制苯装置危险因素分析及其防范措施示范文本
苯抽提装置苯职业病危害分析及控制措施

苯抽提装置苯职业病危害分析及控制措施张国琴(中国石化青岛石油化工有限责任公司ꎬ山东青岛㊀266043)㊀㊀摘㊀要:通过对苯抽提装置中间储罐呼吸排放㊁抽真空系统排放㊁停工过程排放㊁取样操作等过程存在的苯职业病危害分析ꎬ研究了降低作业现场苯危害的控制措施ꎬ并用历年的职业健康查体数据表明采用优化操作㊁完善磁力泵出入口流程㊁密闭取样㊁加强个体防护等措施可以有效降低作业过程中的苯危害ꎬ为苯抽提装置防治苯职业病危害明确了治理方向ꎮ关键词:苯抽提装置ꎻ苯ꎻ职业病危害ꎻ危害因素分析ꎻ控制措施DOI:10.3969/j.issn.1672 ̄7932.2020.07.0101㊀苯抽提装置概况某企业80kt/a苯抽提装置采用环丁砜抽提蒸馏(SED)技术进行重整汽油脱苯ꎮ重整汽油经换热后进入该装置脱C5㊁脱C6塔进行预分馏ꎬ切割出C6馏分ꎮC6馏分进入环丁砜抽提蒸馏系统ꎬ在环丁砜作用下完成苯与C6非芳烃的分离ꎬ苯经过白土精制后作为产品送出装置ꎮ装置工艺流程见图1ꎮ虽然从检测数据看作业场所苯㊁环丁砜等污染物均能稳定达标ꎬ但是从职业病危害因素的角度考虑ꎬ在现场作业区域内仍然存在着苯污染问题ꎬ直接影响操作工的身体健康ꎮ2㊀苯危害因素分析2.1㊀苯危害分析苯是污染作业环境㊁损害劳动者健康的重要职业性有害因素[1]ꎬ主要以苯蒸气形式经呼吸道吸入体内ꎬ也可经皮吸收进入人体ꎮ长期接触低浓度苯对造血系统产生极大危害ꎬ使白细胞㊁血小板㊁红细胞减少ꎬ重者出现再生障碍性贫血ꎬ甚至可引起白血病ꎻ其次是对神经系统的影响ꎬ导致神经功能紊乱失眠㊁记忆力减退等神经症状[2]ꎮ急性苯中毒主要表现为对中枢神经系统的麻醉作用ꎮ中毒较轻者会出现头晕㊁头痛㊁兴奋㊁恶心㊁呕吐㊁欣快感㊁轻度意识模糊㊁步态不稳等症状ꎻ中毒较重者出现意识模糊㊁浅度昏迷到深度昏迷[3]ꎮ由于苯毒性是潜在的ꎬ发病潜伏期可长达几年甚至几十年[4ꎬ5]ꎬ给职工的健康带来不可估量的危害ꎮ«职业健康监护技术规范»规定:白细胞计数低于4ˑ109/L或中性粒细胞低于2ˑ109/L㊁血小板计数低于8ˑ1010/Lꎬ造血系统疾病为接触苯作业人员职业禁忌证ꎮ职业性慢性苯中毒㊁职业性急性苯中毒㊁职业性苯所致白血病为接触苯作业人员职业病ꎮ2.2㊀装置苯分布情况苯抽提装置苯主要分布在:脱C5塔㊁脱C5塔釜液泵㊁脱C6塔㊁脱C6塔回流罐㊁抽提蒸馏塔进料缓冲罐㊁抽提蒸馏塔㊁抽提蒸馏塔再沸器㊁抽提蒸馏塔回流罐㊁白土罐㊁苯检验罐㊁溶剂回收塔及塔顶回流罐㊁溶剂再生罐及各机泵㊁换热器等设备设施及C6馏分控制阀组㊁抽提塔进料控制阀组㊁溶剂回收塔回流罐控制阀组㊁苯检验罐等采样点ꎮ2020年第20卷第7期职业健康㊀㊀㊀㊀图1㊀苯抽提装置生产工艺流程2.3㊀苯抽提装置苯暴露作业环节2.3.1㊀中间储罐呼吸排放苯抽提装置中间储罐包括2台中间苯检验罐㊁1台湿溶剂罐㊁1台新鲜溶剂罐㊁1台助溶剂罐ꎬ均为内浮顶罐ꎮ罐顶设有密封氮气压控阀㊁高点泄压阀和紧急泄压阀ꎮ在装置正常生产过程中ꎬ湿溶剂罐㊁新鲜溶剂罐㊁助溶剂罐均处于备用状态ꎬ苯检验罐收苯达到控制液位要求后ꎬ切换苯检验罐ꎬ取样化验合格后ꎬ进行送苯操作ꎮ受装置进料中苯含量变化㊁各塔热源变化㊁操作波动㊁送苯速度变化等因素影响ꎬ苯检验罐压力波动频繁ꎬ罐内补氮量变化较大ꎬ导致罐呼吸排放量较大ꎬ存在苯的无组织排放ꎬ职工巡检过程中ꎬ可能受到苯危害ꎮ2.3.2㊀抽真空系统排放本套装置采用的是环丁砜抽提蒸馏(SED)技术ꎬC6馏分与环丁砜溶剂在抽提蒸馏塔内进行萃取蒸馏ꎬ塔顶抽出C6非芳烃ꎬ富含苯的环丁砜溶剂从塔底抽出进入溶剂回收塔ꎬ为了提高溶剂回收塔苯与环丁砜溶剂的分离效果ꎬ溶剂回收塔采取负压操作ꎬ塔顶回流罐设有蒸汽抽真空系统ꎬ另外溶剂再生也采用抽真空操作ꎮ抽真空流程如图2所示ꎮ图2㊀苯抽提装置抽真空流程㊀㊀从图2可以看出ꎬ蒸汽与苯回流罐内苯蒸气在蒸汽喷射泵内接触ꎬ冷却后进入水封罐ꎬ水封罐张国琴.苯抽提装置苯职业病危害分析及控制措施顶直接放空ꎬ罐底污水直排到现场地漏ꎬ从系统中携带出的苯严重影响职工身体健康ꎮ另外溶剂再生抽真空系统产生的废气中含有少量苯ꎬ均为现场排放ꎮ2.3.3㊀停工过程排放本套装置停工检修周期为3年ꎬ停工过程包括:装置降温㊁停进料㊁退物料㊁蒸汽吹扫㊁盲板隔离ꎮ由于装置涉苯ꎬ机泵采用磁力泵ꎬ在停工过程中ꎬ蒸汽不能直接对泵体进行吹扫ꎬ导致泵体及泵出入口部分管线残余少量的苯ꎬ在机泵拆修时ꎬ存在职业健康危害ꎮ图3为装置磁力泵及出入口流程情况ꎮ图3㊀苯抽提装置磁力泵及出入口流程㊀㊀从图3可以看出ꎬ为了保护磁力泵ꎬ停工后ꎬ只能关闭泵出入口阀ꎬ无法对泵出入口管线进行蒸汽吹扫ꎬ机泵拆修时ꎬ只能将管线内的苯等有毒介质现场接桶回收ꎬ回收过程中操作工会接触到超高浓度的苯ꎮ2.3.4㊀取样操作装置C5馏分控制阀组处㊁C6馏分控制阀组处㊁C7外送控制阀组处㊁抽提塔进料控制阀组处㊁贫溶剂过滤器处㊁C6非芳烃外送阀组处㊁苯产品TK7802罐处取样口均为非密闭取样ꎬ在非密闭取样过程中ꎬ职工需打开取样阀进行管线置换ꎬ管线置换合格后还需对取样瓶进行置换ꎬ含有苯的气体挥发到空气中ꎬ致使职工直接接触高浓度苯及其它有毒有害物质时间较长ꎬ存在较大职业健康隐患ꎮ3㊀装置改进技术措施3.1㊀装置中间储罐呼吸排放苯抽提装置中间储罐设计压力仅为2kPaꎬ低于全厂低压瓦斯设计压力ꎬ无法直接连接到低压瓦斯管网实现密闭排放ꎬ从2014年开始ꎬ采取了降低中间储罐呼吸排放量的措施ꎮa)高效利用好抽提进料缓冲罐的缓冲作用ꎬ在原料量及原料中苯含量波动时ꎬ利用缓冲罐缓冲作用ꎬ缓慢调整抽提塔进料量及苯返回量ꎬ确保苯产量稳定ꎬ维持苯检验罐在收苯时ꎬ液位上升平缓ꎬ达到逐渐降低苯检验罐补氮量ꎬ减少外排氮气携带苯量ꎮb)在苯检验罐送苯时ꎬ通过调整外送泵控制阀开度ꎬ保持送苯速度不变ꎬ确保苯检验罐在送苯过程中只进行补氮气ꎬ不外排氮气ꎮc)严格控制苯产品进入苯检验罐温度低于45ħꎬ避免苯产品在苯检验罐内挥发排放ꎮd)对苯检验罐顶补氮控制阀进行定期维护保养ꎬ确保调整灵敏可靠ꎮ现场实践表明ꎬ降低中间储罐呼吸排放量的措施效果显著ꎬ现场异味明显减少ꎮ3.2㊀抽真空系统排放苯抽提装置溶剂回收塔顶苯回流罐顶抽真空系统及溶剂再生抽真空系统产生的废气中ꎬ苯㊁芳烃类物质均为现场排放ꎬ因此采取降低抽真空系统外排废气量及其中苯㊁芳烃类物质含量的措施ꎮ3.2.1㊀优化溶剂回收塔苯回流罐顶抽真空系统操作2014年开始ꎬ低控苯回流罐顶抽真空系统补充氮气量ꎬ控制补氮气控制阀开度在5%~15%之间ꎬ降低因大量氮气补入回流罐带来的苯携带排放量ꎮ在溶剂回收塔负压满足要求前提下ꎬ逐渐降低抽真空泵蒸汽压力ꎬ通过反复调整ꎬ蒸汽压力由0 75MPa降低至0 4MPaꎮ严格控制抽真空水封罐液位ꎬ避免了抽真空泵因水封不足引起工作异常导致排放事故的发生ꎮ3.2.2㊀优化溶剂再生抽真空系统苯抽提装置的溶剂再生系统ꎬ在负压㊁高温操作条件下ꎬ在溶剂再生罐内进行闪蒸操作ꎬ溶剂再生抽真空系统外排气中含有苯等物质ꎮ为了避免再生带来的危害ꎬ2017年ꎬ装置采用线下再生工艺ꎬ利用过滤㊁吸附㊁离子交换密闭方式再生ꎬ从源头上消除了苯等有毒有害物质的排放ꎬ实现了本质健康管理ꎮ2020年第20卷第7期职业健康㊀㊀㊀㊀3.3㊀停工过程排放苯抽提装置磁力泵原设计流程未充分考虑停工吹扫作业过程中职业健康危害问题ꎬ导致残存在磁力泵及泵出入口管线内的苯㊁溶剂等介质现场排放ꎬ造成重大职业健康隐患ꎮ为了彻底解决此类隐患ꎬ2017年装置停工改造期间ꎬ完善磁力泵出入口流程ꎬ改造后情况见图4所示ꎮ图4㊀苯抽提装置磁力泵及出入口改进流程㊀㊀从图4可以看出ꎬ在停工退完物料蒸汽吹扫期间ꎬ关闭泵出入口阀门ꎬ打开磁力泵跨线阀1ꎬ重点吹扫磁力泵出入口管线ꎮ在此期间ꎬ打开新鲜水阀2㊁阀3ꎬ用水冲洗泵出入口阀至泵体管线ꎬ冲洗结束后ꎬ磁力泵出入口根部法兰加盲板隔离ꎬ然后打开泵出入口阀门ꎬ对泵出入口至手阀管线进行蒸汽吹扫ꎮ通过改造后ꎬ解决了磁力泵蒸汽吹扫不彻底问题ꎬ从本质上解决了停工吹扫期间苯等有毒物质对职工的危害ꎮ3.4㊀取样针对职工取样过程中直接接触苯时间较长㊁浓度大的问题ꎬ2014年ꎬ公司将装置非密闭取样器㊁老旧密闭取样器进行更换ꎬ做到本质健康管理ꎮ另一方面ꎬ加强职工取样操作培训及管理ꎬ增强职工职业健康意识ꎬ严格按照取样规定进行操作ꎬ减少误操作ꎬ降低取样直排量ꎬ减少苯危害ꎮ4㊀苯危害控制管理措施4.1㊀作业场所a)加强管道及阀门日常维护ꎬ保证处于良好密闭状态ꎮ对苯防护设施㊁应急救援设施等ꎬ进行经常性维护㊁检修ꎬ定期检测其性能和效果ꎬ确保处于正常状态ꎬ并不得擅自拆除或停用ꎮb)设置固定式有毒气体(苯)报警仪ꎬ进入高风险区域巡检㊁排凝㊁仪表调校㊁采样等作业时ꎬ作业人员佩戴相应的防护用品ꎬ携带便携式有毒气体(苯)报警仪ꎮc)设置监测点ꎬ采样应当定点采样和个体采样相结合ꎬ并及时将检测结果现场告知ꎮ苯浓度超过国家职业接触限值或曾发生苯中毒的作业场所ꎬ作为重点隐患点进行整改或监控ꎮd)设置红色警示线㊁警示牌和告知卡ꎮ生产区域醒目位置设置风向标ꎮe)在制定维护㊁检修方案中明确职业中毒危害防护措施ꎬ作业现场有专人监护ꎬ并设置警示标识ꎮ4.2㊀教育培训及考核a)加强培训ꎬ每个季度开展一次职业健康教育培训ꎬ培训涉苯岗位各级管理人员㊁作业人员熟悉苯的危害特征㊁现场分布及其防范措施ꎮ教育涉苯作业人员严格遵守操作规程ꎬ熟练掌握操作技能ꎬ具备涉苯应急处置知识和自救互救技能ꎮ增加个人防护用品方面的职业健康培训ꎬ使操作工能够按照产品说明书及相关要求ꎬ正确自觉地佩戴个人防护用品ꎮb)对涉苯作业人员进行职业危害告知ꎬ及时公布苯作业场所的日常检测和评价结果ꎬ及时将作业人员职业健康检查结果告知本人ꎮc)不断加强职业健康考核管理的力度ꎬ每个月把职工是否坚持佩戴个人防护用品㊁防护设施的维护㊁危害因素检测结果的处理㊁培训等情况纳入车间和职工个人的经济责任制考核ꎮ4.3㊀个体防护a)涉苯岗位ꎬ配备适合的个体防护用品ꎮ制定防护用品日常维护㊁检查㊁更换及管理制度ꎬ确保防护用品的防护效能ꎮb)苯及含苯物料的化验㊁采样作业㊁涉苯场所巡检㊁非密闭的装卸车作业等ꎬ作业人员佩戴过滤式防苯的防毒用具和手套ꎬ操作时站在上风向ꎮc)按时更换滤毒元件ꎬ保证防护用品的有效性ꎮ4.4㊀职业健康监护a)涉苯作业人员按国家规定的项目进行上岗前㊁在岗期间㊁离岗时和应急时的职业健康检查ꎮ苯的职业禁忌人员㊁慢性苯中毒和急性重度苯中张国琴.苯抽提装置苯职业病危害分析及控制措施毒人员ꎬ立即调离涉苯作业岗位ꎮb)对怀疑为职业性急㊁慢性苯中毒的作业人员ꎬ积极安排进行职业病诊断和鉴定ꎮc)完善职业健康监护档案ꎬ做到一人一档ꎮ健康监护档案中应包括劳动者职业史㊁既往史㊁职业病危害接触史ꎻ相应工作场所职业病危害因素检测结果ꎻ职业健康检查结果及处理情况ꎻ职业病诊疗等健康资料ꎮ5㊀效果分析通过降低苯抽提装置中间储罐呼吸排放量㊁优化溶剂回收塔苯回流罐顶抽真空系统操作ꎬ优化溶剂再生抽真空系统㊁改造磁力泵出入口流程㊁密闭取样㊁加强苯危害控制管理等措施ꎬ有效降低了作业过程中的苯危害ꎮ2010 2018年ꎬ装置职工职业健康检查结果中白细胞减少人数占总人数百分比见图5ꎮ图5㊀苯抽提装置血液指标异常人数占总人数百分比走势㊀㊀由图5可以看出ꎬ从2015年开始ꎬ装置职工职业健康查体情况明显好转ꎬ装置职工职业健康检查结果血液指标异常人数占总人数百分比下降明显ꎬ由2013 2014年的13%降到8%ꎬ到2016年降到3%ꎮ下一步ꎬ在装置中间储罐呼吸排放㊁抽真空系统排放方面ꎬ应进一步采取有效措施进行控制ꎬ争取实现密闭回收ꎬ进一步解决苯抽提装置涉苯职业健康危害ꎮ6㊀结论a)采用技术措施是本质手段ꎬ从根本上解决苯对身体健康的影响和损害ꎮb)采用管理措施是辅助手段ꎬ让职工认识到苯对身体健康的危害并主动预防ꎮc)个体防护是保护身体健康的最后一道防线ꎬ配备合适的防护用品并正确佩戴是关键ꎮd)健康监护是动态监控ꎬ早期发现职业病及职业健康损害和职业禁忌证ꎬ进行目标干预ꎬ防病于未然ꎮ7㊀参考文献[1]㊀俞发荣ꎬ李登楼ꎬ谢明仁.苯污染对人类健康影响研究进展[J].生态科学ꎬ2016ꎬ35(2):195 ̄199.[2]㊀刘刚廷.某市乡镇制鞋业苯㊁汽油职业危害因素健康影响调查[J].大家健康(学术版)ꎬ2014ꎬ8(15):37 ̄38.[3]㊀马茜ꎬ董水清.某电器公司长期接触低浓度苯㊁甲苯和二甲苯对作业人员健康的影响[J].职业与健康2013ꎬ29(22):2969 ̄2971.[4]㊀裴炳安.苯的危害及检测[J].炼油技术与工程ꎬ2012ꎬ42(11):62.[5]㊀赵胜芳ꎬ刘元祺.某石化企业苯职业病危害分析[J].安全㊁健康和环境ꎬ2016ꎬ16(11):27 ̄30.HazardAnalysisandControlMeasuresofBenzeneOccupationalDiseaseinBenzeneExtractionUnitZhangGuoqin(SINOPECQingdaoRefining&ChemicalCo.Ltd.ꎬShandongꎬQingdaoꎬ266043)Abstract:Thebenzeneextractionunithasinvolvedseveralprocessessuchasrespiratoryemissionꎬvacu ̄umsystememissionꎬshutdownprocessemissionꎬsamplingoperationandsoon.Throughtheoccupa ̄tionalhazardanalysisoftheseprocessꎬthecontrolmeasurestoreducethehazardsofbenzeneintheop ̄erationsitewerestudied.Andtheoccupationalhealthdataovertheyearsshowedthattheoperationoptimi ̄zationꎬimprovementofmagneticpumpinletandout ̄letprocessꎬclosedsamplingandenhancedindividualprotectionwereeffectivemeasurestoreducetheben ̄zenehazards.Thisstudydefinedthetreatmentdirec ̄tionforthepreventionandcontrolofbenzeneoccupa ̄tionalhazardsinbenzeneextractionunit.Keywords:benzeneextractionunitsꎻbenzeneꎻoc ̄cupationalhazardꎻhazardanalysisꎻcontrolmeasures。
苯精制采取的安全措施说明
每年对设备进行一次全面检查,对 设备的性能和安全性进行评估,确 保设备符合相关法规和标准。
每日检查
定期维护
定期检查
年度检查
每日对设备进行检查,确保设备运 行正常,无异常噪音、泄漏、振动 等。
每季度对设备进行一次全面检查, 包括对电气部件、机械部件、控制 系统等进行检查。
安全措施的重要性
保护工人免受苯毒 性的危害,保障其 身体健康。
符合国家和地方政 府的法律法规要求 ,提高企业合规性 。
降低事故发生的概 率,提高生产安全 性。
02
苯精制过程中可能出现的 风险及影响
苯的特性及危害
苯的毒性主要表现在对中枢神经系统的损害 和对造血组织的毒性。
中等浓度的苯也能抑制中枢神经系统,高浓 度苯可引起神经系统的抑制和麻醉作用。
定期评估与改进
定期对安全文化建设的效果进行评估,针对不 足之处进行改进和优化,不断提高安全文化的 质量和水平。
感谢您的观看
THANKS
苯精制采取的安全措施说明
2023-11-07
contents
目录
• 引言 • 苯精制过程中可能出现的风险及影响 • 苯精制过程中的安全措施 • 安全操作规程及培训 • 安全检查与维护 • 其他相关安全措施 • 安全文化建设与宣传
01
引言
目的和背景
• 苯是一种常见的有机溶剂,广泛应用于化工、制药、农药等 领域。然而,苯具有较高的毒性,长期接触可能对人体健康 造成危害。为了保障工人的健康和安全,苯精制过程中必须 采取有效的安全措施。
配备专业防护用品
为苯精制员工配备专业的防护 用品,如苯防护服、苯防护手 套、苯防护眼镜等,确保员工 在接触苯过程中得到充分保护
苯对人体的危害与防护范文(二篇)
苯对人体的危害与防护范文苯是一种常见的化学物质,广泛应用于许多工业领域和日常生活中。
然而,长期暴露在苯中可能对人体健康造成严重危害。
因此,了解苯的危害以及如何进行防护对于保护人体健康至关重要。
首先,苯是一种剧毒物质,对人体的危害非常大。
长期暴露于苯中会导致多种健康问题,包括血液病、免疫系统损害、神经系统损伤和癌症等。
特别是对于血液系统的影响最为显著,苯可导致造血系统功能衰竭,引发贫血、白血病等疾病。
其次,苯是一种易燃易爆的化学物质,对人体健康造成的威胁不仅来自其毒性,还包括其火灾和爆炸的危险性。
若苯在不恰当的条件下暴露于明火或高温环境中,可能发生爆炸或引发严重火灾,对人体造成伤害甚至致命。
此外,苯还具有挥发性较强的特点,使得其在工作场所和居住环境中易于存在。
这增加了人们长期接触苯的风险,尤其是在工业生产过程中,苯的释放量可能更大。
因此,人们需要采取有效的防护措施来减少苯的暴露。
在工作场所,防护措施是保护员工免受苯暴露的关键。
首先,必须严格遵循相关的安全操作规程,包括正确使用个人防护装备和设备。
例如,员工应戴上防护眼镜、呼吸器和手套等个人防护装备,以减少苯与皮肤、眼睛和呼吸道的接触。
此外,建议在通风良好的区域进行工作,以便有效驱散苯气。
在居住环境中,人们也需要采取措施减少苯暴露的风险。
首先,建议定期通风,保持室内空气流通,尽量减少苯在室内的积聚。
其次,选择低苯含量的家居产品和化妆品,以减少苯的接触。
此外,定期检查家中的燃气设备,确保其正常运行,防止苯泄漏导致安全事故发生。
最后,了解苯的危害和防护措施不仅仅是工作和居住环境中的个人责任,也是社会的责任。
政府和相关机构应加强对苯的监管和控制,确保其在工业生产和环境中的合理使用。
此外,提供有关苯危害的教育和宣传也非常重要,以提高公众的意识和知识水平。
总而言之,苯对人体健康造成严重危害,包括血液病、免疫系统损害、神经系统损伤和癌症等。
为了保护人体健康,人们需要了解苯的危害并采取有效的防护措施。
精对苯二甲酸装置说明、危险因素及防范措施(新版)

精对苯二甲酸装置说明、危险因素及防范措施(新版)Technical safety means that the pursuit of technology should also include ensuring that peoplemake mistakes( 安全技术 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改精对苯二甲酸装置说明、危险因素及防范措施(新版)一、装置简介(一)装置发展及类型1.装置发展精对苯二甲酸(PTA)是关系到国民生计的衣用涤纶化纤聚酯产品的原料。
目前在我国涤纶化纤因其品质优良,是化学纤维中的首选品种,它已占整个化纤产品的76%以上。
近年来,在化学纤维中聚酯工业发展的速度最快,世界聚酯产量年增长率约为8%左右。
随着聚酯应用技术的不断发展,近十年来聚酯用途不断扩大,已延伸到聚酯薄膜、聚酯瓶、工业用聚酯以及其他新聚酯产品等领域中,其中又以工业用聚酯发展更快。
根据国内市场分析,1999年,我国聚酯生产能力达398×104t/a,PTA的需求量为344×104t/a,而产量则为169.1×104t/a,缺口达172.9×104t/a。
2001年PTA进口量达到311.7×104t。
2001年国内聚酯年生产能力已经发展到700-800X104t/a,当年产量已达611×104t,需PTA约531.6×104t,但国内PTA生产能力(包括DMT应算到PTA的产能)到2001年约为242.5×1094t/a,当年实际产量约为219.9×104t,PTA缺口达300X104t以上。
通过对国内PTA市场需求的分析预测,到2005年底我国PTA市场需求将达到597~699×104 t/a。
催化重整装置有害物质、苯的理化性质、危险特性、防护措施
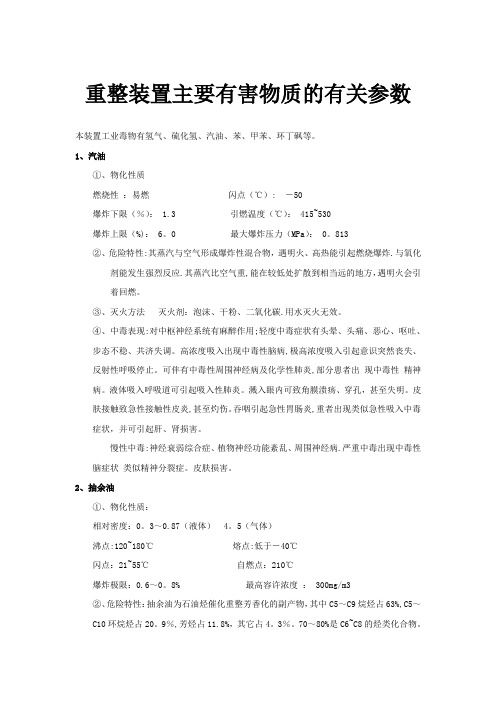
重整装置主要有害物质的有关参数本装置工业毒物有氢气、硫化氢、汽油、苯、甲苯、环丁砜等。
1、汽油①、物化性质燃烧性:易燃闪点(℃): -50爆炸下限(%): 1.3引燃温度(℃): 415~530爆炸上限(%): 6。
0最大爆炸压力(MPa): 0。
813②、危险特性:其蒸汽与空气形成爆炸性混合物,遇明火、高热能引起燃烧爆炸.与氧化剂能发生强烈反应.其蒸汽比空气重,能在较低处扩散到相当远的地方,遇明火会引着回燃。
③、灭火方法灭火剂:泡沫、干粉、二氧化碳.用水灭火无效。
④、中毒表现:对中枢神经系统有麻醉作用;轻度中毒症状有头晕、头痛、恶心、呕吐、步态不稳、共济失调。
高浓度吸入出现中毒性脑病,极高浓度吸入引起意识突然丧失、反射性呼吸停止。
可伴有中毒性周围神经病及化学性肺炎,部分患者出现中毒性精神病。
液体吸入呼吸道可引起吸入性肺炎。
溅入眼内可致角膜溃疡、穿孔,甚至失明。
皮肤接触致急性接触性皮炎,甚至灼伤。
吞咽引起急性胃肠炎,重者出现类似急性吸入中毒症状,并可引起肝、肾损害。
慢性中毒:神经衰弱综合症、植物神经功能紊乱、周围神经病.严重中毒出现中毒性脑症状类似精神分裂症。
皮肤损害。
2、抽余油①、物化性质:相对密度:0。
3~0.87(液体) 4。
5(气体)沸点:120~180℃熔点:低于-40℃闪点:21~55℃自燃点:210℃爆炸极限:0.6~0。
8% 最高容许浓度: 300mg/m3②、危险特性:抽余油为石油烃催化重整芳香化的副产物,其中C5~C9烷烃占63%,C5~C10环烷烃占20。
9%,芳烃占11.8%,其它占4。
3%。
70~80%是C6~C8的烃类化合物。
易燃、易爆、低毒.③、健康危害:可眼睛、皮肤、呼吸道吸收,刺激眼睛、皮肤、呼吸道,吸入后导致肺炎,中毒症状主要表现在中枢神经系统抑制;慢性影响为头痕、乏力、失眠、多梦及眼和呼吸道粘膜充血。
可对症治疗。
④、个体防护:本品毒性低微,如工作场所保持良好通风,即可达到防护的目的;佩戴隔离式防毒面具,操作时戴好防护手套.⑤、急救措施:灭火:用干粉、泡沫、二氧化碳灭火剂。
精对苯二甲酸装置危险因素及其防范措施

本文部分内容来自互联网,不为其真实性及所产生的后果负责,如有异议请联系我们及时删除。 第 1 页 精对苯二甲酸装置危险因素及其防范措施 (一)生产过程危险因素分析 PTA装置是一套典型的高温、中压、强腐蚀性,部分单元临氢操作的危险性极高的化工生产装置,为甲类火灾危险性装置。其工艺特点是:工艺过程复杂、临氢、操作条件苛刻。生产中使用15种以上的原辅化工材料及产成品大部分介质属于易燃易爆、有毒有害强腐蚀介质。从装置的TA单元,PTA单元以及中间罐区等辅助单元看,在连续化生产过程中各危险区域的危险部位都存着火灾、爆炸,不同程度的毒性危害和强腐蚀危险。根据同类型装置事故统计数据表明,其主要事故形态是物料的泄漏与空气形成的爆炸混合物,造成火灾爆炸的恶性事件。根据多年的生产实际及经验,在生产过程PTA装置易发生影响开工率的危险因素主要有下述几方面。 1.生产物料的危险性 由于TA单元在生产过程所需的主要物料PX、IdAC、NBA等均为易燃易爆物质。对二甲苯的火灾危险存在于原料配制、氧化反应工序中。醋酸的火灾危险性存在于原料配制、氧化反应、结晶、过滤、干燥、浴剂和催化剂回收等各个过程,贯穿于TA单元的整个工艺过程。而醋酸丁酯的火灾危险性主要存在于溶剂回收的共沸蒸馏工艺过程。 以上的三种物质其操作温度均高于其闪点,如,对二甲苯为25℃,醋酸为39℃,醋酸丁酯为22℃,在操作、储存、输送过程中,当管道、机泵以及所经过的工艺设备一旦发生泄漏,易燃物料遇到火源或 本文部分内容来自互联网,不为其真实性及所产生的后果负责,如有异议请联系我们及时删除。 第 2 页
高温物体时,非常容易起火,如未及时控制即可酿成火灾事故。其次在TA单元的整个工艺过程,都存在着醋酸和溴化氢中溴离子的腐蚀问题,特别是高温醋酸泄漏对设备和环境的腐蚀更为加剧。由于腐蚀使机械设备、容器、管道材料强度大为降低,长期腐蚀会造成管道、设备、阀门、机封的破坏,引起了泄漏着火事故的发生。如出现高温醋酸或碱NaOH液泄漏中喷射,极易造成操作人员和维修人员的呼吸系统和皮肤的严重灼伤,尤其是大面积的酸、碱灼伤,让人惨不忍睹。 另外,PTA单元的氢气如发生泄漏很容易与空气形成爆炸混合物,不管是静电打火,还是遇到金属撞击都可引发一场恶性事故的发生。其次,物料的毒性对装置的操作者也构成极大的危害。如:溴化氢促进剂加料间存在着因加料过程易吸人HBr蒸汽而存在着中毒的危险,尤其是HBr在氧化反应高温高压条件下可产生溴甲烷。因此在反应尾气、气体膨胀机、吸附塔、气体洗涤塔及尾气输送TA及PTA产品时,都可能存在一定浓度的溴甲烷。上述设备、管道如果发生气体外逸,不但污染环境,并可引发操作人员的急性溴甲烷中毒事故。 2.氧化反应过程的危险性 氧化反应系统包括氧化反应器、结晶器、冷凝器、浆料罐、母液循环罐和醋酸精馏塔等工艺设备。氧化反应是多种易燃物料:PX、HAC、HBr、钴锰催化剂、循环母液、硅油等与大量的空气混合,在高温、低压的氧化反应器内进行激烈放热的化学反应,反应器内存在大量高温、高压的可燃物、助燃物其危险性不言而喻。因此,大多数专利商都要求把氧化反应器放在厚厚的防爆墙内,以降低氧化反应器 本文部分内容来自互联网,不为其真实性及所产生的后果负责,如有异议请联系我们及时删除。 第 3 页
精对苯二甲酸装置危险因素及其防范措施正式样本
文件编号:TP-AR-L1784In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives.(示范文本)编制:_______________审核:_______________单位:_______________精对苯二甲酸装置危险因素及其防范措施正式样本精对苯二甲酸装置危险因素及其防范措施正式样本使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。
材料内容可根据实际情况作相应修改,请在使用时认真阅读。
(一)生产过程危险因素分析PTA装置是一套典型的高温、中压、强腐蚀性,部分单元临氢操作的危险性极高的化工生产装置,为甲类火灾危险性装置。
其工艺特点是:工艺过程复杂、临氢、操作条件苛刻。
生产中使用15种以上的原辅化工材料及产成品大部分介质属于易燃易爆、有毒有害强腐蚀介质。
从装置的TA单元,PTA单元以及中间罐区等辅助单元看,在连续化生产过程中各危险区域的危险部位都存着火灾、爆炸,不同程度的毒性危害和强腐蚀危险。
根据同类型装置事故统计数据表明,其主要事故形态是物料的泄漏与空气形成的爆炸混合物,造成火灾爆炸的恶性事件。
根据多年的生产实际及经验,在生产过程PTA装置易发生影响开工率的危险因素主要有下述几方面。
1.生产物料的危险性由于TA单元在生产过程所需的主要物料PX、IdAC、NBA等均为易燃易爆物质。
对二甲苯的火灾危险存在于原料配制、氧化反应工序中。
醋酸的火灾危险性存在于原料配制、氧化反应、结晶、过滤、干燥、浴剂和催化剂回收等各个过程,贯穿于TA单元的整个工艺过程。
粗苯加氢装置工艺爆炸危险性分析及控制措施示范文本
粗苯加氢装置工艺爆炸危险性分析及控制措施示范文本In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月粗苯加氢装置工艺爆炸危险性分析及控制措施示范文本使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
粗苯加氢装置是利用焦化粗苯与氢气分别在Ni-Mo、Cr-Mo催化剂的作用下发生加氢反应,去除粗苯中的硫、氮、烯烃、苯乙烯等杂质,然后通过萃取蒸馏得到纯度较高的苯、甲苯、二甲苯的化工装置。
该工艺生产过程连续性强、自动化控制程度高,生产过程具有高温、高压、易燃、易爆的特点,火灾爆炸危险的可能性非常大。
因此有必要进行爆炸危险性分析,以便掌握该生产工艺过程存在的危害、危险因素,并采取必要的控制措施,以确保生产过程安全稳定。
1反应原理及工艺流程1.1反应原理焦化粗苯中的杂质在工艺控制的温度、压力下在主、副反应器中与氢气发生如下反应(粗苯中杂质较多,以下只是其中的主要反应):C2H6S+H2=C2H6+H2SC4H5N+4H2=C4H10+NH3CnH2n+H2=CnH2n+2C4H4S+4H2=C4H10+H2SC8H6O+3H2=C8H10+H2O1.2工艺流程简述焦化粗苯经过高速泵,原料被升压到约4~4.8MPa,与一部分循环氢气(约占循环氢气总量的15%,压力2.7MPa)混合,经换热至140℃后,在多段蒸发器底部经加热(200℃左右),与循环氢气(85%)再次混合后蒸发进入副反应器(225℃左右),副反应器中装有Ni-Mo催化剂,在此发生粗苯加氢反应,去除其中的双烯烃和苯乙烯,此时出口的温度为240℃左右,这个温度没有达到主反应的温度,需通过加热炉使反应物流升温到280℃后进入装有Cr-Mo催化剂的主反应器,在此发生脱硫、脱氮、烯烃饱和反应,由于是放热反应,出口物流温度在300℃左右。
苯中毒及其预防示范文本
苯中毒及其预防示范文本In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月苯中毒及其预防示范文本使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
苯是重要的有机化工原料,应用广泛,由它带来的环境污染和对人体健康的危害也日益受到关注。
近年来,我国职业性急慢性苯中毒发生率一直高居急慢性职业中毒的前3位,重大恶性职业中毒事件常见报端。
据统计,我国每年由职业病造成的直接经济损失达百亿元人民币,其中苯中毒人数约占职业病患病总数的1/5,苯污染及其对健康的危害已成为亟待解决的公共安全和健康问题之一。
病例分析某个体制鞋厂有82名员工,其中多数为女性。
由于使用不合格的粘胶剂,工人长期暴露在苯蒸气浓度过高的环境中,出现了以造血系统损害为主要表现的全身性疾病。
在体检时,工人的临床表现主要为:头晕(占35.71%)、头痛(25.71%)、乏力(36.52%)、月经量增多(11.43%)、牙龈出血(8.57%)、贫血貌(12.86%)、皮肤黏膜出现散在瘀点或瘀斑(7.14%)等。
血象表现为:白细胞最低仅2.0×109,红细胞最低1.46×1012,血小板最低30×109。
按照GBZ68-2002《职业性苯中毒诊断标准》,该厂已诊断出4人患上慢性苯中毒,其中轻度苯中毒3人,中度苯中毒1人,另外有7个人被列为观察对象。
苯精制采取的安全措施说明
员工在交接班时进行安全交接 ,对存在隐患的设备或工艺进
行及时报告。
员工参与安全培训和演练,提 高自我保护意识和能力。
06
安全文化建设
安全文化宣传教育
定期开展安全教育培训
组织员工参加安全教育培训,提高员工的安全意识和技能水 平。
制作安全宣传资料
制作安全宣传海报、手册等资料,张贴在显眼位置,提醒员 工时刻关注安全。
噪音与振动
苯精制过程中,各种设备运行产生的噪音和振动可能导致工人听 力受损、设备损坏等安全事故。
辐射
苯精制过程中,可能接触到的辐射源包括X射线、γ射线等,长期接 触可能对身体健康造成影响。
环境因素
排放污染
苯精制过程中,可能产生废气 、废水等污染物,如果未经妥 善处理直接排放,可能对环境
造成污染和破坏。
生态影响
苯精制过程中,可能对周边生态 环境产生影响,如占用土地、破 坏植被、污染水源等。
社会影响
由于苯精制过程中可能产生噪音、 振动、污染等问题,可能对周边居 民生活产生影响,引发投诉和纠纷 。
03
苯精制安全措施
防爆措施
01
02
03
爆炸危险区域隔离
将可能发生爆炸的区域与 工厂其他区域隔离,以减 少爆炸传播到全厂的风险 。
检查人员由专业安全人员和车间主管组成,确保 检查质量和效果。
不定期抽查制度
01
根据实际需要,进行不定期的安全抽查,确保生产过程中的安 全。
02
抽查内容涵盖工艺控制、设备维护、化学品使用等方面。
抽查结果及时公布,对存在问题的部门进行整改通知,并跟踪
03
整改情况。
员工自我检查制度
员工在班前和班后进行自我检 查,确保设备运行正常、工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制苯装置危险因素分析及其防范措施示范文本
In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each
Link To Achieve Risk Control And Planning
某某管理中心
XX年XX月
制苯装置危险因素分析及其防范措施示
范文本
使用指引:此解决方案资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
裂解汽油加氢、抽提制苯装置,工艺上有高温、高
压、临氢的特点。
物料大部分为甲类危险晶。
产品苯毒性
极大。
正常生产和特殊操作中均产生H₂S有毒气体。
所以
在化工生产装置中是易发生事故的装置。
(一)开停工时的危险因素及其防范措施
1.开工时的危险因素分析及其防范措施
开工时装置从常温、常压逐渐升温升压达到正常操作
指标。
物料、氢气、水、电逐步引人装置。
所以在开工
时,装置的操作参数变化较大,较易发生事故。
装置开工
的主要步骤为:
置换气密一系统垫油一预分馏建立单塔循环一反应系
统建立安全液循环一抽提系统建立溶剂循环一反应系统升温升压一系统投料。
装置开工的顺序为预分馏、加氢反应系统再至抽提系统。
各阶段易发生的事故分析如下:
(1)预分馏物料聚合
预分馏系统处理的物料为不饱和物料。
由于脱砷剂过氧化氢异丙苯的化学性质极不稳定,易在物料带水或物料停留时间过长时起到聚合反应的链引发作用。
致使物料在脱砷反应器部位发生聚合。
所以在预分馏的正常操作中应及时发现原料带水或再沸器泄漏的情况。
事故发生会导致装置局部或全部停工。
脱砷剂储罐注意温度过高发生分解爆炸,在加装CHP盯产生静电火花引起爆炸,加装CHP 所用气泵没有置换干净,其他化学物质混CHP储罐中,与过氧化氢异丙苯发生化学反应引起爆炸。
(2)加热炉点火
气体加热炉是正压式圆筒炉,“电子点火系统”在操
作时要严格按《操作法》进行操作。
点炉之前应对炉膛进行测爆,如果发生未点燃或熄火现象时,在重新点炉之前应再次对炉膛测爆,合格后再进行。
在停炉时注意把火嘴根部阀门关闭,防止电磁阀泄漏,造成燃料气在炉膛积聚发生危险。
在点火时先点长明灯火嘴,后打开主火嘴阀门,投主火嘴。
为反应部分提供热量的炉管内充满高温高压氢气,如炉管壁温超高,将会使炉管寿命缩短,严重超温会导致炉管爆裂,造成爆炸事故。
(3)二段出料换热器泄漏
二段出料温度为260—350℃,与二段进料在二段进料预热器、第二循环氢冷却器进行换热,两侧物料均是高压、临氢。
在开工阶段温度变化较大的时候,容易造成泄漏。
所以在开工过程中升温速度应该严格控制在30℃/h。
温度升至100℃以上后要进行热紧。
(4)反应器超温
在开工阶段由于预分馏的操作不稳定,所以C₅馏分极易发生夹带至反应器,造成温度急剧升高。
另外加热炉的调整不够及时也是造成飞温的一个主要原因。
所以在开工阶段应严格检查进料质量后再向反应器进料。
加热炉的调整也应迅速及时。
如果发生飞温,应及时降低进料直至停止。
降低加热炉温度直至灭炉。
利用循环氢带走反应热。
(5)抽提塔冲塔
抽提塔在开工过程中,由于温度的调整以及进料量的变化会造成塔内汽液平衡的失调。
从而使溶剂夹带至塔顶而造成冲塔。
开工时应注意两塔溶剂循环建立平稳后,两塔温度调整至操作值后再缓慢的进料。
且进料量维持在10—15t/h之间。
温度调整应缓慢进行。
如果发生冲塔,立即降低直至关闭汽提塔再沸器、抽提蒸馏塔再沸器的加热蒸汽。
降低贫溶剂和净化溶剂的入塔温度。
降低进料量
直至停止进料。
2.停工时危险因素分析及其防范措施
装置停工是装置由正常操作状态逐渐降低温度、压力、流量的过程。
各操作参数变化较大,所以也属于不稳定操作状态。
因操作不当也有可能造成事故。
主要应注意以下问题。
(1)预分馏各塔残油应尽量抽尽。
各塔温度降至常温。
一旦打开设备,注意清除设备内部的残留物。
吹扫后进行水洗,防止低聚物自燃。
(2)加氢反应系统应有足够的氢气循环带油时间,保证两反应器不发生物料聚合。
(3)反应系统降温速率要慢,防止发生泄漏着火事故。
同样反应系统卸压时速率要慢保证火炬系统的安全。
(4)抽提蒸馏塔蒸塔后一定要水洗,防止塔内残留物自燃。
(5)加氢氢气循环系统中的一段循环氢吸人罐、二段循环氢吸人罐以及稳定塔系统应及时水洗,防止FeS因干燥自燃。
(6)预硫化反应器的硫化剂卸出前应用氮气置换,卸出后应水浸并及时堆埋,防止日晒自燃。
(二)特殊操作时的危险因素分析及其防范措施
装置的特殊操作是指加氢反应系统的催化剂再生、催化剂预硫化和一段催化剂活化操作。
由于操作改变了工艺操作条件和工艺流程,以及产生剧毒的硫化氢气体,所以存在着很大的危险因素。
危险因素及预防措施列于表3—16。
(三)正常操作时的危险因素分析及其防范措施
正常生产时的工艺参数是稳定的,但是在长期运转过
程中受设备、公用工程条件、加工量调节、人员操作水平、仪表可靠度诸多因素的影响,正常生产中仍有不少影响安全生产的因素。
装置各单元的危险因素分析及防范措施列于表3—17。
(四)装置安全联锁系统及其作用裂解汽油加氢、抽提制苯装置的关键危险部位是两段加氢系统。
此系统由于使用低、高两段不同压力下进行加氢操作,同时二段反应进料温度在200℃以上且物料混合后经过加热炉加热。
化学反应为放热反应,极易造成反应器床层超温。
氢压机的运行过程严禁带油,以及加热炉的温度必须严格控制,否则造成反应器“飞温”。
所以装置的主要联锁系统围绕加氢反应系统中的加热炉、氢气压缩机、氢气循环系统。
目前本装置使用的联锁系统都采用PLc 执行。
1.装置安全自保原则
(1)保证循环氢量、加热炉系统发生故障时及时切断反
应系统的进料。
(2)保证液态物料不带人氢气压缩机系统,保护压缩机的运行。
(3)在氢气压缩机的润滑、冷却不正常时不能启动压缩机。
(4)燃料气压力过低时停炉。
(5)抽提塔塔釜压力过高时,切断加热蒸汽。
抽提系统的主要设备抽提蒸馏塔的压力变化设置超压联锁系统,其他系统如:分馏系统设置了防止塔顶超温、超压联锁,以及液位高低联锁。
2.主要控制联锁和联锁说明
联锁动作原因及动作后处理列于表3—18。
五)装置易发生的事故及其处理
1.制苯装置常见事故处理原则
(1)预分馏紧急情况下停车,首先停止脱砷剂注入,同
时应尽量保证进人脱砷反应器物料流动,防止物料在混合器至脱砷反应器之间发生聚合而堵塞管路,引起次生事故。
(2)反应系统处理过程中,严禁空气、杂用风等窜人反应系统。
系统压力降至0.3Mpa后,向系统充入氮气保压。
(3)加氢系统在可能的情况下,应尽量保证先停反应系统的物料,后停氢气循环的原则。
同时应尽量维持较长的氢气循环的时间,以尽可能的将反应器内的物料带净。
(4)各蒸馏塔维持好塔釜、回流罐液位。
维持好塔压和塔顶温度。
尽量维持单塔循环。
(5)抽提系统以保证溶剂不发生损失为原则,降温、降量、停车的同时注意关闭抽余油管线的阀门。
同时注意抽提塔压力不能超压。
其他溶剂各设备在降温、降量的同时防止溶剂发生“跑、窜”现象。
方案文书样本 QCT/FS-ZH-GZ-K183 2.装置易发生的事故及其处理
装置易发生事故及处理见表3—19。
请在此位置输入品牌名/标语/slogan
Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
第11页/总11页。