鑫益快捷线路板 钻孔生产指示
D--FPC培训教材-钻孔PPT课件
L 桌面
7) 进给率 表示钻头在一次转动中能透入材料的深度 S=每分钟进给米数x1000/转速 当S在钻头直径百分之五到十时,进给率是符合要求
8) 钻孔主要工艺参数 A:φ0.3mm钻咀 Speed:98krpm In Feed:70Inch Max Hit:1500 Out Feed:1000IPM B: φ0.4mm钻咀 Speed:96krpm In Feed:120Inch Max Hit:3000 Out Feed:1000IPM
TOPSUN
4、对钻孔工序的一般要求
1) 孔位准确 2) 孔壁质量好 3)生产效率高
A F(进刀速) B U(退刀速) C X、Y平面移动速度
TOPSUN
二、钻孔所用基本物料及其作用
1、管位钉----把板子固定在机台,提高钻孔精度
2、钻咀----在钻机上通过高转速及一定条件下钻 穿
线路板(通常含碳化钨94%,含钴6%)
Backup类型:
1. 酚醛Backup 2. 纸Backup 3. 合金表面Backup
铝片:
0.2mm纯铝片(亦有使用其他物料,如酚醛板。中间 酚醛的铝片)。
TOPSUN
2. 歪孔
(1)、机器 A. 铝平台不平 B. 索头内有垃圾(塞灰、钻头被塞) C、钻头摆幅太大,压脚不平,气压不够
TOPSUN
3、底板----预防钻孔披峰,提供吸尘的缓冲区
4、铝片----预防钻孔披峰,避免压伤板面及钻咀 散
热之作用﹝目前未使用﹞
5、皱纹胶纸----固定铝片及板子在工作台上
TOPSUN
三、钻孔主要工艺参数
1) 钻头的转速(Speed) 是指钻机的钻头在某一特定时间内转动的圈数
2) 钻头的下刀速度(In feed) 是指钻机的钻头在某一特定时间内下落的距离
PCB钻孔培训计划

PCB钻孔培训计划一、前言随着电子产品技术的发展,PCB(Printed Circuit Board,印刷电路板)在电子制造行业中扮演着重要的角色。
PCB钻孔是PCB制造中的关键环节,其是保证电路板质量的一个重要环节,直接影响产品质量和性能。
钻孔工艺作为PCB制造中最重要的环节之一,对电路板的性能和质量都有着举足轻重的影响。
因此,加强PCB钻孔工艺的培训,提高员工的专业水平,以确保PCB制造质量,提高企业竞争力至关重要。
二、培训目标1、全面了解PCB钻孔工艺的原理和流程;2、熟悉PCB钻孔工艺的设备和工具;3、掌握PCB钻孔的操作技巧;4、培养学员的责任心和严谨的态度。
三、培训内容1、PCB钻孔工艺概述a. PCB钻孔的定义和作用b. PCB钻孔的分类c. PCB钻孔的工艺流程2、PCB钻孔设备及工具a. PCB钻孔设备的种类和作用b. PCB钻孔刀具的种类和要求c. PCB钻孔机的操作和维护3、PCB钻孔操作技巧a. 钻孔前的准备工作b. 钻孔机的调试和操作c. 钻孔中的常见问题及解决方法d. 钻孔操作中的注意事项4、责任心和严谨的态度a. 培养学员的责任心b. 培养学员的严谨态度c. 案例分析和讨论四、培训方法1、理论教学通过教师讲授、课件展示等方式,传授PCB钻孔工艺的基本理论知识。
2、实地操作安排学员到生产车间进行PCB钻孔设备的实际操作,加深学员对钻孔工艺的理解。
3、案例分析教师结合实际案例,进行分析和讨论,让学员通过实际案例的分析,更好地掌握PCB钻孔工艺的操作技巧。
4、作业与考核培训过程中设置作业和考核环节,检验学员的学习成果和掌握程度。
五、培训时间和地点1、培训时间:3天2、培训地点:公司培训室和生产车间六、培训人员1、主讲教师公司PCB制造领域的专业技术人员,具有丰富的PCB钻孔工艺经验。
2、学员公司PCB制造部门的相关人员,包括操作工、班组长等。
七、培训设备及工具1、PCB钻孔设备公司现有的PCB钻孔设备2、PCB钻孔刀具公司现有的PCB钻孔刀具3、其他课件、教学材料等八、培训后的预期效果1、提高员工的专业水平,掌握PCB钻孔工艺的原理和操作技巧;2、加强员工的责任心和严谨的态度,提高工作质量和效率;3、减少钻孔操作中的人为失误,降低生产事故的发生率;4、提高PCB制造的质量和稳定性,提升企业的竞争力。
钻孔作业细致化规定

钻孔工序作业指导书一、目的:规范操作员作业二、范围:值机员三、操作守则1、交接班1-1.物料:床台上钻咀及已存盘钻咀的使用状况,垫板、铝片的储备状况,交班人员必须给接班人员准备充足的生产物料。
1-2.生产状况:交接值机员需对生产板件的品质状况(如断刀或重新找过孔等)、特殊要求进行交接,同时交接的生产报表须填写完整、正确。
1-3.设备状况:交接机台的运转状况,如机台故障或故障已修OK需下一班进行监控及注意的事项。
1-4.6S状况:交接机器内及周边的卫生状况,所有物品必须按指定区域放置。
1-5.上级交办的待办事项、临时性变更的规定。
2、生产前:2-1.值机长需将更换型号及钻孔指示的重要参数及注意事项写在胶纸上,张贴于需改版机台的荧屏上方。
2-2.COPY资料值机长将资料拷入电脑前需检查磁碟有盖受控章(晚班;如为新型号由当班主管及文控在磁碟上签名),核对磁碟上标示文件名及版本号与板子送检票一致,并将电脑以前程式删除,机台只能保留当前使用程式,值机员需清楚所更换的型号及版本,以便于后序物料的准备。
2-3.准备物料A、垫板.铝片:选取垫板铝片时需检查垫板无爆边、凹凸不平;铝片平整、无严重刮痕,使用前需先钻出靶孔及方向孔(面板不需钻孔),方法:选用一块垫板与板子进行比对划出定位孔位置,然后用打包机打好包,使用台钻将定位孔钻出。
在钻孔时需用力均衡,以免孔边披锋过高;垫板使用前需将孔边披锋削平;使用台钻时严禁戴手套,以防手套被钻咀卷入,产生工伤事故。
B、钻咀:在钻嘴仓登记型号时一定要和所改的板一致,领取钻咀后需清点数量和领退表相符,在领用定位钻咀时,直径要符合所使用销钉的直径(钻咀选用原则:3.175mm销钉=3.15mm钻咀,3.15mm销钉=3.15mm钻咀,3.125mm销钉=3.1mm钻咀,3.0mm销钉=3.0mm钻咀)。
C、排放钻咀:将备用刀座方向一致放置在工作台上,依据钻咀领退表进行排放前需将钻咀领退表与钻孔指示或钻带程式头进行核对,确认无误后开始排放,在排放钻咀时必须一只手拿钻咀盒一只手排钻咀,且一次性只允许拿一支,不可同时使用两只手排钻咀,不可使刀刃撞任何硬物,如掉落地上或床台上需将钻咀拿给研磨部对钻咀品质进行确认,排入刀座的钻咀要垂直于平面,不可倾斜;以防止钻咀缺口或折断。
pcb槽孔规范

pcb槽孔规范概述PCB(Printed Circuit Board,印刷电路板)槽孔是一种常见的连接组件的孔洞形式,用于安装和连接电子器件。
在电子制造过程中,准确遵循PCB槽孔规范对于确保电路板的质量和可靠性至关重要。
本文将向您介绍PCB槽孔的规范要求以及制造过程中的注意事项。
一、PCB槽孔尺寸规范1. 直径和孔壁:槽孔的直径和孔壁应符合设计要求。
通常情况下,直径误差不应超过设计要求的±0.1mm,孔壁误差在±0.05mm以内。
2. 公差:PCB槽孔的公差必须满足设计要求。
在设计过程中,根据所使用的连接件和组件的公差要求,确定合适的槽孔公差范围。
公差的控制有助于确保电路板的装配和连接的精确性。
3. 槽孔间距:当多个槽孔位于同一直线上时,它们的间距应保持一致,以确保装配连接的精确性。
槽孔间距的公差应在±0.1mm以内。
二、PCB槽孔形状规范1. 槽孔形状:槽孔的形状应符合设计要求。
常见的形状包括圆形、方形和长方形等。
根据具体的应用需求,选择合适的槽孔形状以提供最佳的装配和连接性能。
2. 槽孔边缘:槽孔的边缘应光滑无划痕,确保连接件和组件的插入和拆卸时不会受到损坏。
边缘的表面处理一般采用防氧化处理,以提高槽孔的耐腐蚀性能。
三、PCB槽孔制造过程中的注意事项1. 制造工艺:选择适合的制造工艺对于确保槽孔的质量和准确性至关重要。
常见的制造工艺包括钻孔、冲压和激光切割等。
在进行制造过程时,应选择适当的工艺以确保槽孔的尺寸和形状满足设计要求。
2. 激光切割技术:使用激光切割技术制造槽孔时,应注意概率设计规范中对于激光切割过程的要求,如穿孔时间、激光功率等参数的设置。
合理的参数设定能够确保槽孔边缘的质量和光滑度。
3. 材料选择:选择适合的材料对于PCB槽孔的制造和使用至关重要。
一般情况下,常用的PCB材料包括FR-4、金属基板和陶瓷基板等。
根据具体应用的需要,选择具有适当机械性能和导热性能的材料,以确保槽孔的可靠性和耐久性。
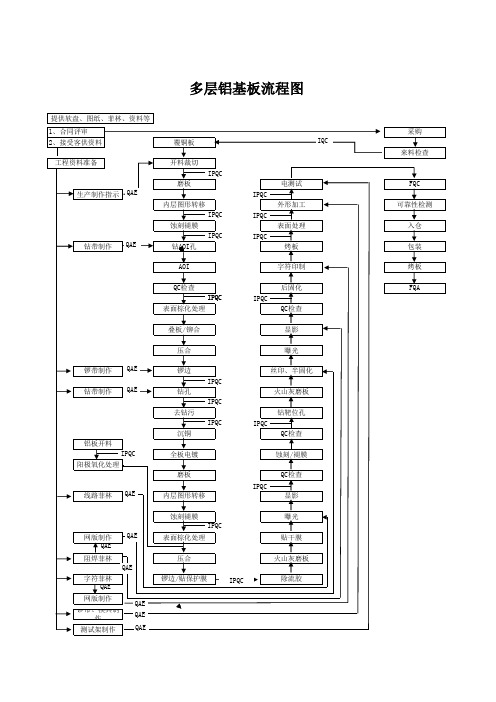
线路板行业最全详细工艺流程图
QAE QAE QAE
多层铝基板流程图
提供软盘、图纸、菲林、资料等 1、合同评审 2、接受客供资料 工程资料准备 采购 覆铜板 开料裁切 IPQC 磨板 生产制作指示 QAE 内层图形转移 IPQC 蚀刻褪膜 IPQC 钻带制作 QAE 钻AOI孔 AOI QC检查 IPQC 表面棕化处理 叠板/铆合 压合 锣带制作 钻带制作 QAE QAE 锣边 IPQC 钻孔 IPQC 去钻污 IPQC 沉铜 铝板开料 IPQC 阳极氧化处理 磨板 IPQC 线路菲林 QAE 内层图形转移 蚀刻褪膜 IPQC 网版制作 QAE 阻焊菲林 QAE 字符菲林 QAE 网版制作 锣带、模具制作 测试架制作 锣边/贴保护膜 IPQC 除流胶 QAE 表面棕化处理 压合 贴干膜 火山灰磨板 显影 曝光 QC检查 全板电镀 蚀刻/褪膜 IPQC QC检查 钻靶位孔 火山灰磨板 IPQC QC检查 显影 曝光 丝印、半固化 IPQC 烤板 字符印制 后固化 包装 烤板 FQA IPQC 表面处理 入仓 IPQC 外形加工 可靠性检测 电测试 FQC IQC 来料检查
PCB钻孔知识专业讲解

四. 鑽孔參數介紹
1控制 現有工作站都可直接轉換鑽孔
機接受之語言只要設定一些參數如各 孔號代表之孔徑等即可. 大部分工廠 鑽孔機數量多達幾十台因此多有邊, 綱作業由工作站直接指示,若加上自 動上/下板()則人員可減少至最少
四. 鑽孔參數介紹
2.作業條件
鑽孔最重要兩大條件是“ ”進刀速與旋 轉速:
三. 鑽孔設備及操作 3.1圖片之機 械 部 分
鑽孔
三. 鑽孔設備及操作 3.2圖片之電腦顯示部分
三. 鑽孔設備及操作 3.3圖片之系統部分
P1
三. 鑽孔設備及操作
3.4鑽孔機各部件名稱及功用
3.2.1 機械部分:負責執行鑽孔作業 3.2.2 電腦顯示部分:顯示目前執行狀
況 3.2.3 系統部分:將鑽孔程式轉換
孔
作業
2. 多層板
由設計(與內 層吻合)
孔
二.鑽孔作業流程介紹
C. 鑽 孔 作 業
鑽孔機評估重點
•5.鑽盤:自動更換鑽頭及鑽
•
頭數.
1.軸數:和產量有直接關係 •6.壓力腳:平整,光滑
2.有效鑽板尺寸
•7 Y及Z軸傳動及尺寸:
3.鑽孔機台面:選擇振動小,平 整,強度好的材質(現場所使 用的為大理石台面).
三. 鑽孔設備及操作
3.14鍵盤各按鈕名稱及功用
: 清除所有靜動態鑽孔 參數 :清除所有動態鑽孔參 數 :清除所有靜態鑽孔參 數 :清除鑽孔程式 :啟動/關閉 分段孔程式
• 1~8:設定鑽孔程式象限 • :系統重新啟動42154220:
設定鑽 • 孔程式格式(公制/英制) • :啟動/關閉伺服馬達 • P:移動臺面到位置 • R:移動臺面到原點位置 • :重新讀取系統軟體
钻孔操作规范
审核:
批准:
日期:
日期:
日期:
ISO9001:2000质量保证体系
程序文件
颁布日期:
钻孔操作规范
编号:9
版本:
十、关机:
1.关闭CNC84系统
1.1在操作界面下按下:
1.2选择Quit Progran and Shutdown windows确定后系统会自动退出;
2.关闭其定电源
2.1按下急停开关;
⑷调度位必需孔位置中、外围孔无孔破;
⑸上板方向一致(左小右大)放入夹PIN;
编制:
审核:
批准:
日期:
日期:
日期:
ISO9001:2000质量保证体系
程序文件
颁布日期:
钻孔操作规范
编号:
版本:
⑹检查程式刀具排列、直径是否与钻孔指示一致。
1.3多层板、改板前准备及注意事项:
⑴准备相应的物料,如:板材、钻咀、铝片、垫板、销钉、销钉套、电木板、螺丝、六角板手;
钻孔操作规范
编号:
版本:
一、目的:
规范的操作确保质量、提高效率。
二、范围:
适用操作钻孔。
三、开机程序:
1.打开稳压器电源;
2.打开气阀;
3.打开冷水机电源;
4.打开干燥机电源;
5.打开UPS(电脑不间断电源);
6.旋开急停开关,打开机器电流;
7.电脑进入Windows2000,电脑自动进入CNC84系统;
5.核对文件刀具,用鼠标点击菜单Options查询总孔数。
六、刀具参数设置:
按F6键→在出现的下级菜单中选TOOLS(static)进入参数画面,用上下左右键移动游标,对照《钻孔参数表》输入参数。
PCB流程介绍-钻孔流程
2. 流程概述
2.8 下Pin
钻孔完成后,需要把Pin移除掉,这样PCB就一片一片的分开了。
18 of 23
3. 品质检验
3.1 常见缺点
➢ 孔偏 ➢ 孔小/孔大 ➢ 斷針/漏鑽 ➢ 喇叭孔/火山孔/孔變形 ➢ 巴里 ➢ 未透
19 of 23
3. 品质检验
3.1 常见缺点
未钻透
PCB流程简介-钻孔流程简介
Version 1 Date: May.25th.2020
1 of 23
内容
1. 專業用語 ……………………………………………………………….. 3 2. 流程概述 …………………………….…………………..…................. 9 3. 品质检验 ………………………………………………………………... 18
FAY=-34.925mm
磨边尺寸
Y軸
X=317.5 Y= 0 钻孔机原点
1" 程序设定原点
发料尺寸
0.375“ 单边磨边
15 of 23
2. 流程概述
2.7 钻孔作业
各项基本动作完成后,在机台上放上垫板,PCB,铝片,贴胶带后,开始钻孔。
台面异物需要清除,铝片需要保持平整,这是钻孔品质的有效保障。
检验
9 of 23
2. 流程概述
2.2 主要工作内容
把线路板透过Pin与钻孔机台固定,并透过程序上设置的坐标,直径等, 选用不同直径的钻头,在线路板上钻出孔的过程。
銅箔 PP(膠片/半固化片) 內層板
PP 銅箔
钻针 (Drills)
铝板 (Entry)
垫板 (Backup)
10 of 23
2. 流程概述
PCB钻孔岗位职能职责说明指导书
1.目标:明确本部门各岗位职责范围要求和任职条件等,规范管理。
2.适用范围:适用本部门全部岗位。
3职责:3.1人力资源部:负责依据岗位职责要求进行人员招聘及各岗位职责说明修订审核3.2生产部:负责对各岗位职责实施情况进行稽核及岗位职责说明书发行3.3其它各部门:负责本部门岗位职责说明书编制和实施。
4定义:4.1无5作业内容:5.1组织机构图生产部-钻孔工序组织机构图Array 5.2岗位职责说明:5.2.1钻孔主管生产经理计划部压合工序钻孔主管电镀工序组长品质部值机员过数员任职要求:任职需符合企业职员任职之相关要求其她任职要求教育中专或以上学历经验①含有一定基础管理、组织协调能力②熟悉ISO9000、TS16949、ISO14000、RoHS/ 、REACH 等体系相关知识③熟悉PCB工艺步骤,熟悉钻孔机台(东台、松林)等设备操作处理,2年以上钻孔工序管理经验知识/技能①熟悉计算机办公软件基础操作②一般话流利③良好人际关系及书面/口头沟通技能性格/专长逻辑思维强,有较强独立处理问题能力,有较强组织协调能力、管理能力身体情况外表端正、健康情况良好工作内容:具体内容及工作量时间百分比责任考评标准1 统筹布署工序内部人员岗位编排;0.5H/天全责以实际运作情况为准2 参与每日生产会议并汇报每日产出、品质、计划达成情况;1.5H/天全责以实际实施情况为准3 跟进处理工序天天产生品责问题、设备问题、人员协调问题、计划交期问题;2H/天全责以MRB数据统计、计划部完成率统计为准4天天到MRB了解分析当日报废情况0.5H/天全责以MRB每日签到表为依据5 帮助经理处理其它安排工作事项1H/周全责以实际实施情况为准6 针对本工序组员制订品质规范、SOP操作规范、安全操作规范培训教材及培训计划;2H/周全责以每个月工序培训考评结果为准7提升工序人员效率、降低生产成本,提升工序品质良率1H/ 全责以每个月计划部制订产出目标、物控部每个月成本统计数据为准钻孔组组织机构图5.2岗位职责说明: 5.2.1钻孔组长5.2.2值机员6.0 相关表单。
钻孔工艺培训教材
C
C
A
切入距离 0.05mm
钻孔顺序为:A→B
钻孔顺序为:C→A→B
2024/2/4
26
钻孔制作
6、沉头孔(阶梯孔/喇叭孔)制作:
项目 最大尺寸 最小深度 深度公差 翘曲度 钻咀的研磨角度
工艺能力 550×622mm(包括铝基板) 0.15mm ±0.1mm ≤0.7% 90°~180°
2024/2/4
②孖孔/异形孔需钻去毛刺孔,左图中孖孔 部位相交处在原基础上加大0.1mm钻去毛 刺孔,右图中的异形孔的去毛刺孔需切进 相交处0.05mm;
③左图设计钻孔顺序为:A→B; 右图设计钻孔顺序为:C→A→B。 如下图 :
2024/2/4
25
钻孔制作
A
B
切入距 离 0.1mm
切入距离 0.05mm
2024/2/4
22
钻孔制作
③槽长<2×槽宽,且槽宽<1.5mm时,先采用直径为: 槽长÷2+(-0.05~0mm)的钻咀在两端钻引导孔, 然后 用直径等于槽宽的钻咀钻出,如下图所示;槽长≥2× 槽宽时,直接使用G85钻出;
④槽长≤2×槽宽,且槽宽≤3.0mm时,槽长需在正常补偿 后再加长0.05mm; ⑤槽长<2×槽宽,且槽宽≥1.5mm时不用加引导孔。
②外观要求:
不允许有多孔/槽、少孔/槽、偏孔/槽、孔/槽未钻穿、孔内毛刺、孔变形 、披峰、堵孔、斜孔、孔损、钻反、板损、板面擦花露基材、胶渍、板 面污染。二钻板特别注意钻伤线路、露铜、偏移、擦花的缺陷。
2024/2/4
38
2024/2/4
19
钻孔制作
2、扩孔制作: 孔径≥¢6.35mm的孔必须采用扩孔方式钻孔(采
用钻一系列沿一个孔的周线重叠孔的方法钻出一 个大孔 ),扩孔钻咀统一使用¢3.175mm。 如下图:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金典精密电路有限公司
客户型号
客户代号
单位:
mm
板材类型:
刀序成品孔径 钻孔孔径 成品公差 A板孔数B板孔数属性
大料尺寸:
T1
单元尺寸:
T2
SET尺寸:
T3
A板尺寸:
T4
B板尺寸:
T5
A板拼板图
T6
T7
T8
T9
T10
T11
T12
T13
T14
T15
B板拼板图
T16
T17
T18
T19
T20
T21
T22
T23
备 注:
总孔数
:
个/PNL
单位:
mm
开料图示T1T2T3T4T5T6T7T8T9T10备 注:总孔数:个/PNL制 表:审核:核 准:未注NC公差+0/-0.03mmwww.dianluban.net共用板料:张共 : pcs/张备注:开 PNL +/-0.076鑫益快捷线路板钻孔指示栏开料指示栏钻带名称:排版间距: mm开 PNL未注NC公差+0/-0.03mm+/-0.05工程编号排版间距: mm二钻名称:
NO: JD-PE-021 REV.A