钢轨允许磨耗限度
铁路曲线钢轨磨耗及减缓措施

轮的滑行 , 使轨顶磨耗增加 。曲线 内轨的磨耗集 中于轨
头顶 面 , 常常 出现 强烈 的轨 头 压 陷或 飞 边 , 是 由于 并 这 当列 车低 速通过 曲线 时 内轨 负荷 过大所 致 。此外 , 由于 机 车车辆转 向而在轨 顶 面上 发 生 的横 向 滑动 摩 擦 也 会 引起 较大 的磨耗 。 曲线上 钢轨 的磨 耗 , 别 是外 轨 的磨 耗 , 要 取决 特 主 于 曲线半 径 的大 小 。半 径愈 小 , 耗 愈 大 , 轮 踏 面 与 磨 车
磨耗 。
道床不 洁 、 固不 良, 捣 线路上 有三角坑 、 暗坑和 吊板
调查资料, 我国小半径曲线轨道上的钢轨 , 9 是 由 有 8 于磨耗超过 限度而报 废 。曲线 轨道上 的钢轨磨 耗 , 主要 有: 上股钢轨侧面磨耗 、 下股钢轨头部压溃、 波形磨耗等 3 种不 同形式 。 1 1 钢轨 的位 置不正确 .
19 9
擦 。同时 , 因曲线 内股 轨 线 比外 股 轨线 短 , 内外 两 轮 而
在 车轴上 一起 滑动 , 经 距 离 不 相 同 , 而必 然 产 生 车 所 因
14 钢轨 波磨分 析 . 其 特征 是钢轨 表 面 出现 有规 律 性 的高低 波浪 型 起 伏 。在 一般 情况下 , 钢轨 波磨 可分 为波纹 磨耗 和波 浪磨
铁路 曲线的钢轨 磨耗 和 机 车车辆 的车 轮磨 耗是 一
压, 列车行走不平稳产生附加打击钢轨而加速轨面磨
耗。
个较为复杂的问题, 涉及到轮轨之 间的作用力、 钢轨 的 化学 成分 、 机械性 能 、 金相 组 织 等 。铁 路 曲线 钢 轨侧 磨
钢轨波磨标准
钢轨波磨标准《钢轨波磨标准:钢轨健康的“养生经”》嘿,你知道吗?在铁路的世界里,钢轨就像一群默默奉献的“钢铁侠”,承载着火车这个“超级巨兽”的来来往往。
但是呢,就像人会生病一样,钢轨也会出现一种叫波磨的“小毛病”。
这钢轨波磨要是不好好控制,那铁路运输这个“大舞台”可就要出大乱子了!就好比舞台上的演员如果脚下的地板坑坑洼洼,那表演还能顺利进行吗?绝绝子,那肯定是灾难现场啊!所以呀,钢轨波磨标准就像是钢轨健康的“养生经”,至关重要,不懂这个标准,铁路运输的“美好生活”可就要被打乱节奏喽。
一、“波磨长度之规:钢轨的身材管理”“钢轨的长度可不是随心所欲的,波磨长度得守规矩,就像模特走秀要有标准身材一样。
”钢轨波磨的长度有着严格的标准。
这钢轨啊,就像一条长长的跑道。
如果波磨的长度太长,就像跑道上出现了一段长长的、不平整的地带。
这对于火车这个“奔跑健将”来说,可是个大“拦路虎”。
比如说,当火车高速行驶在钢轨上时,过长的波磨就像连续不断的小坑洼,会让火车产生剧烈的振动。
这振动就像一个调皮的小恶魔,不仅会让乘客感到不舒服,就像坐在按摩椅上却被调成了疯狂模式,而且还会影响火车各个部件的使用寿命。
所以呢,根据标准,我们要把波磨长度控制在合理的范围内,这样钢轨才能保持良好的“身材”,让火车顺利地跑起来。
二、“波磨深度的尺度:钢轨的皮肤保养”“波磨深度不能深,钢轨的皮肤可禁不起过度‘磨损’,这是钢轨健康的底线呢。
”钢轨的波磨深度标准就如同钢轨的皮肤保养指南。
钢轨的表面就像人的皮肤一样,需要保持一定的光滑度。
如果波磨深度太深,就好比人的皮肤上出现了深深的伤口。
这时候,火车的车轮在钢轨上行驶就像一把钝刀在伤口上反复摩擦,那可不得了。
例如,在一些重载铁路上,列车载重很大,如果波磨深度超标,车轮与钢轨之间的作用力就会发生变化,就像两个人拔河时力量突然失衡。
这不仅会加快钢轨的损坏速度,而且还可能引发安全问题。
所以,严格按照波磨深度标准来维护钢轨,就是在给钢轨做最好的“皮肤保养”,让它能坚韧地承受火车的“压力山大”。
《高速铁路钢轨快速打磨管理办法》(2018)48

TG/GW216—2018高速铁路钢轨快速打磨管理办法第一章总则第一条为规范高速铁路钢轨快速打磨管理,制定本办法。
第二条本办法适用于200km/h及以上铁路和200km/h以下仅运行动车组铁路的钢轨(不含道岔、钢轨伸缩调节器)快速打磨。
其他铁路的钢轨快速打磨管理可参照本办法执行。
第三条钢轨快速打磨是指利用钢轨快速打磨车进行的被动式钢轨打磨。
通过钢轨快速打磨,可消除或减轻轨面伤损和缺陷,提高轨面平顺度,预防或减缓接触疲劳、波磨等轨面病害的产生和发展,延长钢轨使用寿命。
第四条钢轨快速打磨车按大型养路机械管理,应符合《大型养路机械使用管理规则》(TG/GW108)的相关规定。
第五条钢轨快速打磨车主要用于高速铁路钢轨预防性打磨,也可用于不改变廓形的钢轨预打磨和修理性打磨。
在高速铁路高海拔、长大坡道以及隧道占比较高的区段,宜使用钢轨快速打磨车作业。
第六条钢轨快速打磨应根据打磨前钢轨状态制定打磨技术方案,在满足目标廓形、保证打磨深度和消除病害的前提下尽量使打磨量最小。
第二章组织管理和计划实施第七条中国铁路总公司(以下简称总公司)工电部负责指导全路钢轨快速打磨技术管理,制定相关技术标准,组织相关单位和专家为钢轨快速打磨工作提供技术支持,协调钢轨快速打磨车跨局作业。
第八条铁路局集团公司负责钢轨快速打磨的管理工作,负责路外钢轨快速打磨车准予作业临时运行证明的发放工作。
第九条铁路局集团公司工务处负责制定年度钢轨快速打磨计划,审定钢轨快速打磨技术方案、施工组织方案和作业计划,协调日常施工,监督和指导钢轨快速打磨质量验收,组织对作业人员进行安全和技术培训。
第十条工务段(含高铁维修段、桥工段等,下同)负责提报年度钢轨快速打磨建议计划和作业计划,参与制定钢轨快速打磨技术方案,制定施工组织方案并组织实施,组织钢轨快速打磨质量验收。
第十一条钢轨快速打磨车运用单位负责制定打磨技术方案,参与制定施工组织方案,实施钢轨快速打磨作业,编制自验报告,参加钢轨快速打磨质量验收;负责钢轨快速打磨车的运用管理,保持钢轨快速打磨车设备状态良好。
辙叉轻、重伤标准Microsoft Word 文档 (2)

第3.9.11条辙叉伤损分轻伤和重伤两类。
一、高锰钢整铸辙叉轻伤标准(含可动心轨辙叉中高锰钢整铸翼轨、叉跟座):1.辙叉心宽40mm断面处,辙叉心垂直磨耗(不含翼轨加高部分),50 kg/m及以下钢轨,在正线上超过4mm,到发线上超过6mm,其他站线上超过8mm;60kg/m及以上钢轨,在允许速度大于120 km /h的正线上超过4 mm,其他正线上超过6 mm,到发线上超过8 mm,其他站线上超过10mm;可动心轨宽40mm断面及可动心轨宽20mm 断面对应的翼轨垂直磨耗(不含翼轨加高部分)超过4mm。
2.辙叉顶面和侧面的任何部位有裂纹。
3.辙叉心、辙叉翼轨面剥落掉块,在允许速度大于120km/h的线路上长度超过15mm,且深度超过1.5mm;在其他线路上长度超过15 mm,且深度超过3 mm。
4.钢轨探伤人员或线路(检查)工长认为有伤损的辙叉。
二、高锰钢整铸辙叉重伤标准(含可动心轨辙叉中高锰钢整铸翼轨、叉跟座):1.辙叉心宽40mm断面处,辙叉心垂直磨耗(不含翼轨加高部分),50kg/m及以下钢轨,在正线上超过6mm到发线上超过8mm,其他站线上超过10mm;60kg/m及以上钢轨,在允许速度大于120km/h的正线上超过6 mm,其他正线上超过8mm,到发线上超过10mm,其他站线上超过11mm;可动心轨宽40mm断面及可动心轨宽20mm 断面对应的翼轨垂直磨耗(不含翼轨加高部分)超过6 mm(33kg/m及其以下钢轨由铁路局规定)。
2.垂直裂纹长度(含轨面部分裂纹长度)超过表3.9.11—1所列限度者。
5.叉趾、叉跟浇注断面变化部位斜向或水平裂纹长度超过120mm,或虽未超过120mm,但裂纹垂直高度超过40mm。
6.底板裂纹向内裂至轨腰,并超过轨腰与圆弧的连接点。
7.螺栓孔裂纹延伸至轨端、轨头下颚或轨底,两相邻螺栓孔裂通。
8.辙叉心、辙叉翼轨面剥落掉块长度超过30 mm,且深度超过6mm。
道岔及钢轨伸缩调节器设备标准和修理要求
道岔及钢轨伸缩调节器设备标准和修理要求第3.9.1条道岔轨型应与线路钢轨轨型相同,轨型不同时应用异型钢轨过渡。
道岔用基本轨、尖轨、心轨、翼轨(特种断面翼轨TY1除外)和导轨应选用强度等级不低于1180MPa的在线热处理对称及非对称断面钢轨(43kg/m及以下钢轨道岔除外)。
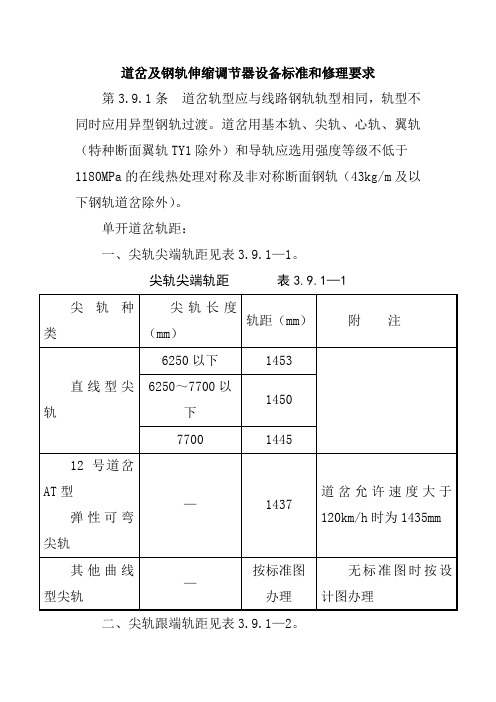
单开道岔轨距:一、尖轨尖端轨距见表3.9.1—1。
尖轨尖端轨距表3.9.1—1尖轨种类尖轨长度(mm)轨距(mm)附注直线型尖轨6250以下1453 6250~7700以下1450 7700 144512号道岔AT型弹性可弯尖轨—1437道岔允许速度大于120km/h时为1435mm其他曲线型尖轨—按标准图办理无标准图时按设计图办理二、尖轨跟端轨距见表3.9.1—2。
尖轨跟端轨距表3.9.1—2 尖轨种类直向(mm)侧向(mm)附注直线型尖轨1439 143912号道岔AT型弹性可弯尖轨1435 1435尖轨轨头刨切范围内曲股轨距构造加宽除外其他曲线型尖轨1435按标准图办理无标准图时按设计图办理三、导曲线中部轨距按标准图设置。
四、辙叉部分轨距,直、侧向均为1435 mm(采用心轨加宽技术的辙叉应符合设计要求)。
五、尖轨在第一拉杆中心处的设计动程:直尖轨为142 mm,曲尖轨为152 mm;AT型弹性可弯尖轨12号普通道岔为160mm或180 mm,12号提速道岔为160 mm; 18号道岔允许速度大于160km/h时为160mm, 允许速度不大于160km/h时为160mm 或180mm(具体按标准图或设计图规定办理);其他型号道岔按标准图或设计图办理。
六、可动心轨第一拉杆中心处的动程按标准图或设计图办理。
七、特殊道岔不符合上述规定者,按标准图或设计图要求办理。
第3.9.2条各部分轨距加宽递减。
一、尖轨尖端轨距加宽,允许速度不大于120 km/h的道岔应按不大于6‰的递减率递减至基本轨接头。
二、尖轨尖端与尖轨跟端轨距的差数,直尖轨应在尖轨全长范围内均匀递减,曲尖轨按标准图或设计图办理。
第二节钢轨基本知识.
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg / m无螺栓孔新钢轨;其他站线宜铺设50 kg / m钢轨。
200 km/ h及以上高速客运铁路应选用u71MnG、强度等级为880〜IPa热轧钢轨;200 km/ h〜250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0. 71%、0. 75%, V代表钒元素,Mn代表锰兀素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
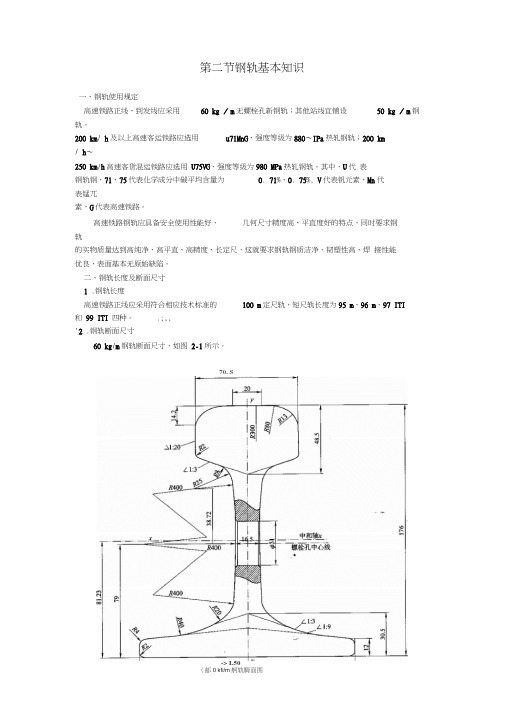
二、钢轨长度及断面尺寸1 .钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI和99 ITI 四种。
.;,,'2 .钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
70. S-> L50(邮0 kfi/m舸轨騎面图—C『―《■ ■(■■ ■—、216.5中心线一k °.图2'1 50 kfi/m 钢轨形式尺寸(单位1 mm )3 •钢轨计算数据60 kg / m 钢轨计算数据,如表 2— 9所示。
(b )60 kg/m 银轨摞栓孔布置图義2旳钢轨计茸数据三、钢轨材质1钢轨的化学成分(表2—10)S2-10搦轨北学蹴分UTlMuG0. 65—-0. 750, 15—0.580. 70—1. 20^0. 0苓.<0. 025CO. 004U75VG 6 71 —也80Q” 50—0. 70 D. 75—1.05咗实025<Q. 0250. 08<0r 0042 一 11的规定。
制造年(轧制年度末两位)、月(如04代 钢厂代码一一生产年份一一炉号一一连铸 2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表a 腆>10 260—300 U75VG^102^0—930注啟惟取样螳验时•允许断后忡任率比规宦憤降低1绻f 绝对值)四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图22所示。
矿井轨道质量标准及架线维护规程

矿井轨道质量标准及架线维护规程————————————————————————————————作者: ————————————————————————————————日期:ﻩ矿井轨道质量标准及架线维护规程二、质量标准(一)窄轨铁道线路序号检查项目单位质量标准及允许偏差备注主要运输线路一般运输线路ﻫ1轨道中心线毫米单轨中心线符合设计,偏差不大于设计值的±50,双轨中心线的间距不小于设计要求,不大于设计值20,双轨的中心位置与设计位置的偏差不大于50 移交标准:检验时,井下以巷道设计中心线进行选点挂线检查,井上以中心柱为准ﻫ2坡度与标高毫米轨面的实际标高与设计标高的偏差为±50,坡度误差50米内不超过1/1000,即50米内高差不超过50(包括倾斜巷道的绞车道) 移交标准:井下量取腰线至轨面的垂距,井上用水准仪测量3ﻫ※接头平整度轨面及内侧错差不大于2,不应有硬弯4 方向毫米直线目视直顺,用10弦量相邻不超过10;曲线目视圆顺,用2弦量相邻正矢差:半径50米以上时不超过2,半径50米以下时不超过3 直线目视直顺,用10米弦量相邻不超过12;曲线目视圆顺,用2弦量相邻正矢差不超过3 在接头前后各5米内选点检查。
用2米长细绳在外轨内侧量取曲线的正矢值。
5轨面前后高低毫米目视平顺,用10弦量不超过10;倾斜绞车道不超过15 (设计变坡点不在此限) 用10弦量不超过15检查接头前后各5米(用单丝细尼龙绳,规定挠度2毫米)ﻫ6※轨距毫米轨距符合设计,允许偏差:直线段+5,-2;曲线段加宽后+5,-2直线段+6,-2;曲线段加宽后+6,-2 检查接头前后各5米(轨面以下13毫米处测)ﻫ7钢轨轨型符合设计或满足运量要求,同一线路无杂拌道。
钢轨磨损不应超过规定8ﻫ※水平毫米真线段两股钢轨应水平,误差不大于5;曲线段加超高后不大于5真线段两股钢轨应水平,误差不大于8;曲线段加超高后不大于8用水平尺检查ﻫ9轨缝毫米井下:不大于5,焊缝无裂纹。
铁路线路设备标准和修理要求
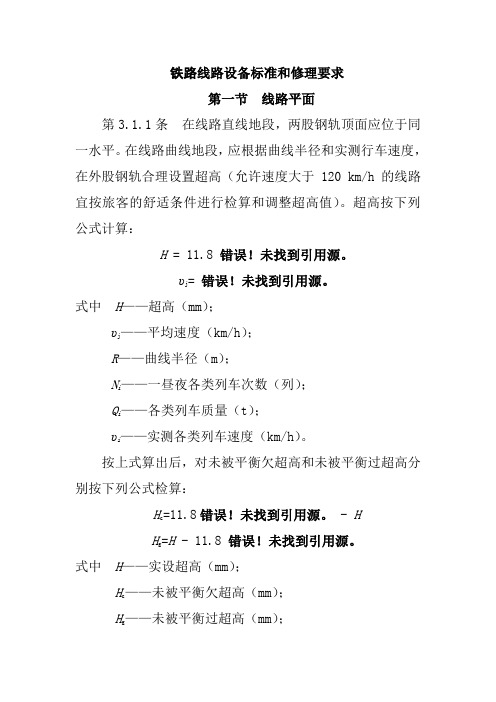
铁路线路设备标准和修理要求第一节线路平面第3.1.1条在线路直线地段,两股钢轨顶面应位于同一水平。
在线路曲线地段,应根据曲线半径和实测行车速度,在外股钢轨合理设置超高(允许速度大于120 km/h的线路宜按旅客的舒适条件进行检算和调整超高值)。
超高按下列公式计算:H = 11.8 错误!未找到引用源。
υj= 错误!未找到引用源。
式中H——超高(mm);υj——平均速度(km/h);R——曲线半径(m);N i——一昼夜各类列车次数(列);Q i——各类列车质量(t);υi——实测各类列车速度(km/h)。
按上式算出后,对未被平衡欠超高和未被平衡过超高分别按下列公式检算:H c=11.8错误!未找到引用源。
- HH g=H - 11.8 错误!未找到引用源。
式中H——实设超高(mm);H c——未被平衡欠超高(mm);H g——未被平衡过超高(mm);υmax——线路允许速度(km/h);υH——货物列车平均行车速度(km/h)。
未被平衡欠超高不应大于75 mm,困难情况下不应大于90 mm,但允许速度大于120 km/h线路个别特殊情况下已设置的90(不含)~110 mm的欠超高可暂时保留,但应逐步改造;未被平衡过超高不应大于30mm,困难情况下不应大于50mm,允许速度大于160km/h线路的个别特殊情况下不应大于70 mm。
实设超高在满足上述条件下,货物列车较多时,宜减小H g,旅客列车较多时宜减小H c。
有砟轨道实设最大超高,在单线上不得大于125 mm,在双线上不得大于150 mm。
无砟轨道实设最大超高不得大于175mm。
第3.1.2条如行车条件有较大变化,或曲线发生木枕压切、混凝土枕挡肩破损、钢轨不正常磨耗等情况,应根据实测行车速度和实际牵引质量,重新计算和调整超高。
第3.1.3条两线路中心距离在5 m以下的曲线地段,内侧曲线超高不得小于外侧曲线超高的一半,否则,必须根据计算加宽两线的中心距离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国铁道部部标准
TB 2097-89
钢轨允许磨耗限度
1 主题内容与适用范围
本标准规定了钢轨的垂直磨耗、侧面磨耗及波形磨耗的允许限度。
本标准适用于38、43、50及60kg/m国产与非国产钢轨。
2 总则
2.1 钢轨磨耗超限是钢轨伤损的一种类型。
钢轨磨耗量由总磨耗、垂直磨耗与侧面磨耗表征。
总磨耗表示由于磨耗而使钢轨头部断面积减少的程度。
总磨耗=垂直磨耗+侧面磨耗。
2.2 本标准是划分因磨耗而造成的钢轨轻、重伤的依据。
磨耗达到重伤限度的钢轨应立即更换,不得再使用于本等级线路上;磨耗轻伤钢轨应注意观察其磨耗的发展趋势及其他类型伤损的相伴发生。
钢轨产生波形磨耗时应及时打磨,波形磨耗钢轨达到允许限值时应立即更换。
2.3 根据下列原则制定钢轨允许磨耗限度;
2.3.1 钢轨磨耗达到允许限度时尚能保证钢轨具有足够的强度与抗弯性能。
2.3.2 钢轨达到允许磨耗限度时机车车辆轮缘在最不利情况下不致接触到接头夹板。
2.3.3 波磨钢轨的波谷深度达到允许限度时不致引起轨道部件的损伤及养护工作量的急剧增加。
3 钢轨允许磨耗限度
3.1 各类钢轨磨耗量达到表1所列数值之一者即为轻伤钢轨。
中华人民共和国铁道部1989-09-01批准 1990-05-01实施
3.2各类钢轨磨耗量达到表2所列数值之一者即为重伤钢轨。
3.3 波形磨耗分为波纹磨耗与波浪磨耗两种。
根据波形磨耗的类型,波谷深度的允许限度值见表3。
注:波纹磨耗波长为30~80mm,波长大于80mm时为波浪磨耗。
4 钢轨磨耗的测量
4.1 钢轨磨耗量测以标准断面为基准。
4.2 垂直磨耗在钢轨垂直中心线处量测。
侧面磨耗在钢轨轨顶下14mm处量测,见图1。
波形磨耗量测波谷深度。
图 1
附录A
用三次样条插值方法计算磨耗钢轨断面几何参数
(补充件)
A1 确定磨耗钢轨的几何参数时,先将现场测得的典型磨耗钢轨断面放大100倍,然后在典型磨耗钢轨断面形状基础上确定磨耗量,选取插值点。
再用三次样条法得到光滑的插值曲线函数。
最后用电子计算机算得磨耗钢轨断面的磨耗面积、断面静距、形心位置及惯性距。
A2 三次样条插值函数S (X )的计算
已知钢轨磨耗曲线上一组节点X 0,X 1……X n 若a=X 0<X 1<……<X n-1<X n =b ,且各个节点上的函数值已知,即y k =f (X k ),式中(K=0,1,……n )。
并使以三次样条法所拟合的曲线通过这些函数值所代表的样点,则可用三次样条插值函数S (X )作为三次样条曲线的表达式。
三次样条插值函数S (X )应满足下列条件: (1)S (X ),S ′(X ),S ″(X )在区间[a ,b]上是连续函数; (2)在每个小区间[X k ,X k +1]上是一个三次多项式; (3)S (X k )=Y k 。
利用Hermite 插值公式。
可求出小区间[X k ,X k +1]上三次样条函数S (X )为:
S X X X X K X X X K Y K K K K K K K ()=+--⎛⎝
⎫⎭⎪--⎛⎝ ⎫
⎭⎪•++++121112
121112
1+--⎛⎝
⎫⎭⎪--⎛⎝ ⎫
⎭⎪•++++X X X X X X X X Y K K K K K K K
+---•++()(
)X X X X X m K K K K K 11
2
+---•+++()(
)X X X X X X m K K K K
K 112
1…………………………………………………(1) 式中:m k =S ′(X k )
根据S (X )在点X k 上的二阶导数必须连续的要求,即:
S ″(X k +0)=S ″(X k -0)
以及边界条件,即可求出各段S (X )的导数m k (K=0,1,……n ),从而求出各段的三次样条函数S (X )。
A3 S (X )用直角坐标函数表示。
轨头磨耗曲线的方程为Y=f (X ),X=h (y )。
在磨耗区域内标准钢轨断面的轨头曲线为Y=e (X ),X=g (Y ),见图A1。
4
TB 2097-89
图A1
磨耗钢轨断面磨耗面积的计算公式为:
[]C dA e X f X dx X X A
B
==-⎰
⎰()()1
(2)
钢轨断面磨耗面积对X 、Y 轴的一次静矩为:
[]K xdA X e X f X dx Y A
X X n
==-⎰⎰
()()1
(3)
[]K YdA Y g Y h Y dY x Y Y A
n
==-⎰⎰()()1
(4)
钢轨断面磨耗面积对X 、Y 轴的二次静矩为:
[]I YdA X e X f X dX y A X X n
==-⎰⎰
21
()() (5)
[]I Y dA Y g Y h Y dY x A
Y Y n ==-⎰⎰221
()() (6)
A4 磨耗钢轨断面几何参数的计算
设被积函数为F (Z )。
将积分区间[Z 1、Z n ]分为2m 等分,积分步长为h ,则上述五个积分式可写成统一的积分形式: []
M F Z dz h
F F F F F n m Z Z n
=
=
++++-⎰()()3
2024221
... +++-41221()F F F m (7)
从而可求出磨耗钢轨的磨耗面积C ,静矩K X 、K Y ,惯性矩I X 、I Y 。
已知标准钢轨断面面积A ,形心坐标X c1、X c1和断面惯性矩I X1、I y1,则磨耗钢轨断面面积为:
B=A -C (8)
5
TB 2097-89
磨耗钢轨断面形心坐标为:
X c=(X c1×A-K y)/B
Y c=(Y c1×A-K x)/B
磨耗钢轨断面惯性矩为:
(a)对X、Y轴:
I Y′=I YC1+(X c1)2×A-I Y
I Y′=I XC1+(Y c1)2×A-I X
(b)对磨耗后的断面主惯性轴X C、Y C:
I yc=I′y(X c)2×B=I yc1-I Y+(X c1)2×A-(X c)2×B (9)
I xc=I′x-(Y c)2×B=I xc1-I x+(Y c1)2×A-(Y c)2×B (10)
A5磨耗钢轨几何参数的部分计算数据见表A1。
6
TB 2097-89
7 TB 2097-89
8 TB 2097-89
9 TB 2097-89
钢轨允许磨耗限度安全极限的确定
(补充件)
钢轨允许磨耗值的安全限值由下列因素确定:
B1 保证车轮顺利地通过钢轨接头
磨耗到限的车轮通过磨耗钢轨接头时,应保证车轮轮缘不碰磨鱼尾板的上缘,故钢轨垂直磨耗限值应不于图B1所示的a值。
图A1
a=P-D-(f+C)
式中C—车轮踏面允许磨耗值。
机车、客车车辆及货车车辆的C值分别为7、8、9mm。
B2 各种钢轨算得的a值列于表B1。
10
TB 2097-89
考虑到制造公差,把a又减小1~2mm以确定钢轨垂直耗磨的允许值。
B3 钢轨侧磨值应小于扣件轨距挡板可调数值及轨距允许扩大值之和,以保证行车安全。
b=M+e
式中:b—钢轨侧面磨耗极限值;
M—钢筋混凝土轨枕扣件轨距挡板可调范围,一般M max=16mm;
e—轨距允许扩大值采6mm。
则:b=16+6=22mm
附加说明:
本标准由铁道部标准计量研究所提出并归口。
本标准由北方交通大学土建系、铁道部标准计量研究所、铁道科学研究院铁建所负责起草。
本标准起草人范俊杰、冯晓东、叶庆佟、梁健博。
11。