文件更改通知单模板
合集下载
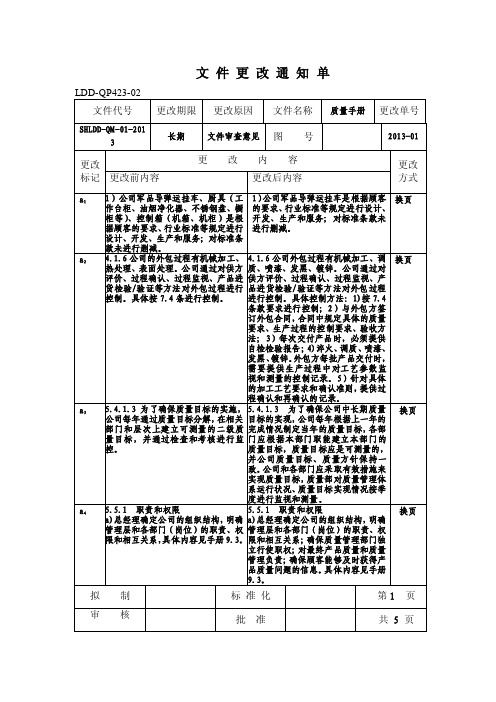
文件更改通知单

4.增加计算机软件确认程序,文件编号HBM/CX-7-14-2012;
5.增加生产过程控制程序,文件编号HBM/CX-7-15-2012;
6.增加医疗器械不良事件监测和再评价控制程序,文件编号HBM/CX-8-9-2012;
7.最终灭菌医疗器械包装验证控制程序增加5包装系统的再验证;
8.增加灭菌验证控制程序(适应于伽玛射线灭菌)
新增加以下文件:
序号
文件名称
文件编号
01
分散剂制备作业指导书
HBM/GZ-WS/JS-01
02
凝固剂制备作业指导书
HBM/GZ-WS/JS-02
03
乳胶硫化、停放作业指导书
HBM/GZ-WS/JS-03
04
生产联动线作业指导书
HBM/GZ-WS/JS-04
05
浸泡、烘干作业指导书
HBM/GZ-WS/JS-05
06
检验吹气作业指导书
HBM/GZ-WS/JS-06
07
单包装作业指导书
HBM/GZ-WS/JS-07
08
封口作业指导书
HBM/GZ-WS/JS-08
09
包装作业指导书
HBM/GZ-WS/JS-09
序号
文件名称
文件编号
01
配料
HBM/GS-01
02
乳胶硫化、熟成停放
HBM/GS-02
03
生产线
HBM/GS-03
更改文件名称
工艺流程图、作业指导书、工艺守则、操作规程、产品图纸、工艺过程卡、表单
更改文件编号
HBM/GG-WS-OO、HBM/GZ-××、HBM/GS-××、HBM/GC-××、HBM/TZ-WS-××、HBM/GG-WS-00、HBM/BD-××
5.增加生产过程控制程序,文件编号HBM/CX-7-15-2012;
6.增加医疗器械不良事件监测和再评价控制程序,文件编号HBM/CX-8-9-2012;
7.最终灭菌医疗器械包装验证控制程序增加5包装系统的再验证;
8.增加灭菌验证控制程序(适应于伽玛射线灭菌)
新增加以下文件:
序号
文件名称
文件编号
01
分散剂制备作业指导书
HBM/GZ-WS/JS-01
02
凝固剂制备作业指导书
HBM/GZ-WS/JS-02
03
乳胶硫化、停放作业指导书
HBM/GZ-WS/JS-03
04
生产联动线作业指导书
HBM/GZ-WS/JS-04
05
浸泡、烘干作业指导书
HBM/GZ-WS/JS-05
06
检验吹气作业指导书
HBM/GZ-WS/JS-06
07
单包装作业指导书
HBM/GZ-WS/JS-07
08
封口作业指导书
HBM/GZ-WS/JS-08
09
包装作业指导书
HBM/GZ-WS/JS-09
序号
文件名称
文件编号
01
配料
HBM/GS-01
02
乳胶硫化、熟成停放
HBM/GS-02
03
生产线
HBM/GS-03
更改文件名称
工艺流程图、作业指导书、工艺守则、操作规程、产品图纸、工艺过程卡、表单
更改文件编号
HBM/GG-WS-OO、HBM/GZ-××、HBM/GS-××、HBM/GC-××、HBM/TZ-WS-××、HBM/GG-WS-00、HBM/BD-××
设计方案更改通知单

设计方案更改通知单
尊敬的XXX单位领导您好:
贵单位的设备已经于年月日前完成了初步规划设计,在进一步的设计过程中,通过综合分析之后,认为安装方式需做如下更改,请您充分配合,再次确认,并将确认结果传真给:传真号接收传真人员姓名收。
给您带来的不便,我们深感欠意,请谅解!
机房规划方案发生变动,更改方案见附件-图纸(明示更改标记);
另有如下辅料发生变化:。
其它数据的变化:。
贵方人员:姓名(职位)我方人员:姓名
日期:2023年X月X日日期:2023年X月X日
(有建设维护中心盖章)。
文件更改通知单的填写方法
测设备以及支持性服务(水、电、气 试验设备以及支持性服务(水、电、
供应),通风设施、运输设备等;工 气供应),通风设施、运输设备等;
作环境包括人和物 的因素。
工作环境包括人和 物的因素。
a7 7.1.2.2 对常规产品进行策划时应考 7.1.2.2 在对产品进行策划时应考虑 换页
虑以下方面的内容 :
换页
增加了技术部、质量 部、生产部评审
的栏目
拟制 审核
标准化 批准
第1页 共1 页
文件更改通知单
LDD-QP423-02 文件代号
更改期限
更改原因
文件名称 记录控制程序 更改单号
HLDD-QP- 02-201 3
顾客,并做好记录 。
告顾客,并做好记 录。
b) 生产部 负责 对顾客 提供的 原材
料、检测设备等顾客财产进 行管理。
顾 客财产进 公司时, 由生产部 委托
质 量部按合 同或协议 书的规定 进行
检 查、验收 ,如有不 符,须作 标识
并 及时向生 产部汇报 并作记录 ,顾
客 财产在使 用过程中 发现有不 适用
柜等)、控制箱(机箱、机柜)是根 开发、生产和服务;对标准条款未
据顾客的要求、行业标准等规定进行 进行删减。
设计、开发、生产和服务;对标准条
款未进行删减。
a2 4.1.6 公司的外包过程有机械加工、 4.1.6 公司外包过程有机械加工、调 换页 热处理、表面处理。公司通过对供方 质、喷漆、发黑、镀锌。公司通过对
a14 7.5.4 顾客财产
7.5.4 顾客财产
技术部负责对顾客提供的产品技术 a)技术部负责对顾客提供的产品技
文件资料进行管理, 一旦当顾客提 术文件资料进行管理, 一旦当顾客
文件更改通知单

19
质量目标分解工程部:车间产品合格率
a) 编制 《焊接工 序操作规程 》 》 , 焊接工序操作人员 a)为确认过程的编制必要的确认准则; 持证上岗。 b)编制《焊接工序操作规程》 (规定了焊条、电焊机、焊 b)必要时考虑再次安排确认。 接电流等要求) ,焊接工序操作人员持证上岗。对生产设备 40 能力进行确认。并对 工艺参数进 行确认。 c) 操作过程中由负责人随时监督操作规程的执行 情况; d)当焊条、人员、设备等条件发生变化时要进 行再次确认。 受此影响引起的其它更改文件名称:无
2009 年 99.1% 99.1% 99.1% 99.1% 99.2% 100%
文件修改涉及部门意见: 签名: 审批意见: 2008 年 5 月 18 日
签名: 执行日期:2008.5.18 执行人:
2008 年 5 月 18 日
BG/JL—4.2.3—05
文 件 更 改 通 知 单
编号: 文件名称 申请更改的原因: 根据中联认证中心的文件审核意见进行《质量手册》 (含程序文件)的更改. 申请人: 更改位置及内容: 页数 更改前 7.5.4 条款删减理由不充分。 2 更改后 《质量手册》 (含程序文件)增加 7.5.4“顾客 财产” 。 2008 年 5 月 19 日 质量手册 文件编号 JNHR/QM-2008 修改次 B/1
JNHR/JS-01-2005
版本
A/1
焊件厚度(mm) 1~2 2~4
更改前
焊条直径(mm) 2.0 2.5 3.2 4.0 5.0 5.0 焊条直径(mm) 2.0 2.5 3.2 4.0 5.0 5.0
焊接电流(A) 40~65 50~80 100~130 160~210 250~350 350~450 焊接电流(A) 40~70 70~90 90~150 160~210 220~270 220~270