轴承外观缺陷检查标准(附图)
GB308—2002 滚动轴承 钢球
前言本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要9本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
滚动轴承钢球1范围本标准规定了钢球的尺寸、技术要求、标志、测量及检验方法、检验规则、包装及贮存。
本标准适用于滚动轴承配套用钢球和商品高碳铬轴承钢钢球。
D一般用于标注球尺寸的直径值。
w3.2 球单一直径 single ball diameter与球实际表面相切的两平行平面间的距离。
Dws3.3 球平均直径 mean ball diameter球的最大与最小单一直径的算术平均值。
Dwm3.4 球直径变动量 variation ball diameterV球的最大与最小单一直径之差。
Dws3.5 表面不平度和形状参数 Surface irregularities and form parameters偏离理想球面的各种偏差,它们沿整个球表面分布并重复出现。
注1:这些偏差起因于:球形误差;波纹度;表面粗糙度。
注2:本标准未规定表面缺陷(及其大小),其定义如下:表面缺陷:是指在加工、贮藏、转运或使用过程中,无意或偶然生成的实际表面的单元体、不规则体或成组的单元体、不规则体。
这类单元体或不规则体与构成表面的粗糙度的那些单注:球等级用字母G和数字不定来识别。
3.10规值ball gaugeS 球批平均直径与球公称直径之间的差量,此量为一已定系列中的一个量。
轴承业质量标准检查表样本

1)用于生产滚动零件轴承钢材(例如坯料\用于钢管、棒料、线材等)应当总是在轴承业使用前或轴承业直接供应商使用前,得到轴承业承认、,此类钢材承认普通规定提交样品和三个性冶金性质评估。
PPAP报告
2)半成品和零件承认
PPAP报告
供方将应当合用如下程序中一种来自轴承业零件承认书:
PPAP报告
轴承业零件供应商应当严格遵守国际原则“生产件承认程序”PPAP有效版本,第一节,由AIAG发布,除非在PPAP批示中有明确,否则供应商应当履行如下规定最小限度:
合伙记录
当满足了所规定原则后,轴承业将会签发轴承业质量体系证明。
证明书
轴承业质量系统证明重要签发给特定供方产品生产地点、产品工艺和产品系列,该证明无限期有效,除非轴承业另有规定。
证明书
先期产品质量策划(APQP)
先期产品质量策划(APQP)
关于技术文献折合同:
轴承业以图纸、有重要影响参数清单、核心和重要特性,材料原则和贯例,馐和交付条件,和其她产品规格方式提供技术文献,并且将参照采购单或合同。
PPAP文献
供方应正式和轴承业拟定她们关于最后产品规格和日后变化合同。备有证明文献证据应保存,轴承业可以获得该项证据
PPAP文献
零缺陷方案:
零缺陷方案
供方应使用有条理质量管理办法,以零缺陷为目的,零缺陷作为产品从APQP开始时接受原则。供方应尽早也监测和记录下缺陷,从而开发一种有效零缺陷方案,实现从开始生产时达到零缺陷目的,或在与轴承业议定期间内达到零缺陷。
供方控制筹划”
先期产品质量策划(APQP)
供方控制筹划方案信息中应当涉及如下要素作为最低限度L
供方控制筹划”
轴承业零件编号,最新版本级别联系,
轴承检验规范

轴承检验标准本标准规定了公司用深沟球轴承的规格型号和性能要求;本标准适用于公司深沟球轴承的采购、样品确认和来料检验。
GB/T276-94 深沟球轴承外型尺寸2005 滚动轴承公差GB/T4604-93 径向游隙GB/T307-94 轴承精度JB/T7047-93 轴承振动噪音滚动轴承公差的测量方法3.1 外观A.轴承外观应无烧伤、锈蚀、碰伤、粗磨痕、毛刺等缺陷;中,无润滑脂泄露;C.轴承包装应标识清楚、完整;内包装应完好、无破损。
3.2 尺寸d——轴承内径;D——轴承外径;B——宽度内外圈材质:GCr15 高碳铬轴承钢,硬度为HRC60~65钢球材质: GCr15 高碳铬轴承钢,硬度为HRC61~66轴承型号主要尺寸mm 额定负载 kN极限转速〔脂润滑〕r/mind D B r Cr Cor Rpm6801ZZ 12 21 5 30000 6806ZZ 30 42 7 13000 2Z代表两面带防尘盖附表13.3 轴承的制造精度轴承的尺寸精度按GB/T307-940级〔普通级〕,公差值如表:单位:mm保持架和防尘盖轴承用金属冲压波形保持架;防尘盖用双面金属防尘盖〔2ZZ型〕轴承的润滑3.5.1 轴承的润滑剂是由生产厂商在出厂前封装,要求工作温度在3.5.2 润滑脂具有很好的黏附性、耐磨性、耐温性、防锈性和润滑性,能够提高高温抗氧化性,延缓老化,能溶解积碳,防止金属磨屑和油污的结聚,提高机械的耐磨、耐压和耐腐蚀性。
.3 注脂量深沟球内径小于15mm以下的型号为20%-25%,内径大于17mm为25%-30%。
〔注:除去保持架、滚子,内圈与外圈之间的空间所占%〕。
3.6 使用寿命轴承正确安装后,电机在常温常压下运行20000小时无故障,在高温环境下80℃~90℃,相对湿度80%,运行200小时后,轴承的润滑脂无泄漏挥发。
振动及噪音需供方提供相关检验报告同时用以下方法判定:手感法:正常轴承的内外座圈与滚动体的间隙为0.005~0.010毫米。
实用文档之滚动轴承 钢球

实用文档之"前言"本标准对应于ISO3290:1998《滚动轴承—球—尺寸和公差》,与ISO3290的一致性程度为非等效,主要差异如下:——按照汉语习惯对一些编排格式进行了修改;——将一些适用于国际标准的表述必为适用于我国标准的表述;——在第5章中增加了5.1“材料和热处理”、5.6“残磁”、5.7“其他”的技术要求;——增加了第6章“标志”、第7章“测量及检验方法”、第8章“检验规则”、第9章“包装及贮存”。
——增加了附录C“成品钢球压碎载荷值”。
本标准代替GB/T308—1989《滚动轴承钢球》本标准与GB/T308—1989相比,主要变化如下:——增加了表面不平度和形状参数、波纹度的术语和定义(见3.5和3.5.2);——修改了表面粗糙度的定义,并且压缩了表面粗糙度R a的数值(见3.5.3和表3)——增加了优先采用的球公称直径表中的尺寸规格(见表1);——增加了G24级的公差级别(见5.3、表3、表4);——取消了各公差等级钢球所适用的尺寸范围表(1989年版的表4)——修改了钢球硬度值(1989年版的5.4,本版的5.2、表2);——增加了钢球残磁限值的规定(见5.6、7.5);——增加了钢球裂纹的检查方法(见7.7);——修改了钢球表面粗糙度的测量方法(1989年版的6.2.3,本版的7.3);——修改了检测规则的内容(1989年的第7章,本版的第8章);——将“标志”内容单独作为一章(1989年版的8.1,本版的第6章);——修改了球形误差测量的附录(见附录B);——增加了“成品钢球压碎载荷值”(见附录C)本标准的附录A、附录B、附录C为规范性附录。
本标准由中国机械工业联合会提出。
本标准由全国滚动轴承标准化技术委员会(CSBTS/TC98)归口。
本标准起草单位:洛阳轴承研究所。
本标准主要起草人:马素青。
本标准所代替标准的历次版本发布情况为:——GB308—1964、GB308—1977、GB308—1984、GB308—1989。
轴承质量鉴定标准与方法

轴承质量鉴定标准与方法主要包括以下几个方面:
1. 外观检查:检查轴承表面是否有明显的划痕、氧化、锈蚀等缺陷,以及是否有变形、变色等问题。
2. 尺寸测量:测量轴承的外径、内径、宽度等尺寸,与标准尺寸进行比对,判断是否符合要求。
3. 转动灵活度检查:手动转动轴承,观察是否转动灵活,是否有卡滞、异响等现象。
4. 噪音检测:使用专业的噪音检测仪器,对轴承进行噪音测试,判断是否存在异常噪音。
5. 润滑状态检查:检查轴承的润滑状态,包括润滑油的清洁度、黏度等指标,以及是否存在润滑不良的情况。
6. 轴承负荷能力测试:通过加载一定的负荷,测试轴承的承载能力,判断是否符合设计要求。
7. 寿命测试:通过模拟实际使用条件,对轴承进行寿命测试,判断其使用寿命是否符合要求。
轴承质量鉴定标准与方法可以根据不同的轴承类型和应用领域进行具体的调整和细化,以确保轴承的质量符合要求。
轴承出厂检测 外观缺陷检查标准(附检测样本图)

⚫CRB 外圈滚道超精一侧挡边被油石磨成白色one side rib become white by honing Stone in honing process
⚫内倒角磕碰伤/ Insider Corner dent
⚫套圈外径支撑划伤(有深度)/ Trace in the outer side surface(Depth) ⚫滚道中挡边支撑划伤(有深度)/ Scratch in middle rib (Depth)
⚫外圈外径表面有磨削烧伤及裂纹/ Grinding crack and burning in OD surface
⚫外圈外径面生锈/ Rust on the outer surface
⚫内圈滚道表面长划伤/ Long scratch on the raceway
⚫外圈外径表面有深磕伤/ Deep dent on the outer diameter
⚫内圈滚道有磕伤/ CRB Raceway dent
⚫外圈滚道有长划伤/ Long scratch on the raceway ⚫内圈滚道有长划伤/ Long scratch on the raceway
☺
⚫多处测量痕迹(有深度,能感觉) / Too many measuring marks(Depth, can feeling)
☺☺☺
☺⚫外径分段支撑座痕迹Subsection shoe marks on the OD
☺
⚫TRB内圈挡边有圆周划伤/ Circle scratch on the rib side face
⚫内圈滚道超精圆周划伤(有深度,能感觉)/ Circle scratch for honing raceway (Depth, can feeling)。
轴类零件维修验收标准
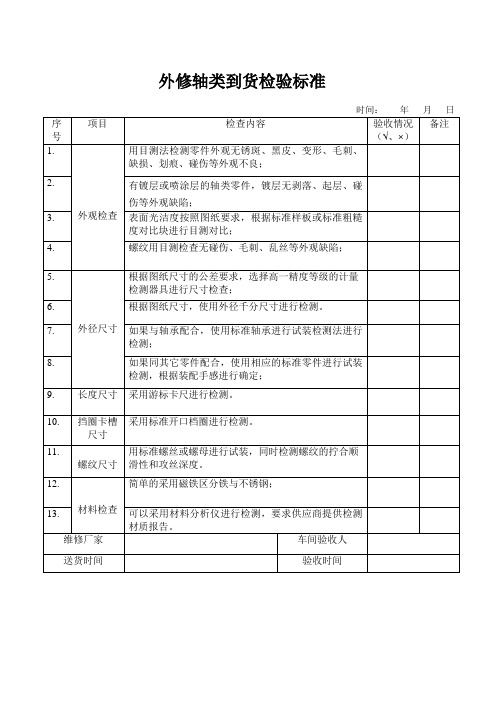
时间:年月日
序号
项目
检查内容
验收情况(√、×)
备注
1.
外观检查
用目测法检测零件外观无锈斑、黑皮、变形、毛刺、缺损、划痕、碰伤等外观不良;
2.
有镀层或喷涂层的轴类零件,镀层无剥落、起层、碰伤等外观缺陷;
3.
表面光洁度按照图纸要求,根据标准样板或标准粗糙度对比块进行目测对比;
4.
螺纹用目测检查无碰伤、毛刺、乱丝等外观缺陷;
5.
外径尺寸
6.
7.
如果与轴承配合,使用标准轴承进行试装检测法进行检测;
8.
如果同其它零件配合,使用相应的标准零件进行试装检测,根据装配手感进行确定;
9.
长度尺寸
10.
挡圈卡槽尺寸
1Hale Waihona Puke .螺纹尺寸12.13.
可以采用材料分析仪进行检测,要求供应商提供检测材质报告。
维修厂家
车间验收人
送货时间
验收时间
轴承检验标准

轴承检验标准轴承是机械设备中常见的零部件,其性能的稳定与否直接关系到整个机械设备的运行效果。
因此,对轴承的质量进行严格的检验是非常必要的。
下面将介绍轴承的检验标准及相关内容。
首先,轴承的外观检验是非常重要的一步。
外观检验主要包括轴承的表面有无裂纹、变形、生锈等情况。
在检验过程中,需要使用肉眼或放大镜仔细观察轴承表面的情况,确保轴承表面没有明显的缺陷。
其次,轴承的尺寸检验也是非常重要的一环。
尺寸检验主要包括外径、内径、宽度等尺寸的测量。
在进行尺寸检验时,需要使用专业的测量工具,如千分尺、游标卡尺等,确保轴承的尺寸符合标准要求。
除了外观和尺寸检验外,轴承的性能检验也是至关重要的一步。
性能检验主要包括轴承的旋转灵活性、噪音情况、温升情况等。
在进行性能检验时,需要通过专业的设备进行测试,确保轴承的性能符合标准要求。
此外,轴承的材料检验也是不可忽视的一环。
材料检验主要包括轴承材料的化学成分、金相组织等情况。
在进行材料检验时,需要使用化学分析仪器、金相显微镜等设备,确保轴承材料的质量符合标准要求。
最后,对于轴承的包装检验也是必不可少的一步。
包装检验主要包括轴承的包装是否完好、标识是否清晰等情况。
在进行包装检验时,需要对轴承的包装进行仔细检查,确保轴承在运输过程中不会受到损坏。
综上所述,轴承的检验标准涉及外观、尺寸、性能、材料、包装等多个方面,每个环节都至关重要。
只有严格按照标准进行检验,才能确保轴承的质量符合要求,从而保障机械设备的正常运行。
希望本文能对轴承的检验工作有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
评估(Evaluation)
不合格/NOK
内圈内孔有磨削裂纹/ Grinding crack in bore
评估(Evaluation)
不合格/NOK
外圈外径表面有磨削烧伤及裂纹/ Grinding crack and burning in OD surface 评估(Evaluation)
不合格/NOK
评估(Evaluation)
不合格/NOK
内圈滚道表面长划伤/ Long scratch on the raceway
评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
内圈滚道面磕伤/ Scratch on the raceway
评估(Evaluation) 仅有一处磕伤隔离, 等待质量判定.
Only one dent,
block and wait for PDQ to decide.
内圈滚道有磕伤/ CRB Raceway dent
评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
内圈滚道有轻微的带状的支承痕迹/ Light & Zonal shoe marks on the raceway
评估(Evaluation)
☺
合格/OK
外圈外径有均匀的支承痕迹/ Even shoe marks on the outer diameter
评估(Evaluation)
☺
合格/OK
Uncontrolled Copy is Prohibited 未受控的复印件无效
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
生效日期 版本 页码
内圈滚道面上有多条超精痕迹/ Too many honing lines on the raceway
A 15/21
评估(Evaluation)
不合格/NOK
内圈滚道面上有多条超精痕迹/ Too many honing lines on the raceway
☺
合格/OK
多处测量痕迹(有深度,能感觉) / Too many measuring marks(Depth, can feeling)
评估(Evaluation)
不合格/NOK
一处测量痕迹(有深度,能感觉) / One measuring marks(Depth, can feeling)
评估(Evaluation)
评估(Evaluation)
不合格/NOK
套圈端面黑皮/ Black remained in the side face after grinding
评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
端面有长深划伤/ Long & deep scratch on the side
WI
编制人/日期: 文件修改信息
版本号
文件编号
文件名称
修改内容
生效日期
版本
A
页码
1/21
批准人/日期:
修订日期 修订人 备注
Surface failure/表面缺陷 . Grinding/磨削 外圈滚道一侧有粗磨痕/ One side rough grind remain in
outer ring raceway
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
内圈滚道有磕伤/ Dents on the raceway
生效日期 版本 页码
A 10/21
评估(Evaluation)
不合格/NOK
内圈滚道有长划伤/ Long scratch on the raceway
文件名称
WI
文件编号
套圈端面黑色磕碰伤/ Black dent in the side face
生效日期
版本
A
页码
4/21
评估(Evaluation)
不合格/NOK
套圈外径支撑划伤(有深度)/ Trace in the outer side surface(Depth) 评估(Evaluation)
of raceway can not be fine grinded. The trace width blow 1 mm
has no influence for function 合格/OK
评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
生效日期 版本 页码
A 16/21
外径圆周斜振纹 / Tilted shake lines on the circle OD 评估(Evaluation)
不合格/NOK
外径圆周竖斜振纹/ Upright &Tilted shake lines on the circle OD 评估(Evaluation)
文件名称
WI
文件编号
生效日期 版本 页码
外圈外径有均匀的支承痕迹/ Even shoe marks on the outer diameter
A 13/21
评估(Evaluation)
☺
合格/OK
外圈外径有不均匀的支承痕迹/ Uneven shoe marks on the outer diameter 评估(Evaluation)
生效日期 版本 页码
A 14/21
评估(Evaluation)
☺
合格/OK
内圈滚道面上有退油石痕迹/ Withdraw honing stone mark on the raceway 评估(Evaluation)
不合格/NOK
内圈滚道面上有退油石痕迹/ Withdraw honing stone mark on the raceway 评估(Evaluation)
文件名称
WI
文件编号
生效日期 版本 页码
A 11/21
内径轴向(Subito)测量痕迹(无深度,此时须调整 Subito 力度))/ Measuring marks axial on the ID(No depth, must adjust Subito force)
评估(Evaluation)
文件名称
WI
文件编号
生效日期
版本
A
页码
2/21
套圈端面圆周方向螺旋纹/ Side face helix marks in circle direction
评估(Evaluation)
不合格/NOK
端面圆周压痕(有深度) / Circle impress on the side face(Depth)
生效日期
版本
A
页码
7/21
评估(Evaluation)
不合格/NOK
内圈内径表面有大划伤/ Big scratch on the inner surface
评估(Evaluation)
不合格/NOK
外圈外径表面有深磕伤/ Deep dent on the outer diameter
评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
生效日期
版本
A
页码
8/21
内圈中挡边有深磕伤/ Deep dent on the rib diameter
评估(Evaluation)
不合格/NOK
外圈外径有小磕伤/ Small dent on the Outer diameter
文件名称
WI
文件编号
生效日期
版本
A
页码
9/21
外圈外倒角有划伤/Scratch on the outer chamfer
评估(Evaluation)
不合格/NOK
外圈滚道有长划伤/ Long scratch on the raceway
评估(Evaluation)
不合格/NOK
内圈滚道有长划伤/ Long scratch on the raceway 评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
不合格/NOK
外径圆周宽的竖振纹 / Broad &Upright shake lines on the circle OD
评估(Evaluation)
不合格/NOK
Uncontrolled Copy is Prohibited 未受控的复印件无效
文件名称
WI
文件编号
生效日期 版本 页码
外径圆周细的竖振纹 / Thin & Upright shake lines on the circle OD
A 17/21
评估(Evaluation)
不合格/NOK
外径圆周宽的短竖振纹/ Broad 、short & Upright shake lines on the circle OD
评估(Evaluation)