激光-电弧复合热源焊接技术及装备介绍
激光-电弧复合焊接技术综述
相对于传统的T I G 焊 、M 1 G / M A G 焊等 热源 焊接而言,激光一 电弧复合焊接技术具有焊接熔 深大 、焊接速度快 、焊后变形小 、焊接热影响 区窄 、焊缝成形好 、熔池桥接能 力强 、焊接接 头性能好等特点 ,是一种可靠性高 、适应性强
的焊接工 艺方法 ;与传统单热源焊接相 比,激 光一 电弧复合焊接能够通过激光与电弧问的相互
送丝 ,所以大多数焊接过程采用旁轴 复合 ,但
是同轴复合也可以实现。T i d 在研究 中发现,
当电弧与激光位置完全重合时 ,激光 能量 主要 用于熔化焊丝而不是形成匙孑 L ,因此改变激光 与 电弧相对位置可增大熔深 。并且在复合焊接 时,焊接方向对接头形状会有一定程度的影响。 4 . 3 激光一 等离子弧复合焊接 激光一 等离子弧复合焊接主要适用于薄板对 接、镀锌板搭接、钛合金、铝合金等高反射率和高 导热系数材料的焊接及切割、表面合金化等 。 在激光一 等离子弧复合焊接过程中 ,利用等离子
焊接时,由于等离子弧焊枪的特殊结构 ,导致它 与激光复合时的调节余地减小 ,不过大量试验结 果表明此种复合也具有很 明显的优势 ,它消除了 单一等离子弧焊接时容易出现的咬边问题 。
4 . 4 激光一 双Ml G电弧复合焊接
节约资源 、减少污染、降低能耗、改善汽车
性能以及车身材料的再生 l 生,已经成为汽车工业
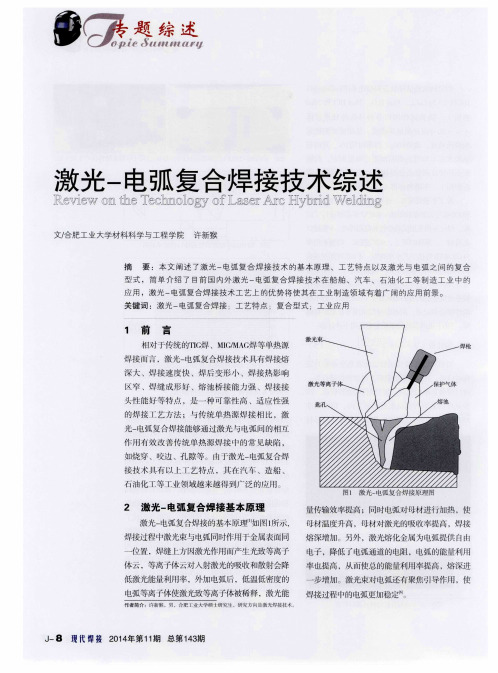
激光一 电弧复合焊接的基本原理 如 1 所示,
量传输效率提高;同时电弧对母材进行加热 ,使 母材温度升高 ,母材对激光的吸收率提高 焊接
焊接过程中激 光束与电弧同时作用 于金属表面同
一
熔深增加。另外 , 激光熔化金属为电弧提供 『 j 南
电子 ,降低了电弧通道的电阻 ,电弧的能世利用
[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用
![[电弧,激光,特点]机械激光―电弧复合焊接的技术特点及作用](https://img.taocdn.com/s3/m/ce3f370028ea81c759f57895.png)
机械激光―电弧复合焊接的技术特点及作用近年来,随着激光设备和电弧设备性能的提高,机械激光-电弧复合焊接技术也成为了研究的重点,因而需要深入了解激光-电弧复合焊接技术的发展背景,总结技术特点延伸实际应用,让激光-电弧复合焊接技术在实际需求中发挥重要作用。
一、机械激光-电弧复合焊接技术的发展背景机械激光-电弧复合焊接技术是为了满足特定材料的加工焊接要求,综合利用机械激光焊接和电弧焊接的优势,将其物理性能和能量传输性能以恰当的方式融合到一起,形成的一种科学先进的技术手段。
将电弧焊接和激光焊接技术取长补短的结合起来形成的激光-电弧复合焊接技术具有经济、高效的特点,解决了许多材料的加工要求,实现了优质的焊接。
电弧焊接是应用最早且在材料技术上运用较普遍的焊接的技术,将电能转换为热能完成金属之间的连接,分为非熔化极电弧焊接和熔化极电弧焊接,但是由于电弧能力分布密度特性,导致焊接速度较慢,焊接的深度和熔度较浅,造成材料容易焊接变形,并且生产效率较低。
激光焊接可以利用高达107W/cm2的能量密度形成小孔和等离子体时的热加工,激光焊接速度比较快,材料变形较少,通过较少的热输入量形成深度比大的良好焊接效果,从而实现精密焊接。
但是也存在着一定的缺点,即焊接接头的间隙要求较高、焊接过程的稳定性和激光能量的利用率较差、焊接厚度较高的材料成本过高。
为顺应时代发展,综合焊接需求,针对电弧焊接和激光焊接的优劣,在20世纪70年代末,英国伦敦帝国大学对复合焊接工艺进行了研究,提出了电弧与激光焊接结合的工艺概念,随后英国学者和美国等科学研究者利用了激光配合一定量的辅助电弧,形成了现如今激光-电弧复合焊接的技术工艺,解决了焊接熔深浅问题和生产成本过高的问题,有效的提升了能量的利用率,提高了焊接的生产效率。
二、激光-电弧复合焊接的原理激光―电弧复合焊接技术在工作时,激光及电弧同时作用在金属表面的一点上。
在激光的作用下,焊缝的上方会产生一定的等离子体云,这种等离子体云会吸收及散射进行射入过程中的激光,从而降低了激光能量的功能。
大连理工大学科技成果——低能耗激光-电弧复合焊接工艺及设备
大连理工大学科技成果——低能耗激光-电弧复合焊接工艺及设备一、产品和技术简介:大连理工大学在国家“十五”863、科技攻关以及“十一五”科技支撑计划的持续支持下,发现了激光诱导增强电弧的行为与机制,发明了低功率激光-电弧复合焊接技术,并开发出了具有自主知识产权的低能耗激光-电弧复合焊接工艺和装备。
该技术充分利用了激光焊与电弧焊的优点,解决了激光能量利用率低、搭桥能力差以及电弧焊效率低、焊接质量低等一系列问题,实现低能耗高效焊接。
应用测试表明,低能耗激光-电弧复合焊接装备与现有电弧焊设备相比,焊接能耗可降低50%,焊接效率可提高5-8倍,焊接性能提高20-30%,是具有低能耗、优质、高效等高端功能的先进焊接装备。
二、应用范围:可用于焊接各种尺寸的镁合金、铝合金、钛合金等轻合金以及高强钢等同质和异质材料结构件,如镁合金汽车、自行车、摩托车等结构件,船舶企业、汽车等企业各类宽幅板材拼焊以及典型结构件制备等。
三、生产条件:低能耗激光-电弧复合热源焊接装备可以满足激光焊接、氩弧焊接使用的所有焊接生产条件,并且焊接速度为氩弧焊接5-8倍,组对间隙为激光焊接2-4倍,焊接熔深为氩弧焊接2-3倍,激光焊接4-5倍。
四、规模与投资:本产品具有光纤耦合传递系统,能够与焊接机器人配合,可以实现全方位、精密、柔性焊接,能够满足复杂结构件的优质、高效焊接需求。
本产品适合大批量生产,产品成本预计20-30万元,主要包括激光器、电弧电源以及自动控制系统和工作台。
五、知识产权情况:具有完全自主知识产权。
六、市场需求与经济效益分析:基于能源节约型的低能耗激光-电弧复合焊接工艺与设备与传统电弧焊相比,焊接效率可提高5-8倍,成本仅为大功率激光焊接的20-30%,因此可以部分替代现有的传统电弧焊设备以及大功率激光焊接设备,在汽车薄板以及船舶、石化中厚板等焊接领域具有巨大的应用前景。
目前我国拥有电弧焊设备预计在150万台以上,因此随着本产品的产业化推广应用,将逐步替代传统电弧焊设备,拥有巨大的市场空间,蕴藏着显著的经济和社会效益。
激光复合焊接技术综述
激光复合焊接技术综述XXX(西南科技大学国防科技学院,四川绵阳 621010)摘要:激光技术在制造业中的应用是目前各国的研究重点,随着工业发展对高效、环保、自动化的需要,激光技术的应用迅速普及制造业的许多领域。
在此基础上,激光焊接工艺将成为激光应用的重要方面之一。
本文概述了激光焊接的发展现状,简单介绍了采用激光技术进行焊接的基本原理及其优缺点。
详细描述了激光器的研发、等离子体控制、焊接过程的自动化检测和各种先进激光焊接技术。
通过介绍激光焊接在具体领域(如汽车业、造船业等)的应用,充分说明激光技术在焊接制造中的优越性,并对激光焊接的发展前景做了具体的展望.关键词:激光焊接; 复合焊接;研究现状;展望Review on Laser Hybrid Welding TechnologyXXX(Southwest University of Science and Technology,Mian Yang China,621010)Abstract:The application of laser technology in the manufacturing industry is currently research focus of all countries,with the development of industry and the need of high efficiency, environmental protection and automation,the application of laser technology rapid popularization the many areas of manufacturing。
On this basis, laser welding process will become one of the important aspects of laser application. In this paper,the development of laser welding is summarized,and the basic principle and advantages and disadvantages of laser welding are introduced briefly. The research and development of laser,plasma control,automatic detection of welding process and advanced laser welding technology are described in detail. Through the introduction of laser welding in specific areas (applications such as automobile industry, ship building industry, etc。
激光复合加工装备中的激光焊接技术研究综述

激光复合加工装备中的激光焊接技术研究综述近年来,随着制造业的迅速发展,激光焊接技术在激光复合加工装备中的应用越来越广泛。
激光焊接技术以其高精度、高效率、无污染等突出优势,成为现代工业领域的重要加工方法。
本文将对激光复合加工装备中的激光焊接技术进行综述,介绍其原理和应用领域,并着重探讨其在研究领域的最新进展。
首先,激光焊接技术是利用激光束对工件进行加热,通过工件表面的熔融使两个或多个工件得以连接的一种焊接方法。
相比传统焊接方法,激光焊接具有焊缝狭窄、热影响区小、变形小、焊接速度快等特点。
这些优势使得激光焊接技术广泛应用于汽车制造、航空航天、电子设备等众多领域。
在激光复合加工装备中,激光焊接技术常常与其他加工方法相结合,实现对复杂工件的加工。
例如,激光焊接与激光切割技术相结合,可以实现对材料的快速切割和精细焊接。
同时,激光焊接还可以与激光钎焊、激光打孔等技术相结合,实现对多种材料的连接和加工。
除了常规的激光焊接技术,近年来一些新型的激光焊接方法也得到了广泛关注。
例如,闪光激光焊接技术采用脉冲激光束,通过控制激光脉冲的时间和强度,实现对焊缝的精确控制和优化。
激光搅拌摩擦焊接是一种通过搅拌工具的旋转和压力施加,使接头处材料被摩擦加热、塑性流动以及再结晶重结晶的激光焊接方法。
这些新型的激光焊接方法为激光复合加工装备带来了更多的可能性。
在实际应用中,激光焊接技术在不同领域取得了显著的成果。
在汽车制造领域,激光焊接被广泛应用于车身焊接、车门焊接、车身结构焊接等工艺中,有效提高了焊接质量和生产效率。
在航空航天领域,激光焊接被应用于航空发动机叶片、航空结构件等重要零部件的制造。
在电子设备领域,激光焊接被广泛应用于印刷电路板(PCB)的制造以及电子组件的连接。
然而,尽管激光焊接技术已经取得了许多成果,但仍然存在一些挑战和问题。
首先,激光焊接过程中的熔池流动和固化行为对焊缝质量有重要影响,如何控制好焊缝形貌成为了研究的重点。
大功率固体激光-电弧复合热源焊接技术与成套装备
大功率固体激光-电弧复合热源焊接技术与成套装备
激光-电弧复合热源焊接技术是当前焊接领域最热门且极具推广应用前景的一种高效率、低变形、高质量的新型焊接技术,该焊接技术兼容了激光焊和电弧焊的各自优点而又弥补了各自的缺点,应用范围广、工艺适应性强,可很好低解决传统弧焊方法无法解决的单面焊双面成型、焊接变形、焊接效率及接头质量等困扰弧焊焊接生产的若干问题。
与传统弧焊相比,焊接效率可提高1-4倍(取决于材料及板厚)、焊接变形减少40%以上,能显著地提高产品质量和生产效率、减少焊接工位数量和厂房投资、改善工人劳动强度和环境,是未来高端装备制造业中传统焊接制造技术升级改造和智
能化焊接的理想解决方案。
哈尔滨焊接研究所是我国最早从事大功率(≥2kW)固体激光-电弧复合热源焊接技术研究的单位,拥有以中国工程院院士为首的国内一流的科研开发团队和先进的激光加
工技术中心,从事激光-电弧复合焊接技术研究十余年,已掌握了大功率固体激光-电弧复合热源焊接核心技术及装备集成技术,技术成果已经在我国工程机械、军工、航空航天等领域获得了推广应用,并成功地为我国工程机械行业某知名企业研制集成了我国第一套在焊接生产线上使用的大功
率固体激光-熔化极电弧复合焊接装备,填补了国内空白。
√
哈尔滨焊接研究所在激光-电弧复合热源焊接领域秉承以重大工程及行业技术需求为导向,以国家重大课题及专项的科研成果为技术支撑,以雄厚的理论基础及技术储备为保障,可依据不同材料、板厚、结构及实际工况条件,可为客户设计包括“材料、工艺、冶金、成套设备”在内的成套化激光-电弧复合焊接技术解决方案。
激光电弧复合焊接技术讲解
激光电弧复合焊接技术Laser-Arc H y brid Weldin g Technolo gy北京航空制造工程研究所朱轶峰董春林[纲要 ]介绍了一种激光电弧复合焊接技术, 阐述了此技术的原理、设施、优势及其应用远景。
要点词 :激光电弧复合焊接设施应用远景[ABSTRACT ]A Iaser-arc 1y brid weIdin g tec1-noIo gy is introduced. Its p rinci p Ie , e g ui p ment , advanta g es and a pp Iication p ros p ect are described.Ke y words :Laser-arc h y brid weldin g E g ui p mentA pp lication p ros p ect激光作为高能束流热源吸引了愈来愈多工程技术人员的注意 , 从昨年的第七届阿亨国际焊接会议上可以看出 , 激光焊接已经成为国际焊接界的关注热门。
而激光电弧复合焊接作为此中的新兴技术惹起了工程界、公司界的宽泛重视 , 在欧美和日本先后有多家汽车制造厂和造船厂斥资投入这方面的研究 , 并有厂家率先进入了工程化应用阶段[1]。
1原理因为激光的能量密度很高(可高达 107W /cm 2 ,所以激光焊接的速度快 , 焊接深度深 , 热影响区小 , 可以进行精细焊接。
利用聚焦优秀的激光束可进行金属、塑料以及陶瓷的焊接 , 并已用于印刷、精细机械等行业。
采纳深熔焊接技术 (即穿孔焊接 , 大功率的激光束流一次焊接金属资料厚度可达20mm 以上 , 同时具有比较高的焊接速度 , 热影响区比较小。
因为激光束流比较渺小 , 所以焊接时对拼接接头的空隙要求比较高 (<0. 10mm , 熔池的搭桥能力 (Ga p Brid g in g AbiIi-t y比较差 , 同时因为工件表面的激烈反射影响了束流能量向工件的传达,高能激光束致使熔池金属的蒸发、汽化、电离 , 形成光致等离子体 , 严重影响了焊接过程的稳固性 , 所以焊接过程中激光的实质能量利用率极低。
复合激光焊接工艺
复合激光焊接工艺:
复合激光焊接工艺是一种结合了激光焊接和电弧焊接的工艺方法。
这种工艺方法利用激光的高能量密度和电弧的深熔穿透能力,实现了高效率、高质量的焊接。
在复合激光焊接工艺中,激光和电弧同时作用于焊接区域,激光提供高能量密度,电弧提供足够的热源来扩大熔深。
这样可以提高焊接速度和焊接效率,同时减少焊接缺陷,提高焊接质量。
复合激光焊接工艺具有以下优点:
1.高效性:复合激光焊接工艺结合了激光和电弧两种热源,可以同时利用两种热源的
优势,提高焊接速度和效率。
2.优质性:复合激光焊接工艺可以实现深熔焊和高速焊,提高了焊接质量,减少了焊
接缺陷。
3.灵活性:复合激光焊接工艺可以适用于多种材料和厚度,可以根据不同的需求调整
工艺参数。
4.可重复性:复合激光焊接工艺可以重复进行相同的焊接操作,提高了生产效率和质
量。
5.环保性:复合激光焊接工艺不需要填充材料,减少了焊渣和有害气体的产生,有利
于环保。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。