天铁板坯红外定尺切割系统的应用与改进
摄像定尺系统在宽厚板连铸机的应用
功能 ,并对使用 中存在的问题进行 了研究 ,提 出了相应的改进措施 。 关键词 :摄像定尺 ;图像 ;非 接触 ;定尺系统
中图分 类号:T 3 1 F4. 6 文献标识码 :B
莱 钢 宽厚 板 连铸 机 主要 生 产 厚 度 2 0 0 mm、2 0 m和 5m
一
2 ~ 0C,检测精度5 08  ̄ mm,误差控制精度一 0 1mm 定尺 1—0 ,
距离 板坯长度) ( 通过人工测量获得 ,这样就建立起一组板坯
系统分为摄像部分 和主机部 分 。摄像部分 采用工 业级
高精度 红外摄 像机 、可变 焦镜 头 、不锈钢摄 像 机防 护罩 、
多路镜 头控制器 、1V电源 、双屏蔽双绝缘视频 电缆等 。主 2
机部 分选 用研 祥工控 机 ( 睿 双核 C U、2 酷 P G内存 、3 0 硬 2G
( 像素位置 与实际位 置) ,即可完成对板坯 的长度测量 ,并实
21年o月 I中国 o2 8 设备工程
4 9
巍0 0
据传输 是否 正常 。
改造与更新
相关接 口,完成两系统间 的连接 。通过 “ 门狗” 看 ,监控数
火焰切割机P C L 向摄像定尺 系统发送 大车位置 、割枪位
置 、变频器状态等信息 。来 自二级 系统 的定 尺值 和铸 流P C L
和定尺精度 。
一
范围可任 意调节 。
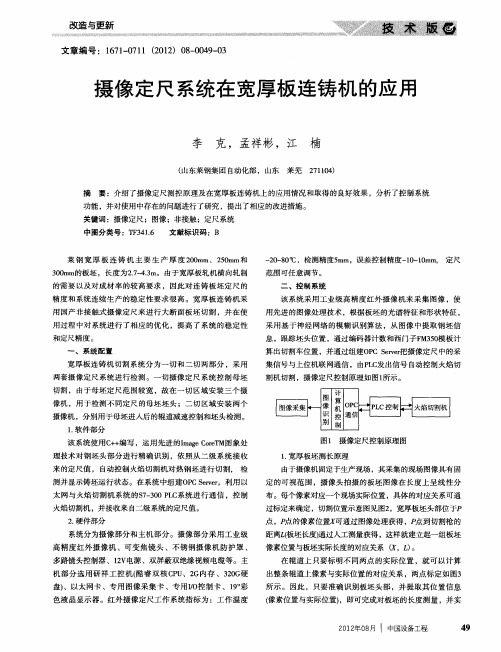
二 、控 制 系统
该 系统采用 工业级高精 度红外 摄像机 来采集 图像 , 使
用先进的图像处理技术 ,根据板坯 的光谱特征 和形状 特征 , 采用基 于神经 网络 的模 糊识别算 法 ,从 图像 中提 取钢坯信
息 ,跟踪坯头位置 ,通过编码 器计数 和西 门子F 5模板计 M3 0
包钢宽厚板定尺长度测量系统开发与应用

、
铸坯 未到位 的情况 下 ,激光 测距仪 的测量值等 于挡板 到激光测距
臼
一
激光测距仪通过电缆与数据处理模块相连接 ,数据处理模块采用 模拟 量输入模块 ,数据 处理模块将 激光测距 仪 的电信号转换 成脉 冲信 号后 发送 给 C P U, 其中 4 - 2 0 m A对 应 0 - 1 5 0 米, 模块 对 于低 于 4 m A的 数据 按 0 米处 理 ,高 于 2 0 m A的数 据按 1 5 0米处 理 , k 1 和k 2 均 小 于
1 5 0m。
i {
圈
P L C接收上位机 发出 的定 尺长度 ,根 据定尺长 度控制横 移小 车移 动到 预切 割位置 和切 割位置 。 激 光测距仪 检测到 的坯头 的一瞬 间 P L C发 预切 割命令 , 切割 开 始执行 预切割动作 。随后 P L C根据 托绳编码器控制 横移小 车移动 到切 割位 置 , 当激光测 距仪在 切割位置 检测到 的坯头 的一瞬 间 , P I C发 出切 割命令控 制切割开始切 割 。 由于 P L C的扫描 周期为 1 0 I l l S , 所 以激光测距仪 的数据传 输延 时导 致 的误差 可以忽 略不 计 。 6结束语 铸坯 定尺 的控制 精度是铸 机生产线 的一个重 要工艺指 标 ,直接 影
图 2 装置 图
~ 一 7 ~
一 、
;
一
(
一
实 际位置值 , 并将位 置值通过 电缆传送 至数据 处理模块 中 , 在铸坯 头部 刚好到达预切 割位置时 P L C发出预切割命 令 。 拉绳 编码 器通过 电缆与 P I c的计 数模 块相连 接 , 计数 模块 采用西 门子 S M3 3 8 模块 ,计数模块 对拉 绳编码器 的电脉冲信号进 行处理并将 处 理后 的位 置值 发送 给 C P U, 其中 1 个脉 冲信 号对 应 0 . 0 2 a r m, 横 移小 车的位置值 = 脉冲数x 0 . 0 2 mm 。 切割枪 的位置为横 移小车 的零 点位置 ,切割机切 割位置 等于定尺 长度等 于横移小 车的设定 位置 ;预 切割位 置等于横移 小车预 切割设定 位置 等于定尺 长度减去 预切割距 离 ,其 中预切割距离 可 由操 作人员在 上位机 中进 行设定 。 随后横移 小车移动 到切割位 置 ,在铸 坯头部 刚好 到达切 割位置 时
红外定尺是应用红外检测的原理吗

红外定尺是应用红外检测的原理吗什么是红外定尺红外定尺是一种利用红外热像仪或红外相机进行测量和诊断的技术,它通过测量物体表面的红外辐射来获得表面温度的分布情况,并通过图像采集和图像处理技术将其转换成可见图像。
红外定尺在工业、建筑、医疗、冶金等领域有广泛的应用。
红外检测的原理红外检测是利用物体发射、吸收、反射或传导的红外辐射来检测物体的特性和变化的技术。
红外辐射是指物体在热运动过程中发出的电磁辐射,它的波长位于可见光和微波之间。
红外辐射的强度和分布可以反映物体的温度和表面特性,因此可以通过对红外辐射的检测来获取相关的信息。
红外定尺和红外检测的关系红外定尺是应用红外检测的一种常见方法。
红外热像仪或红外相机作为红外定尺的工具,通过检测物体表面的红外辐射来获得其温度分布。
在红外定尺过程中,红外热像仪或红外相机会将红外辐射转换成电子信号,再经过图像处理和编码,最终生成可见图像或红外图像。
红外定尺所采用的红外检测原理可以包括以下几种:1.热辐射法:利用物体表面的红外辐射特性来测量物体温度的分布。
物体温度越高,其红外辐射强度越大。
2.热传导法:通过物体内部的热传导来测量物体温度的分布。
热传导法适用于测量被覆盖或被遮挡的物体表面温度。
3.热对流法:利用物体表面的对流现象来测量物体温度的分布。
对流现象一般发生在流体或气体周围,因此热对流法适用于测量液体和气体的温度分布。
4.热辐射和热传导法相结合:在某些特殊情况下,红外定尺可以同时采用热辐射和热传导法来获取更精确的温度分布信息。
红外定尺的应用领域红外定尺在各个领域都有广泛的应用。
以下是红外定尺的几个主要应用领域:1.工业领域:红外定尺常用于工业设备和部件的故障诊断和预测性维护。
通过检测设备表面的温度分布,可以及时发现异常热点,避免设备故障和事故的发生。
2.建筑领域:红外定尺可以用于建筑的能耗评估和热漏斗检测。
通过检测建筑物表面的温度分布,可以分析建筑物的节能潜力和隐患,并优化建筑物的热工性能。
天铁高炉TRT自动控制系统的改进

天铁高炉TRT自动控制系统的改进李海波【摘要】针对天铁高炉TRT自动控制系统的控制失灵、高炉顶压失真、快切阀故障等问题,分析出自动控制系统及控制程序存在一定的设计缺陷.通过改进设备缺陷,优化控制程序,消除了控制系统存在的安全隐患,保证了机组的安全运行.【期刊名称】《天津冶金》【年(卷),期】2017(000)001【总页数】4页(P28-31)【关键词】高炉煤气余压回收透平装置;自动控制系统;高炉顶压;快切阀【作者】李海波【作者单位】天津天铁冶金集团有限公司动力厂,河北涉县056404【正文语种】中文高炉TRT是高炉煤气余压回收透平装置,该装置是利用高炉煤气的压力能和热能,通过透平机做功,将压力能和热能转化为机械能,并带动发电机发电,继而转化成电能并向电网供电。
天铁高炉TRT发电机组自动控制系统采用西门子公司PLC系统模块S7-414H与I/O模块冗余通讯、S7-414H系统CPU与上位计算机采用冗余以太网通讯,形成热备冗余系统。
高炉TRT机组自投入运行以来,对高炉炉顶压力的调节起到了很好的调节作用。
经过近几年的运行,自动控制系统暴露出一些潜在的安全隐患,通过对自动控制系统不断的改进和优化,逐渐使自动控制系统更加的安全和完善。
2015年5月,天铁2#高炉TRT在运行过程中,PLC突然失灵,控制系统瘫痪,运行发现操作员站无显示后,联系自控检修人员对设备进行检查,并至现场对设备进行巡检,确认为控制器失灵后,打闸停机。
在该时间内由于润滑油泵、动力油泵停运,高位油箱润滑油耗尽,使透平机、发电机主轴及转子部分造成不同程度的磨损。
同时,由于高炉减压阀组已近关闭,TRT的两个旁通阀未能及时打开,造成了高炉风压不稳,对高炉的连续生产造成了一定的影响。
通过总结事故的经验教训,发现控制系统有以下几个缺陷:(1)机组正常运行时,动力油泵联锁投入,润滑油泵联锁投入,动力油泵、润滑油泵电气控制回路达到远程集中控制。
动力油泵、润滑油泵启动后通过控制程序自锁,即PLC系统的DO出口继电器在油泵启动后,一直保持控制指令为“1”的启动状态,控制系统失灵后,油泵电气控制回路没有自锁点,不具有自保持功能。
天铁热轧板公司板坯连铸的二级控制系统

天铁热轧板公司板坯连铸的二级控制系统王春义【摘要】The second level computer system completes the production process control and management, production model calculation and data collection and analysis and other functions.This paper introduces the structure design and basic functions of the second level computer system for slab continuous casting machine of Tiantie Hot Rolling Plate Co., Ltd.%二级计算机系统完成生产过程控制管理, 生产模型计算与数据采集分析等功能.本文介绍了天铁热轧板有限公司2#板坯连铸机二级计算机系统结构设计和基本功能, 并且对部分模型计算的计算方法进行了分析.【期刊名称】《天津冶金》【年(卷),期】2018(000)006【总页数】3页(P43-45)【关键词】板坯连铸机;二级控制系统;模型【作者】王春义【作者单位】天铁热轧板有限公司, 河北涉县 056404【正文语种】中文0 引言天铁热轧板有限公司2#连铸板坯机于2008年投入使用,自动化控制系统由西门子奥钢联提供,分为一级(L1)控制系统和二级(L2)控制系统。
二级系统为过程控制级,是连铸机自动控制的重要组成部分,主要提供的功能有生产计划处理、物料跟踪、设备跟踪、混钢模型、动态二冷配水模型、动态辊缝控制模型、优化切割模型、板坯质量判断模型等。
1 二级系统硬件和软件服务器硬件采用HP DL380G5专业服务器,采用外置式RAID 0+1磁盘阵列技术,数据除分布在多个盘上外,每个盘都有其物理镜像盘,提供全冗余能力,允许一个以下磁盘故障,而不影响数据可用性,并具有快速读/写能力。
板坯去毛刺机的改进

1引 育
连铸 坯通 常采 用火 焰切 割 的方 式 定尺分 段 , 以满足 轧 钢 工艺 的要 求 。连 铸 坯在火 焰切割过 程 中熔 融金属 流经切 口下表 面 时冷却形 成倒三 角状 的凸起, 称 为毛刺 。毛刺 的尖 端锐 利, 在钢 坯运 输过 程 中会 划 伤辊道 表 面, 轧制过 程 在 中会 形成 疤痕 , 影响钢 材质 量 。所 以, 们就 需要 在火焰 切割 之后 立 即去掉 毛 我 刺, 这就 需 要 用到 去 毛刺 机 了。 安钢第 一炼 轧厂 为 了提 高 板坯质 量, 2 0 年 在二 切之 后安 装 了一套德 于 06 国GG e a去毛 刺机 。该 机是 铸坯 移动 的刮 刀式 去毛 刺机 ( 结构简 图如 图 1 , 其 ) 由毛 刺 辊 、升 降 气 囊 、旋 转 电 机 、刀 头 气 缸 、定 位 气 缸 、 摆 臂 、 摆 臂 液压缸 等组 成 。它 去毛 刺 的基本 过程 是先 由控 制柜控 制光 电管将板 坯 固定在 要求位 置, 降气囊将 机 体连 同刮 刀提升 到板 坯下 面, 升 刮刀 是 由1个带 有圆 盘 7 状 刀盘 的气 缸并排 组成 的, 刀盘 在气 压 的作用 下升 出来 与板坯 下 面紧贴 , 后 然 摆 臂在 液压 缸 的带动 下 向前 拨动板 坯 , 坯 向前移 动, 板 毛刺就 被 刮刀 刮下 来 。 气 囊放气, 毛刺辊 下 降, 刀头 又在气 压作用 下回 缩到最低 位, 电机 的带动 下毛 在 刺辊 旋转, 将去下 的毛刺 转到 下面的毛 刺坑里 , 毛刺 辊转 到正上 位停 止, 成一 完 次 去毛 刺过 程 ( 工作 简 图如 图 2 其 )。 2去 毛刺 机运 行 中出现 的 问题 在 刚开始 的两个 月, 去毛 刺机运 转 的还算 正常 , 毛刺 去的也 比较干 净彻底 , 基本 上没 出什 么大 的问题 。正 当大 家 以为毛 刺 机运转 正 常 了的 时候 , 的 问 它 题在 快节奏 生产 中不 断地 冒 出来 了。首先 出现 的 问题就 是有 的刀头 气缸 升不 到位, 这样就让 刮刀 出现缺 口, 响 了去 毛刺 的效果 : 影 再就 是刀头 气缸虽 然都 能 升到位但 到 了将 毛刺转 到毛刺 坑里 的时候 , 有的 刀头气缸 活塞 杆出现 随重力 升 出的现 象, 在转 动到 低位 的时 候拌住 了毛 刺辊 基础框 架 , 使毛 刺辊 无法 正 常复 位, 导致 去毛刺 机无 法继 续工 作 : 还有 就是 出现在 生产 过程 当 中刀头 气缸 突然 崩 出 来, 直接 导致 去 毛刺 机 瘫痪 。当时 一个 班 去毛 刺机 就 会 出现 4 5次故 ~ 障 , 要更 换刀 头汽 缸 1 需 ~2个 , 但影 响生 产, 不 还提 高 了备 件消 耗 。 3对 运 行中 出现 的 问题进 行 分析 针于 以上 的 问题 逐 个进 行分 析 : () 1刀头 气缸 上升不 到位 , 有两 个原 因, 一个就 是气 缸 内泄, 从下腔 往上 腔
板坯二次火切机控制系统应用

0 前 言 铸 坯 边 缘 。⑧ 切 割机 发 出切 割 完 成 信 号 。 为 了让 安 钢 的 各条 生 产 线 发 挥 最 大 的效 益 , 司 决 定 由第 二 炼 公 手 动 干 预 . 论 采 用 何 种 操 作 方式 , 割枪 切 割 速 度 的 控 制 实 无 对
轧厂 2、 3 铸机向第 二轧钢 厂供 应中板 机组 生产需要的短坯。 由于 行 手 动 优 先 的 原 则 。 手 动 干 预 . 即在 自动 操 作 过 程 中 , 出 现 异 常 当 第 二 炼 轧 厂 2、 机 在 线 切 割 最 小 定 尺 为 4 m, 二 轧 厂 需 要 的 时 , 果 退 出 后 需 要 继 续 切 割 , 选 择 “ 动 干 预 ” 3 铸 . 而 5 如 可 手 方式 , 体 操 作 具 铸 坯 定 尺 在 1 - . 之 间 ,需 要 对 板 坯 进 行 二 次 切 割 以达 到 定 尺 为 : . 26 6 m 手动操作割枪返回或前进手柄 , 割枪将 关闭切 割氧 并停 止切 割, 匹配。为满足 二轧厂短坯的大量需求( 预计 每月 9万吨 )安钢第二 手动返 回退到故 障区以外, , 放开 手柄后 , 打开切 割氧则割 枪回到 自 炼轧厂于 2 0 0 9年新建了一条板坯 离线二次切割生产线 ,并在短短 动 状 态 继 续 切 割 。 三 个 月 内完 成 了 二 次 切 割 项 目的 设计 、 工 和 调 试 , 安 钢 通 过 产 施 为 激 光 测 长 的应 用 : 二 切 的 整 个 工 艺 过 程 来 看 , 坯 在 二 切 辊 从 铸 品 结 构调 整达 到效 益 最 大 化 提供 了有 力 的 支撑 。 者 就 离 线 二 次 切 道上的定位是 否; 笔 隹确是 关键 , 次定位 是采用摄像定尺 , 光测距 此 激 割 控 制 系统 中 火切 机 的 功 能 进 行 介 绍 。 仪 , 割 车 自动 跟 踪 和 上 位 机 联 合 控 制 单 机 单 辊 成 组 变频 且 带 制动 切 1 火 切 机 主 要 功 能描 述 的 辊道 , 现 自动 定 尺切 割 。 光 测 长装 置包 括 激 光 测 距 仪 一 台 , 实 激 安 火切 系统 工 作 过 程 : 装辊道 侧, 用于检测板坯 位置 : 工控机一 台, 用于 处理激光测距仪检 铸坯 停位 . 当二次切割机 系统 没有在工作状 态 , 二切辊道 为 自 测的数据及通过 O C与火切机进行通讯 : P 红外摄像一 台, 用于测距 动 状 态。 尺 铸 坯 进 入 二 切 辊 道 , 过 激 光 测 距 判 断 坯 头 位 置 , 倍 通 当坯 仪的长度标定 。系统在运行 时实时跟踪红坯头 部 ,并利 用西 门子 头达到减速位置时 , 出辊道减速信号 , 坯开始减速前进 , 发 铸 到达停 O C通过工业 以态网与切 割机 P C互连 ,将红坯 头部到定尺线 的 P L 止位 置时, 发出辊道停止信号, 铸坯停止在辊道上。如果坯头误差在 距 离通过西 门子 O C发送给 P C, P L 以便 P C控制切割 , L 并通过 O C P 允许范围内f2 + 5以内)则发 出允许切割信号。 , 接受 P C的定尺长度、 割完成 信息 , L 切 将切割坯 子记 录到本地数据 收到允许切割信号后设备有单车和双车两种工作模式 : 库 中以便 日后查询。系统采用全程标定方式将现场位 置信 息标定到 实 系统 操 作 简 单 , 数一 旦 设 定 好 参 ① 双车切割 : 为了实现双车双 枪全 自动切 割, 先将触 摸屏上 设 系统 内部 , 现 了定 尺 的 自动 切 换 。 定 画 面 中 1 、#切 割 机 和 四 把 割 枪 的 自动 选 择 开 关打 开 , 开 摄 像 以 后 一般 不 需要 调 整 。 #2 打 定尺开关, 倍尺选择 3 , 倍 并正确 输入相 关参数。 自动画面 中输入 在 2 火 切 机 自动 化 系 统 配 置 定 尺 及 切 割 速 度 ,# 2 1、#切 割 机 会 根 据 所 输 入 的 定 尺 长 度 自动 找 火 切 机 控 制 系 统 由 西 门 子 S 3 0 L 组 成 , P 选 用 7— 0 P C CU 位。 当铸坯停稳后 , 再根据坯头误差修 正定位。 定位结束后 1 、#切 6 S 3 5 2 G1— A 0具 有 MP 及 Po b s P两 个 通 讯 口 , I #2 E 71—A 0 0 B , I rf uD i MP 通 割 机 进入 自动 切 割 状 态 。 割 结 束 后 如 果定 尺 数 据 没 有 变 化 ,# 2 讯 口用于连接操作 台 HMI 切 1 、# ,操作 台 HMI 用西门子触摸屏 T 2 一 选 P7 切 割 机停 在 切 割 位 置 ,等待 下 一 次 铸 坯 停 位 修 正 并 自动 开 始 切 割 。 l ,编程 软 件 SM TCWic l il:rf uD 0 I A I ncFe bePo b s P通 讯 口用 于 连 接 x i ② 单车切 割: 车 自动定位有两种工作 方式 , 单 但在单车工作模式下 , 变频 器 , 频器 选 用 西 门 子 MM 4 变 4 0系列 , 个 切 割 小 车 共 有 6台 电 两 其 两 S — 0 只 能 切 割 两倍 尺 : 2 A.#车 单 车 切 割 , 时 关 闭 1 此 #切 割机 自动 , 开 机 , 中每 台小 车 有 一 台 车 行 走 电机 , 台切 割枪 行 走 电机 ,7 30 打 2 #切割机 自动 , 输入定尺 长度 1 和定尺 长度 2 定 尺长度 3输 入为 系 统 配 有 以 太 网 通 讯 模 板 6 K 4 — E 2 — X 0 , G 73 3 1 X 1 0 E ,用 于 与 外 部 L M3 0 2计 实 零, 倍尺选择 自动转换E - 倍尺 方向。2 割机根据所输入的定尺 P C系 统 通 讯 。同 时 配 有一 块 F 5 — 数 模 板 , 时采 集 两 个 切 l #切 割小车车行 走编码器及切割枪行走 编码器 的数值 , 用于 判断车及切 长度 自动 找位。B:#车单车切割 , 1 此时关闭 2 #切割机 自动 , 打开 1 # 切 割机 自动 , 入 定 尺长 度 1 定 尺 长 度 2定 尺 长度 3输 入 为 零 , 输 和 , 倍 割 枪 的定 位 。 统 配 置 图如 下 : 尺选择 自动转换E -倍尺方向。1 l #切割机根据所输入的定尺长度 自
定尺剪废料收集系统的结构改造及应用

定尺剪废料收集系统的结构改造及应用阴法亮;杜忠新;宣虎威;宋程文【摘要】介绍了莱钢4300 mm厚板剪切设备的废料收集系统在生产中出现的问题,针对缺陷在结构上进行了改造,达到了满意的效果.【期刊名称】《中国重型装备》【年(卷),期】2012(000)001【总页数】2页(P1-2)【关键词】定尺剪;废料;收集系统;改造【作者】阴法亮;杜忠新;宣虎威;宋程文【作者单位】莱芜钢铁集团宽厚板厂,山东271104;莱芜钢铁集团宽厚板厂,山东271104;莱芜钢铁集团宽厚板厂,山东271104;莱芜钢铁集团宽厚板厂,山东271104【正文语种】中文【中图分类】TG333.2废料收集系统形式多样,从结构上区分主要有小车运输、平板链式、皮带式等多种形式。
莱钢4 300 mm 厚板线的废料收集系统根据生产线特点采用平板链式输送,该运输链具有负载大、易于维护、性能稳定、维护费用低等优点。
链板式废料收集系统主要包含平板运输链、传动装置、废料收集筐以及框架、道轨等附属设备。
框架分上下两层:上层覆有道轨,供运输链链轮滑行;下层安装带有输送轮的横梁,支撑运输链链板运动。
如果一条运输链不能满足现场需要,可由几条运输链组成阶梯形式,中间由过渡溜槽衔接,要在框架上层衔接处安装多层减震橡胶,以缓冲废料对平板链的冲击。
每条运输链均由一台30 kW 变频电机驱动。
1 问题分析及解决方案我厂定尺剪投入运行以来,由于缺乏使用经验,废料收集系统故障频出,成为制约设备正常运行的主要问题。
经过半年的摸索实践,我们逐渐掌握了维护技巧,并对系统进行了适当改进,现在剪切设备停机率基本为零。
该系统存在的主要缺陷有以下几个方面,针对这些缺陷提出了相应的解决方案。
1.1 废料卡钢及解决方案由于废料形状不规则,厚度、长短不一,废料在运输过程中就会产生不同程度的卡钢。
卡钢主要集中在设备两个部位:一个是定尺剪废料挡板处易造成塞钢。
废料由3 m 高的下剪台落下时,如废料头部较薄较尖就会插入运输链与挡板间的间隙。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
廿 系统分 布见 图 1 。 21 一 次切割 火焰 切割 系统 的工作 原理及 应用 .. 2
21 . 非接 触式定 尺切 割方 法 .. 1 2
过辊 限 位 和终点 限 位来 运行 。生 产运 行 五年 以来 , 性能稳 定 , 精确 度 良好 。
率 。因此 , 建设 二 次切 割 时也 选用 了红外 定 尺 自动
切 割 系统 。尽 管基 本 工作 原理 相 同 , 是 一 次切 割 但 和 二切 的 红外 定尺 设 备厂 家不 同 , 能存 在先 天 差 性 异 。同 时 , 由于工作 环境 的不 同 , 也使 得生 产过程 中 两者 产生 了不 同的故 障 问题 。经过 总结分 析 , 进 改 了维 护维 修方法 , 实施 了改 进措施 。
2 红外 定 尺控制 系统 组成及 工作原 理
图1 一次切割定尺系统示意图 照设 定 的定尺 长度 给切 割 系统 P C发 出切 割指令 , L 从而 实现对 切 系列割 动作 的精 准控 制 。
21 . B ad u 板 坯系统 操作 分析 .. 2 orC t 2
21 一 次切割 t l . z ̄ 定尺控 制 系统 -
B ad u 板 坯 系统 根 据 是 否 接 受 切 割 车 的位 o rC t
211 一次 切割 红外定 尺 控制 系统组 成 .. 在 一 次切 割处 采用 的 B d u板 坯 切割 系统 , 。rC t
置信号 分 为 A、 B两个 版本 。 A版本 为接 受切 割车 位置 信号 版本 ,必须 将切
字化处理后传输给 C U, P 对铸坯的光谱 、 位置特性
进行 分 析 , P C U经 模 式 识 别 算 法确 认 热铸 坯 头 , 按
一
系统采用红外远程摄像技术 实时采集钢坯 的图像
信息。 从而 对钢坯 长度 实现 实时测 量 和显示 。 中 , 其
2一 2
(产 品 开 发 与 技 术 改 造 >
准。 32 其 它故 障 .
222 二 次切割 火焰 切割 系统 的工作 原理 . . 参见 一次切 割火 焰切 割系统 的工 作原理 。
天铁板坯红外定尺切 割系统 的应用与改进
定尺调 节 范 围 :~ 8m任 意 可调 ;检 测 精度 : 2 1 5mm ; 割总 体精度 :1 m; 据更 新率 :0ms 切 < 5m 数 2 。本 系 统 与切割 机 配套 使 用 , 可按 照 用户设 定 的各 种 定 尺
进行 高精度 的 自动切 割 。这样有 助 于钢铁企 业在 连
铸 生产 中提 高 成材 率 , 低 维 护 费用 , 高 经 济 效 降 提 益 , 可 提 高 生产 的 自动 化 程 度 , 并 降低 工 人 的劳 动
强度 。
图 2 定 尺撮 像 机 对 准 点
可以通过设置定尺误差补偿来实现补偿 ; 但如果偏
移 量 比较 大 , 需 要人 工 调整 相应 的摄像 机来 强 行 则 对 准 ; 果 调 整摄 像 机 还 不 能 解 决 问 题 , 需 要 重 如 则 新 进行 此摄 像 机 的全 程 标 定 ,重 新 进行 摄 像 机 对
品, 因此 日常生 产 中通 常仅 使 用 1 号摄 像 机 。现 场
割车位置信号输入到 B a C t or u 系统中, d 否则系统可
能无法 正 常使用 。 B版本为 不接 受切 割车 位置 信号 版本 ,切 割 车 在 每次 切 割 完 成 后 必 须 自己 比较 准 确 的 回到原 始 位置 , 否则将 影 响下一 根 的切 割精 度 。 一次 切 割处 所 使用 的 B c系 统 版本 为 B版 , 在
2 二 次切割 红外 定尺控 制 系统 . 2
其原 理 为 : 通过 红外 定 尺摄 像 机作 为 传感 器 对 铸坯 进行 远 距 离 图像采 集 , 采集 到 的实 时 图像 数 将
221 二次 切割 红外定 尺控 制 系统组 成 .. 在二 切处 采 用 的 J 0 1 接触 自动 定 尺切 割 Y30 非
达 到节能 降 耗 的 目的 ,0 5年 l 20 2月 , 天铁 在板坯 建 设 投产 之初 , 弃 了之前 的人 工 切割 和碰 球 切割 高 摈 强 度 、 精 度 的 方法 , 用 了红 外 定 尺非 接 触 式 自 低 采
动切割系统。经过几年的实践 , 明该方法有效降 证
低 了 岗位 工人 的 劳动 强度 , 高 了切 割精 度 和成 材 提
准故障进行 了分析 , 通过为二切定尺摄像机增加水பைடு நூலகம்系统 、 加装 二切红外光源等改进措施 , 提高 了定尺合格率 , 使生产效率 和设 备开机率明显提高 , 满足 了生产的需求 。
[ 关键词] 板 坯
1 引 言
红外
定尺
切割
精度 系统
改进
为 了更 好 地适 应市 场 上对 高精 度板 坯 的要 求 ,
这套 B c系统由 2台黑 白摄像机 、 台工业控制机 、 1
1台控制 器和 P C模 块 为主要 部件 构成 。该 套定 尺 L 系统 安装 了 2台摄 像机 , 中 1 摄像 机 取像 范 围 其 号 为 4 7m, ~ 2号摄像 机取 像范 围为 7 1 2台摄像 ~0m。 机 可 由出坯 室操 作人员 根 据坯长 随 时切换 。板坯 车 间 主要 生 产 坯 长 为 540 600和 66 0m 的产 0 、 0 0 m
天津 分 幺
天 铁 板坯 红外 定 尺切 割 系统 的应 用 与 改进
肜 景 玉
( 天津天铁 冶金 集 团炼钢厂 , 河北 涉县 060 ) 544
【 摘 要 】 介 绍 了板 坯 连铸 机 一 次 、 二次 火 焰 切 割 系统 中红 外 定 尺 系 统 的工 作 原 理 及 应用 情 况 。对 设 备 常 出 现 的摄 像 机 对