饼干工艺流程图
饼干生产工艺流程图

西峡红润食品工业有限公司
饼干食品工艺流程图
☆
◇◆◇
◇◇
◇韧性饼干:Ⅰ区125℃±5℃、
Ⅱ区210±10℃、Ⅲ区240±10℃、Ⅳ区210±10℃转速750转/分钟
★原辅料
★配粉和面
成型★烘烤包装★冷却、灭菌
检验入库酥性饼干:温度控制范围Ⅰ区160±10℃、Ⅱ区200±10℃、Ⅲ区230
±10℃、Ⅳ区180±10℃,转速750
转/分钟冷却时间:15-20分钟
杀菌时间:8-10分钟食品添加剂添加的品种和最大
添加量符合GB2760要求。
柠檬酸、磷脂、食用香精、碳酸氢氨、碳酸氢钠。
注:★为CCP 点☆为物料投放点◆为循环点◇为废弃物排放点
小麦粉、玉米淀粉、白砂糖、全
脂奶粉、棕榈油、大豆油、奶油、食
盐、鲜鸡蛋。
废弃物集中点
饼干工艺流程图的确认报告
经食品安全领导小组的现场确认,目前所确定的饼干生产
工艺流程图(见上页)与车间实际生产情况完全相符,工艺流程
图包括了面包生产加工的所有步骤,车间实际操作与工艺描述完全相符,通过对按照上述工艺流程图的各项工艺控制要求实施的
生产过程的监测和质量抽检结果来看,CCP能有效的控制危害,CCP的关键限值确定的恰当合理和科学,该工艺流程图完全能满
足危害控制的要求,工艺描述也能满足各项危害控制的要求。
食品安全领导小组
2013年4月。
酥性饼干的生产工艺
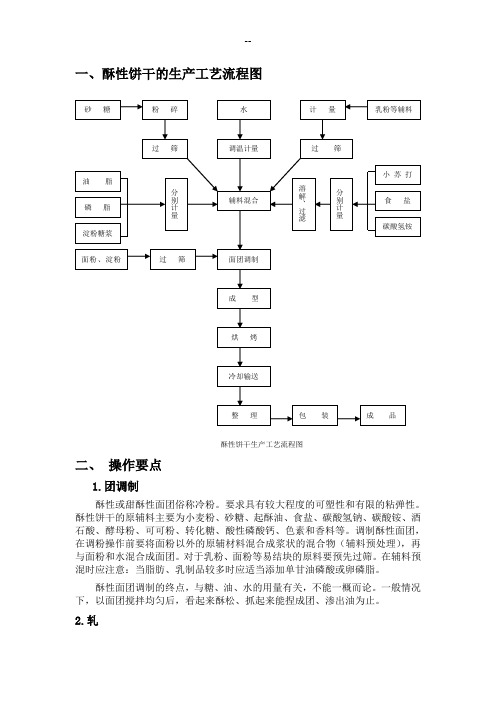
一、酥性饼干的生产工艺流程图酥性饼干生产工艺流程图二、操作要点1.团调制酥性或甜酥性面团俗称冷粉。
要求具有较大程度的可塑性和有限的粘弹性。
酥性饼干的原辅料主要为小麦粉、砂糖、起酥油、食盐、碳酸氢钠、碳酸铵、酒石酸、酵母粉、可可粉、转化糖、酸性磷酸钙、色素和香料等。
调制酥性面团,在调粉操作前要将面粉以外的原辅材料混合成浆状的混合物(辅料预处理),再与面粉和水混合成面团。
对于乳粉、面粉等易结块的原料要预先过筛。
在辅料预混时应注意:当脂肪、乳制品较多时应适当添加单甘油磷酸或卵磷脂。
酥性面团调制的终点,与糖、油、水的用量有关,不能一概而论。
一般情况下,以面团搅拌均匀后,看起来酥松、抓起来能捏成团、渗出油为止。
2.轧目前,甜酥性和酥性面团无论采用哪种成型方法,都不必经过辊轧,这是因为酥性面团是软性或半软性面团,弹性极小,塑性较大,可以直接进行辊轧成型。
同时,亦因辊轧会增加面团的机械硬化程度,使制品酥松度下降,所以,一般不会采用这道工序。
酥性面团在辊轧前不必长时间的静置,酥性面团轧好的面片厚度为2cm,另外酥性面团比较软,通过成型机的辊轧后即可达到成型要求。
3.辊印成形成形是对饼干能否成为合格产品的一个重要工序,必须根据饼干的性质加工,酥性饼干的面筋较少,组织疏松,焙烤时内部产生的气体能比较容易逸出,于是可以在其表面压上各种花纹。
辊印成型的饼干花纹图案十分清晰、口感好、香甜酥脆;辊印设备占地面积小,产量高,无需分离头子,运行平稳,噪音低。
但是辊印成型也有它的局限性,它不适合韧性饼干和发酵饼干的成型,仅适于高油脂的、面团弹性小、可塑性较大的酥性或甜酥性饼干的成型。
4.烘烤烘烤是完成焙烤食品的最后加工步骤,是决定食品质量的重要一环,而且烘烤也远远不只是烘干。
烤熟的简单过程,而是与成品的外形、色泽、体积、内部组织、口感、风味有密切的复杂的物理、化学变化过程。
一般来说,酥性饼干的烘烤应采用高温短时间的烘烤方法。
温度为300℃,时间3.5~4.5min。
饼干生产.ppt

主要结构
压片机构、冲印成型机构、拣分机构及 输送带机构。
压片机构
通常由三道辊组成。分别称作头道辊、二道辊、三道
辊。各辊直径 依次减、小辊间间隙
依、次各减辊小转
速
。依辊次面增粗大糙度在Ra1.25以下,材料选用A3
无缝钢管。
冲印成形机构
冲印机构是饼干成型的关键工作部件,它主 要包括动作执行机构和印模组件两部分。 (1)动作执行机构 饼干机的动作执行机构分为间歇式和连续 式两种型式。
适用加工对象:高油脂的酥性饼干,更换 印模还可加工桃酥类点心。
辊印饼干成型机
1、辊印饼干成型机主要结构
组成:成型脱 模机构、生坯 输送带、面屑 接盘、传动系 统、机架等。
成型脱模机构
构成:喂料 槽辊、印模 辊、分离刮 刀、帆布脱 模带、橡胶 脱模辊组成。
喂料辊:直径200~300mm,长度与烤炉宽 度匹配;材料HT200或厚壁管,表面开沟槽, 改善进入条件;硬度HB170~241。
轻型印模
韧性饼干面团弹性较大, 烘烤时表面容易形成大 的气泡,底部凹底。即 使采用网带或铁丝缕盘 烘烤也只能解决凹底问 题而不能解决起泡问题, 所以印模必须有针 柱.将饼坯穿透,以防 止大气泡产生。梳达饼 干面团弹性也较大,烘 烤时花纹保持能力较差, 所以一般只用带有针柱 或略带几个凹花字体的 印模。
2、三辊压片机
用于预压片,可调节 进料量,保证刮回的 物料落在压片机压出 面片的底部。
压辊直径:辊子1、2为400mm; 辊子3为300mm
辊长范围:560~1500mm
3、卧式辊压机
压辊在机架上呈上下布置,物料呈水平方向传送。
(1)间歇式卧式辊压机
饼干生产工艺流程图19052100

饼干生产工艺流程图19052100
一般饼干生产工艺流程大致如下:
1. 原材料准备:准备所需原材料,如面粉、糖、奶油、鸡蛋、香料等;
2. 混合:先将干性原料混合在一起,然后加入液体原材料搅拌均匀;
3. 压制成型:将混合好的面团压制成所需形状,如圆形、方形等;
4. 烘烤:放入烤箱中进行烘烤,一般需要控制好温度和时间;
5. 冷却:取出饼干后,需要进行冷却,让其完全凉透;
6. 包装:将凉透的饼干进行包装、贴标签等,以便后续销售;
7. 检验:对成品进行质量检验,确保达到所需质量标准。
饼干工艺流程图及说明.doc

饼干工艺流程图★ 1 、原辅料验收按照原辅料标准进行验收和原料索证2、原辅料脱外包3 、原辅料贮藏常温或冷藏0~4℃冷冻— 18℃4、拆内包★5、称料电子称(最小刻度:1g)食品添加剂按GB2760-2011 执行6、搅拌关键设备:搅拌机7、分割关键设备: -18℃9、冷冻8 、成型关键设备:饼干半自动充填机冷冻冰箱关键设备:半自10、切割★11 、烘烤关键设备:烤炉温度100-280 度,动饼干切片机烘烤时间 5-120 分钟。
按照包材标准进15、包材验收12 、冷却关键设备:空调环境温度 24 度以下中心温度★冷却至 32 度冷却时间 40-60 分钟行验收和索证常温储存16、包材储存13、内包装关键设备:包装机17、包材脱包14、标签、金属检测器使用臭氧消毒 3 小时18、包材消毒20、外包装19、塑料周转热杀毒和杀毒剂箱21 、成品入库冷冻库— 18℃、冷藏库 0-4℃22、检验合格出厂按 GB7099-2003 检验合格后出库注 : “★”为关键控制点饼干工艺流程说明序号工艺区域详细描述1 原辅料验收收货缓冲每批次验收,参照《原辅料标准进行验收和索区证》。
2原辅料脱外包3原辅料贮藏4拆内包5称料6搅拌7分割8成型9冷冻10切割11烘烤12冷却13包材验收14包材储存15包材脱包16包材消毒17内包装标签,金属探测18器19塑料周转箱20外包装21成品入库22检验合格出厂收货缓冲区原材料冷藏冰箱、原材料冷冻冰箱、常温原材料库拆包间配料间,添加剂室半成品操作间半成品操作间半成品操作间半成品操作间半成品操作间烘烤间冷却间收货缓冲区包材仓库包材脱包间包材消毒间内包装间内包装间周转箱清洗间外包装间成品库成品发货缓冲区除去外包装等。
按物料储存要求存放在指定的库房。
冻品类等存放在-18 ℃冷冻冰箱。
蔬菜、牛奶、黄油等存放在0~4℃冷藏冰箱。
调味品及其它辅料存放在常温库28 度以下除去内包装,防止塑料或金属碎片落入原料按产品配方进行称料。
糕点生产工艺流程图及车间平面图

蒸煮类糕点生产工艺流程图废弃物**原辅料、包材验收蛋处理(GB317-2006、GB1355-1986、GB2748-2003 GB 9683-1988、GB 9687-1988)低筋粉、白糖、牛 奶、色拉油、泡大 粉等**配料搅拌(搅拌机、电子秤:满足 GB2760、及工艺配方要求)成型制摊凉(成型操作台、成型模具)(蒸锅:时间 20--30min ;年糕类:2h 以上根据具体产品规格不同而制定不同工艺规范书)馅料包馅 不包馅(包材消毒间:紫外灯 30 **内包材消毒不合格品 (实验室、无菌室及检验设备:GB7099-2003、JJF1070)Y入库配送备注:**标注为关键控制工序;()为关键设备及参数.厂检验小西饼生产工艺流程图废弃物**原辅料、包材验收蛋处理(GB317-2006、GB1355-1986、GB2748-2003 GB 9683-1988、GB 9687-1988)面粉、白糖、牛奶、 酥油、色拉油等馅芯**配料搅拌成型(搅拌机、电子秤:满足 GB2760、及工艺配方要求)(成型操作台、裱花嘴、模具)不装饰烤摊凉(包材消毒间:紫外灯 30min 以上) (电热烘炉:温度 150--180℃、时间 15--30min 根据具体产品规格不同而制定不同工艺规范书)**内包材消毒 内包装(自动包装机:封口温度中封:230--235℃;纵封 150--160℃)不合格品(实验室、无菌室及检验设备:GB7099-2003、JJF1070)Y入库配送备注:**标注为关键控制工序;()为关键设备及参数.厂检验装蛋糕生产工艺流程图废弃物**原辅料、包材验收蛋处理(GB317-2006、GB8608-1988、GB2748-2003 GB 9683-1988、GB 9687-1988)面粉、白糖、牛奶、 泡打粉、塔塔粉等**配料搅拌烤却摊凉(打蛋机、电子秤:满足 GB2760、及工艺配方要求)(成型操作台、蛋糕坯模:根据不同工艺规范书)(电热平炉:温度 120--200℃、时间 10--45min 根据具体产品规格不同而制定不同工艺规范书)切片或卷制(不锈钢切片刀)裱花处理(裱花间及裱花工具:根据不同产品而定)内包装**内包材消毒(包材消毒间:紫外灯 30min 以上)不合格品(实验室、无菌室及检验设备:GB7099-2003、JJF1070)Y入库配送备注:**标注为关键控制工序;()为关键设备及参数.厂检验面包生产工艺流程图面粉、白糖、酵母、酥油、面包改良剂等**原辅料、包材验收**配料(GB317-2006、LS/T3201-1993、GB2748-2003QB/T1501-1992、NY479-2002、GB9683-1988)(电子秤:依据GB2760 及工艺规范书)(搅拌机)(电子秤、分割机)不包馅(醒发间:温度37±5℃、湿度75--85%)不装饰(平炉、摇篮炉、旋转炉:温度150--230℃、时间10--45min具体温度、时间根据具体产品而制定工艺规范书)直接包装内包材消毒(包材消毒间:紫外灯30min以上)不合格品(实验室、无菌室及检验设备:GB7099-2003、JJF1070)备注:**标注为关键控制工序;()为关键设备及参数.Y入库配送检验内包装摊**烘烤醒发松整计量、自动分割滚圆搅拌和面食品有限公司 2F 面包车间平面示意图烤炉区蒸 炉面 包 成 型 区西 点 成 型 区配料台打面区备注:门 :物料口 : 楼梯 :酒精消毒器:成品库包材消毒间内包材库冷却间内包间更 衣二 更拆包间清 旧冷库洗 间 包材库包材库 醒发间食品有限公司 2F 面包车间人、物流向示意图烤炉区蒸 炉面 包 成 型 区西 点 成 型 区配料台打面区备注:人流走向:物料走向:二 更更 衣内包间包材消毒间内包材库冷却间成品库包材库清 旧冷库包材库洗 间醒发间拆包间食品有限公司 2F 蛋糕车间平面示意图拆 包 间二 更模具 洗涤 间包材 消毒 间包 装 间一更配 料 台成 型 区裱 花 区熟品配件间备注:门 :物料口 :楼梯 :酒精消毒器:烤炉区冷却区一更洗消二 更冷 柜 区食品有限公司2F蛋糕车间人、物流示意图拆包间二更模具洗涤间包材消毒间包装间一更配成料型台区备注:人流走向:物料走向:裱花区熟品配件间烤炉区冷却区一更洗消二更冷柜区食品有限公司1F仓库、办公室示意图女WC 男WC旧包装化验室公司总台发电房打蛋间包装材料仓库原料周转区外购仓副总办公室生产中心办公室外购仓仓管室杂料仓库冷冻库小料仓品保办公室二楼行政办公区一楼旧车间。
第四章 饼干生产工艺

2、韧性面团调制工艺要素 1)配料次序:先加面粉、水、糖,再加油脂,有利于 面筋的形成。 2)糖油用量:糖不超过面粉重的30%,油脂不超过 20%,过高会影响面筋的形成。 冬季采用热糖浆(85~95℃)直接冲入面粉中,①使 部分Pro变性凝固弹性下降;②使面团温度保持在适当 范围。 3)加水量:加水量一般控制在18-21%(含水量2024%)。加水量过多,面团易收缩变形,加水量过低, 虽然限制了面筋形成,但调粉困难,面团结合力小, 滚轧时易断条,制品僵硬不疏松,表面粗糙。 4)面团温度:36~40℃,可加速面筋形成,缩短调 粉时间。
Your site here
LOGO
5)面粉的选择:湿面筋含量<30%,若面筋含量过 高,可添加5~10%的淀粉(以面粉计)
6)添加改良剂:由于亚硫酸盐加入不仅影响口味,而 且对人体有害,逐步有采用蛋白酶(如木瓜蛋白酶) 代替的趋势。 7)调粉机的选择,立式优于卧式 8)面团的静置,一般静置15~20min,使面团张力 消除,粘性下降 9)调制终点判断,取一小块面团,搓捏成粗条后,感 觉软硬适中,表面光滑,不粘手,当用手提断粗条时, 感觉有较大延伸性,且提断的面团有适度缩短的弹性 现象,调制过程完成。
1、韧性面团改良剂
1)种类,亚硫酸盐(如亚硫酸氢钠、焦亚硫酸钠)、 蛋白酶、L-半胱氨酸盐。 2)作用效果,破坏面筋网络,使面团变得柔软、松 驰,可大大缩短调粉时间。
Your site here
LOGO
2、酥性面团改良剂
1)种类:磷酯 2)作用效果,降低面团粘度,方便工艺操作,另外可 防止“走油”现象发生。
Your site here
LOGO
四)酸式盐与小苏打并用,普遍应用于韧性饼干中。
常用的有钾明矾、磷酸二氢钙、酸石酸氢钾、焦磷酸氢钠。
焙烤食品加工技术——饼干篇ppt课件
饼干制作工艺
二、酥性饼干 酥性饼干与韧性饼干的原料配比相反,在调制面 团时,砂糖和油脂的用量较多,而加水量较少。在调 制面团操作时搅拌时间较短,尽量不使面筋过多地形 成,经辊轧、辊印或冲印、烘烤制成的食品。造型多 为凸花、断面结构呈多孔状组织、口感疏松。常见的 品种有奶油饼干、挤花饼干、小甜饼、酥饼等。
四、其他类饼干
除了上边列举的以外,还有一些其他类型的饼干。如薄脆饼
干、曲奇饼干、夹心饼干、威化饼干、蛋圆饼干、蛋卷、粘花饼
干、水泡饼干等。
5
饼干制作工艺
第二节 饼干的成型 一般饼干类的制造工艺流程及使用机械如图7-1所示。
6
饼干制作工艺
饼干的成型方式是以成型设备式划分的,随着配方、 品种和生产规模的不同,成型设备有:摆动式冲印成型 机、辊印成型机、挤条成型机、钢丝切割机、挤浆成型 机、挤花成型机和辊切成型机。本书主要介绍四种成型 方法和设备。
根据《中华人民共和国轻工行业标准—饼干通用技术条 件》(QB1253—1991),饼干分为以下几类:
2
饼干制作工艺
一、韧性饼干 韧性饼干是以小麦粉、少量糖、油脂为主要原料,加入 疏松剂、改良剂及其他辅料,经热粉工艺调粉、采用辊轧的 方法对面团进行延展整型,切成薄片状烘烤制成的焙烤食品。 因为加入的糖和油脂量较少,因而在调制面团时,容易形成 面筋,一般需要较长时间调制面团。这样的加工方法,可形 成层状的面筋组织,所以焙烤后的饼干断面结构有层状、口 感疏松。为了防止表面起泡,通常在成型时要用针孔凹花印 模。成品松脆,容重轻,常见的品种有香草、牛奶、什锦、 玩具、大圆饼干之类。
11
饼干制作工艺
3.头子的处理
冲印成型的方法,总要产生剩余的“头子”,头子需要 在压面过程中掺入。为保持面带在运转中正常的进行和掺头 子后的面带组织均一,应注意如下事项:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
饼干工艺流程图
饼干工艺流程图一般包括原料准备、面团制备、成型、烘焙、冷却、包装等环节。
以下是一份大致的饼干工艺流程图。
一、原料准备:
1. 原材料:小麦粉、糖等主要食材。
2. 辅助原料:蛋黄、牛奶、黄油等。
3. 辅料:盐、香草精等。
二、面团制备:
1. 将小麦粉、糖、盐等食材混合在一起。
2. 加入蛋黄、牛奶、黄油等搅拌均匀,形成面团。
3. 加入适量的香草精和其他调味品。
三、成型:
1. 面团放入烤盘上,用擀面杖将其均匀擀平。
2. 用饼干模具将面团切割成各种形状的饼干。
四、烘焙:
1. 将成型的饼干放入预热至适宜温度的烤箱中。
2. 饼干在烤箱中烘烤一定时间,直到呈现出金黄色。
五、冷却:
1. 将烤好的饼干从烤箱中取出,放置在烤架上自然冷却。
2. 饼干在冷却过程中变得脆硬。
六、包装:
1. 将冷却好的饼干进行分类,按照不同的类型、规格进行包装。
2. 包装完毕后,贴上标签和生产日期等信息。
以上是一个典型的饼干工艺流程图,当然根据具体需求和不同饼干类型,工艺流程可能会有所差异。
在生产过程中,需要注意原料的质量和卫生状况,遵守食品安全和健康要求,确保饼干的品质和口感。
此外,还需要严格控制烘焙的时间和温度,以及包装环节的卫生和密封性,确保饼干的保鲜期和风味。