filter rods was 0. 2)The system facilitated to further analysis of the unit consumptions of cigarette paperand filter rods and their consumption at machine shutdown. It was found that the both unit consumptions were positively correlated to the times of machine shutdown. The system provides technical supports for analyzing cigarette paper and filter rod consumption accurately and promoting machine efficiency.【期刊名称】《烟草科技》【年(卷),期】2018(051)003【总页数】7页(P101-107)【关键词】ZJ112卷接机组;计量系统;消耗;卷烟纸;滤棒【作者】王金晨;马万强;张东生;王正灿;褚洪国;王生飞【作者单位】山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号 250104;山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号250104;山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号250104;山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号250104;山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号250104;山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号250104【正文语种】中文【中图分类】TS433随着烟草行业“降本增效”要求的提出,卷烟生产过程中的材料消耗越来越受到关注。
ZJ19XG卷烟机组胶枪控制的改进

Z 1XG 卷烟机组胶枪控制 的改进 J9
林 泉
( 南 中烟 安 阳卷烟 厂 , 河 河南 安 阳 4 5 0 ) 5 0 0
摘 要 :J9 z 1XG 卷 烟 机 组是 帕希 姆 系 列 中的 较 新机 型 , 机 组 生 产性 能稳 定 , 备 功 能 先 进 , 存 在 着 控 制 系统 部 分 功 该 设 但
图 1 胶 枪 迟 滞 断胶 造成 的后 果
2方 案设计
改 进后 的胶枪 控 制 系 统应 能 实 现无 迟 滞 即 时 断 胶 , 且不 影 响其 它设 备 控 制功 能 , 时不 改变 并 同
收 稿 日期 : 0 1 0 — 5 2 1 — 9 1
程 序数 据库 中分离 出胶枪 断 胶信 号 , 耗工 费 时 ; 即 便 能找 到 , 然改 动极 有 可 能造 成 不 确定 后 果 ; 贸 改 用 运行 速率更 快 的 P C系统 。 L 当前 条件 尚不 具备 。 因此 , 合考 虑 , 定从 外 围人手 , 综 决 进行 胶枪 控 制 线路 的改 造 。即 当“ 盘纸 断 ” 机信 号 出现时 , 停 改 进 后 的胶 枪 控制 线路 能 在 第 一 时间 将 “ 枪 供 胶 胶 阀 ” 能信 号断 开 , 现胶枪 即时断胶 功 能 。 使 实 依据设备生产 实际 , 并考虑 Z 1X J9 G卷烟机组 不 同 的工作状 态 , “ 将 断纸 ” 机信 号 和“ 动供胶 ” 停 手 T
22 软件层 面提 高该 信号 如 的 中断优 先 级 , 或改 用运 行速 率 更快 的 P C系 统 , L 即能 使胶 枪断胶 滞 后 的情 况得 到有 效改 善 。然 而 , 在 现有 用户 级 技术 条 件 下 .要 从 庞 大繁 杂 的原 机
卷烟机自动供胶系统的设计和应用

卷烟机自动供胶系统的设计和应用发布时间:2022-09-16T03:47:23.901Z 来源:《中国建设信息化》2022年10期作者:谢红俊[导读] 卷烟机胶缸位于卷烟机上方,人工加胶作业存在安全隐患,且加胶过程会影响胶液质量。
谢红俊河南中烟工业有限责任公司驻马店卷烟厂河南省驻马店市 463000摘要:卷烟机胶缸位于卷烟机上方,人工加胶作业存在安全隐患,且加胶过程会影响胶液质量。
自动供胶系统采用电控与气动相结合的方式实现胶缸胶液的自动添加,具有手动和自动两种工作模式。
装置的使用,消除了加胶作业中的安全隐患,确保了胶液质量。
1.存在问题在卷烟生产工艺中,卷烟机盘纸粘接用白乳胶由位于卷烟机组上方的乳胶胶缸供给,根据生产情况,乳胶胶缸加满胶后,可供卷烟机生产约3个小时,乳胶用完后,需要人工为乳胶胶缸加胶。
加装乳胶时,操作工需要登上设备顶部,站立在设备顶部进行加胶作业,作业高度接近3米,操作人员为卷烟机胶缸加胶的作业过程中存在跌落的安全隐患。
卷烟机人工供胶的作业方式明显不符合“现场零隐患”的工作要求,为消除该安全隐患,改进卷烟机的供胶方式,保障操作工供胶作业的安全迫在眉睫。
卷烟机乳胶胶缸人工供胶的作业方式,除了存在安全隐患外,还对卷烟机的盘纸涂胶造成一定的影响,影响烟支的产品质量和设备的有效作业率。
人工供胶时,操作工需要打开胶缸盖,会有一定的粉尘进入胶液,同时,胶液裸露在空气中,也会产生一定的干结。
卷烟机盘纸涂胶时,粉尘或干结的胶液会导致卷烟纸涂胶不均匀,造成烟支搭接不良等质量缺陷,严重时会造成线条爆口,爆口烟条不能进入下步工位导致设备停机,降低卷烟机组的有效作业率。
2.改进方法卷烟机盘纸胶缸人工供胶的作业方式,需要操作工站立在卷烟机机架顶部,存在安全隐患。
且加胶过程中的粉尘和乳胶干结,影响卷烟机的产品质量和设备有效作业率。
为消除加胶过程中存在的安全隐患并降低加胶作业对产品质量和设备有效作业率的影响,需要开发出一套卷烟机乳胶胶缸自动供胶装置,使加胶作业操作人员作业位置由卷烟机机架顶部作业改为地面作业,并减少加胶过程中胶液与空气的接触时间。
ZJ17卷接机组封闭式自动供胶装置的改进研究
ZJ17卷接机组封闭式自动供胶装置的改进研究ZJ17卷接机组为常德烟机生产的7000支卷烟生产设备,是国内卷烟生产企业的主力机型。
从2011年10月起,我公司陆续引进了12台ZJ17机组,成为卷包车间的主要卷接机型。
ZJ17卷接机组运行的稳定性将直接影响卷包车间的“产、质、耗”。
现ZJ17卷接机组的供胶,搭口胶采取重力式供胶方式,胶桶布置于SE卷接机上方,采用开放式人工注胶方式加胶。
接装胶采用泵送式供胶,位于MAX接嘴机后方。
均采用开放式人工注胶方式加胶。
ZJ17整个供胶系统在使用中存在维修频率高,换件费用大、保养难度高等问题。
①加胶工劳动强度高,存倾倒风险搭口胶采用重力式供胶,胶桶位置较高达到1.6米,加胶时需要人工扛起12.5KG的胶桶,往桶内注胶,跨度高,劳动强度大。
接嘴胶位于MAX接嘴机后方,虽采用泵送供胶,但桶身也高达1.4米,操作跨度也较高。
同时由于接嘴胶用量较大,加胶频次约为搭口胶的两倍。
在人工操作注胶过程中极容易将胶液倾倒到设备表面,造成设备脏污。
1.1 一天(四班)生产加胶频次、数量统计类别加胶频次(次·台/天)加胶量(台/天)搭口胶850KG接装胶8125KG合计16175KG从上表可以看出,单台设备一天的计加胶频次达16次,加胶量为175KG,车间12台设备加胶频次达192次,加胶量达2100KG,加胶工的的劳动强度较高。
②缺乏胶液实时监测,容易发生胶桶内无胶、少胶造成烟支质量缺陷搭口胶注胶过程中,胶液液位需通过人工确认,设备生产过程中,也需要人工时刻关注避免胶液干涸,进而造成烟支在生产过程中发生质量问题,造成烟支暴口的质量缺陷。
同样接嘴胶注胶过程,胶液液位也需要通过人工确认,由于接嘴胶位于设备后部,在使用过程中无法及时的观察胶液液位,存在胶液干涸时会造成胶缸中缺少胶液,水松纸无胶、少胶、造成烟支搓接不良、烟支漏气、掉头的安全隐患。
③胶液易风干、易受污染、影响设备正常运行搭口胶与接嘴胶胶桶均为非封闭式,清扫保养过程中,烟丝、烟末会飞入胶桶内部,污染胶液。
ZJ17卷烟机重量控制装置的改进

ZJ17卷烟机重量控制装置的改进国产ZJ17卷烟机是目前国内卷烟工厂的主力机型,是由常德烟机公司在消化、吸收进口PROTOS70卷烟机的基础上研发而成,具有产品质量稳定、运行效率较高的优点,但也存在着烟支重量标偏较大、较难控制的不足。
为解决ZJ17卷烟机生产的烟支单支重量标准偏差大的问题,通过研究ZJ112、ZJ116、PROTOSM5、M8烟支重量控制的相关技术,对ZJ17卷烟机重量控制机构进行了改进。
标签:ZJ17卷烟机;重量控制装置;改进1、前言对卷烟生产企业来讲,卷烟单支重量标准偏差,作为衡量企业卷制过程烟支质量与卷烟设备运行控制精度的情况的一个重要指标,直接反映加工过程中卷烟重量的波动情况或均匀性,不仅影响空稀头、竹节烟等卷烟外观质量,也影响产品内在质量卷烟吸阻、硬度等物理指标的稳定,更影响卷烟吸味消费者吸食的口感感官质量的稳定性和一致性,同时更关乎烟丝损耗等消耗指标的完成。
2、ZJ17卷烟机烟支重量控制原理国产ZJ17卷接机重量控制系统由扫描装置、重量控制单元和执行机构3个部分组成。
其工作原理是:利用扫描装置内放射源发出的射线对烟丝的密度进行检测,烟丝吸收射线的多少随着烟条内烟丝密度的变化而变化,检测到的数值反馈到重量控制单元,经记录分析后与预设在重量控制单元内的标准进行比较,再将不同的结果发信号到平准器电机,由其控制平准器的上下移动来达到控制烟丝密度及重量的目的。
影响ZJ17卷烟机烟支重量标偏的因素较多且复杂,如烟丝的含水率、长丝率、烟丝填充值等。
在设备性能、参数不变的情况下,不同结构、不同填充值的烟丝,产生的重量标偏都是不同的。
在此介绍对卷烟机供丝系统及烟支成型系统的调整和改造,由此降低烟支重量标偏。
3、问题分析目前ZJ17卷烟机设计的劈刀装置在运行的过程中存在笨重、运动不灵活,电机传递路径远,反应迟钝,控制会出现滞后的现象;劈刀上下摆动会出现烟丝在未劈断之前由于劈刀向下运动而将烟丝拉松或者拉掉的现象,同时也造成劈刀与烟丝束不平行,烟丝束剪切后会出现锯齿状,容易引起烟支重量发生变化。
降低ZJ112嘴棒接收机乱棒频次

降低ZJ112嘴棒接收机乱棒频次发布时间:2022-08-05T05:13:09.201Z 来源:《中国科技信息》2022年3月6期作者:代博兴刘展通刘冰[导读] 山东中烟工业有限责任公司青岛卷烟厂卷包车间有三组ZJ112卷接机组,代博兴刘展通刘冰山东中烟工业责任有限公司青岛卷烟厂,卷包车间山东青岛 266101摘要:山东中烟工业有限责任公司青岛卷烟厂卷包车间有三组ZJ112卷接机组,由于嘴棒接收机设计缺陷,经常造成嘴棒堵塞及乱棒现象,导致设备不能正常运行,有时还需人工加嘴棒,影响设备的有效作业率。
通过对卷烟机设备进行改造,有效降低了卷烟机因嘴棒乱帮造成的停机次数。
关键词:工艺提升;ZJ112卷接机组;设备优化Reduce the frequency of disorder of ZJ112 fliters acceptorDAI Boxing,LIU Zhantong,LIU BINGChina Tobacco Shandong Industrial Company Qingdao Cigarette Factory,Shandong Qingdao,266101 Abstract:There are three ZJ112 cigarette making machine in the workshop of Qingdao Cigarette Factory of China Tobacco Shandong Industry Co., LTD. Due to the design defect of the acceptor of the filters, the filters is often blocked and disorderly, which leads to the normal operation of the equipment. Sometimes, it is necessary to add filters manually, which affects the effective operation rate of the equipment. Through the transformation of cigarette machine equipment, effectively reduce the number of cigarette machine shutdown caused by the disorder of the filters.1.项目现状根据山东中烟泰山品牌的发展战略,“提结构、上水平”是我公司目前的主要任务,而我厂也将泰山的“提质增效”作为工作的重中之重。
组烟堆码装置在ZJ112卷接机组上的应用

组烟堆码装置在ZJ112卷接机组上的应用摘要:组烟堆码装置是一种用于卷接机组低位出烟方式的装置。
该装置结构简单,运行可靠,可维护性高,对烟支外观损伤很小。
本文主要阐述该装置在ZJ112卷接机组上的电气控制。
关键词:组烟堆码;ZJ112卷接机组;电气控制引言目前我公司生产的ZJ112机组组烟堆码装置均采用夹烟带输送的方式,该出烟装置有上下各2根窄齿形带将烟支夹持输出,其中的轴、带轮、输送带、轴承等易磨损,故障率较高。
该出烟装置在卷接机组高速运行时对烟支外观损伤较大,在机组启动和停止运行时易出现烟支堵塞故障。
一些烟厂对我公司生产的ZJ112机组也提出了增加组烟堆码装置的需求。
该装置是采用变频器系统驱动输出皮带轮来实现烟支输出的,而本文主要阐述如何使输出皮带在速度上和ZJ112机组相匹配,从而使烟支输出更流畅。
1.组烟堆码装置的原理及组成组烟堆码装置主要由输送鼓轮,传递鼓轮,组烟输出鼓轮,输送皮带和变频驱动系统组成。
将组烟输出鼓轮的槽分成N1组,每组有N2个烟槽,每个烟槽底部有2个负压孔,每组烟槽的负压孔的孔距依次递减,成V字形排列,配气座上对应的负压通道也成V字形状。
当出烟鼓轮转到设定好的出烟位置时,一组烟槽上的2N2个负压孔同时关闭,一组烟支(即N2支烟)同时下落,这样就实现了烟支柔性输出。
2.电气控制输送皮带采用独立的变频系统来驱动皮带轮的方式。
为了使皮带在机组运行特别是在加减速过程中传输烟支更平稳,那么就要使皮带的速度和机组的速度相匹配。
具体的控制方式:在PLC系统中编写相应的控制程序,通过算法计算出与机组相匹配的皮带速度,在将皮带驱动的使能信号传给变频器的同时也将速度信号以模拟量的方式送给变频器,变频器根据使能信号来决定是否驱动电机,再根据模拟量信号来调整电机的速度。
3.电气元器件的选择我们选择模拟量输出模块的时候选择和原系统品牌一致的模块。
而减速电机和变频器的选择是根据机械的负载来选择的,原则是电气功率应与机械负载相匹配或比机械负载大。
ZJ112型卷接机烟梗取样装置的研制
ZJ 112型卷接机烟梗取样装置的研制柴继存,韩伟中,何振坤(深圳烟草工业有限责任公司,广东深圳518109)摘要:根据生产要求,需要不定期从ZJ 112型卷接机VE 供丝烟梗回收部分,对回收的烟梗进行取样检测。
由于现场没有较 好的取样方式,给取样工作造成不便。
经过研究,通过借鉴液压、气压泵设备换向原理,设计出一套梗丝取样装置,较好地解决了取样问题,适合在该机型中推广使用。
关键词:ZJ 112卷烟机;烟梗回收;烟梗取样中图分类号:TS 43 文献标志码:B 文章编号:1002-2333( 2017 )07-0108-021现状概述检测梗签中烟丝的含量,即梗签含丝率,是烟支卷接 过程中的一项工艺要求。
我公司卷烟工艺规定,梗签含丝 率范围为1 %~4 %。
当梗签含丝率偏高时,维修人员应及 时调整卷接机设备,以减少烟丝的浪费。
根据这一生产工 艺要求,需要工艺员每月对每台设备进行取样检测,而生 产线长需要不定期进行检查。
而我公司现使用的ZJ 112型 卷接机,其VE 供丝烟梗回收部分未专门设计烟梗取样装 置,每次取样时需要手动拆除设备上的负压风管,再将烟 梗收集到一个胶桶中,然后进行挑选、称重。
操作过程繁 琐,收集时间较长,约为l h 。
经过了解,大多数卷烟工业 企业都是采用这种方式进行收集并检测的,问题较为普 遍。
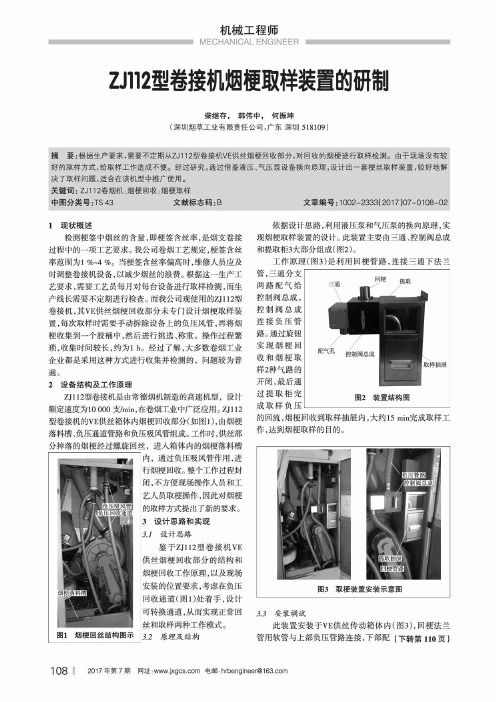
2设备结构及工作原理ZJ 112型卷接机是由常德烟机制造的高速机型,设计额定速度为10 〇〇〇支/min ,在卷烟工业中广泛应用。
ZJ 112 型卷接机的VE 供丝箱体内烟梗回收部分(如图1),由烟梗 落料槽、负压通道管路和负压吸风管组成。
工作时,供丝部 分掉落的烟梗经过螺旋回丝,进入箱体内的烟梗落料槽内,通过负压吸风管作用,进 行烟梗回收。
整个工作过程封 闭,不方便现场操作人员和工 艺人员取梗操作,因此对烟梗 的取样方式提出了新的要求。
3设计思路和实现3.7设计思路鉴于ZJ 112型卷接机VE 供丝烟梗回收部分的结构和 烟梗回收工作原理,以及现场 安装的位置要求,考虑在负压 回收通道(图1)处着手,设计 可转换通道,从而实现正常回 丝和取样两种工作模式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ZJ112卷烟机供胶装置控制改进
作者:李帅陈飞云刁维龙王晓华王东
来源:《科学导报·学术》2020年第74期
【摘要】为了解决ZJ112卷烟机MAX水松纸供胶装置清理胶缸后不能供胶的问题,针对目前挡车工使用白色纸条手动引胶操作繁琐,利用NE555定时器设计了一种自动供胶装置。
实践证明,自动供胶装置节约手动引胶时间10分钟,提高了劳动效率。
【关键词】卷烟机;供胶;NE555定时器
引言
ZJ112卷烟机是由PROTOS90S 发展的机型,其设计生产速度为10000 支/分。
这条生产线由VE100E 喂丝机、SE90E 烟条成形机和MAX90E滤嘴接装机组成。
ZJ112在进口设备基本配
置中附加了一些功能,从而能够以比PROTOS90S 更高的速度运行。
备件和磨损部件则大部分与PROTOS90S相同。
1问题分析
MAX水松纸上胶装置由B11M检测胶缸内胶水液位,如果胶缸内的胶位降至低点,胶泵立即工作,将胶水从胶桶内泵胶到胶缸中;如果胶缸内内的胶位升至高点,胶泵停止工作;如果胶缸的最低胶位未得到纠正,则显示报警信息:MAX 无胶水。
ZJ112卷烟机胶位控制存在设计上的缺点:B11M传感器只能识别距离适中的白色胶水液位,在胶缸无白色胶水时和胶位距离太近时无法正常工作。
目前,为保证胶缸内胶水质量,避免形成胶块,每班次生产前都要求彻底清理胶缸,清理后的胶缸底面为金属黑色,B11M传感器无法识别,不能自动供胶。
需要挡车工用白色纸条手动放置于B11M下方,此时传感器识别后胶泵工作,随后白色胶水进入胶缸底部,开始正常工作。
2自动供胶装置设计
为解决手动引胶操作费时问题,在原机MAX操作面板预留的圆孔安装一按钮,按下后胶泵立即工作,定时一段时间后胶泵停止,此时胶缸底部已经有白色胶水,B11M传感器开始正常工作。
为减少挡车工操作时间,利用NE555定时器设置时间,在设置的时间内供胶,定时时间到停止供胶,改为原车控制方式。
555定时器是美国Signetics公司1972年研制的用于取代机械式定时器的中规模集成电路,因输入端设计有三个5kΩ的电阻而得名。
此电路后来竟风靡世界。
自动供膠装置设计原理图如下:
由NE555定时器和外接定时元件R、C构成的单稳态触发器。
稳态时NE555电路输入端处于电源电平,内部放电开关管T导通,输出端3输出低电平,当按下按钮后有一个外部负脉冲触发信号加到2端,并使2端电位瞬时低于1/3VCC,低电平比较器动作,单稳态电路即开始一个稳态过程,电容开始充电,Vc按指数规律增长。
当Vc充电到2/3VCC时,高电平比较器动作,比较器翻转,输出端3从高电平返回低电平,放电开关管T重新导通,电容C上的电荷很快经放电开关管放电,暂态结束,恢复稳定。
具体到设备流程为:按下按钮后KA1得电,触点闭合T秒时间,利用KA1的触点在原卷烟机胶水液位传感器B41M输出信号并联一路信号进PLC,接线图如图2所示,KA1、KA2、D2为增加器件,在清理胶缸后传感器不能识别时,并联旁路导通,胶泵工作;随着胶水液位的提升B11起作用,KA2得电,附加并联旁路断开,原机信号进PLC,开始正常工作。
最小定时T=1.1RC=1.1*0.3*22=7.26
最大定时T=1.1RC=1.1*0.8*22=19.36
调整电位器可调整延时时间,顺时针缩短时间,逆时针加大时间。
3结束语
自动供胶装置在现有卷烟机的基础上,提出了通过加装定时器实现自动供胶,缩短了操作时间,降低了劳动强度,适用于多个机型卷烟机,在实际应用中取得了很好的效果,不仅便于维护和保养,而且成本比较低,具有很高的推广价值。
参考文献:
[1]李战胜.“模拟电子技术基础”教学质量的探讨 [J]. 中国电力教育,2012(13):57-58.
[2]康华光 . 电子技术基础(数字部分)(第六版)[M]. 北京:高等教育出版社,2014.
[3]李锦.基于555 定时器典型应用电路的分析[J].科技进展,2017(434):210.
[4]YJ17-YJ27 卷接机组培训教材[M].北京:中国科学技术出版社,2001.
[5]机械设计手册(第 4 版)[M].北京:化学工业出版社,2002。