工装模具验收记录表
项目量产移交表
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6
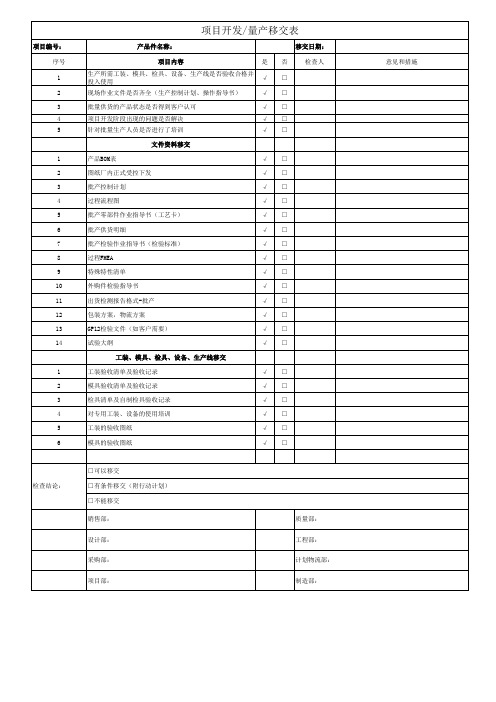
项目开发/量产移交表
产品件名称:
移交日期:
项目内容
是否
生产所需工装、模具、检具、设备、生产线是否验收合格并 投入使用
√
□
现场作业文件是否齐全(生产控制计划、操作指导书)
√□
检查人
批量供货的产品状态是否得到客户认可 项目开发阶段出现的问题是否解决 针对批量生产人员是否进行了培训
√□ √□ √□
文件资料移交
产品BOM表
√□
图纸厂内正式受控下发
√□
批产控制计划
√□
过程流程图
√□
批产零部件作业指导书(工艺卡)
√□
批产供货明细
√□
批产检验作业指导书(检验标准)
√□
过程FMEA
√□
特殊特性清单
√□
外购件检验指导书
√□
出货检测报告格式-批产
√□
包装方案,物流方案
√□
GP12检验文件(如客户需要)
√□
试验大纲
√□
工装、模具、检具、设备、生产线移交
工装验收清单及验收记录
√□
模具验收清单及验收记录
√□
检具清单及自制检具验收记录
√□
对专用工装、设备的使用培训
√□
工装的验收图纸
√□
模具的验收图纸
√□
检查结论:
□可以移交 □有条件移交(附行动计划) □不能移交 销售部: 设计部: 采购部: 项目部:
质量部: 工程部: 计划物流部: 制造部:
意见和措施
工装模具维护保养记录

申请日期:
完成时间:
申请人:
保养项目
保养级别
保养要求
良
否保养人记录滑 Nhomakorabea机构一级保养
限位销、轴、板、块紧固状态及安全性。
二级保养
拆卸滑动部件及抽芯进行清洁。
三级保养
间隙过大需更换滑动机构部件(0.05mm)。
金属
冲压、成型模具
一级保养
顶杆、导柱、冲头无变形、无杂质。
导柱加注润滑油开合2~3次后擦拭干净。
清洁模腔、模具表面污垢加注防锈剂。
二级保养
导柱、导套无拉痕、磨损。
螺栓、拼块无缺失,螺栓需紧固。
定位装置无缺失,拼块无缺失。
各部件无变形、破损、碰撞痕迹等。
各部件运行顺畅,无杂音。
各部位清洁到位,防锈、润滑到位。
三级保养
模具运行稳定、配合良好。
工装的保养
一级保养
表面清洁,无铁销、焊渣、污浊现象。
连接件、定位件无缺失,均做防锈处理。
放置合理,标识清楚。
二级保养
定位件无磨损、毛刺、碰撞痕迹。
定位件连接、焊接无松动,螺栓需紧固。
各部件需拆卸清洁。
各部件需检定有无变形。
检定工装整体定位是否准确。
检定工装尺寸是否正确。
检定工装使用是否满足使用人要求。
三级保养
更换问题部件或新做工装。
其它:
顶杆、导柱、冲头加注润滑油。
清洁、润滑接触面。
二级保养
顶杆、导柱、冲头、导套无拉痕、磨损。
螺栓、拼块无缺失,螺栓需紧固。
定位装置无缺失。
各部件无变形、破损、碰撞痕迹等。
各部件运行顺畅,无杂音。
制程认证CHECKLIST模板
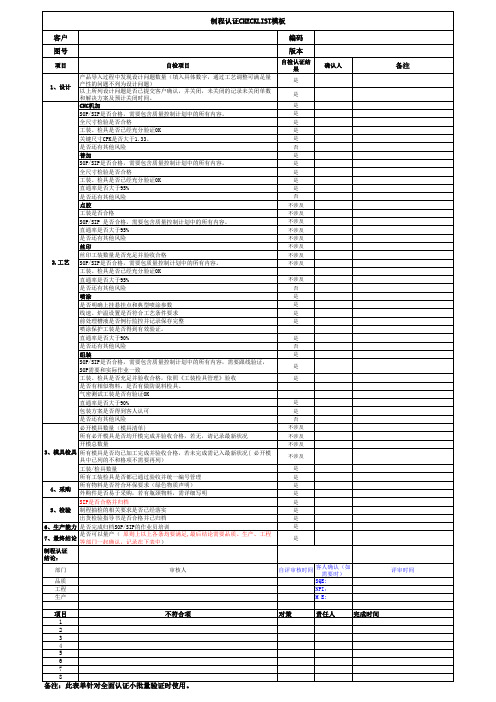
制程认证 结论:
部门
品质 工程 生产
审核人
版本
自检认证结 果
是
是
是 是 是 是 是 否 是 是 是 是 是 否 不涉及 不涉及 不涉及 不涉及 不涉及 不涉及 不涉及 不涉及
不涉及 否 是 是 是 是
是 否 是
是
是
确认人
是 是 否 不涉及 不涉及 不涉及
不涉及
是 是 是 是 是 是 是 是
是
自评审核时间
包装方案是否得到客人认可
是否还有其他风险
必开模具数量(模具清单)
所有必开模具是否均开模完成并验收合格,若无,请记录最新状况
开模总数量 3、模具检具 所有模具是否均已加工完成并验收合格,若未完成需记入最新状况( 必开模
具中已列的不和格项不需要再列)
工装/检具数量
所有工装检具是否都已通过验收并统一编号管理
喷涂保护工装是否得到有效验证。
直通率是否大于90%
是否还有其他风险
组装
SOP/SIP是否合格,需要包含质量控制计划中的所有内容,需要跟线验证, SOP需要和实际作业一致
工装、检具是否充足并验收合格,依照《工装检具管理》验收
是否有相似物料,是否有做防混料检具。
气密测试工装是否有验证OK
直通率是否大于90%
直通率是否大于95%
是否还有其他风险
丝印
丝印工装数量是否充足并验收合格 2.工艺 SOP/SIP是否合格,需要包质量控制计划中的所有内容。
工装、检具是否已经充分验证OK
直通率是否大于95%
是否还有其他风险
喷涂
是否明确上挂悬挂点和典型喷涂参数
线速、炉温设置是否符合工艺条件要求
前处理槽液是否例行监控并记录保存完整
工装模具易损件更换计划及更换记录
工装模具易损件更换计划及更换记录工装模具的易损件指的是在使用过程中容易磨损、断裂或丧失功能的零部件,如切削刀具、导向件、密封件、摩擦件等。
为了保证工装模具的正常运行和有效生产,需要制定易损件更换计划及进行更换记录。
下面是一个关于工装模具易损件更换计划及更换记录的例子。
一、易损件更换计划:2.确定易损件库存量:根据工装模具的种类和使用频率,确定易损件的库存量。
一般来说,需要根据每个易损件的使用频率进行计算,确保有足够的备件可供更换。
3.制定易损件更换流程:确定易损件更换的具体流程,包括拆卸原部件、更换新部件、调试测试等环节。
要确保更换的部件能够正常工作,并在更换后进行测试和记录。
4.制定易损件更换标准:确定易损件更换的标准,包括部件的尺寸、材质、功能等要求。
更换的部件必须符合标准,并能够正常运行。
二、易损件更换记录:1.记录更换前的部件状态:在更换前,记录下易损件的状态,包括磨损程度、损坏情况、功能丧失等。
可以通过拍照或文字描述来记录。
2.记录更换的部件信息:在更换时,记录下更换的部件信息,包括名称、型号、制造商、生产日期等。
可以通过填写更换记录表格或输入到电子数据库中进行记录。
3.记录更换后的测试结果:在更换后,进行测试,并记录下测试结果。
测试结果应包括部件的工作状态、运行效果等。
测试结果可以通过文字描述、图片或视频等方式进行记录。
4.记录更换原因和维修措施:记录下更换部件的原因,如磨损、断裂、失效等,以及采取的维修措施,如更换新部件、修复原部件等。
记录应详细描述更换前的问题和更换后的解决方案。
5.记录更换的时间和责任人:记录下易损件更换的时间和责任人。
这有助于追踪易损件更换的频率和负责人。
通过制定易损件更换计划及进行更换记录,可以及时了解工装模具的易损件状态,确保易损件及时更换,减少工装模具的维修和停机时间,提高生产效率。
同时,也可以追踪易损件更换的频率和负责人,为进一步改进维护计划提供参考依据。
工装模具能力指数报告表

234.900
235.200
235.220
234.850
0.189
0.212
0.530
0.600
235.032
234.968
按极差估计偏差 σR
0.546
总平均值 XS
1.737035929 Cpu(usl)
1.823923335 Cpl(lsl)
1.737035929 Cpk
审核
算
编号:GZ-06
10根/1小时
共5小时
要求:
L1=235±1.0mm
L2 L1
上极限 USL
序号
样本1
1
235.100
2
234.700
3
235.100
4
235.200
5
234.800
6
235.100
7
234.900
8
235.200
9
234.800
10
235.300
标准偏差 S 0.204
极差 R 0.600
平均值 X 总偏差 σ
极差平均 R Ppk(usl) Ppk(lsl) Ppk
下极限 LSL
样本3
样本4
234.850
234.700
235.100
234.900
235.150
235.300
235.100
235.100
234.830
234.860
234.720
234.770
235.250
235.200
235.200
234.800
模具能力指数计算
编号:GZ-0
使用部门:
模具名称:
工厂工装模具的管理制度
一、总则为了规范工厂工装模具的管理,确保模具的安全、有效使用,提高生产效率,降低生产成本,特制定本制度。
二、适用范围本制度适用于本工厂所有工装模具的管理工作。
三、管理部门及职责1. 设备管理部门:负责工装模具的采购、验收、安装、调试、维护、保养、报废等工作。
2. 生产部门:负责工装模具的使用、保养、维护,确保模具在生产过程中正常运行。
3. 质量管理部门:负责对工装模具的加工质量进行监控,确保模具符合生产要求。
四、工装模具的采购与验收1. 采购部门应根据生产需要,制定工装模具的采购计划,并报设备管理部门审批。
2. 设备管理部门负责对采购的工装模具进行验收,验收内容包括:模具的型号、规格、性能、质量等。
3. 验收合格后,设备管理部门应填写《工装模具验收单》,并报生产部门和质量管理部门备案。
五、工装模具的安装与调试1. 设备管理部门负责工装模具的安装和调试,确保模具在生产线上正常运行。
2. 安装调试过程中,应严格按照模具的技术要求和操作规程进行。
3. 安装调试完成后,设备管理部门应填写《工装模具安装调试记录》,并报生产部门和质量管理部门备案。
六、工装模具的使用与保养1. 生产部门负责工装模具的使用,操作人员应经过培训,熟悉模具的操作规程。
2. 操作人员在使用过程中,应严格按照操作规程进行,避免因操作不当导致模具损坏。
3. 使用过程中,应定期对工装模具进行检查、清洁和润滑,确保模具的正常运行。
4. 发现模具异常情况,应及时通知设备管理部门进行处理。
七、工装模具的维护与保养1. 设备管理部门负责工装模具的维护与保养,定期对模具进行检查、保养和修复。
2. 模具的维护与保养工作应按照模具的技术要求和操作规程进行。
3. 维护保养过程中,如发现模具存在安全隐患,应及时采取措施进行处理。
八、工装模具的报废与更新1. 模具使用达到一定年限或因技术更新、生产需求变化等原因,需要报废时,由设备管理部门提出报废申请。
2. 报废申请经生产部门和质量管理部门审核后,报总经理批准。
设备工装模具开发计划进度表
设备工装模具开发计划进度表项目名称:设备工装模具开发项目目标:开发适用于生产线的设备工装模具,提高生产效率,降低生产成本,提升产品质量。
项目开发周期:6个月项目进度表:项目阶段,项目内容,开始日期,结束日期,进度,备注-------,-------,-------,-------,----,----阶段一:需求分析,1.与生产部门沟通,了解需求,2024年1月1日,2024年1月15日,完成,沟通需求2.制定需求文档,2024年1月16日,2024年1月20日,进行中,待生产部门确认3.评审需求文档,2024年1月21日,2024年1月25日,未开始,待确认4.最终确定需求,2024年1月26日,2024年1月30日,未开始,待确认阶段二:设计开发,1.制定设计方案,2024年2月1日,2024年2月10日,未开始,待需求确认2.初步设计,2024年2月11日,2024年2月20日,未开始,待设计方案确定3.详细设计,2024年2月21日,2024年2月28日,未开始,待初步设计完成阶段三:制造调试,1.制造样品,2024年3月1日,2024年3月31日,未开始,待设计完成2.样品调试,2024年4月1日,2024年4月10日,未开始,待样品制造完成阶段四:测试验收,1.内部测试,2024年4月11日,2024年4月20日,未开始,待样品调试完成2.用户测试,2024年4月21日,2024年4月30日,未开始,待内部测试完成3.项目验收,2024年5月1日,2024年5月15日,未开始,待用户测试完成阶段五:发布与维护,1.产品发布,2024年5月16日,2024年5月20日,未开始,待项目验收通过2.售后维护,2024年5月21日,2024年6月30日,未开始,待产品发布完成项目风险评估:风险等级,风险描述,影响,应对措施-------,-------,----,-------高,生产部门需求不明确,延迟项目进度,加强与生产部门的沟通,提前明确需求中,设计方案复杂度高,造成设计进度延误,建立设计评审机制,及时调整设计方案低,样品制造或调试出现问题,影响项目进度与质量,确保制造过程的质量控制,加强样品调试过程的沟通与配合项目资源需求:1.项目经理:负责整体项目管理与协调,制定项目计划。
工装模具维修保养记录表
机械操作工
维修/保养
实际修理/保养
维修
保养
原因
维修/保养项目
更换配件
名称
规格
数量
配件来源
备注
维修/保养
后设备状况
实际误工时间
报修/保养
时间:
生产
时间:
误工
时间:
维修/保养
负责人
日期:
设备操作工日期:组长日期:工装模具名称工装模具型号工装模具编号工装模具位置生产日期维修保养维修保养机械操作工维修保养实际修理保养维修保养原因维修保养项目更换配件名称规格数量配件来源备注维修保养后设备状况实际误工时间报修保养时间
工装模具维修
提交人:提交时间:
工装/模具名称
工装/模具型号
工装/模具编号
工装/模具位置
生产日期
维修/保养
特殊特性过程确认表、特殊特性过程评价表
(5)是否对过程参数进行监视并保持纪录□是□否
(6)原材料投入是否保证均为合格品□是□否
确认结论:
□特殊过程确认合格,能够投入运作。
□其他:
确认人签名
确认人
部门
职位
确认人
部门
职位
编制/日期:
审核/日期:
批准/日期:
符合生产控制计划
是
3
产品首件检验
遵守产品检验指导书
是
4
首件标样
作为过程检验的依据之一
是
5
过程中的首末件检查
遵守产品检验指导书、标样
是
6
检验指导书
最新的图纸和规范
是
7
检验状态标识
明确区分各状态产品
是
8
监控作业点的放置物品
使用周转盒,分类分区、整齐有序
是
四
贮运操作过程、人员
1
考虑怎样移动物品
采用规定的拖车
3、是否按规定对过程进行监控:
□是过程的记录能反映监控状况
□否需要改进,不能完全反映监控状况
4、过程使用环境情况:
□是形成环境适宜,符合过程要求
□否形成环境需要改进后方可进行确认
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:100%
3.过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
8
岗位操作
遵守生产操作规范
是
9
过程监控
遵守检验规范、参考样件对照
是
10
过程能力的监控
关键工序能力(特殊特性)
模具验收标准
形
取 十一 出 性 制 品 十二 品 质
测 定 十三 记 录 模 具 十四 材 料
6 1 2 3 4 1 2 3 4 5 1 2 3 4 5 6 7 1 2 3 4
成品有变形吗 取出成品的作业良好吗 取出成品时外伤 浇口切纹是否良好 成品取出方便吗 成型形状合适吗 尺寸精度良好吗 配合精度良好吗 涂装所定标准是否达到优良品质 加工中是否有影响质量的不合格项 是否测出成品重量 是否已测出流道重量 是否已测出成型周期 是否已记录成型条件 是否已测量成品的壁厚 是否已测量成品的温度 是否编制作业指导书 型腔制作材料是否合理 型芯制作材料是否合理 各成型零件材料是否合理 零部件热处理是否合理
一
模 具 安 全 性
二
作 业 性
三
热 流 道 关 系
四
动 作
五
型 腔 面 识 别 确 认
六
七
填 充 性
1 2 3 4 5 6 1 2 3 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 5 6 7 8 9 10 11 1
八
起 模 性
九
无 良好 无 符合质量要求 方便 无不合格 无不合格 无不合格 无不合格 无不合格 书面记录 书面记录 书面记录 书面记录 书面记录 书面记录 书面记录 图纸值 图纸值 图纸值 图纸值
备注
注塑模具(成品)验收标准
序号 分类 项目 基准 T1 判断 T2 T3 1 吊环是否完全拧到底 安全拧紧 2 吊环的平衡性良好吗 图纸值 小于5度 3 吊环的平衡与各处干涉 4 定动模具必须各设吊环安装孔 无 5 超过3T模具动定模具个安装2个吊环安装孔 平衡 6 动定模具必须设锁紧装置 操作值 7 吊环承受力为模具重量的两倍 图纸值 8 有锐边毛刺较危险处 无 9 冷却接头的突起部位 在安装板尺寸里 水嘴接触部的R形状合适吗 10 图纸值 HRC30以上 11 水嘴接触部的淬火硬度合适吗 1 装在设备上的干涉 无 2 装在设备上的压板干涉 无 3 模具定位圈规格是否符合设备要求 图纸值 4 模具脱模形式符合设备要求吗 图纸值 5 模具安装平稳、安全、方便吗 用操作测 6 冷却接头位置合适吗 不干涉 7 冷却接头安装作业性能良好吗 目测 8 油压接头位置合适吗 不干涉 9 油压接头安装作业性能良好吗 操作测 10 油压装置是否灵活、安全、可靠 操作测 11 气压接头位置合适吗 不干涉 12 气压接头安装作业性能良好吗 操作测 200度/30分 1 喷嘴升温合适吗 2 喷嘴升温平衡良好吗 无单温 3 各成型零件材料是否合理 可控制 4 喷嘴的温度容易控制吗 图纸值 5 料桶喷嘴各区域的使用电流是否如配线图一样 图纸值 6 用加热配线图确认加热容量等 无 7 树脂泄漏 无 8 烧焦 无 1 模具开关时的干涉 无 2 模具开关时的异响 无 3 型芯动作 顺利 4 型芯动作的异响 无 5 型芯动作卡住 无 6 推出机构动作异响 无 7 推出机构平衡 平衡 8 推出机构动作卡住 无 9 弹簧平衡良好吗 平衡 10 依据回位弹簧推出机构动作良好吗 完全回位 11 推出行程设定良好吗 无 12 滑块配合是否合理吗 无 13 滑块起止位置及运作是否安全灵活 无 14 漏水 无 15 漏油 无 16 漏气 无