红外自动定尺系统升级方案
天铁无料钟炉顶系统设备优化
布料器气密箱下轴承润滑线路改进后 , 承润滑 轴 良好 , 布料器 的气密箱使 用寿命 延长 1 以上 , 倍 布料
器转 动灵活 , 布料更加 均匀 , 高炉 的稳 产起到 了关 对
潘娜)
2一 4
e (产 品 开 发 与 技 术 改 造 ) , o z
天铁无料钟炉顶 系统设备优化
4 高炉无料钟 系统设备 改造措施
41 布料 器 的 气 密 箱传 动 轴 改 造 措 施 .
合 的技术数据 比较见表 1 。
表 1 改造前后齿轮技术数据
通过 现场 观察 和资料分 析 , 决定对气密箱下轴承 的润滑路 线进行 部分改造 , 以此来增加轴承润滑油 的 注入量 和注油次数 , 而改变轴承润滑缺油现象 。具 从 体 方法如下 :在布料器气 密箱轴 承座环 上打 2 深 个 10mm的圆孔 ,用油管 引出布料器接 入干油 润滑系 5 统, 使润滑油直接注入轴承。改进前后油路对 比如下 : 改造前 的注油路线 为 : 润滑系统一 油管一 气密箱 上 注油孔一 隔离 圆筒一 上轴承箱一齿 轮一下轴承箱 。 改造后 的注油路线 为 : 干油润滑系统一 油管一轴 承座环一下轴承箱 。
王银 明 , , 男 工程 师 ,9 9年毕业 于天铁职工 大学冶金机 械专 18 业, 现在天津天铁冶金集团安全技术处从事冶金机械安全技术管理 工作 。 ( 收稿 2 1— 3 2 编辑 020—6 潘娜 )
风 而带来 的人力 、 财力 、 物力 的浪费 。 这使天津天铁冶 金集 团无料钟炉顶系统设备能够充分适应高风温 、 高 顶压 、 高冶炼强度 、 长周期生产 的要求 , 使无料钟炉顶
韶钢方坯试车方案
韶钢试车方案1、连铸机概况1.1连铸机工艺参数1.1.1冶炼设备30T转炉:2座转炉平均出钢量:32T冶炼周期:24~28min1.1.2连铸机铸机流数:三机三流(预留第四流)铸机半径: R9M,连续矫直流间距: 1350mm拉速范围: 0.5~3.5m/min生产断面:∮130㎜、∮160㎜、∮230㎜165×225㎜2、150×150㎜2(预留∮250㎜、165×280㎜2)定尺长度: 6M、7.5M、9M、12M生产钢种:普通碳素结构钢、低合金钢、优质炭素结构钢、弹簧钢、合金结构钢。
浇铸速度:∮130㎜:工作拉速1.8~2.5m/min∮160㎜:工作拉速1.4~2.3m/min∮230㎜:工作拉速0.8~1m/min165×225㎜2: 工作拉速1.4~1.8m/min150×150㎜2: 工作拉速2~2.8m/min浇铸方式:采用外装浸入式水口浇铸生产能力: 60×104t/a浇铸平台标高: 5.671M出坯辊面标高: -3.300M1.1.3连铸机设备组成该铸机主要由钢包回转台、中间罐及塞棒机构、中间罐车、结晶器、结晶器振动装置、二冷喷淋集管、导向段、拉矫机、刚性引锭杆、引锭杆存放装置、切前辊道、火焰切割机、定尺装置、输送辊道、出坯辊道、移坯车、冷床、钢结构、二冷抽蒸汽系统以及冷却水、气动、液压、润滑等公用系统组成。
2、机械设备说明2.1钢包回转台2.1.1主要技术数据2.1.2调试要求2.1.2.1静负荷试车回转台两臂分别缓慢加载,负荷为800KN。
每次加载时间2小时,卸载后不允许有残余变形,回转支承和地脚螺栓均不得松动回转台单臂承载800KN,臂端挠度不大于5㎜,回转支承和地脚螺栓均不得松动,卸载后不允许有残余变形。
2.1.2.2空载试车无载荷状态下,正反转360°,应运转灵活,启制动平稳,停位准确,无异常噪音。
连铸生产的编码器测长系统

2 系统构成
测 长 系统 的原理是 : 增量 脉 冲 编码 器在 西 门子 s 一P C控 制 系 统 中应 用 时 , 用 I2O计 数 模 5 L 采 P4
动生产率 , 增加连铸机的金属 收得率等都有重要的 作用。在生产过程中,L P C控制系统根据编码器的 测量 长度跟 踪 连 铸坯 的待 切 长度 。根 据 当前 的测
维普资讯 http://www.cqviຫໍສະໝຸດ
22 2 第 期 0年 月 一 0
出 j . 奎
4 3
连铸 生产 的编码 器 测 长 系统
陈朝 志
( 州钢铁集 团公 司昌兴电炉炼钢有限公 司 杭州 302 ) 杭 102
摘 要 : 西 门子 s 一P C控制 系统 中应 用鳊码 嚣测量 长度 , 踪 生产过程 , 在 5 L 跟 实现 生产 过程的 自动控 制 。
根据 编码 器 的跟 踪 长 度 , 依据 不 同的设 定 值 , 时 及 关 闭二 次冷 却 区各段水 阀 , 止 结 晶器 电磁搅 拌 和 停
3 工作原理
PC L 控制系统根据跟踪的测量 长度控制连铸 生产。自动控制 系统需要考虑 自动送引锭杆 、 开浇 自动脱 引锭杆 、 自动定尺 切割 测 长及 尾 坯输 出 四种 工作程序并分别跟踪处理 。例如 , 当自动送引锭杆 条件满足时 , 作人员选择 “ 操 自动送 引锭杆” 操作, 引锭杆 自动地从存放架放下, 若是刚性 引锭则脱引 锭杆支撑辊升起 。引锭杆故到位后 , 由引锭杆存放 装 置“ 浇铸 位限位 开 关 ” 信号启 动 电机 , 引锭 杆 向 将
下辊时, L P C控制系统根据跟踪的测量长度控制 电
拉速, 过与拉矫机变频器的实际拉速值的比较 , 通
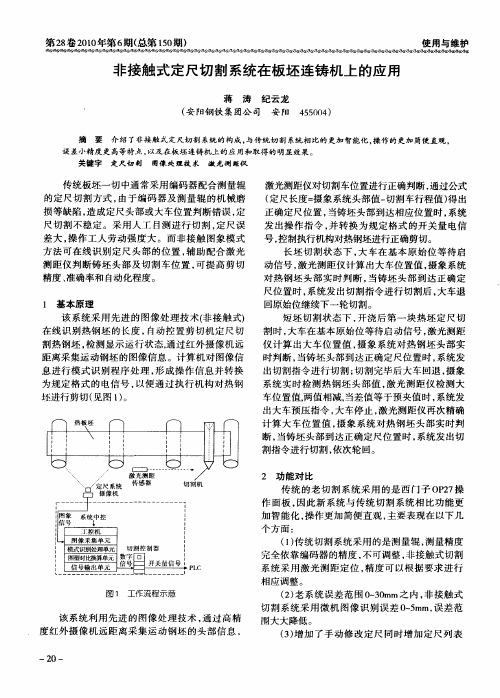
非接触式定尺切割系统在板坯连铸机上的应用
避免的发生直流系统接地。特别在变 电站建设施 工 中或 扩建 过 程 中 , 由于施 工及 安 装 的种 种 问题 , 难 以避 免 会 遗 留 电力 系统 故 障 的隐 患 , 流 系统 直 更 是一 个 薄弱 环节 。投 运时 间 越 长 的系 统 出现接 地故 障的 概率 越 大 。 电力 系统 中直 流 操作 系统采 用对 地 绝缘 运 行方 式 , 当发生 一 点 接地 时 , 不 引 并 起 任 何 危 害 , 必 须及 时处 理 , 但 否则 当发 生 另一 点 接 地 时 , 可 能 使 继 电器 保 护 发 生 误 动 或 拒 动 。 有 运行 实 践 中发 现 , 流 接 地 还会 造 成 采 用 直 流 控 直 制 的设 备误 动或 拒 动 , 以至损 坏 设备 , 成 大 面积 造 停 电、 系统 瓦解 的严重 后 果 。
第 2 卷 2 1年第 6 ( 第 10 ) 8 00 期 总 5期
使 用与维护
非接 触 式定 尺 切 割 系统在 板 坯 连铸 机 上 的应 用
蒋 涛 纪 云龙 ( 阳钢 铁 集 团公 司 安 阳 4 5 0 ) 安 5 0 4
摘 要 介 绍 了非 接 触 式 定 尺切 割 系统 的构 成 , 与传 统 切 割 系统 相 比 的 更加 智 能化 , 作 的 更加 简便 直 观 , 操 定 尺切 割 图像 处 理技 术 激 光 测 距仪
完全 依靠 编码 器 的精度 , 可调 整 , 不 非接 触式 切割 系统 采 用 激光 测 距 定 位 , 度 可 以根 据 要求 进 行 精
图 1 工 作流 程 示 意
相应调 整 。 ( ) 系统 误差 范 围 0 3 m 2老 ~ 0 m之 内 , 接触 式 非
该 系 统利 用 先 进 的 图像 处 理 技术 , 过 高精 通
自动测量定位技术在1500mm宽带加热炉装钢中的应用

由于受辊道和该元件安装位置的影响 , 测距仪
何新颖 , : 等 自动 测量 定位技 术在 150m 0 m宽 带加热 炉装钢 中的应用
第 6期 ( 总第 18期 ) 3
L 的安装位置和钢坯成一定 的加 角, 】 运用求平均值 的方法确定测距仪安装的角度 c s O 和长度 L 。 钢坯长度 = 两测距仪的距离 一 测距仪光束到钢 坯断面的距离( 一 测距仪光束到钢坯 断面 的距 L)
l 距测 测 \宽
支钢坯符合从二级来 的 P I D 钢坯宽度信息 ,否则 因
作者简介 : 何新颖 (9 5一), ,95年毕业于山东省 冶金工业学校 16 男 18
L丽 一 H H ( H H 『 H HH
图 1 测长计算
25
电气 自动化专业。现为板带厂运行车间主任助理 , 电气工程 师, 从事 电气控制系统工作 。
及侧宽信号的响应延迟 , 能或多或少的使测量宽 都 度偏 大 , 因此 在程 序 中采用 测 宽 信 号 的 上 升沿 并 通
关键 词 : 测长 宽 定位 绝对 值编 码 器 位 置模 块 ( S ) S I
0 前 言
10 0热轧 宽带 生产线 有两 台加 热炉 , 5 为数 字化 步进 梁式 加 热 炉 , 钢 坯热 送 一 称量一 测 长一 预 定 从 位一精 确定位 一 测长宽 一装 钢一 炉 内钢坯 跟踪一 出 钢等一 系列 的 自动控制 , 现一 、 实 二级 系统 和轧 线信 息的接 收和 发送 , 自动 化 水 平较 高 。 自动化 顺 序 控 制 分为 两部分 , 内燃烧 控制 由法 国斯 坦 因设计 , 炉 炉 外装 出 钢顺序 控制 由大 连重工 负 责设计 。 按照 原设计 两座 炉 子的 自动化 水平 较高 ,达 到 世界 先进水 平 ,能够 实 现两座 炉子 交互装 钢 和炉 内
安钢300棒材机组自动打捆系统

安钢 3 0 0棒材机组 自动打捆 系统
目前采用 高性能 的 自动打捆 设备提 高钢铁 产品 的包 装质 量, 既是 钢铁企 业 的迫 切任 务 , 也是 用户 对钢 铁行 业 的要求 。
河 南 安 阳钢 铁 集 团 股 份 有 限 公 司 第 一 轧 钢 厂 3 0 0棒 材 机 组 精整设 备安装 1 、 2 检 验 台架 , 其中 1 检验 台架 处理 部分 9 m
工 作 人 员 非法 操 作 。 莱 钢 铁路 信号 微 机 监 测 系 统 主 要有 以下 创 新 点 :① 应 用 有
4 2 4 D激光测距 仪 、 4 3 7 I I 系列电能质 量分析仪 、 8 0 5振动 烈度 ( 点检 ) 仪 三款新近上市 的新品。
福禄 克公 司亚 太 区总 裁 黄 宜 植 先 生 致词 ,表 达 了福 禄 克 对
主机 之 间采 用 C A N总 线联 接 , 一 台 采集 分 机 可 同时 监 测 多 个 对 象。
[ 武钢重工集 团机制公 司离休 办蔡承万供稿
区 红钢 城 4 3 0 0 8 0 3 0
武汉市青 山
福 禄 克 举 办创 新 产 品发 布 会 推 出 多款 业 内首 创 新 品
本刊讯 记者张卫宁 2 0 1 2年 1 1 月2 2日, 福禄克测试仪 器( 上海 ) 有限公 司在北 京奥莱室 内攀岩馆举 办 2 0 1 2年福禄克 创新产 品发布会 。福禄克结合攀岩这项极 限运动 , 表达 了“ 挑 战 无极 限” 的产品设计研发理念和打造富有创新精神 的企业愿景 ,
区域 占地 面 积 约 1 2万 平 方 公 里 , 并 预 留进 一 步发 展 的条 件 。武 钢 将 按 照 世 界 一 流 标 准精 心设 计 , 采 用世 界 一 流 技 术 , 引人 世 界
日式放线方案

日式放线实行方案当前建筑产品已全面进入精装饰时代,现场对土建基面的尺寸精度要求将愈来愈高。
为了在施工中躲避不一样分项施工过程中频频弹设施工控制线而出现的尺寸精度积累误差,我们将鼎力实行“日式放线法”;在施工过程中,我们务必严格做好“主体控制线”、“砌筑/ 抹灰控制线”及“水平标高控制线”、“轴线、十字通线、规方线、预留洞口线”等贯串整个施工过程的一系列“日式”施工控制线,已达到土建构造、装饰、装饰工程的精美化管理。
同时,我们在现场施工管理过程中,应一直保持设定明确可量化的标准来控制土建基面的尺寸精度,为装饰、装饰工程资料的定尺加工、安装供给有效保证,进而缩散工期,为分户查收、完工查收创建有益条件。
二、名词解说双控线:构件定位线、控制线。
构件定位线:即柱、墙、梁等构件的边框线。
控制线:距构件定位线300mm的平行线。
Q300 :控制线距墙体距离为300mm。
M285: 控制线距抹灰达成面距离为285mm三、先期准备1、施工放线人员装备:主体施工阶段T6 户型每栋高层土建放线人员 4 人,安装放线人员 2 人;以此类推T12 户型每栋高层土建放线人员 6 人,安装放线人员 3 人;以此类推砌体施工阶段T6户型每栋高层土建放线人员4人,安装放线人员 3 人;以此类推T6户型每栋高层土建放线人员6人,安装放线人员 4 人;以此类推抹灰及地坪施工阶段每栋高层土建、安装放线人员为 2 人,以此类推2、仪器装备:1、全站仪2、经纬仪3、铅垂仪4、红外线放线仪5、钢卷尺6、塔尺6、墨斗7、弹线采纳黑色优良墨汁,要求与构造附着力强,且不退色9、各样表记的镂空雕板和优良喷漆10、铝梯(用于天棚放线,需便于携带和挪动)3、施工放线图编制审查:放线图要求精美化,综合了各专业内容后,每一个距离和尺寸、地点需表示清楚,必须经过一再校审后才能进行现场实行。
四、放线计划与实行(一)、主体施工阶段:1、主体施工阶段施工放线流程以下:(1)基础施工达成后将基础阶段的内控点引测至首层板面成立轴线控制网,控制点不可以少于 4 个。
炼钢厂连铸岗位操作规程

岗位职责:按要求按时报拉速、开浇、停浇情况,并配合拉钢工送引锭。
负责填写本岗位报表、记录。
负责本岗位责任区域卫生。
严格执行安全规程。
1浇注前的准备;1.1将主控室操作台上的转换开关打在“浇注准备”位。
1.2检查操作台面上的指示灯、按钮、转换开关工作是否正常,并能熟练操作。
1.3检查操作站工作是否正常并能熟练操作,确认画面上显示的水、气、液压等参数以及二冷自动配水方式处于正常生产状态。
1.4准备好原始记录表和笔。
2浇注操作:2.1确认具备浇注条件后,提前通知调度送结晶器水和二冷水。
2.2启动二冷风机,供水系统的手动阀门处拉开位。
2.3浇注过程中,注意观察画面上显示的钢水温度、拉速,结晶器冷却水,二冷水的流量、压力等参数,设备的运行情况。
2.4大包、中包测温后及时通报。
2.5及时通报拉速变化情况。
2.6定时通报大包浇注时间及换包开浇、停浇等情况。
2.7详细记录生产报表上所要求的各项数据。
2.8做好与各系统的联系工作。
2.9当浇注中出现报警信号时,应立即通知机长。
3 浇铸结束操作:3.1当最后一流铸坯拉出二冷室后,关闭风机。
3.2停机后,确定不再拉钢时,通知调度停水。
3.3做好交接班准备或下一个次拉钢的准备工作。
岗位职责:检查各处水系统是否正常,发现问题及时处理;按各钢种条件进行水量调节,达到合理配水;密切观察铸坯情况,发现问题及时处理并汇报。
负责填写本岗位报表、记录。
负责本岗位责任区域卫生。
严格执行安全规程。
1、浇注前的准备:1.1冷却水系统检查:1.1.1二冷喷淋环、喷淋集管安装有无歪斜,是否对中,并及时调整,喷嘴有无堵塞,并及时处理。
1.1.2水系统管路阀门开闭调节是否灵活,有无漏水。
1.1.3各显示仪表工作是否正常。
1.1.4结晶器水、二冷水、设备冷却水的压力和流量是否达到工艺要求,过滤器工作是否正常。
1.1.5检查二冷自动配水系统工作情况,打开水系统所有阀门,检查供水是否正常。
熟练掌握各种配水方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
红外自动定尺系统升级改造方案
XX钢厂自动红外定尺系统自2003年投入使用以来,设备工作正
常稳定可靠,定尺切割精度准确,大大降低了维护人员的维护量。随
着时间的推移,我公司红外自动定尺系统不断升级更新中,系统的稳
定性和识别精度不断提高,原有生产的设备备件因功能的不完备性逐
渐被淘汰中,原有2004年前生产的设备及备件已经不在生产,在这
样的情况下如果原有设备部件如有损坏将不能及时提供所需备件产
品,在这种情况下我公司建议贵厂对原有设备进行淘汰升级,第一可
以提高原有设备的功能及识别精度。第二可以及时准备设备正常工作
时所需备品备件。
一、 改造所需增加的设备明细及功能说明:
设备名称 型号 数量 功 能 说 明
定尺图像专用处理机 ZYT-IP4 1台 双核系统,软件处理及图像处理速度是原因
设备的4倍。
图像自动识别模块 ZYT-Vp4000 2块 图像处理速度是原设备处理速度的2倍,增
加了干扰图像屏蔽等功能。
切割信号输入输出模块 ZYT-1761S 1块 支持8路输出功能,增加了远端控制及数据
输出等功能。
多功能信号输出输入控制箱(带云台控制) FPQG-IV 1台 增加了摄像设备电源接口、镜头集成控制功
能,增加了控制信号接入端口。
高精度红外摄像机 ZYT-18-81-800 1台 识别精度提高到1024*768原设备精度为
800*600,增加了强光源抗干扰等功能。
定尺专用电动三可变镜头 ZYT-06048S 1台 电机步长细化性调整,增加设备微调整功能,
增加设备抗高温性。
二、 改造后的设备性能提升及说明
1、增加了远程定尺调用功能
2、切割精度由原±30mm提高到±10mm
3、提高抗干扰能力,避免强光干扰及电弧焊干扰
4、控制电路及摄像控制电路优化集中,方便日常维护及操作。
5、定尺图像检测识别相应时间由原来的1秒调高到100ms,避免外围
干扰对铸坯图像的影响和增加图像干扰判断识别能力。
6、备品备件在使用和准备上得到充足的保障。