ER50—6焊接用热轧盘条的研制
ER70S-6焊丝用钢盘条的试制与开发
作者 :李西德 ,助理 工程 师 ,现 主要 从事 炼钢 工
碱 性 氧 化 物 CaO会 增 加 熔 滴 表 面 张 力 ,在
艺研 究 与 品种 开发 工作 。
溶 滴 表 面 聚 集 性 高 且 容 易 在 熔 滴 尖 部 聚 集 , 由
2018年第 3期
李西德 ,等 :ER70S一6焊丝用钢盘条的试制与开发
牌 号 为 ER50—6。在满 足 以上 标 准 的基 础 上 ,柳 一 步提 高渣 系 的均 匀 性 ,提 高 顶 渣 吸附 A1:O,夹
21
于电弧具有 亲氧化物特性 ,使,从 而使 熔 滴 不 稳 定 ,焊 接 过
(2) LF精 炼 。 钢 中非 金属 夹 杂 物不但 影 响
程 容 易 出现 飞溅 [31。因此 钢 中钙 质 量分 数 应 控 制 线 材 的拉 拔 性 能 ,而 且 影 响 焊 丝 的焊 接 性 能 和
的偏析倾 向 ,恶化钢 的拉拔性 能 。硫会 引起 钢 的热 脆 ,但 是 在 一 定 的范 围 内 ,钢 中活 性 组 分 硫 含 量 的增 加 可 提 高 焊 缝 钢 水 流 动 性 ,使 焊 缝 表 面变 得更 为 平 滑 。 因此 磷 含 量 控 制 愈低 愈 好 , 而硫 含量 应控 制在 合 理水 平 。
钢 中 的磷 、硫 均 属 有 害 元 素 ,磷 含 量 过 高
2.1 化 学成 分控 制
会 大 幅 降低 钢 的 低 温 韧 性 ,同 时 磷 还 具 有 严 重
碳 是 钢 中 的 主 要 元 素 ,焊 接 过 程 中碳 起 到 了一定的脱氧作用 ,与氧反应生成 CO和 CO 气 体 ,将 电 弧 区和 熔 池 周 围 的 空 气 排 除 ,防 止 空 气 中 的 氧 、氮 有 害 气 体 对 熔 池 产 生 不 良影 响 ,
焊接工艺评定GY2017-021(氩弧焊,L245N,60X5)ER50-6

预热和应力消除:
/
保护气体和流量: Ar 7~9L/min 纯度 99.99%
保护焊剂:
/
附图和附表:
/
试验: 孙洪伟
焊 工: 杨 超
批准: 王连文
焊接主管: 毛静丽
采用: NB/T 47014-2011
总工程师: 唐立志
组对示意图 焊道顺序
60°±5° 5
2.5-3.5
1.0-2.0
焊道 根焊 填充 盖面
缺口位置 缺口样式
/
/
/
/
冲击试验
试验温度(℃) / /
试验报告编号:
试验结果 / /
试样号 / / / / / /
缺口位置 / / / / / /
缺口样式 / / / / / /
试验温度(℃) / / / / / /
试验结果 / / / / / /
其他试验
试验项目____ / ____________________________________________________________
保护气体:_Ar 7-9L/min 纯度 99.99%
直径
60.3mm
尾部保护气 / 流量 /
其他
/
背面保护气 / 流量 /
焊接材料:
电特性:
焊材标准 GB/T 8110-2008
电流种类 _______直流_________
焊条牌号、直径 ER50-6 φ2.5
极性 直流正接
焊丝牌号、直径 /
焊接电流(A)_60~80(根焊)、80~100(填盖)
预热:
最低的预热温度
60℃
保护气体 Ar 7-9L/min 纯度 99.99%
ER80S-G与ER50-6焊丝
符合:GB ER55-G
相当:AWS ER80S-G
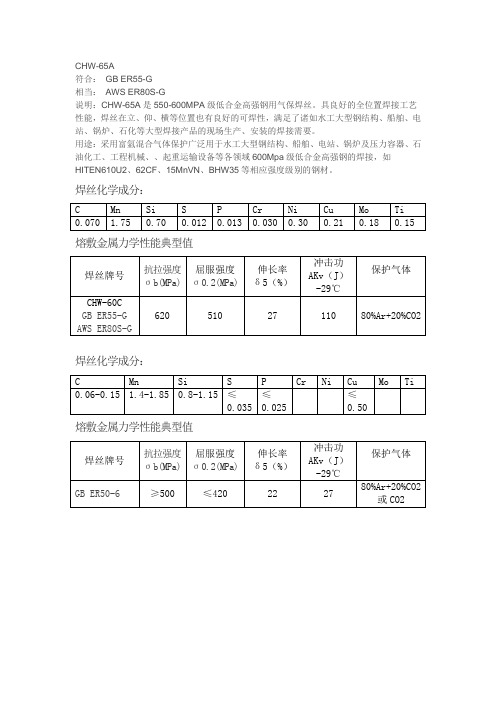
说明:CHW-65A是550-600MPA级低合金高强钢用气保焊丝。具良好的全位置焊接工艺性能,焊丝在立、仰、横等位置也有良好的可焊性,满足了诸如水工大型钢结构、船舶、电站、锅炉、石化等大型焊接产品的现场生产、安装的焊接需要。
用途:采用富氩混合气体保护广泛用于水工大型钢结构、船舶、电站、锅炉及压力容器、石油化工、工程机械、、起重运输设备等各领域600Mpa级低合金高强钢的焊接,如HITEN610U2、62CF、15MnVN、BHW35等相应强度级别的钢材。
焊丝化学成分:
C
Mn
Si
S
P
Cr
Ni
Cu
Mo
Ti
0.070
1.75
0.70
0.012
0.013
0.030
0.30
0.21
0.18
0.15
熔敷金属力学性能典型值
焊丝牌号
抗拉强度σb(MPa)
屈服强度
σ0.2(MPa)
伸长率
δ5(%)
冲击功
AKv(J)-29℃
保护气体
CHW-60C
GB ER55-G
AWS ER80S-G
620
510
27
110
80%Ar+20%CO2
焊丝化学成分:
C
Mn
Si
S
P
Cr
Ni
Cu
Mo
Ti
0.06-0.15
1.4-1.85
0.8-1.15
≤0.035
≤0.025
≤0.50
熔敷金属力学性能典型值
焊丝牌号
抗拉强度σb(MPa)
焊丝用热轧盘条质量对拉拔的影响及对策

265管理及其他M anagement and other焊丝用热轧盘条质量对拉拔的影响及对策凌含聪,赵 帅,王 健(河钢集团唐钢新区,河北 唐山 063000)摘 要:针对唐钢生产焊丝用热轧盘条,在用户使用过程中遇到的氧化铁皮不易去除、拉拔断丝问题进行分析,通过调整吐丝温度及冷却工艺,优化氧化铁皮结构,降低氧化铁皮厚度;针对因盘条表面质量、尺寸、异常组织、夹杂物、化学成分等导致断丝进行分析,提出有效预防措施。
关键词:氧化铁皮;拉拔断;组织;夹杂物;成分中图分类号:TG335.11 文献标识码:A 文章编号:11-5004(2021)04-0265-2 收稿日期:2021-02作者简介:凌含聪,男,出生于1987年, 汉族,安徽淮北人,本科,研究方向:长材技术生产及售后服务工作。
焊丝用热轧盘条是制作气体保护实芯焊丝、埋弧实芯焊丝的主要原材料,由于实芯焊丝具有成本低、焊接质量好、焊缝美观、焊接效率高、抗锈能力强以及操作性能好等优点[1],得到广泛使用,尤其是随着近年来工业自动化、智能化水平的不断提高,实芯焊丝在国内得到较大发展,已被广泛应用于汽车及车辆制造、造船、工程机械、桥梁、锅炉和压力容器制造过程中,需求量也在逐年递增,且呈现出定制化,特殊成分、性能以满足不同行业高精端产品的需求。
但焊丝用盘条的质量问题影响用户的使用,为此针对生产焊丝用热轧盘条在使用过程中存在的问题进行分析,并找出控制措施。
1 生产加工工艺生产焊丝用热轧盘条主要有ER70S-6、ER70S-3、ER50-6,及小批量的小品种焊丝钢,包括用埋弧焊丝用钢(EM12、EH14等)、高强焊丝用钢(ER70S-G、等)等其他定制焊丝。
气保焊丝用热轧盘条生产工艺:铁水—(铁水预处理)—顶底复吹转炉冶炼—LF 炉精炼—150 mm×150 mm 方坯连铸—精整—加热—高线轧制—斯太尔摩风冷线—成品检验—盘条打包、入库、出厂。
目前气保焊丝制作工艺普遍是5.5 mm 盘条开拔、免中间退火、直接拔至Φ0.8~1.6 mm。
气保焊丝用钢ER70S—6热轧盘条的研制与开发

垒
0 0—0. 5 8 9 ≤ O 1 5
墨I 2
≤3 0
墨i
《∞
00 6—0 】 0
】 4 15 5 5
≤0 i0 f 2
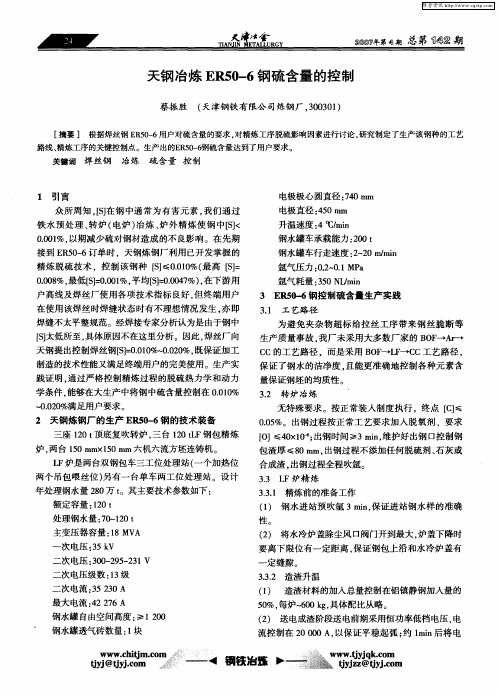
碳是影 响焊接性 能 的关 键元 素 , 设计 碳含 量 在 0 0 % 一 0 ; n S 比设计在 18— . 对 .6 0 1% M / i . 20 焊缝 韧性 的提 高 有 益 处 , 、 主 要 用 于脱 氧 , 锰 硅 考虑 到 b i 盘条 强度 有较 大 贡 献 , n对 Mn按 中限
丝生 产 线 , 满 足 用 户 日益 提 高 的 质 量 要 求 , 为 即中 间无需退 火 直 接 可 以拉至 成 品规 格 , 钢 南
表 l 化 学 成 分
:
的科 研 人员 , 焊 丝 用 钢 的 化 学 成 分 、 械 性 对 机 能. 冶炼 工艺 过程 及 控 轧 工 艺 过 程 进行 了系 统 的 分折 与研 究 , 通 过 工业 化 试 验 , 物 质 量 并 实
维普资讯
研 制 开 发
《 南钢科技)o2 2o 年第 1 期
气 保 焊 丝 用 钢 E 7 S一6热 轧 盘 条 的研 制 与 开 发 R0
技术 中心 尹 雨群 黄 一新 电炉厂 林 国强
摘 要 介绍了南铜气保蚌丝用铜 E 7 6 R惦一 热轧盘景的整十研究过程。通过工业化试验, 了铜 分析
工性 能 , 使成 品焊 丝具有 优异 的焊接工 艺性能 。
3 工 艺 流 程
10 电孤 炉冶 炼一 吹 氧 助熔一 脱 磷一 全 熔 0t 分析 一 测 温 出 钢一 出钢合 金 化一 10吨 L 0 F炉 精炼一 v D真 空 精炼 一 喂丝 一 中包 一 结 晶器 一
天钢冶炼ER50—6钢硫含量的控制
年处理钢水 量 2 0 t 8 万 。其主要技术参数如下 :
额定容量 :2 10t 处理钢水量 :0 10t 7~2
主变压 器31 精炼前 的准备工作 . . ( ) 钢水进站预 吹氩 3mn 保证进站钢 水样 的准确 1 i,
性。
( ) 将水冷炉盖除尘风 口阀门开到最大 , 2 炉盖下降时 要离 下限位有一定距 离 , 保证钢包 上沿和水 冷炉盖有
氩气耗量 :5 Un n 3 0N a
户 高线 及焊丝厂使用各 项技术指标 良好 , 但终端 用户
在使用 该焊丝时焊缝状 态时有不理想 情况发生 , 即 亦
焊缝不太平整规范。经焊接专家分析认为是 由于钢中
3 R5- E O 6钢 控制 硫含 量生产 实践
31 工 艺路 径 .
为避 免夹杂 物超 标 给拉丝 工序 带来 钢丝 脆 断等
钢水罐车行走速度 :~ 0m n n 2 2 /a
氩气压力 :. 01M a 0 ~ . P 2
精炼脱硫 技术 ,控 制该钢 种 [ ≤0 1%( 高 [ = s .0 最 ] 0 S 】
0 0 %, . 8 最低[]0 0 %, 0 s= . 1 平均 [ = . 4 %)在下游用 0 s 00 7 , ] 0
众所周 知 , ] [ 在钢 中通 常为有 害元 素 , 们通过 s 我 铁水 预处 理 、 炉 ( 转 电炉 ) 炼 、 冶 炉外 精炼 使 钢 中[] S<
0 0 %. . 1 以期 减少硫对钢材造成 的不 良影 响。在先期 0 接到 E 5 — R 0 6订单时 .天钢炼钢厂利用 已开发掌握 的
钢水罐 自由空 间高度 : 0 ≥1 0 2
’ 钢水罐透气砖数量 : 块 1
ER55-Ti耐候气保焊丝用热轧盘条的研发
技术与信息78 | 2019年5月5 技术创新点5.1 钢的冶炼通过合理控制浇铸温度,解决了钢液由于含Ti 而导致浇注性差的问题,确保结晶器和液面拉速稳定,保证连铸钢坯表面质量从而保证了成品盘条的表面质量。
通过添加Cr 元素,使产品具有耐大气腐蚀性能,通过周期浸润试验,证明通过Cr 成分的加入后焊丝可以满足耐候性焊接工艺的要求。
这是其他产品所不具备的。
5.2 钢的轧制应用独创的冷却方式对盘条进行冷却,避免有害组织贝氏体组织,甚至是马氏体组织出现。
通过精轧后水箱大幅度的降低吐丝温度(780~800℃),配合斯太尔摩风冷辊道缓冷模式,从而保证奥氏体化盘条有充裕的时间顺利的在保温罩内实现向铁素体的转变,得到易于拉拔的F+P 组织。
在辊道集卷后到盘条打包之间特别的建造了保温通道,盘条在转变后继续的缓慢冷却,让盘条在轧制过程中产生的内部应力得到充分释放,从而使盘条具有良好的拉拔性能实现免退火直接拉拔成焊丝。
6 盘条的应用ER55-Ti 盘条主要供焊丝厂拉拔550MPa 级含Ti 的CO 2气体保护焊丝,焊丝规格为φ0.8mm ~φ1.2mm 。
φ5.5mm 盘条不经退火能直接顺利拉拔到较细规格的焊丝;线材氧化铁皮薄;焊丝焊接性良好,飞溅少,质量稳定可靠。
焊接用户使用显示,ER55-Ti 焊丝焊接工艺稳定,金属飞溅小,焊缝成型性良好,在国内处于领先水平。
焊接熔敷金属的力学性能明显优于ER50-6和ER55-D2-Ti 焊丝,如表2所示,ER55-Ti 具有广阔的应用前景。
表2 ER55-Ti焊线钢盘条的力学性能牌号抗拉强度(MPa)伸长率(%)断面收缩率(%)ER55-Ti 500~55032~4075~83ER55-D2-Ti 510~56030~3672~80ER50-6520~58028~3670~82ER70S-G500~55030~3872~821 ER55-Ti耐候气保焊线钢研发的背景随着焊接技术的发展,在焊接材料中,焊条的比例逐步下降,而焊丝的比例将逐渐上升,其中气体保护焊丝将呈现出较高的增长势头。
er506焊丝成分
er506焊丝成分ER50-6焊丝是一种常见的低碳钢焊丝,主要成分包括碳、硅、锰、磷、硫、铁等元素。
接下来,我们将详细介绍这些成分及其在ER50-6焊丝中的作用。
1.碳(C):碳是ER50-6焊丝中最主要的元素之一,其含量通常在0.08%-0.12%之间。
碳可以增加焊缝的硬度和强度,并改善其耐磨性。
同时,适量的碳也可以提高焊缝的韧性。
2.硅(Si):硅是ER50-6焊丝中的另一种重要元素,其含量通常在0.2%-0.4%之间。
硅可以提高焊缝的强度和硬度,同时也可以提高其耐磨性。
此外,硅还可以降低焊缝的韧性。
3.锰(Mn):锰是ER50-6焊丝中的一种合金元素,其含量通常在0.5%-0.9%之间。
锰可以提高焊缝的强度和韧性,并可以改善其耐腐蚀性。
此外,锰还可以促进钢材的淬火硬化。
4.磷(P):磷在ER50-6焊丝中是一种有害元素,其含量通常需要控制在0.02%-0.03%之间。
磷可以使焊缝变脆,降低其韧性。
因此,为了提高焊缝的质量,需要尽量减少磷的含量。
5.硫(S):硫在ER50-6焊丝中也是一种有害元素,其含量通常需要控制在0.01%-0.03%之间。
硫可以使焊缝变脆,降低其韧性。
因此,为了提高焊缝的质量,需要尽量减少硫的含量。
6.铁(Fe):铁是ER50-6焊丝中的主要成分之一,其含量通常在98%-99%之间。
铁在焊丝中的作用是提供强度和韧性,并作为其他合金元素的载体。
除了上述主要成分外,ER50-6焊丝中还可能含有一些其他的合金元素,如铬、钼、镍等。
这些元素可以进一步提高焊缝的强度、硬度、韧性以及耐腐蚀性等性能。
总的来说,ER50-6焊丝的成分决定了其物理和机械性能。
通过调整各种元素的含量,可以获得具有所需特性的焊丝,以满足不同的焊接需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Vo _ I37
第4 期
No 4 .
金
属
制
品
2 1 年 8 月 01
Au u t g s 2 1 01
Mea tl
P o ucs r d t
d i1 . 9 9 j i n 10 o :0 3 6 /.s . 0 3—4 2 . 0 .4 0 0 s 2 6 2 1 0 .2 1
艺 流 程 : 0 10 t复 吹 转 炉 冶 炼 一 L 炉 精 炼 一 F 10l 0m 5 m x1 m六 机六 流方 坯连铸 一 轧制 。 n 5
根据 E 0— R5 6钢 的 C T曲线 可知 , 素体 转变 C 铁 温度 为 7 0o 当冷速 小于 2 5%/ 时 , 会得 到贝 9 C, . s 不
随着焊接 自动化 水 平 的提 高 , 体保 护焊 丝 的 气
能 。而 钢 的化学 成分对 其力学性 能 和金 相组织 有决 定 性 的影 响 , 中碳 、 和锰 含 量越 高 , 条抗 拉 强 钢 硅 盘
需求量显 著增 加 。E 0—6是 国 内外 常用 的 气 体 R5
保 护焊丝用 钢 , 泛 应用 于 压力 容 器 、 广 电力 、 车 以 汽 及 机械制造 业 。E 0— R 5 6焊 丝 不仅 具 有 较 好 的 电 弧稳 定性 和较 高 的焊 接性 能 , 而且 在 焊丝 加 工过 程 中可省 略退 火工 艺 , 减少 制 造成 本 j为 此 , 阳 , 安 钢铁 集团有 限责任公 司 ( 简称 安钢 ) E 0—6盘 对 R5 条进行 研制 。
sa l d r la e,whc e e sr q ie n . tb e a eibl n ih me tusr’ e u r me t
Ke wo d E 0—6 wi o ;wed n ie h mia o o i o ;r l n e h oo y rwig y rs R5 r rd e li g w r ;c e c l mp st n ol g t c n lg ;d a n c i i
E 0— R5 6焊 接 用 热 轧 盘 条 的 研 制
李 明 , 赵 自义 , 王 小平 , 岳 崇锋 , 刘 松 , 刘 栋
( 安阳钢铁集团有限责任公司 , 河南
摘 要
安阳
45 0 ) 5 04
介 绍 E 6焊接 用 热轧 盘 条研 制 过程 : 理控 制 盘条 化 学成 分 ; 炼过 程 控 制 出钢 温度 1 2 5 R5 0— 合 冶 0—1 0℃ ; 6 6
d rn ol g o c n r l ie rd lyn e e au e a 8 0 —8 0 ℃ ,r l r b d e t n e s e d a m/ n n o l g u i g rl n ;t o t r o a ig t mp r tr t 2 i ow 5 ol e n r c p e t e a 7 mi ,a d c o i n
础上 , 制定 了 E 0— R5 6盘 条化 学 成 分 内控标 准 , 见 表1 。盘 条 力 学 性 能 按 G / 4 9 2 0 B T3 2 - 0 2要 求 , 抗 拉强度不 大于 5 0M a 断后 伸长率 不小于 2 % 。 7 P , 5
w % /
1 1 化 学成 分控 制 .
igwr sm ・nse rdc.Fnse e igwr okw lwt fwsae,adw l j n i s ot adq a t i n i e i i dpout ii dw l n i sw r el i pt r n ed o ts m o n uly s e i f h h d e he t i h i
性能 结果 见表 3 。 12 2 连铸 .. 连铸 时 控 制 过 热 度 为 1 5~3 【, 常 拉 速 为 2 2 试验 结 果分析 5o 正 = . 2 2~ . / n 并 采取 结 晶器 电磁 搅拌 , 程 保 护 . 2 6m mi, 全
表 2 工 艺 试 验 方 案
Ta l Th c e be 2 e s h me o e h oo ia e t f c n lg c l s t t
W( ≤O 0 % , P C) .4 W( )≤0 0 8 ; 钢 温 度 控 制 在 2 E t一 .0 % 出 R 5 6盘条 生产 )
16 0~16 0 ℃ 。 2 5
2 1 工艺方 案及盘 条 力学性 能 . 为 了 研 究 不 同 的 化 学 成 分 及 控 冷 工 艺 对 E 0— R5 6盘 条力 学性 能 的影 响 , 制定 了 3种工 艺 试
连铸时控制过热度 l 3 , 5~ 5℃ 正常拉速 2 2~ . / i; . 26r mn 轧制 时控制加热温度 90~1 5 n 9 0℃ ; 0 控冷时控制吐丝温度 80~ 5 2 80℃, 辊道入 口速度 7r m n 以及 0 4 C s / i, n .5 ̄/ 的冷却速度。生产的 . l R5 6盘条不经退火处理可直 5nTE 0— l l
接 拉拔 成 0 . i 的焊 丝 半成 品 , 品焊 丝 焊接 性 能 良好 , 少 , 平 整 美观 , 量稳 定 可 靠 , 10ml l 成 飞溅 焊缝 质 满足 用 户要 求 。
关键词
E R5 0—6盘条 ; 焊丝 ; 化学成分 ; 轧制工艺; 拉拔
T 356 G 3 . 3
中图 分 类号
De e o m e to v l p n fER 0 -6 wed n tr le r o 5 - l i g ho ol d wie r d
L ig,ZHAO - i ANG a - ig,Y o g f n I n M Zi ,W y Xio pn UE Ch n — g,L U S n e I o g,LU Do g I n
焊 接 用盘 条 要 求 有 较 高 的 焊接 质 量 和 拉 拔性
表 1 E 0— R5 6焊接 用钢 盘 条 的化 学成 分
Ta l T e c e c l o o i n o 0 —6 wed n r o b e I h h mia mp st fER 5 c i o li g wi r d e
r t t 4  ̄ a e a 5 C/s Dimee 5 mm 50 —6 wier d wih u n e i gc n bedie ty d a odimee 0 mm l - 0. . a tr5. ER r o to ta n a n a r cl r wn t a tr1. l we d
用 3种工 艺生 产 , 对应 钢 的化 学 成 分 及 盘条 力 学 其
L F炉精炼 通过造 白渣 、 钢包 底 吹 氩 等对 钢水 进 行 精炼 , 到脱硫 、 达 脱氧 、 均匀 控制 成 分 、 除钢 水 中 去
成分选 用硅 铁或 硅铝铁 。
有害气 体 和夹杂 的 目的 。脱 氧合 金化 根 据钢 水 化学 验方 案 , 表 2 并 设计 2炉 不 同化 学成 分 的 钢分 别 见 ,
( n a gI n a dSel r p C 。 Ld , n a g 4 5 0 ,C ia) A y n r n t o o , t. A y n 5 0 4 h o eG u n
Absr c To ito u e t e e o me tprc s fER 0 —6 wedng h trie r o ta t n r d c he d v l p n o e so 5 li o old wier d:t e s n b yc n rlwie rd’ or a o a l o to r o S
第 4期
12 . 生 产 工 艺 流 程
李
明, : R5 6焊接用热轧盘条 的研制 等 E 0—
・ 1・ 7
生产 经验 ,பைடு நூலகம்其 加热温 度控 制在9 0~l 5 将 9 0o 0 C。
1 2 3 2 控 冷工 艺 . ..
免 退火 焊接用 5 51m E 0—6盘 条 生产 工 . i R5 T
浇注等 措施 , 降低 钢 中氮 、 氧含 量 , 钢 的 内 部质 量 使
得到进 一步 提高 。
12 3 轧制 .. 12 3 1 轧 制温度 的控 制 .. .
加 热温 度越 高 , 的 变形 抗 力越 小 。但 为 了 控 钢 制奥 氏体 晶粒 度 , 奥 氏体转 变 分 解 得 到 F+P 应 使 , 适 当降低轧 制温度 。 据E 5 根 R 0—6 的 特 点 以 及 钢
c e c lc mp s in;t o t l a pn e e au e a 1 2 h mia o o i o t o c n r p i gt mp r tr t 0—1 5 u n te met g d ge fs p r e t1 ot 6 0 o d r g se ls l n , e r e o u eh a 5~3 0 C i i 5 ℃ d r g c n i u u a t g o ma rwig s e d a . u n o t o s c si ,n r ld a n p e t 2~2 6 m/ n;t o t l e t g tmp r tr t 9 i n n 2 . mi o c nr ai e e au e a 0~10 0℃ oh n 9 5
12 1 转炉冶 炼及 L .. F炉 精炼
氏体及 马 氏体 组 织 。在 实 际 生产 中 , 丝温 度 控 制 吐
2 5 采 冷 转 炉冶炼 过程 早化 渣 , 制前 期 升温 速度 , 证 在 8 0~8 0℃ , 用 斯太 尔 摩 延 迟 型控 冷 工 艺 , 控 保 . 5c s C 前 期脱 磷效果 ; 用专 用 石 灰 , 当提 高 炉 渣 碱 度 ; 却速 度小 于 0 4 / 。 采 适 加强转 炉 脱 硫 和 减 少 钢 中氮 、 含 量 , 点 控 制 : 氧 终