焊材发放及回收记录
原材料发放(回收)记录表
原材料发放(回收)记录表
表格内容
备注:此为原材料发放和回收的记录表,用于记录原材料的发放和回收情况。
每行表示一次发放和回收的记录。
使用说明
1. 在"原材料名称"栏填写发放或回收的原材料的名称。
2. 在"发放日期"栏填写原材料的发放日期,使用日期格式(例如:YYYY-MM-DD)。
3. 在"发放数量"栏填写原材料的发放数量,使用整数或小数表示。
4. 在"回收日期"栏填写原材料的回收日期,使用日期格式(例如:YYYY-MM-DD)。
5. 在"回收数量"栏填写原材料的回收数量,使用整数或小数表示。
示例。
焊接材料检查记录
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料管理规范,焊接材料入库、保管、发放的各项要求

焊接材料管理规范(ISO9001-2021)1.目的和适用范围1.1 本制度规定了焊接材料入库、保管、发放的各项要求,使焊材质量得到有效控制。
1.2 本制度适用公司焊材一、二级仓库的管理。
2.相关文件2.1《采购质量控制程序》2.2《材料检验程序》3.1生产运行部负责焊材一级仓库的管理。
3.2各施工部门负责各自焊材二级仓库的管理。
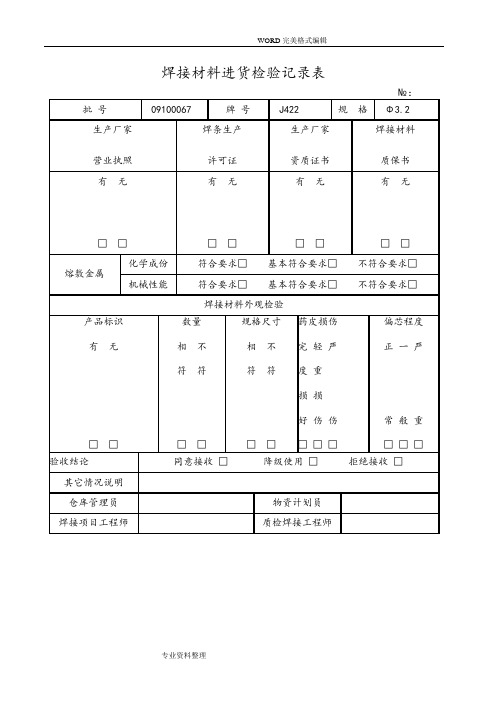
4.1.1 焊材的入库、验收(1)生产运行部材料计划员从采购部门领出的焊材,必须包装完整、标志清晰、质量证明文件齐全,在入一级焊材库时,先存放在焊材待验区内,并填写《材料检验入库通知单》,一同送交材料检验员对其焊材进行检验。
(2)材料检验员安检验规定,核对焊材质保书与原包装上的炉批号是否一致,包装是否损坏,并对焊材尺寸规格、表面、药皮进行抽检,数量不得少于5%,记录于《焊材入库检验表》上。
(3)材料检验员检验完毕,应将《材料检验入库通知单》与《焊材入库检验表》以及焊材质保书等,一起送交材料责任工程师进行审核。
审核合格后,材料责任工程师给出一个焊材追踪号,并在《材料检验入库通知单》上签字,方可入库。
4.1.2 焊接材料的保管(1)焊条、焊丝、焊剂应按种类、牌号、批号、规格分类划分堆放,每一堆放区前应挂旋转牌,牌上应写明焊材牌号、规格、标识、入库日期、数量等,并按入库时间的先后分别存放在干燥的专用库房内。
(2)焊条应存放在架子上,架子离地高度和离墙壁距离不小于30厘米,严防焊条受潮和受油污灰尘的影响。
(3)焊条仓库内应设置温度计、湿度计,温、湿度记录数据每天上午9:00和下午2:00各一次填写在记录表上。
(4)焊材库室温保持在30°±10°,相对湿度必须<60%。
(5)存放二年以上的焊条(不锈钢焊条除外),在发放前应经理化室复验,复验合格后方可使用。
(6)施工部门向一级库领用焊材时,一律凭领料单,一级库保管员必须在《发料单》上填写牌号、规格、数量、追踪号。
2024年焊接材料回收制度(二篇)
2024年焊接材料回收制度为了节省焊材,保证焊接工程质量,保持安全、清洁、文明的施工环境,特制定焊材回收制度。
1、每个焊工只允许领用、退回自己本人使用的焊材,不允许几个焊工所需的焊材由一个焊工领用、退回,并要求当天退回剩余焊材及焊材头。
2、焊工在焊接施工过程中,不得乱抛乱丢焊材头及剩余焊材,必须放回焊条保温筒内,下班后交回焊材库,由焊材管理人员点收,并填好《焊材回收记录单》。
3、焊接时,焊条头焊后余留长度不得超过50mm,焊丝头焊后余留长度不得超过60mm,特殊位置焊接时,允许部分焊材头剩余长度超过这个限度。
4、焊条回收率:要求地面组装阶段达到____%,安装阶段不得低于____%。
达到这个要求的,按实际回收数给予适当奖励;焊丝回收,一根焊丝回收带色标的两根焊丝头,回收要求同焊条头。
奖励金额按实际回收数给予适当奖励。
焊材回收率低于____%的焊工,给予扣款处理,扣款数额为:领用数与实际回收差额部分____元/根。
5、焊条烘焙员每月把每个焊工当月的焊材领用数及焊材头回收数进行统计,把统计结果上交给物资部和工艺部,由两部门审核后报主管经理批准,依照规定奖惩。
6、焊材回收若出现异常情况(如当天退回焊材数超过当天领用数等),该焊工当月不予建奖,并每次扣罚____元。
7、焊工领用出去没使用完的焊条当天下班前退回焊材库,并重新焊干,此批焊材应做好识别标记,第二天发放焊材时,此批焊材应优先发放。
焊条重新烘干次数不得超过三次。
2024年焊接材料回收制度(二)标题:2024年焊接材料回收制度研究与建议摘要:本文提出了2024年焊接材料回收制度的研究和建议。
首先,介绍了焊接材料回收的意义和存在的问题。
然后,分析了目前国内外焊接材料回收的现状及发展趋势。
最后,针对我国焊接材料回收的现状,提出了相应的解决方案和推进措施。
本文的目标是为促进焊接材料回收领域的可持续发展提供参考。
第一章:引言1.1 焊接材料回收的背景和意义1.2 焊接材料回收存在的问题第二章:目前焊接材料回收的现状及发展趋势2.1 国内焊接材料回收的现状2.2 国外焊接材料回收的现状2.3 焊接材料回收的发展趋势第三章:我国焊接材料回收的现状3.1 焊接材料回收的现状分析3.2 焊接材料回收的挑战和问题第四章:解决方案和推进措施4.1 焊接材料回收的技术创新4.2 焊接材料回收的政策支持4.3 焊接材料回收的宣传教育4.4 焊接材料回收的合作机制第五章:总结和展望5.1 焊接材料回收制度的总结5.2 焊接材料回收制度的展望第一章:引言1.1 焊接材料回收的背景和意义焊接是一种常用的连接金属材料的方法,但是在焊接过程中,会产生大量的废弃焊接材料,例如焊丝、焊剂以及焊渣等。
焊条发放记录文本表
王军
J422 Φ3..2
09100067
35
10 4 2
刘军
王军
J422 Φ3..2
09100067
10
10 4 8
刘军
王军
J422 Φ3..2
09100067
40
10 4 6
刘军
王军
J422 Φ3..2
09100067
20
10 4 7
刘军
王军
J422 Φ3..2
09100067
50
10 4 9
刘军
王军
J422 Φ3..2
09100067
15
09 12 31
刘军
王军
J422 Φ3..2
09100067
15
10 1 1
刘军
王军
J422 Φ3..2
09100067
25
10 1 16
刘军
王军
J422 Φ3..2
09100067
20
10 1 17
刘军
王军
J422 Φ3..2
09100067
150
10 1 18
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422 Φ3..2
09100067
75
10 1 26
刘军
王军
J422 Φ3..2
09100067
45
10 1 28
刘军
王军
J422 Φ3..2
09100067
35
10 1 29
刘军
王军
J422 Φ3..2
焊条发放记录表版
10131
刘军
王军
J422①3..2
09100067
15
10 2 1
刘军
王军
J422①3..2
09100067
15
10 2 2
刘军
王军
J422①3..2
09100067
20
10 2 3
刘军
王军
J422①3..2
09100067
10
10 2 28
刘军
王军
J422①3..2
09100067
20
10 2 29
15
10 416
刘军
王军
J422①3..2
09100067
10
10 417
刘军
王军
J422①3..2
09100067
25
10 418
刘军
王军
J422①3..2
09100067
15
10 419
刘军
王军
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用•
焊接检验员:
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150C
恒温温度
150C
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422①3..2
09100067
20
10 51
刘军
王军
J422①3..2
09100067
15
10 4 29
刘军
王军
J422①3..2
09100067
5
焊接记录表格
工 程 名 称
单位工程名称
施工单位
山东省盛安建设有限公司第一项目部
序
号
部件名称
材质
规格
焊口数量(个)
焊接方法
焊材牌号
预热温度(℃)
热处理
规范(℃/t)
无损检测
方法及比例
部件
简图号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
焊3-1-1
审核: 年 月 日 制表: 年 月 日
焊接工艺评定项目应用范围一览表
Φ2.5
GTAW
水平固定
Ⅳ类δ=1.5~10mm
高温过热器
HP-21
12Cr1MoVG
Φ219×22.2
R31+E5015-B2-V
Φ2.5
Φ3.2
Φ4.0
GTAW
+SMAW
水平固定
Ⅳ类
δ=16.65~33.3mm
主蒸汽
焊3-1-2
制表: 年 月 日
持证焊工登记一览表
焊3-1-3
序号
姓名
性别
焊工证号
焊工钢印号
合格项目
有效期
1
2
3
4
5
6
7
8
9
10
11
12
制表:年月日
焊材烘干与恒温存放记录表
焊3-2-1
工程名称
单位工程名称
施工单位
内容
日期
环境温度(℃)
焊材类别
烘干控制
恒温存放
操作
人员
名称
焊接材料领用及回收制度
焊接材料领用及回收制度1. 引言焊接材料是在金属加工过程中广泛使用的一种材料,有效的管理焊接材料的领用和回收对企业的经济效益和环境保护至关重要。
本文档旨在介绍焊接材料领用及回收制度的要求和流程,以确保焊接材料的合理使用和高效回收。
2. 领用流程2.1 领用申请•任何需要焊接材料的员工都需要提前填写焊接材料领用申请表,注明所需材料的种类、数量和用途。
•领用申请表需要经过相关部门经理或主管的批准后方可进行后续处理。
2.2 领用审批•经过初步审核后,领用申请将提交给采购部门进行进一步审批。
•采购部门根据申请的合理性、材料存货情况和预算等因素进行综合评估,并决定是否批准申请。
•审批通过后,采购部门将向申请人发出领料通知。
2.3 领用操作•申请人携带领料通知和个人身份证明前往仓库领取焊接材料。
•仓库管理员核对领料通知和身份证明,并根据申请人所需领取的材料种类和数量进行发放。
•签收人员需要在领料单上签字确认,并留存一份复印件作为备案。
2.4 归还流程•在焊接作业完成后,申请人需要将剩余的未使用材料归还给仓库。
•归还时,申请人需要填写归还材料清单,注明归还的材料种类和数量。
•仓库管理员核对归还材料清单,并验收归还的材料,确保品质和数量无误。
•归还流程完成后,仓库管理人员将归还材料清单和验收单归档。
3. 回收流程3.1 回收准备•对于焊接作业产生的废材或废料,相关负责人应进行分类和储存,确保安全和环保。
•废材和废料需要由负责的环境科等部门进行定期或需要时的回收计划安排。
3.2 回收执行•根据回收计划,环境科或相关部门负责人将指派人员进行回收操作。
•回收人员需准备好相应的工具和设备,并按照规定的程序进行回收操作。
•回收操作完成后,回收人员将收集到的焊接废材进行分类、清点和记录。
3.3 废材处理•回收的焊接废材将通过合适的方式进行处理,如再利用、回收或安全处置。
•废材的处理要符合环境保护相关法规和标准,并由专业机构对处理结果进行监管和评估。
焊接材料管理程序
2、焊材贮存库
3.1、焊材入库应具备焊材质量保证书及规定的包装标记,必要时,应提供焊材使用说明书。焊材包装物不得有破损,且不得受潮和被雨淋。
焊材库应建在干燥、通风、无腐蚀性的场所。现场焊材库可采用移动式集装箱结构; 焊材库内应设有通风、除湿设备,以保持库内干燥和通风良好。 根据需要将焊材库划分为待检区、合格区和不合格区等三个区域,明牌标识; 库内应设置多层焊材架,做到排列整齐,架子底层离地面高度不小于300mm,离墙壁距离不小于300mm; 库内不允许存放有害气体和腐蚀性介质; 库内应装有温度计和湿度计,室内温度应不低于5℃(对低氢型焊条而言),相对湿度应小于60%; 焊材二级库应配备焊材烘烤箱,恒温箱及相配套的热工仪表等设施,以满足焊材烘烤要求; 对特种焊材的贮存库,应符合特种焊材专用使用条件。 2.3、焊材一、二级库应设保管员。保管员应具有初中以上文化程度、熟悉各类焊材的一般性能和要求,且经材料责任师培训认可。二级库保管员还应经焊接责任师培训认可。
焊接材料管理和发放规定
焊接材料管理和发放规定
1 主题内容与适用范围
1.1本制度对压力容器用焊接材料的订货、验收、保管、发放和使用作出规定,以满足压力容器用焊接材料的要求;
1.2本制度适用于压力容器制造中所使用的焊接材料。
2 焊接材料的采购
2.1焊接材料由采购部根据材料责任人的要求负责购买。
有特殊要求的焊材,当图样或或技术要求中对焊材的超过标准规定的附加要求或进口焊材的技术要求,不能采用相应的上述制度采购及验收时,采购技术条件由焊接工艺人员提出,经焊接责任人审核后作为采购依据。
2.2焊接材料品种和数量根据库存量订货,特殊焊材品种和数量根据材料预算订货;
2.3常用焊接的订货应根据历年焊接材料质量状况择优定点,尽量减少供应厂家。
3 进厂验收
3.1.进厂的焊材,必须具有内容齐全的质量证明书,由生产技术部门核对质量证明书,若与有关标准规定不相符时,由生产技术部门负责与供方联系,材料库保管员填写复验申请单与质量证明书一起提交材料检验部门,编写材检号进行验收,并按《材料、零部件控制程序》进行复验。
3.2.调拨进厂的焊材,须有质量证明书或加盖供材单位检验公章和经办人章的有效复印件,否则不予验收;。