铅锡合金工艺流程
PCB电镀焊料(锡铅合金)工艺介绍
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
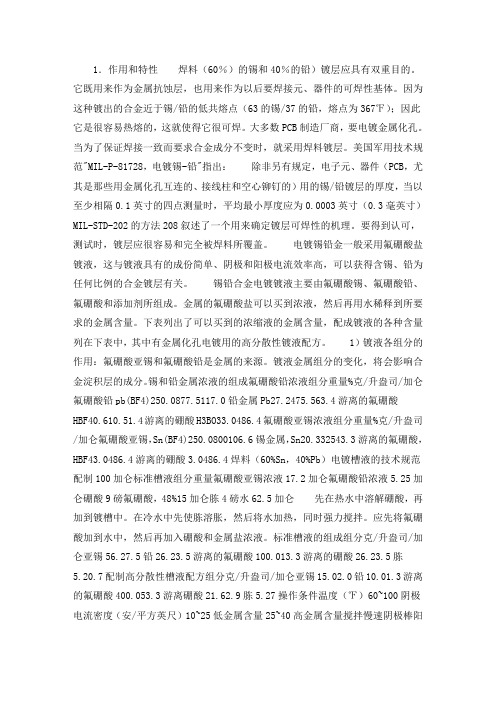
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成氟硼酸铅浓液组分重量%克/升盎司/加仑氟硼酸铅pb(BF4)250.0877.5117.0铅金属Pb27.2475.563.4游离的氟硼酸HBF40.610.51.4游离的硼酸H3BO33.0486.4氟硼酸亚锡浓液组分重量%克/升盎司/加仑氟硼酸亚锡,Sn(BF4)250.0800106.6锡金属,Sn20.332543.3游离的氟硼酸,HBF43.0486.4游离的硼酸3.0486.4焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液组分重量氟硼酸亚锡浓液17.2加仑氟硼酸铅浓液5.25加仑硼酸9磅氟硼酸,48%15加仑胨4磅水62.5加仑先在热水中溶解硼酸,再加到镀槽中。
铅锡合金实验报告

铅锡合金实验报告实验题目:铅锡合金的制备与性质分析一、实验目的:1.了解铅锡合金的合金化原理与制备方法;2.研究铅锡合金的组成与性质之间的关系;3.掌握合金的相图分析方法。
二、实验仪器与试剂:1.仪器:电子天平、熔融温度计、显微镜;2.试剂:纯铅、纯锡。
三、实验原理:铅锡合金是一种重要的低熔点合金,具有优良的焊接性能和机械性能。
根据相图的研究结果可知,液相区域存在,中间存在共晶合金态。
通过铅锡合金的混合制备、熔化与冷却,可以得到不同组成的铅锡合金。
四、实验步骤:1.准备相应的纯铅和纯锡试剂;2.按照一定比例将纯铅和纯锡试剂称量在电子天平上;3.将称量好的试剂置于石英坩埚中;4.将石英坩埚放入高温炉中,升温至合金的熔点;5.待合金完全熔化均匀后,将石英坩埚取出,迅速倒入预先准备好的冷却模具中;6.冷却后取出样品,进行性质分析。
五、实验结果与分析:1.观察样品外观:铅锡合金通常呈灰白色或银灰色,均匀度好的合金颜色较均匀;2.测量样品密度:通过测量铅锡合金的质量和体积,计算出密度;3.观察样品的冷凝特点:快速冷却后,样品中会出现一些冷凝组织,在显微镜下观察,可以观察到晶体的形状和尺寸;4.分析样品的组元含量:通过化学分析等方法,可以得到样品中铅和锡的含量,进一步分析与合理设计的比例的差异。
六、实验结论:1.铅锡合金的制备方法简便,可通过熔融冷却的方式得到;2.通过改变铅和锡的比例,可以得到不同成分的铅锡合金;3.铅锡合金的性质取决于其组成和冷凝特点;4.合理设计铅锡合金的比例有助于提高合金的工艺性能。
七、实验注意事项:1.操作时注意安全措施,防止熔点较低的合金对人体造成伤害;2.操作充分搅拌,使试剂充分混合均匀;3.仪器仪表操作注意细节,确保实验数据的准确性;4.实验结束后要及时清洗实验设备,保持器材的干净。
八、实验拓展:本实验主要研究了铅锡合金的制备与性质分析,可以进一步学习铅锡合金的应用领域以及合金化的原理与方法,通过对合金的原理和工艺性能的理解,设计和制备出更优质的铅锡合金。
铅锡合金电解阳极泥处理
铅锡合金电解阳极泥处理铅锡合金电解阳极泥处理从铅锡合金电解阳极泥中回收有价金属的过程,为锡冶金副产物处理的内容之一。
铅锡合金又名粗焊锡。
粗焊锡电解精炼是生产优质焊料的主要方法,电解的阳极泥产出率约为2.5%,其中含有贵金属和铅、锡、秘、铜等(见表)。
中国炼锡厂从20世纪70年代中期开始对这种阳极泥的处理方法进行研究,到80年代末形成了以湿法冶金为主的处理工艺流程。
该流程综合回收水平高,对产量不大的阳极泥是一种有效的处理提取秘、提取锡和铜等过程。
方法;缺点是作业多,包括盐酸分解、提取银、提取金、粗焊锡电解阳极泥的组成 -缨介行厂为于盐酸分解主要目的是将贵金属与其他金属分离。
用含盐酸180~200g/L溶液,在液固比6,1、高于363K温度,以及加少量硝酸和海绵铅作氧化剂和置换剂的条件下浸出2h,锡、钗和铜的浸出率大于 95%,金和银进渣率达到97%。
提取银盐酸分解渣经水煮结晶分离氯化铅后,加浓硫酸在873K温度下焙烧3h,使银生成易溶于水的硫酸银与金分离。
硫酸银在液固比15:l和温度353K条件下用稀硫酸(0 .smol/L)进行二次浸出,银浸出率95%。
然后向硫酸银溶液加入盐酸沉淀氯化银。
将得到的氯化银加入含氨20%的氨液,在温度323一333K、pHS~12和搅拌下用水合麟将其还原成银: 4AgCI+NZH‘+4NH;OH一4Ag+NZ+4NH;CI+4HZO还原所得银粉经精炼得到含银高于99.9%的产品。
提取金将提银后的浸出渣(含金2509/t)放在反应釜中加入混酸(HCI十HZSO4)氯化,在液固比6: l、温度333~363K以及加入20%~50%的氯酸钠溶液作氧化剂的条件下搅拌浸出6h,金的浸出率大于 99%。
含金的溶液用锌置换得金粉,将金粉精炼成为含金大于99.9%的产品。
提取秘将盐酸分解溶液加水稀释至含盐酸0.smol/L水解沉淀砷、锑后,加石灰乳中和至pHI.5~2.5即沉淀出氯氧化秘(Bi0CI)。
铅合金焊接工艺
铅合金焊接工艺
一、介绍
铅合金焊接是指使用含铅成分的焊料进行焊接的一种焊接技术。
铅合金焊接具有低熔点、润湿性好、焊缝性能稳定的特点,广泛应
用于电子、通信、仪器仪表等领域。
二、铅合金焊接的工艺步骤
1. 准备工作
在进行铅合金焊接前,需要进行以下准备工作:
- 确定焊接材料和焊接方法
- 清洁焊接表面,除去氧化物和污染物
- 调整焊接设备,使其适应铅合金焊接的需求
2. 热处理
铅合金焊接前,需要对焊接材料进行一定的热处理,以提高焊
接性能。
常见的热处理方法有退火和时效处理。
3. 焊接操作
进行铅合金焊接时,需要注意以下几点:
- 控制焊接温度,避免过高或过低
- 控制焊接速度,确保焊缝牢固
- 确保焊接接头的对齐和稳定
4. 焊后处理
焊接完成后,需要进行焊后处理,包括焊缝清理、除渣、气孔修补等工作,以提高焊接接头的质量和稳定性。
三、注意事项
在进行铅合金焊接时,需注意以下事项:
- 需要特殊设备和环境进行焊接,确保安全性
- 对焊接操作者进行必要的防护,避免铅中毒风险
- 严格遵守相关法律法规和标准,确保焊接产品的质量和安全性
四、常见问题解答
1. 铅合金焊接的优点是什么?
铅合金焊接具有低熔点、润湿性好、焊缝性能稳定等优点。
2. 铅合金焊接的应用领域有哪些?
铅合金焊接广泛应用于电子、通信、仪器仪表等领域。
以上是关于铅合金焊接工艺的简要介绍,希望对您有所帮助。
铅锡冶炼工艺
铅锡共生矿的冶炼工艺流程
铅锡共生矿的冶炼工艺 通常包括矿石准备、焙 烧、熔炼、精炼等工序
。
01
焙烧工序的目的是使矿 石中的硫化物氧化,以 去除有害杂质并使矿物
松散。
03
精炼工序包括粗金属的 除杂和合金化,以提高 金属纯度和产品质量。
05
矿石准备主要是破碎和 磨细矿石,以适应冶炼
工艺的要求。
02
环保要求
为了减少对环境的污染,国家对铅锡冶炼企业的环保要求越来越严格,包括烟 气排放标准、废水处理等方面。
环保现状
目前,大部分铅锡冶炼企业已经采取了相应的环保措施,如安装烟气处理设施 、建设废水处理设施等,以降低对环境的影响。但仍有部分企业存在环保不达 标的问题,需要加强监管和治理。
CHAPTER 02
铅和锡通常一起用于制造合金,如焊 料、铅酸电池等,同时也在化工、电 子、建筑等领域得到广泛应用。
锡的性质
锡是一种银白色的金属元素,具有熔 点低、耐腐蚀、延展性好等特性。在 工业上,锡主要用于制造焊料、镀层 、合金、化工催化剂等。
铅锡冶炼工艺流程简介
烧结
将破碎后的矿石与燃料和熔剂 混合后进行高温烧结,使矿石 中的有用成分形成熔融态。
铅锡冶炼工艺
汇报人:可编辑
2024-01-06
CONTENTS 目录
• 铅锡冶炼工艺概述 • 铅冶炼工艺 • 锡冶炼工艺 • 铅锡共生矿的冶炼工艺 • 现代铅锡冶炼工艺的发展趋势与展望
CHAPTER 01
铅锡冶炼工艺概述
铅锡的性质与用途
铅的性质
铅锡用途
铅是一种重金属元素,具有柔软、耐 腐蚀、延展性好等特性。在工业上, 铅主要用于制造电缆、电池、颜料、 塑料稳定剂等。
电镀工艺锡铅工艺ppt课件

作業要點: 1.錫鉛工站濃度管制範圍依條件設定表,分析頻率1次/日 2.參照條件設定表确定電流,電壓. 3.檢查錫/錫鉛槽的溫度18±3℃,冷凍裝置.(1次/2Hr) 4.陽极籃及陽极袋點檢頻率:1次/3Hr;清洗保養頻率:1次/2
周 5.母槽標准液位,過低時依分析要求添加母液 6.錫/鉛區域及膜厚需符合電鍍檢規. 7. 陽極塊(球)應用純錫塊(球),其含量應為99.8%以上. 8.鍍層的焊錫性需符合檢驗標准,焊錫覆蓋面積應大于
B>與底材形成的IMC方式
銅底材上鍍純錫
鎳底材上鍍純錫
(1)銅原子遷移性(migration)很強, 在Cu/Sn形成IMC時, 銅會迅速擴散到Sn matrix中使得Snlayer呈受極大的compressive stress(見左圖)而產生錫鬚; 而Ni/Sn則相對上沒有此問題
(2)若Cu為底材,先鍍鎳再鍍會降低whisker(須) growth risk;或是適度的增加錫層厚度降低 compression(壓縮) stress的效應
鍍錫/錫鉛工藝教案
1 .錫濃縮液(烷基磺酸錫)
主鹽.鍍液中Sn2+的供給源之一.無色液体,含Sn2+濃 度為300g/L,有強腐蝕性,在使用時應戴上防腐蝕性 手套及戴上口罩,避免直接接觸到葯水.
2 .鉛濃縮液(烷基磺酸鉛)
主鹽.鍍液中Pb2+的供給源之一.無色液体,含Pb2+濃 度為450g/L,有強腐蝕性,鉛是重金屬元素,有劇毒, 在使用時應戴上防腐蝕性手套,戴上口罩,避免直接 接觸到葯水,一旦接觸到葯水應馬上用水衝洗干淨.
2. 於200℃長時間烘烤外觀仍會變為藍紫色,但此時錫層未 熔化,沒有有機物析出的問題。
3. 下圖為對不同變色程度樣品Auger分析的結果:不同變 色程度, 碳含量分布並無太大變化,顯示碳含量對變色影 響不大。
活字印刷术简要工作流程

活字印刷术简要工作流程活字印刷术是一种古老的印刷技术,它在古代被广泛使用,直到今天仍在某些领域得到应用。
活字印刷术的基本原理是将铅字或木字排版印刷版面,然后通过压力将墨水传递到纸上,从而产生印刷品。
本文将详细介绍活字印刷术的工作流程,包括铅字/木字的制作、排版、翻印/校对、印刷和后期加工。
一、铅字/木字制作铅字的制作是活字印刷术的第一步。
这个过程涉及到熔化铅锡合金,将熔融的合金倒入由硅灰石制成的铸模中,然后等待冷却。
一旦铅锡合金凝固并变硬,就可以将模板打开并取出铅字块。
木字的制作也类似,但使用的是木头,而不是铅锡合金。
制作木字的过程通常涉及到粗略的切割以及手工雕刻和打磨,以获得所需的形状和大小。
二、排版排版是将铅字/木字组合成一个完整的版面的过程。
它涉及使用一个工具来按照所需的顺序和布局安排字块。
在活字印刷术中,排版需要非常仔细的计划和执行,因为一旦排版完成,即使有一个字块错位,整个版面都将被破坏。
三、翻印/校对在排版完成后,需要进行翻印/校对,以确保所有字块都正确放置,并且没有错误的单词或拼写错误。
在翻印过程中,使用透明纸和镉笔来制作版面的反面拷贝。
印刷工人使用反面拷贝进行校对,查找拼写错误和字块位置上的任何错误。
四、印刷一旦排版和翻印/校对完成,就可以开始印刷。
印刷涉及将版面放置在印刷机上并添加墨水。
然后,使用辊或压力机器将墨水传递到纸上并加以压实,从而产生印刷品。
五、后期加工在印刷完成后,需要进行一些后期加工,以获得所需的最终效果。
后期加工涉及修剪印刷品以获得所需的大小和形状,以及添加任何其他细节或效果。
这可能包括手工上色或添加装饰图案等。
活字印刷术是一项困难的工艺,需要经过细心的准备和执行。
尽管它已经过时,但仍被广泛应用于一些特定的应用程序。
电镀铅锡作业指导书

电镀铅锡作业指导书一、任务概述本文档旨在提供电镀铅锡作业的详细指导,包括作业前的准备工作、操作步骤、安全注意事项以及常见问题解答等内容。
通过遵循本指导书,能够确保电镀铅锡作业的安全和高效进行。
二、准备工作1. 确保操作环境安全:检查操作区域的电源、照明设备和通风系统是否正常工作,排除潜在的安全隐患。
2. 准备所需设备和材料:包括电镀槽、电源、铅锡合金、电镀液、电镀架、电镀盘等。
3. 检查设备状态:确保电镀槽、电源和电镀架等设备的正常工作状态,如有故障及时修复或者更换。
4. 穿戴个人防护装备:包括防护眼镜、防护手套、防护服等,以保护操作人员的安全。
三、操作步骤1. 清洗工件:将待电镀的工件进行清洗,去除表面的油污和杂质,以确保电镀效果的良好。
2. 准备电镀液:按照所需比例将铅锡合金与电镀液混合,搅拌均匀。
3. 调整电镀参数:根据工件的要求,调整电镀槽中的温度、电流密度和电镀时间等参数。
4. 将工件悬挂在电镀架上:将清洗后的工件悬挂在电镀架上,确保工件与电镀液充分接触。
5. 进行电镀:将电镀架放入电镀槽中,启动电源,开始电镀过程。
根据所设定的电镀参数,控制电镀时间。
6. 完成电镀后处理:将电镀完成的工件取出,进行后续处理,如清洗、烘干等。
四、安全注意事项1. 操作人员应穿戴个人防护装备,如防护眼镜、防护手套等。
2. 严禁在操作过程中吃东西、喝水或者吸烟,以防止误食或者吸入有害物质。
3. 注意电源的安全使用,确保接地良好,避免发生漏电或者触电事故。
4. 电镀液具有腐蚀性,操作时应避免直接接触皮肤,如不慎接触到皮肤,应即将用清水冲洗并就医。
5. 电镀槽中的液体温度较高,操作时应小心避免烫伤。
五、常见问题解答1. 为什么电镀后的工件表面浮现斑点?答:可能是由于电镀液中杂质较多或者电镀参数设置不当导致的,可以尝试更换电镀液或者调整电镀参数来解决。
2. 电镀后的工件表面浮现起泡现象怎么办?答:起泡可能是由于工件表面存在油污或者杂质,或者电镀槽中的电流密度设置过高所致,可以尝试重新清洗工件并调整电流密度来解决。