002品质异常处理报告单
供应商质量处罚规定【范本模板】
1.目的为了约束供应商不规范行为,建立异常发生时向供应商进行索赔的处理机制,提高供应商的供货品质和服务水平。
2.适用范围适用于所有为三利谱提供原材料、包材的供应商.3.术语和定义3。
1 欺骗行为:伪造证、章、单据、报告、记录等类似行为。
3。
2混料:不同物料混在一起,所送物料或标签与采购订单要求不符。
3.3 短装:重量、数量或面积不足。
3.4 违反流程:未签订样品或未经核准而直接出货。
3。
5 连带损失:由于来料质量问题导致我司质量成本增加的费用。
4.职责4。
1 生产部:负责对原材不良品及成品不良实物及数据的汇总,并报告质量部主管。
4。
2 质量部:负责主导分厂不良品取样及索赔数据的统计。
4.3 品保部:负责主导厂内及客户端不良数据的收集、整理,以及与供方的索赔谈判,并负责依据处罚规定对供方开索赔单。
4.4 PMC部:负责对仓库不良品入库信息及包装确认,负责卷材退货给供应商的包装规范.4.5 采购部:协助品保部约见供方,和品保一同参与向供方的索赔谈判,并负责将供方签字索赔单给到财务部。
4。
6 市场管理部:市场管理部文员根据品保部提供的产品型号提供单价.4.7 财务部:负责索赔款项到账确认及索赔费用的归属。
5.流程图见附表26.作业内容6.1 索赔提出原材料入厂检验、制造过程和客退产品中发现不合格品时,依《不合格品控制程序》确认处理。
如果经过判定属于原材料来料问题,依《进料检验控制程序》,由MQE发出【来料不良投诉书】至供应商确认、回复。
如涉及由此造成的我司损失,须由MQE向供方提出索赔,并通知相关使用部门对不良损失明细进行统计.6.2 索赔数据收集品保部MQE根据实际情况协调相关部门完成损失统计和汇总工作。
供应商损失统计核算、赔偿依据参考附表1执行.原材料问题导致的制程中质量损失数据及不良样品由各分厂质量部负责提供。
原材料问题导致在客户端所产生的损失费用由品保部客服人员提供。
以上数据填入【供应商索赔单】中投诉内容与索赔明细栏,并经部门经理、生产副总签字审核。
六月重大异常及批量报废汇总
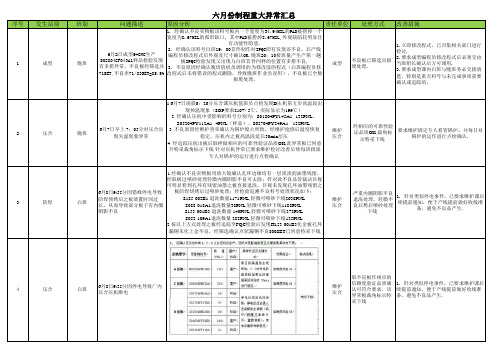
序号发生站别班别问题描述原因分析责任单位处理方式改善措施1成型晚班6月2日成型5#CNC生产S08804GF043A1样品检验发现有多捞异常,不良板经筛选共71SET,不良率71/83SET=85.5%1. 经确认不良实物板该料号板内一个宽度为34.94MIL的PAD被捞掉一个宽度为8.67MIL的弧形缺口,其中PAD被捞掉8.67MIL,外观缺陷较明显且有功能性隐患.2. 经确认该料号白班19:00首件制作时IPQC即有发现该不良,后产线编程员修改程式后外观及尺寸确认OK.晚班20:10接班量产生产第一趟板IPQC检验发现又出现与白班首件同样的位置有多捞不良.3. 不良原因经确认晚班值机员调用的为修改前的程式(白班编程员修改程式后未将错误的程式删除,导致晚班作业员误用),不良板已全数报废处理.成型不良板已筛选出报废处理.1.立即修改程式,已召集相关部门进行检讨.2.要求成型编程员修改程式后必须交由当班组长确认后方可调用.3.要求成型课内白班与晚班务必交接清楚,特别是重点料号与未完成事项需要确认或追踪的。
2压合晚班6月7日早上 7:05分时压合出现失温现象异常.1.6月7日凌晨6:26分压合课压机值班员点检发现D压机第五步高温段出现掉温现象(SOP要求210+/-5℃,实际显示为199℃).2. 经确认压机中受影响的料号分别为:S01804PY145A1--132PNL、S05204PY112A1--4PNL(样品)、S02704PY249A1-- 132PNL .3. 不良原因经维护查实确认为锅炉熄火所致,经维护抢修后温度恢复稳定,压机内之板高温段延长30min层压.4. 经追踪压机出板后取样做相应的可靠性验证品质OK,此异常板已同意开特采裁角标示下线.针对压机异常已要求维护检讨改善后续每班指派专人对锅炉的运行进行点检确认.维护压合经相应的可靠性验证品质OK,裁角标示特采下线.要求维护固定专人看管锅炉,并每日对锅炉的运作进行点检确认.3防焊白班6月8日9:55分因错峰停电导致防焊预烤后之板放置时间过长,从而导致部分板子有内圈阴影不良.1.经确认不良实物板用放大镜确认孔环边缘均有一层淡淡的油墨残留,经取板过喷砂处理轻微内圈阴影不良可去除;针对此不良品管裁决目视可明显看到孔环有残留油墨之板直接退洗,目视未发现孔环油墨残留之板防焊烘烤后过喷砂处理;经检验追溯不良料号处理状况如下:S185-002B1 退洗数量1171PNL,轻微可喷砂下线2638PNL.S088-018A1退洗数量38PNL,轻微可喷砂下线1188PNL .S153-001B3 退洗数量 140PNL,轻微可喷砂下线372PNL.S052-109A1退洗数量 282PNL,轻微可喷砂下线125PNL.2.按以上方式处理之板经追踪至FQC检验后发现H153-001B3化金板孔环漏铜未化上金不良,经筛选确认点状漏铜不良800SET已同意特采下线维护压合严重内圈阴影不良退洗处理,轻微不良后烤后喷砂处理下线.1. 针对类似停电事件,已要求维护课后续提前通知,便于产线提前做好收线准备,避免不良品产生.六月份制程重大异常汇总4压合白班6月8日9:55分因停电导致厂内压合压机断电.维护压合取不良板作相应的信赖度验证品质确认可符合要求,该异常板裁角标示特采下线.1. 针对类似停电事件,已要求维护课后续提前通知,便于产线提前做好收线准备,避免不良品产生.5一铜晚班6月9日板电D/P线出现背光不良.1. 发现背光不良后立即对药水、槽液温度及辅助设备逐一确认;经排查不良原因为:1)清洁槽过滤机进水管道吸盘堵塞导致压力偏小(SOP要求0.2-0.8Kg/cm2,实际显示为0.2 Kg/cm2)以致槽液污染.2)电镀巡线员及IPQC对各药水槽辅助设备点检不到位(未及时发现清洁槽过滤机压力偏小)电镀/维护1. 清洁槽过滤机经通知维护抢修后恢复正常.2. 已生产之异常板重工后经相应的可靠性验证品质可符合要求,已特采下线.1. 针对此次背光不良现维护已将清洁槽过滤机修复OK,清洁槽药水已做换槽处理,经重新启镀确认背光已恢复稳定.2. 要求产线巡线员、IPQC及兰克驻厂人员每班生产前及过程中对各槽辅助设备运行状况、槽液温度及浓度作重点确认.6一铜晚班6月10日晚班板电D/P线出现背光不良.1. 6月10日晚班D/P线生产H173-014B1料号(028、031、032、033、034、035批次)IPQC切片确认均发现有背光不良(SOP要求≥9.5级,实际确认为9级).经追溯同时生产的S185-002A1料号背光确认等级可达9.5级.2. 发现该异常后立即对药水、槽液温度及辅助设备逐一确认均无异常;具体不良原因待制程工程师分析确认.3. 发生该异常后立即要求产线停线上假镀重新启镀后确认背光恢复稳定.D/P线背光不良5月份已间断出现7次,后经会议决议于6月2日有将活化槽作换槽处理.但背光不良异常仍未解决,针对背光不良异常品管部已主导同产线、制程、兰克人员共同制定改善方案.电镀/维护1. 停线上假镀板重新启镀2. 异常板经正常镀CUI试板确认品质OK.1. 要求化验室每天对各槽液浓度作重点分析确认.2. 要求产线巡线员及驻站IPQC每天对各槽液的温度及辅助设备的运行状况作重点检查.3. 找兰克药水商共同会议专案改善.。
品质部工作清单

通则001。
参与公司质量策划工作;002. 组织质量计划的制定;003. 对质量计划的完成情况进行检查和督促;004. 对质量计划的完成情况向上级主管汇报;005。
制订并完善质量部的工作计划;006。
执行部门工作计划;007。
对部门工作计划的完成情况进行检查和督促;008。
总结部门工作计划完成情况并向上级主管汇报;009. 协助起草品质政策,订立质量目标;010. 组织制订并完善产品检验标准;011. 监督产品检验标准的执行情况;012。
负责组织对产品质量出现异常情况的调查、处理和裁决;013。
协调本部门与其他部门的活动;014。
协调本部门内部活动;015。
上下级信息的传达与沟通;016。
在有关质量问题上,与专家、技术顾问以及外界组织进行联络;017. 确定本部门的组织架构、岗位职责;018. 规定本部门下属的管理和监理职能;019。
向上级主管汇报质量管理和质量检验情况;020。
协助下属工作人员处理重要的和困难的行政管理或技术性问题;021. 选拔并批准任命下属人员;022. 对下属人员工作进行检查、监督、考核及评估;023. 对下属的培训工作;024. 制止并报告所发现的一切可能影响产品质量情况的行为和因素;025。
组织处理客户投诉;026。
参与对供应商质量方面的审查;027。
负责对供应商进行质量方面的辅导;028. 负责对产品放行的批准;029. 对合同质量要求的评审;030. 不良物料报废的批准;031。
CER的会签;品质部工作任务清单032.参与产品的设计评审、验证及确认并提出改进建议;033。
接待第二方、第三方对产品质量和质量体系的认证及后续联络;034. 外部人员查阅质量体系文件和质量记录的批准;035。
完成上司交办的其它工作;来料控制036。
制定进料检验和试验程序;037. 制定、审核和批准《进料检验标准》;038。
确定进料抽样计划;039。
进料样板的管理(建档、标识、保管及更新);040. 安排和组织IQC的日常工作;041。
3月份至今各部异常统计明细
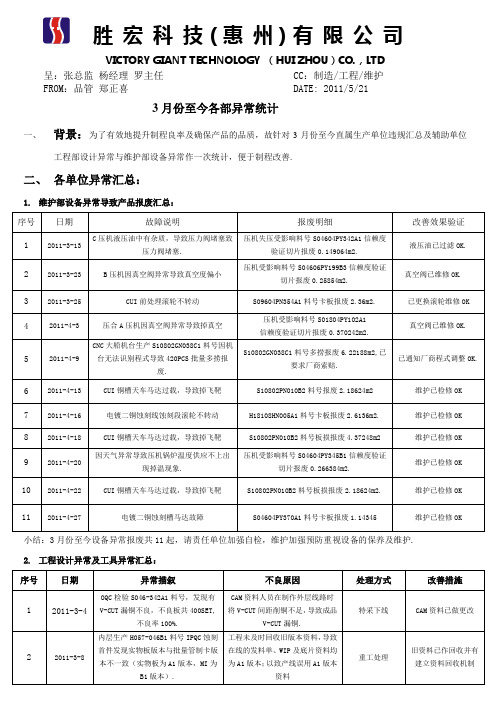
胜宏科技(惠州)有限公司
VICTORY GIANT TECHNOLOGY (HUI ZHOU)CO.,LTD
呈:张总监杨经理罗主任 CC:制造/工程/维护
FROM:品管郑正喜 DATE: 2011/5/21
3月份至今各部异常统计
一、背景:为了有效地提升制程良率及确保产品的品质,故针对3月份至今直属生产单位违规汇总及辅助单位
工程部设计异常与维护部设备异常作一次统计,便于制程改善.
二、各单位异常汇总:
1.维护部设备异常导致产品报废汇总:
小结:3月份至今设备异常报废共11起,请责任单位加强自检,维护加强预防重视设备的保养及维护.
2.工程设计异常及工具异常汇总:
小结:3月份至今工程资料错误及底片工具异常共31起,针对此不良请工程主管重视并检讨改善.
3.制程重大品质违规:
4.IPQC制程巡检违规汇总:
小结:3月份至今,制程重大品质违规及现场巡查违规共达27起,针对此类制程违规请各单位检讨并予以改善.
5.制程重大品质异常汇总:
小结:3月份至今制程重大品质异常达54起(内层涨缩不良未涵盖在内),针对以上品质不良请责任单位检讨改善.
6.客户来司稽查审核状况汇总:
3月份来司评审客户明细
备注:3月份共5家客户来司评审,查核的缺失项目已全数改善.
4月份来司评审客户明细
备注:4月份共5家客户来司评审,除TS16949体系认证尚未结案,其它查核的缺失项目已全数改善.。
不良品管理

(Process owner: 部品品质科职员(入库检查))I. Definition对不良部品/原材料及入库检查判定为不合格lot的处理及控制程序。
II. Purpose☐防止品质事故,确保部品/原材料投入生产之前的品质。
☐防止生产过程中不良部品/原材料的发生,提高产品品质。
☐确保产品品质的稳定性,提高生产性。
☐有效改善供应商的部品/原材料的品质III. Policy☐(SEC)部品/原料的检查等级被检查的部品/原料将被分为A / B / C三个等级,并依此进行管理。
部品/原材料的等级划分遵守GPPM:入库检查(P303.20).☐(SEC) 检验依据用于判定供应商提供的部品/原材料的质量是否满足要求的检查标准及LOT接收与否的判定基准遵守GPPM: 抽样检查(P303.30)☐(SEC) 检查样品的处理检查样品的处理程序遵守GPPM:抽样检查(P303.30)☐(SEC) 检查后不良样品的处理检查后不良样品的处理程序遵守IV. Check point.☐(SEC)不良材料的复检- 在入库检查中判定的不合格LOT和有可能在工程中引发问题的材料,需要进行全检(100%抽样) 。
全数检查后, 良品重新组成LOT由材料担当在SAP系统中登记,品质担当重新判定,不良品由采购部门返退供应商。
- 不良材料由供货厂家进行选别时,供货厂家品质技术部门应做出全数检查的选别报告。
100%选别后的良品重新组成LOT.- 不良LOT的复检应该优先安排而且检查程序应该与初始入库检查相同☐(SEC) 检查结果的利用应该对检查结果周期性的进行分析,以期改善部品品质水平.- 品质异常报告:应及时发送到供货厂家,督促其进行品质改善- 入库检查结果应该定期的反馈给供货厂家的品质技术部门长和部品品质科长.其它各个相关部门(如采购/ 技术/ 工程)也要熟知供货厂家的品质水准.-不良品检查报告保存期为6个月☐(SSDP)工程不良部品:-从SSDP部品、半成品、成品组装及测试过程中发现的不良部品包括:部品本身不良;制造过失不良(作业不良);良品(操作员误判的不良)。
过程识别一览表

《订单评审程序》 《客诉投诉及满意度调查程序》
《出货与交付管理程序》
《设计开发管理程序》
XK-QP-20\A0 XK-QP-04\B0 XK-QP-25\A0
XK-QP-18\B0
订单评审表
SD-QR-001\A0
订单变更通知单
SD-QR-002\A0
生产申请单
SD-QR-003\A0
顾客满意度调查表
序号
过程名称
22
体系审核
23
管理评审过程
责总任经部办门
编张制文冰件 责任人
过程识别输出文件\记录清单
二级文件(输出项)
关联四级记录表单(输出项)
文件名称
文件编号\版本
表单名称
表单编号\版本
《内部审核控制程序》 《管理评审控制程序》
XK-QP-08\B0 XK-QP-09\B0
审核实施计划 审核检查表 内审不符合报告 审核报告 管理评审计划 管理评审报告
XK-QP-24\A0 XK-QP-17\B0
供应商建立申请表 供应商资格变更申请表 合格供应商名册 供应商评审表 来料QC PASS标识/印章 过程、半成品、成品 QC标识\印章
PUR-QR-001\A0 PUR-QR-002\A0 PUR-QR-003\A0 PUR-QR-004\A0 非记录表单 非记录表单
XK-QP-22\A0 XK-QP-23\A0 XK-QP-01\B0 XK-QP-13\B0 XK-QP-11\B0
日/周/月生产计划表
PMC-QR-001\A0
物料需求计划表 请购单 生产申请单 委外工单 欠料表 入库单
PMC-QR-002\A0 ERP单据 ERP单据 ERP单据 ERP单据 ERP单据
报告书(Battery Connector端子腐蚀)异常分析报告
厦門松下電子信息有限公司御中 2012.9/21 1/3 開発中心 張嘉森様 欧達可電子(深圳)有限公司 第一品質保証部 畑中1、件名:关于Battery Connector 所使用端子镀金部位腐蚀之原因调查以及第1阶段的改善事项报告。
2、内容:「厦门松下电子信息有限公司」开发中心張嘉森先生、范丽琼小姐来社现场监查时所指出的指摘事项之原因以及改善对策也一并做出报告。
3、腐蚀原因 1) 由于冲压加工后的放置状态导致,已变色品进行电镀后,时间以及第1阶段对策报告书 保管状态(未密封包装)等因素,导致端子呈现腐蚀状态。
<此次变色品生产履历调查>冲压后放置腐蚀 *腐蚀信息不良Lot 2GA ①冲压加工日2012.6/6~6/8456000 最长时间 ②电镀加工日6/11 放置5天腐蚀内容 ③生产日2012.6/25~7/1K4ZZ04000059 电镀处理放置后 2) 电镀工程问题 (包含现场监查指摘事项) ①酸洗后的纯水电导率(9/25生产品) 电导率高(以PH 值进行管理生产)PH(6~8)电导率PH(6~8)电导率10:006250615711:006154615412:0061546147①~③槽的第③个槽电导率以及PH 值测定除油水洗③酸缸水洗③管理时间 ②电镀设备纯水以及循环水、溶剂槽等盖子脱落,或者无盖,或者是有间隙等问题, 从设备的最开始端至最后工序的槽盖管理欠妥,导致可能有异物侵入。
另外树脂处理循环前的纯水槽盖是使用木制板,有可能会有木屑侵入。
(现场监查指摘事项) ③在电镀前阶段有发现了变色现象,但并没有视着问题化,还是按照通常方式生产, 冲压工厂也是一样,问题意识欠缺。
4、对策(第1阶段)冲压加工完成品以及电镀加工完成品以塑胶袋进行密封包装(加工后立即实施)从10/13生产品开始实施 2)冲压加工后的滞留时间消减(过往没有规定)冲压加工后3天内实施电镀处理塑胶袋密封 2/3 3)电镀工程管理 ①酸洗后的纯水管理以PH值与电导率进行管理,另对镀Ni以后的纯水管理值进行变更。
HSF不合格品管制程序
Distribution文件名称Procedure Name:HSF不合格品处理管制不合格品处理管制程序程序变更履历表Change Record日期Date 制定Originator 版本Rev. 变更内容Description of Change1.会签单位APPROVAL AUTHORIZATION部门Department签名Signature日期Date部门Department签名Signature日期Date总经理GM.工程Engineering业务部Sales 品保部QA财务Finance生产Production人事HR物料MaterialDistribution文件名称Procedure Name: HSF 不合格品处理管制不合格品处理管制程序程序1目的本程序文件定义了对不合格品的验证,汇报,追溯,处理,召回等步骤的要求,以确保不合格的产品被正确地识别和处理,避免在生产过程中将不合格品流入下生产工序或被不当地使用或误用。
防止将不合格的产品销售给客户,保证产品持续符合客户以及市场的要求以维持产品的品质及获得客户的信任与认可。
2 范围适用于进料、半成品、成品、库存品、客退品及客户端经检测阶段所产生的不合格品。
3 职责 3.1 品保部:负责对HSF 不合格及可疑品的判定,标识和追踪处理。
3.2物料部:采购负责联络供应商对不合格来料与供应商联络与协调工作;生管负责HSF 不合格半成品,成品数量统计追踪和处理。
3.3 生产部:负责不合格品的区分隔离。
3.4业务部:负责不合格品召回,客户退货不合格品处理,与客户端信息沟通的对应窗口,负责将客户端信息反馈厂内。
3.5 仓库:负责进料、生产线退仓以及客户退货不合格品区分隔离。
4术语与定义 4.1不合格品:此处定义的不合格品为GP 不合格品,是指经验证不符合本公司的限制物质管理规范,不符合客户的限制物质管理规范或不符合市场相关法律法规对产品的要求,包括且不限于限制物质含量不符合要求。
IPQC制程检验管理程序
壹代数码科技有限公司页码共 8 页文件编号WI-QUA-03 I P Q C巡检工作指引发行版本A/0IPQC巡检工作指引IPQC inspection work guidelines文件编号WI-QUA-03I P Q C巡检工作指引发行版本A/0 制作:批准:文件编号WI-QUA-03I P Q C巡检工作指引发行版本A/0一、目的:为了使生产顺畅并提早发现不良品从而降低不良率,提高生产效率,特制定此程序。
二、适用范围:适用于本公司所有产品的生产过程。
三、职责:3.1责任部门:制程中之异常矫正3.2 品保部:制程巡检四、工作程序:4.1巡检频率每时段1次/每线,两小时为一时段,如遇机种切换时则以机种切换时间为开始时间。
4.2生产稽核4.2.1机种核对IPQC于每时段依工单检查是否依工单要求生产。
4.2.2文件核对IPQC于每时段对当班摆放文件,作业指导书进行核对,看其是否符合计划生产机种。
4.2.3程序稽核IPQC须于每时段根据计划生产的机种程序,稽核仪器设备设置的软件是否正确。
4.2.4设备稽核IPQC于每时段稽核仪器、设备、工具的维护及校验状况。
4.3 材料核对4.3.1依BOM表检查材料是否正确并记录。
4.3.2每时段抽检2-3台机器并记录序号。
4.4工程变更管制4.4.1 IPQC依工程变更通知记录导入时间,起始序号,机种等情况,以利追溯。
4.4.2如发现未依工程文件作业则立即通知生产线停止生产并报告部门主管采取对策。
文件编号WI-QUA-03I P Q C巡检工作指引发行版本A/04.5 首件检查4.5.1 每日开线前IPQC须依『IPQC首件检查表』内容对首件进行追踪并记录。
4.5.2 如遇机种切换时,新导入机种亦须进行首件追踪。
4.6 关键制程的稽核4.6.1 IPQC依关键制程要求管制4.6.2 每时段监控线检人员的检验不良状况记录,并根据其记录及产出预估不良率,超过目标时通知生产线注意改善,如连续出现3台及3台以上,则需通知部门主管。
IQC流程图
NG纸
Q0012 SRT来料异常处理程序
IQC
来料异常 报告 OK 分析确认 品质状态
异常报告通知相关部门(QE) 异常处理
QE
采购、生产
供应商
文件信息
?急料 ?可返工 特采 特采申请单 NG
相关部门会签特菜单
试装确认(工程开发/PE/QE)
QA32 Z001
OK收货入库
QA32 Z003
特采接收
来料异常报告 OK
签字盖章OK/准备OK纸 SAP key in z001 归还物料/张贴OK纸
IQC误判
QE分析处理 Q0012
OK纸 SAP
特 采
签字盖章特采/准备特采纸 SAP key in z003 归还物料/张贴特采纸
NG
特采纸 特采单
签字盖章NG/NG纸 SAP key in z002 归还物料/张贴NG纸
仓库
品质
文件信息
货物识别标签/货物送货单(订单号、料号、 数量、日期、供应商)
送货
预收 (MIGO) 送货单复印件
送货单复印件(点收数量、仓位号、签名、 日期、时间)
OK
品质来料确认 Q0011 NG
QA32 Z001
SAP收货状态 OK
特 采
QA32 Z003
SAP收货状态 特采
QA32 Z002
收货入库
SAP拒收状态 NG
退货处理
Q0011
IQC来料检验程序
IQC QE 文件信息
送货单复印件/(点收数量、仓位号、签名、日 期、时间)/货物识别单
收到送货单 复印件
取样、检验准备
取样标准、免检清单 放置“检验中”标识
IQC 检验
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东莞伟峰纸品印刷有限公司
品质常处理报告单
客户名称
产品名称
工程单号
材料名称
订单数量
不良数量
损失金额
不良现象描述:
品管签名:月日
责任部门原因分析:
责任人签名:月日
纠正与预防措施:
部门主管签名:月日
品质部意见:
品质主管:月日
责任人姓名
所属部门
处理结果
总经理意见:
总经理签名:月日
说明:
1.此单发出后,责任部门必须在一个工作日内将原因分析和纠正与预防措施填写完全,呈交品质部。
2.若未在规定的时间内呈交,延误交货时间,一切责任由由责任部门负全责。