涂装工艺参数
SPS喷涂工艺参数
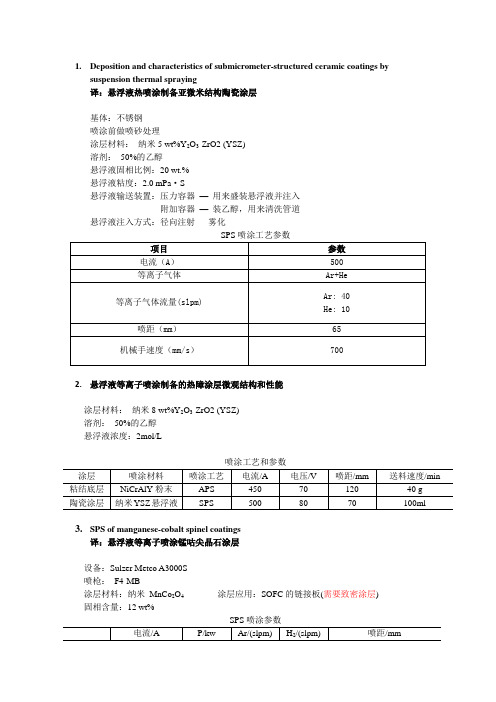
1.Deposition and characteristics of submicrometer-structured ceramic coatings bysuspension thermal spraying译:悬浮液热喷涂制备亚微米结构陶瓷涂层基体:不锈钢喷涂前做喷砂处理涂层材料:纳米5 wt%Y2O3-ZrO2 (YSZ)溶剂:50%的乙醇悬浮液固相比例:20 wt.%悬浮液粘度:2.0 mPa·S悬浮液输送装置:压力容器—用来盛装悬浮液并注入附加容器—装乙醇,用来清洗管道悬浮液注入方式:径向注射雾化2.悬浮液等离子喷涂制备的热障涂层微观结构和性能涂层材料:纳米8 wt%Y2O3-ZrO2 (YSZ)溶剂:50%的乙醇悬浮液浓度:2mol/L喷涂工艺和参数3.SPS of manganese-cobalt spinel coatings译:悬浮液等离子喷涂锰咕尖晶石涂层设备:Sulzer Metco A3000S喷枪:F4-MB涂层材料:纳米MnCo2O4 涂层应用:SOFC的链接板(需要致密涂层) 固相含量:12 wt%①功率对涂层的影响随着等离子火焰能量的增加,产生的柱状组织和孔隙增多。
②喷距对涂层的影响MC-P1为例,在喷距为40mm时获得最均匀的涂层结构。
随着喷距的增加,产生更多的孔隙涂层。
同时,随着喷距的增加,熔融但重新凝聚的颗粒和未融化团聚体颗粒增加。
4.Columnar structured thermal barrier coatings deposited by SPS译:SPS制备柱状结构热障涂层基体:镍基高温合金基体做喷砂处理,并在乙醇中超声清洗。
粘结底层:采用HVOF和APS喷涂CoNiCrAlY作为粘结底层(双层)。
SPS涂层材料:纳米8 YSZ (悬浮液中固相比例:20 vol.%)悬浮液注射方式:轴向注入5.液相等离子喷涂纳米氧化锆/氧化钇涂层的结构与性能基体:321不锈钢喷涂前做喷砂处理涂层材料:纳米8 wt%Y2O3-ZrO2 (YSZ)粘结底层:CoNiCrAlY。
涂装车间工艺参数检控表
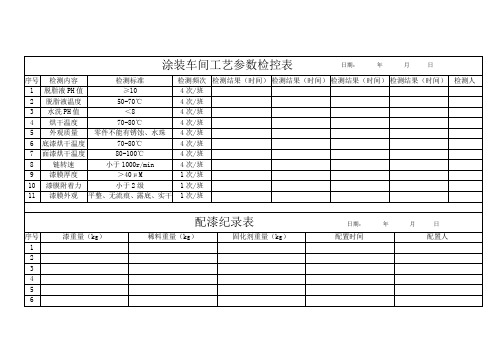
涂装车间工艺参数检控表日期:年月日
序号检测内容检测标准检测频次检测结果(时间)检测结果(时间)检测结果(时间)检测结果(时间)检测人
1 脱脂液PH值≥10 4次/班
2 脱脂液温度50-70℃4次/班
3 水洗PH值<8 4次/班
4 烘干温度70-80℃4次/班
5 外观质量零件不能有锈蚀、水珠4次/班
6 底漆烘干温度70-80℃4次/班
7 面漆烘干温度80-100℃4次/班
8 链转速小于1000r/min 4次/班
9 漆膜厚度>40μM 1次/班
10 漆膜附着力小于2级1次/班
11 漆膜外观平整、无流痕、露底、实干1次/班
配漆纪录表日期:年月日
序号漆重量(kg)稀料重量(kg)固化剂重量(kg)配置时间配置人
1
2
3
4
5
6。
ABS塑料涂装工艺

ABS塑料涂装工艺1. ABS塑料的性能和表面状态ABS塑料是由丙烯腈、丁二烯、苯乙烯所组成的三元共聚物。
它具有苯乙烯热塑性塑料的机械加工性、丁二烯的橡胶韧性、丙烯腈的耐化学腐蚀性。
三者的含量配比可根据产品需要进行调整。
塑料压制成型后表面状态对外观质量有很大的影响。
要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
2. ABS塑料表面预处理为了提高涂料在塑料表面的附着力和改善塑料外观,涂装前必须对塑料表面进行预处理。
2.1 退火塑料成型时易形成内应力,涂装后应力集中处易开裂。
可采用退火处理或整面处理,消除应力。
退火处理是把ABS塑料成型件加热到热变形温度以下,即60?,保温2h。
为了减少设备投资,可采用整面处理来改善表面状况。
整面处理配方及工艺如表1所列。
表1 整面处理配方及工艺项目工艺参数丙酮,份 1水/份 3温度,? 室温处理时间,15—20 min2.2 除油ABS塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。
涂装前应进行除油处理。
对ABS塑料件通常用汽油或酒精清洗,然后进行化学除油。
工艺配方如表2所列。
表2 除油工艺配方及工艺项目工艺参数氢氧化钠50,70 (S/L)磷酸钠(S/L) 20,30碳酸钠(S/L) 10,20表面活性剂5,10 (S/L)温度,? 50,60处理时间,10,15 min化学除油后应彻底清洗工件表面残留碱液,并用纯水最后清洗干净,晾干或烘干。
2.3 除电和除尘塑料制品是绝缘体,表面电阻一般在1013Ω左右,易产生静电。
带电后容易吸附空气中的细小灰尘而附着于表面。
因静电吸附的灰尘用一般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
3. ABS塑料涂料ABS塑料涂料的性能特点如表3所列。
表3 ABS塑料涂料的性能特点AP-1 塑料塑,1 各色丙烯酸金属丙烯酸彩色项目塑,1 清漆黑漆磁漆闪光漆透明漆能常温干漆膜颜色鲜漆膜光亮,漆膜光亮,漆膜光亮透燥、涂膜坚艳,耐水、特性坚硬耐磨,耐磨,附着明,耐磨性硬耐磨、防耐磨,附着附着力好力好好潮力好用于ABS、用于ABS、用于ABS、PS、PVC、用于ABS 用于ABS 用途 PS塑料涂PS塑料涂HIPS 塑料塑料涂装塑料涂装装装涂装外观黑色透明各色各色透明硬度 0.6 0.5 0.5 0.6 0.6光泽 ,10 8,14 10,15耐水性/h 24 24 24 24 24耐醇性/次 60 20 20 50 504. ABS塑料涂料涂装工艺4.1 塑料涂装工艺流程退火或整面处理汽油洗化学除油水洗水洗纯水洗水分干燥除电除尘喷ABS塑料涂料流平晾干或烘干(60?,30min)。
mma涂料冷喷技术参数

mma涂料冷喷技术参数全文共四篇示例,供读者参考第一篇示例:MMA涂料冷喷技术是一种先进的涂装技术,具有高效、节能、环保等优点,被广泛应用于建筑、桥梁、地铁等领域。
为了更好地了解和掌握MMA涂料冷喷技术,下面将介绍一些关于该技术的参数。
MMA涂料冷喷技术的主要参数包括喷涂温度、喷涂速度、喷涂压力、喷涂距离等。
喷涂温度是指MMA涂料在冷喷过程中的温度,通常在5-25摄氏度之间。
喷涂速度是指每分钟喷涂的面积,通常在1-5平方米/分钟之间。
喷涂压力是指MMA涂料在喷涂枪中的压力,通常在0.2-0.5MPa之间。
喷涂距离是指喷涂枪与被喷涂物体的距离,通常在20-30厘米之间。
MMA涂料冷喷技术的参数还包括喷涂机的型号、喷涂头的大小、喷涂枪的种类等。
喷涂机的型号通常根据喷涂面积和喷涂要求来选择,一般有手持式和车载式两种。
喷涂头的大小也会影响到喷涂效果,通常有0.8mm、1.0mm、1.2mm等不同规格。
喷涂枪的种类包括手持式、固定式、旋转式等,可以根据具体喷涂需求来选择。
MMA涂料冷喷技术还需要根据具体的施工环境和条件来确定参数。
在高温环境下施工时,可以适当调整喷涂温度和喷涂速度,以确保涂料可以有效附着在被喷涂物体上。
在潮湿环境下施工时,可以适当调整喷涂压力和喷涂距离,以避免发生雾化或起皮等问题。
MMA涂料冷喷技术的参数是根据具体的施工需求和环境条件来确定的,需要在实际操作中不断调整和优化,以达到最佳的喷涂效果。
通过合理地控制和调整参数,可以提高涂料的利用率,减少浪费,从而节约成本,保护环境。
希望以上介绍对您了解MMA涂料冷喷技术的参数有所帮助。
第二篇示例:MMA涂料冷喷技术是一种常用的涂料施工方法,它具有施工方便、涂膜质量好、固化时间短等优点,被广泛应用于建筑、交通等领域。
本文将详细介绍MMA涂料冷喷技术的参数,包括喷涂机械参数、涂料参数、环境参数等方面。
一、喷涂机械参数1. 喷涂机型号:MMA涂料冷喷通常采用压缩空气作为动力源,喷涂机型号可以根据喷涂面积和施工要求选择合适的型号。
涂装工艺卡片终稿(客车)

5、转入下道工序
序号
名称
规格
备注
1
砂纸
80#
定额
2
砂纸
120#
定额
3
气动打磨机
4
碎棉布
定额
序号
质量控制内容
检验频次(%)
重要度
管理手段
备注
控制特性
技术要求
自检
首检
1、重要度:a、关键/G;b、重要/Z;c、一般(可不填)
2、管理手段:a、记录表;b、控制图
5.3调配后剩余的原子灰不能放回原桶中,只能倒入指定的容器中,不允许随地乱扔。
序号
名称
规格
备注
1
原子灰
定额
2
刮板
3
砂纸
干磨,80#
定额
4
砂布
1#
定额
序号
质量控制内容
检验频次(%)
重要度
管理手段
备注
控制特性
技术要求
自检
首检
1、重要度:a、关键/G;b、重要/Z;c、一般(可不填)
2、管理手段:a、记录表;b、控制图
产品型号
部件名称
白车身
工序
90
共3页
第3页
作业内容
简图
工装、工具、设备
3施工方法
3.1检查遮蔽情况,并对破损的遮蔽位置重新进行遮蔽;穿戴好防护用品。
3.2检查压缩空气是否清洁、干燥,并试用喷涂工具,确认其使用正常,状态完好。
3.3以“湿碰湿”喷涂方式喷涂二道,每道间隔5-10分钟;第一道1/2压枪,第二道2/3压枪。
1
外观质量
slot die coating工艺参数

slot die coating工艺参数 Slot die coating是一种常用的涂覆工艺,广泛应用于可卷曲电子、太阳能电池、涂层材料等领域。本文将介绍slot die coating的工艺参数以及其对涂覆效果的影响。
一、涂布速度 涂布速度是指涂布液体在槽模上的流动速度。涂布速度的选择应根据涂布液体的粘度、表面张力和涂覆材料的要求来确定。较低的涂布速度可以获得较厚的涂层,但容易出现涂布不均匀的问题;较高的涂布速度可以提高生产效率,但容易出现涂布薄度不足的问题。因此,涂布速度需要在涂布效果和生产效率之间进行权衡。
二、槽模距离 槽模距离是指槽模与基材之间的距离。槽模距离的选择应根据涂布液体的粘度和涂布厚度的要求来确定。较小的槽模距离可以获得较厚的涂层,但容易出现涂布不均匀的问题;较大的槽模距离可以获得较薄的涂层,但容易出现涂布薄度不足的问题。因此,槽模距离需要在涂布效果和生产效率之间进行权衡。
三、槽模温度 槽模温度是指槽模表面的温度。槽模温度的选择应根据涂布液体的粘度和涂布材料的要求来确定。较高的槽模温度可以降低涂布液体的粘度,提高涂布速度;较低的槽模温度可以增加涂布液体的粘度,降低涂布速度。因此,槽模温度需要在涂布速度和涂布液体粘度之间进行权衡。 四、涂布压力 涂布压力是指涂布液体对槽模施加的压力。涂布压力的选择应根据涂布液体的粘度和涂布材料的要求来确定。较高的涂布压力可以提高涂布速度,但容易出现涂布不均匀的问题;较低的涂布压力可以降低涂布速度,但容易出现涂布薄度不足的问题。因此,涂布压力需要在涂布速度和涂布液体粘度之间进行权衡。
五、刮刀角度 刮刀角度是指刮刀与槽模之间的夹角。刮刀角度的选择应根据涂布液体的粘度和涂布厚度的要求来确定。较小的刮刀角度可以获得较厚的涂层,但容易出现涂布不均匀的问题;较大的刮刀角度可以获得较薄的涂层,但容易出现涂布薄度不足的问题。因此,刮刀角度需要在涂布效果和生产效率之间进行权衡。
三涂两烤工艺标准
三涂两烤工艺标准三涂两烤是一种常见的表面处理工艺,主要应用于金属制品的防腐蚀和装饰。
以下是三涂两烤工艺标准的相关参考内容:1. 工艺流程:- 表面处理:材料表面应进行除锈、清洗和脱脂等预处理工作,以确保涂层的附着力和耐久性。
- 底漆涂装:底漆是三涂两烤工艺中的第一层涂层,负责增加材料表面的粘附力和防腐蚀性能。
- 烤干:底漆涂装完成后,应将材料置于烤箱中进行烘干,以保证底漆涂层完全干燥。
- 中涂涂装:中涂增加了涂层的厚度,并提高了耐候性、耐化学品和耐磨损性能。
- 烤干:完成中涂涂装后,进行烤干工艺以确保中涂涂层完全干燥。
- 面漆涂装:面漆是三涂两烤工艺中的最后一层涂层,负责提供材料的装饰性和外观效果。
- 烤干:完成面漆涂装后,进行最后一次烤干工艺,以保持涂层的完整性和耐久性。
2. 工艺参数:- 温度:涂装和烤干过程中的温度应根据材料的特性和涂料厂商的指导进行控制。
通常,涂装温度应在15-30摄氏度之间,烤干温度应在80-180摄氏度之间。
- 时间:涂装和烤干的时间应根据涂料的种类和厚度进行调整。
一般来说,涂装时间应在5-60分钟之间,烤干时间在15-60分钟之间。
- 涂层厚度:底漆涂层厚度应在20-30um之间,中涂和面漆的涂层厚度应在40-60um之间。
涂层厚度的均匀性和一致性是保证涂层质量的重要因素。
- 涂装方法:常见的涂装方法包括喷涂、刷涂和浸涂。
选择合适的涂装方法要考虑材料的形状、大小和涂料的特性。
3. 涂料要求:- 底漆:底漆应具有良好的附着力和防腐蚀性能,能够有效地保护材料表面不受环境腐蚀和化学介质侵蚀。
- 中涂:中涂应具有良好的耐候性和抗化学品性能,能够增强涂层的耐久性和耐磨损性。
- 面漆:面漆应具有高光泽度和良好的色彩稳定性,能够提供材料的装饰性和外观效果。
4. 质量检验:- 外观检查:涂层应无明显的气泡、流挂、起皱、流动线和颜色差异等缺陷。
- 厚度检测:使用合适的测量工具进行涂层厚度的测量,确保涂层厚度符合要求。
汽车涂装工艺中的涂料颗粒度与粒径分析
随着新材料和新技术的发展,未来可以探索在汽车涂装中应用新型涂料和涂装技术,以 提高涂层性能和环保性。
THANKS
感谢观看
调整研磨设备参数
根据涂料配方和生产需求,调整研磨 设备的参数,如转速、研磨介质等, 以提高研磨效率。
严格控制涂装环境条件
保持恒温恒湿
在涂装过程中,保持恒定的温度和湿度,避免环境因素对涂 料颗粒度的影响。
控制空气洁净度
确保涂装环境的空气洁净度,避免灰尘和其他杂质污染涂料 ,影响涂层质量。
05
涂料颗粒度与粒径分析在汽车涂 装工艺中的应用实例
选择合适的涂料原材料
选用高质量的颜料和填料
选用经过严格筛选的高质量颜料和填料,确保涂料中不含过大或过小的颗粒, 提高涂料的均匀性和稳定性。
选用合适的溶剂
选用适当的溶剂,能够溶解颜料和树脂,同时不会引入过多杂质,保持涂料的 纯净度。
优化涂料生产工艺
控制研磨时间
在涂料生产过程中,控制研磨时间, 确保颜料和填料充分细化,达到理想 的颗粒度。
03
汽车涂装工艺中涂料颗粒度与粒 径的重要性
提高涂层质量
01
颗粒度大小影响涂层的平滑度和 光泽度,颗粒度越小,涂层表面 越光滑,光泽度越高。
02
颗粒度分布的均匀性影响涂层的 均匀性和遮盖力,分布越均匀, 涂层颜色和光泽越一致。
增强涂层耐久性
颗粒度大小和分布影响涂层的硬度和 耐磨性,颗粒度适中且分布均匀的涂 料能提供更好的保护。
激光粒度分析法
利用激光散射原理,测量 涂料的粒径和粒径分布。
颗粒度与粒径对涂装效果的影响
涂膜外观
颗粒度的大小直接影响涂 膜的光泽、平滑度和表面 粗糙度,进而影响汽车外 观。
车桥零部件涂装工艺标准
车桥零部件涂装工艺标准1.范围本标准适用于车桥生产的全系列车桥产品2.编制依据本标准是根据主机厂要求,结合车桥总成油漆涂层标准而制定。
3.车桥零部件涂装工艺标准3.1车桥零部件油漆涂层标准序号项目要求目测1 漆膜外观无起泡、无针孔、无缩孔、不露底、允许有轻微流痕。
目视2 漆膜颜色铁红(附样板) 目视3 漆膜厚度总厚度≥25 μm 按GB/T 1764的规定4 机械性能冲击强度≥40 kg·cm 按GB/T 1732的规定弹性≤3 mm 按GB/T 1731的规定硬度≥HB 按GB/T 6739规定附着力≤2 级按GB/T 9286的规定5 耐盐雾性≥504小时,单侧锈蚀蔓延不超过≤2 mmGB/T 17716 耐水性≥240小时,不应有失光、变色、起泡、脱落和生锈等现象。
GB/T 1733备注:需要区分左右的零部件,颜色要求不变。
3.2车桥零部件预处理抛丸标准零部件为铸件或锻件的,必须进行抛丸处理。
抛丸后质量符合GB/T-8923-Sa2的要求。
3.3车桥零部件典型涂装工艺标准根据安凯车桥关于桥总成油漆技术条件的要求,并结合车桥零部件的不同种类,特制订车桥零部件涂装工艺标准如下:(1)对于车桥铸造大件,如桥壳、主减壳、过桥箱、过桥箱盖、制动鼓、轮毂等零部件采用:铸造——抛丸——热处理——机加工(顺序可以调整)——喷环氧富锌底漆的喷涂工艺。
(2)对于车桥铸造小件,如轴承座、端盖、气室支架、滑板和左/右支架等零部件采用:铸造——抛丸——热处理——机加工(顺序可以调整)——喷环氧富锌底漆的喷涂工艺。
(3)对于拉延桥壳总成采用:拉延——热处理——抛丸—喷环氧富锌底漆的喷涂工艺。
(4)对于冲压件,如罩、防尘罩等零部件采用:冲压——清理——喷环氧富锌底漆的喷涂工艺(5)对于锻件,如前轴等零部件采用:锻造——热处理——抛丸——喷环氧富锌底漆的喷涂工艺。
罩面漆技术参数
罩面漆技术参数引言罩面漆技术是一种常用于汽车、建筑物和家具等表面涂装的技术。
罩面漆不仅可以保护基材,还可以提升外观质感和耐久性。
本文将详细介绍罩面漆技术的各项参数,包括涂料成分、施工要求、干燥时间等方面的内容。
涂料成分罩面漆的涂料成分可以根据具体需求进行调整,常见的成分包括溶剂、树脂、颜料和添加剂等。
1.溶剂:溶剂是涂料中的主要成分之一,可以使颜料和树脂等成分溶解在一起,形成均匀的涂层。
常见的溶剂有有机溶剂和水性溶剂两种。
2.树脂:树脂是涂料中的胶粘剂,可以使颜料和其他成分牢固地粘结在一起。
常见的树脂有聚氨酯树脂、丙烯酸树脂和醇酸树脂等。
3.颜料:颜料是罩面漆的着色成分,可以给涂层赋予丰富的颜色。
常见的颜料有有机颜料和无机颜料两种。
4.添加剂:添加剂是为了改善涂料性能而加入的辅助成分,可以调节涂料的粘度、流动性、干燥时间等。
常见的添加剂有流平剂、抗氧化剂和防霉剂等。
施工要求罩面漆技术的施工要求对于涂装效果和涂层质量至关重要。
以下是一些常见的施工要求:1.温度和湿度:罩面漆的施工温度和湿度对于涂层的干燥时间和附着力有很大影响。
一般来说,温度应在15-30摄氏度之间,湿度应在40-70%之间。
2.喷涂压力:喷涂罩面漆时,喷涂压力的选择对于涂层的均匀性和质量有很大影响。
过高的喷涂压力会导致涂层厚度不均匀,过低的喷涂压力会导致涂层质量不理想。
一般来说,喷涂压力应根据涂料的粘度和施工要求进行调整。
3.涂布方式:涂布方式也是影响涂层质量的重要因素之一。
常见的涂布方式有喷涂、滚涂和刷涂等。
不同的涂布方式适用于不同的基材和涂料类型。
4.涂层厚度:涂层的厚度直接影响到涂层的耐久性和外观效果。
过薄的涂层容易发生开裂和脱落,过厚的涂层则容易产生气泡和流挂。
一般来说,涂层的厚度应根据涂料的技术参数和施工要求进行控制。
干燥时间罩面漆的干燥时间是指涂层在施工后完全干燥所需的时间。
干燥时间的长短直接影响到施工周期和涂层的使用性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
標准:2H↑鉛筆測試後不能有劃痕
工具:光澤計
標准:依客戶提 供為准一般為15±3
工具:擦拭棒1KG
標准:棒頭包布沾酒精來回擦50次不能有擦痕
工具:鹽務噴務機。
標准:5%NaCL72H後漆面不能有腐蝕痕
塗裝工藝流程簡介
前
處
理
工
程
站別
說明
脫脂
═>
浸漬水洗
═>
噴淋水洗
═>
表面調整
═>
皮膜化成
═>
浸漬水洗
═>
噴淋水洗
切水烘烤
線速
工藝
說明
功能:清洗素材油漬髒物
參數:10—16PT
功能:水泡素材表面脫脂殘留液
參數:5ML以下
功能:噴洗素材表面殘留液
參數:2ML以下
功能:起到中和作用,方便下站皮膜
參數:7—9PH
外觀檢驗
═>
色差
═>
附著力
═>
硬度
═>
光澤度
═>
耐溶性
═>
鹽務測試
工藝
說明
方法:日光燈45度角目視雜質
標准:(1)電腦色:0.5mm以下
(2)銀色:0.3mm以下
(3)其它壓、頂傷,凹凸痕、漆面不良不明顯為准
工具:色差計
標准:△E<0.6
L<0.6
a<0.6
b<0.6
工具:百格刀及3M膠帶
標准:1mm×1mm×100格不能有1格脫漆
功能:噴塗前之素材局部打磨處之補漆可增加遮蓋力
功能:可利用靜電全方位噴塗到位
功能DISCO未噴漆到位之死角處再加以修正補漆
功能:對底漆之流平及提前加 溫少於之效
參數:100℃
功能:噴塗花點於表面增加美觀
功能:以高溫烤干塗料樹脂。
參數:180℃—200℃
1000RPM
∣
1200RPM
成
品
檢
測
工
程
站別
說明
═>
線速
工藝
說明
功能:裝料上吊具重在檢查素材不良之防堵,下流噴房
功能:噴塗前之素材局部打磨處之補漆可增加遮蓋力
功能:可利用靜電全方位噴塗到位
功能DISCO未噴漆到位之死角處再加以修正補漆
功能:對底漆之流平及提前加 溫少於之效
參數:100℃
功能:噴塗花點於表面增加美觀
功能:以高溫烤干塗料樹脂。
參數:180℃—200℃
1000RPM
∣
1200RPM
成
品
檢
測
工
程
站別
說明
外觀檢驗
═>
色差
═>
附著力
═>
硬度
═>
光澤度
═>
耐溶性
═>
鹽務測試
工藝
說明
方法:日光燈45度角目視雜質
標准:(1)電腦色:0.5mm以下
(2)銀色:0.3mm以下
(3)其它壓、頂傷,凹凸痕、漆面不良不明顯為准
工具:色差計
標准:△E<0.6
L<0.6
a<0.6
處
理
工
程
站別
說明
脫脂
═>
浸漬水洗
═>
噴淋水洗
═>
表面調整
═>
皮膜化成
═>
浸漬水洗
═>
噴淋水洗
切水烘烤
線速
工藝
說明
功能:清洗素材油漬髒物
參數:10—16PT
功能:水泡素材表面脫脂殘留液
參數:5ML以下
功能:噴洗素材表面殘留液
參數:2ML以下
功能:起到中和作用,方便下站皮膜
參數:7—9PH
功能:素材表面附上皮膜方便塗料附著
功能:素材表面附上皮膜方便塗料附著
參數:22—28PT
0.5—1.5PT
3—6度
功能:水泡殘留皮膜液
參數:2ML以下
功能:噴洗表面殘留流液
參數:0.2ML以下
180--250
600RPM
∣
1000RPM
噴
塗
工
程
站別
說明
上料檢查
═>
前手補噴漆
═>
DISCO噴漆
═>
後手補噴漆
═>
低溫預熱
═>
咬花
═>
高溫烘烤
b<0.6
工具:百格刀及3M膠帶
標准:1mm×1mm×100格不能有1格脫漆
工具:硬度計及2H鉛筆
標准:2H↑鉛筆測試後不能有劃痕
工具:光澤計
標准:依客戶提 供為准一般為15±3
工具:擦拭棒1KG
標准:棒頭包布沾酒精來回擦50次不能有擦痕
工具:鹽務噴務機。
標准:5%NaCL72H後漆面不能有腐蝕痕
前
參數:22—28PT
0.5—1.5PT
3—6度
功能:水泡殘留皮膜液
參數:2ML以下
功能:噴洗表面殘留流液
參數:0.2ML以下
180--250
600RPM
∣
1000RPM
噴
塗
工
程
站別
說明
上料檢查
═>
前手補噴漆
═>
DISCO噴漆
═>
後手補噴漆
═>
低溫預熱
═>
咬花
═>
高溫烘烤
═>
線速
工藝
說明
功能:裝料上吊具重在檢查素材不良之防堵,下流噴房