异常品表格
品质异常统计表

21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
高翔
谢泽球
25
7月31日
推台锯装配员工发现:调整铁(MJ263-0602)与护板座(MJ263-0603)卡不到位,安装不了---领料16个,有6个安装不了。
①经检验护板座没问题,问题出在调整铁,②图纸要求调整铁宽度是45MM,实际前后宽度加工不均匀,导致无法安装
将不合格的调整铁退回仓库,重新领6个合格品。
谢泽球
黎先安
2
7月1日
7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)
箱体焊接时孔位偏;品检员用拉尺进行测量,测量误差太大,不能满足精度要求
现场已对生产部件进行配装
由品质工程师设计检具对箱体螺丝孔位置进行检验。(7月13日检具已做好,给到品检员)
成浩然
秦振伟
3
7月1日
电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧
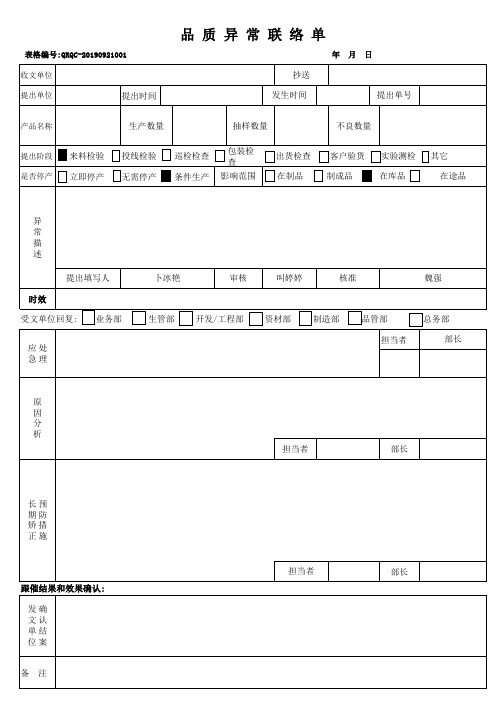
品质异常联络单
收文单位
提出单位
提出时间
品质异常联络单
年月日
抄送
发生时间
提出单号
产品名称
生产数量
抽样数量
不良数量
提出阶段 是否停产
来料检验 立即停产
投线检验 无需停产
巡检检查 条件生产
包装检 查
影响范围
出货检查 在制品
客户验货 制成品
实验测检 在库品
其它 在途品
异 常 描 述
提出填写人
时效
受文单位回复: 业务部
应处 急理
卜冰艳
审核
叫婷婷
核准
魏强
生管部
开发/工程部
资材部
制造部
品管部 担当者
总务部 部长
原 因 分 析
担当者
部长
长预 期防 矫措 正施
跟催结果和效果确认: 发确 文认 单结 位案
备注
担当者
部长
品质部异常统计总表参考格式
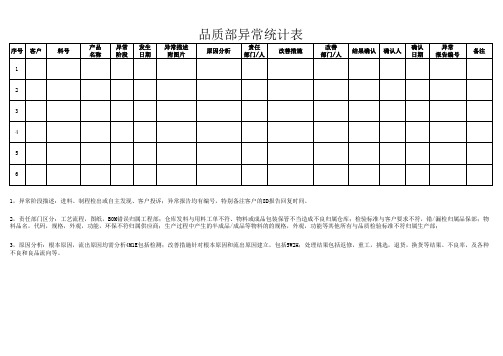
1,异常阶段描述:进料、制程检出或自主发现、客户投诉;异常报告均有编号,特别备注客户的8D报告回复时间。
2,责任部门区分:工艺流程,图纸,BOM错误归属工程部;仓库发料与用料工单不符、物料或成品包装保管不当造成不良归属仓库;检验标准与客户要求不符,错/漏检归属品保部;物料品名,代码,规格,外观,功能,环保不符归属供应商;生产过程中产生的半成品/成品等物料的的规格,外观,功能等其他所有与品质检验标准不符归属生产部;
3,原因分析:根本原因,流出原因均需分析4M1E包括检测;改善措施针对根本原因和流出原因建立,包括5W2H;处理结果包括返修,重工,挑选,退货,换货等结果。
不良率,及各种不良和良品流向等。
生产品质异常处理单表格

生产品质异常处理单表格篇一:品质异常处理报告单品质异常处理报告单编号:信息来源:□进货检验□生产过程□仓库□客户篇二:产品异常处理规范(含表格)产品异常处理规范(ISO9001-2015)1.目的:为迅速处理产品异常,防止不良品走漏或造成隐患性不良,特制定此规范。
2.范围:适用于本公司所有产品异常的处理。
3.定义:在正常的生产条件下突发异常情况,对产品构成一定的品质隐患性.对这类的产品作出相应的异常处理。
4.职责:4.1物控部:负责跟进品质异常处理结果并对出货计划的调整及特殊处理。
4.2品质部:负责协同各部门参与处理措施的制定和跟进处理结果,有必要知会客户协同跟进异常产品后期品质状况。
4.3制造部:负责反馈异常产品状态并执行处理措施。
4.4制造部技术/工程PIE:负责分析不良原因并协同制定相应处理措施。
5.作业内容:5.1异常产品问题反馈:5.1.1正常生产时,发现因各种突发异常原因,第一时间要将异常生产的时间段所生产的产品要及时隔离并知会品质部、制造部技术/工程PIE、物控部等相关部门处理。
5.1.2如牵涉到计划问题时由物控部去协调解决,牵涉到品质问题时由品质部去协助解决,牵涉到技术工艺问题时由制造部PIE去协助解决,以上各过程由品质部负责监控和跟进处理结果。
5.2处理方式:5.2.1生产线将异常品与正常品区分隔离,在箱头纸上写明机型、数量及异常内容或现象,并通知相关责任部门及时处理。
5.2.2第一时间收到生产线反馈产品异常时,制造部技术工程PIE/品质部负责人现场确认异常状况,品质部协助商讨处理措施方案并评估处理措施的有效性。
5.2.3异常品处理后需要PQC重新检验,检验时按照异常品处理方案针对问题重点检查,制造部PE负责协助教导PQC的检验方法或内容,经PQC检验合格后的异常品要做上特殊合格标记给予区分。
5.2.4品质部IPQC跟进处理措施的执行状况,并跟线抽验PQC检验结果,确认有效性并将结果知会上级。
品质异常统计表

来料检验员按抽样标准检验,并对此异常重点检查,品质工程师跟进。(员工反映:到7月5日-7月23日没有出现质量问题)
李少文
成浩然
5
7月1日
MJK1333主锯主轴放置方法不对,未按包装要求插入插板放置
——
将现有库存平放的主轴优先使用,防止因长时间放置产生应力变形
杨江宏
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
① 加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
② 师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
安装前溶胶阀进行全检,只使用公差在0.10MM以下的,对公差在0.10MM以上进行返工。(8月5日,部装员工反映已安装的57个溶胶阀,没一个出现问题;品管员:此问题已改善很多。)
储俊
邱宇
9
7月10
裁板锯MJK1333C小车拖链太长(长一米),需作改良
----
试行做法:把过长的拖链裁去一米。
技术部已同意换另一种拖链,规格、长度都有所改变。经检验,更换后效果很好
廖建忠
谢泽球
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
20
7月28日
7月26日推台锯装配员工发现:横向尺挡板孔位,图纸要求是对中打孔(6.5mm),实际没达到要求,孔位打偏、加宽。造成安装困难。(MJ2631102C)221件
统计不良品的表格模板
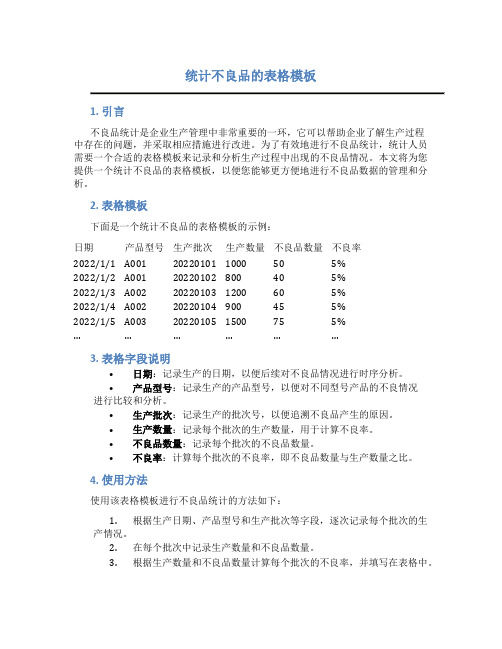
统计不良品的表格模板1. 引言不良品统计是企业生产管理中非常重要的一环,它可以帮助企业了解生产过程中存在的问题,并采取相应措施进行改进。
为了有效地进行不良品统计,统计人员需要一个合适的表格模板来记录和分析生产过程中出现的不良品情况。
本文将为您提供一个统计不良品的表格模板,以便您能够更方便地进行不良品数据的管理和分析。
2. 表格模板下面是一个统计不良品的表格模板的示例:日期产品型号生产批次生产数量不良品数量不良率2022/1/1 A001 20220101 1000 50 5%2022/1/2 A001 20220102 800 40 5%2022/1/3 A002 20220103 1200 60 5%2022/1/4 A002 20220104 900 45 5%2022/1/5 A003 20220105 1500 75 5%………………3. 表格字段说明•日期:记录生产的日期,以便后续对不良品情况进行时序分析。
•产品型号:记录生产的产品型号,以便对不同型号产品的不良情况进行比较和分析。
•生产批次:记录生产的批次号,以便追溯不良品产生的原因。
•生产数量:记录每个批次的生产数量,用于计算不良率。
•不良品数量:记录每个批次的不良品数量。
•不良率:计算每个批次的不良率,即不良品数量与生产数量之比。
4. 使用方法使用该表格模板进行不良品统计的方法如下:1.根据生产日期、产品型号和生产批次等字段,逐次记录每个批次的生产情况。
2.在每个批次中记录生产数量和不良品数量。
3.根据生产数量和不良品数量计算每个批次的不良率,并填写在表格中。
4.根据需要,可以在表格中添加其他字段,如责任部门、不良原因等,以便更详细地分析不良品情况。
5.对表格中的数据进行分析,找出不良品产生的主要原因,并采取相应改进措施。
5. 总结统计不良品是企业生产管理中的重要环节,通过合适的表格模板可以更方便地进行不良品数据的管理和分析。
本文提供的统计不良品的表格模板可以帮助企业进行生产过程中的不良品统计工作,以便及时发现问题并采取改进措施,提升产品质量和生产效率。
品质异常统计表
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
1
7月1日
7421B齿轮箱座穿线糟太窄,电线穿不过
表面批锋及铸渣过大;来料检验员漏检至使不合格品流入
对现场产品及库存品进行全检,不合格品通知供应商到现场进行磨处理
来料检验员按标准检验,发现不合格通知采购部退回供应商,装配品检员对箱座重点跟踪,对上工序来料进行接收质量检查。(7月17日已全部返工完,到8月3日为止,没出现不合格零件)
有一部分图纸问题,有一部分是机加没安图纸做。
技术部已经确定更改好15个问题:其中5处更改图纸,5处确认图纸是对的,机加没按要求做好。
更改的图纸已下发《设计更改通知书》,机加、数控要严格按图纸作业。
肖志群
18
7月20日
排钻:滑块M6孔图纸要求攻牙20mm深,实际没达到要求,约15mm。造成部件安装不了。
焊接的面是斜的,机加没按要求进行加工;出现此问题很少,员工大意,安装没有对零件进行检验。
把装好的电器件拆下来,更换好的配件,再进行总装(7月16日跟进时,以上动作已作好---用时两小时)
机加要严格按要求进行加工,员工安装前要对零件进行自检,发现不合格的一定要进行更换处理。
储俊
14
7月15日
压料轮跟压料梁接处面高低不平,导致装机后,轮子不转。(从7月15日--20日上午,4.5天的时间共发现179个不良品,平均一天40个)
杨江宏
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普莱柯生物工程股份有限公司
异常品处理申请单
文件编号:WL-046.00
类别成品□半成品□原辅料□包材□
申请部门统计周期年月- 月预估金额
异常明细
(名称、批号、规格、厂家、
数量、预估金额,处理原因)
申请部门意见
申请人:年月日部门负责人:年月日异常原因分析
签名:年月日
生产部经理意见
签名:年月日
总工程师意见
签名:年月日质量管理部意见
签名:年月日总经理意见
签名:年月日
备注:1.物料处理方面的原因分析由物控办填写;
2.产品处理方面的原因分析由仓储或生产部填写;
3.异常品处理种类较多时可添加附页。
一式三份:一份质管部QA留存;一份执行部门留存;一份财务部留存
普莱柯生物工程股份有限公司异常品处理明细表
序号名称批号规格数量来源预计金额
(元)
备注
合计
申请人:审核人:日期:日期:责任归属:部门
普莱柯生物工程股份有限公司
销毁单
文件编号:WL-015.03 品名批号
所在部门数量
销毁原因
销毁方法
申请人日期年月日部门负责人日期年月日
销毁地点
销毁人日期年月日监督人日期年月日备注
一式三份:一份质管部QA留存;一份执行部门留存;一份财务部留存。