BST物料导向系统 用 ET1500 和CCD 相机进行材料宽度的测量 材料宽度的检测 中文版
REBCO带材室温拉伸弹性模量合成标准不确定度的评定.
GB/T ×××××—××××
附录A (资料性) 关于 1 至 10 条款的补充说明
A.1 总则
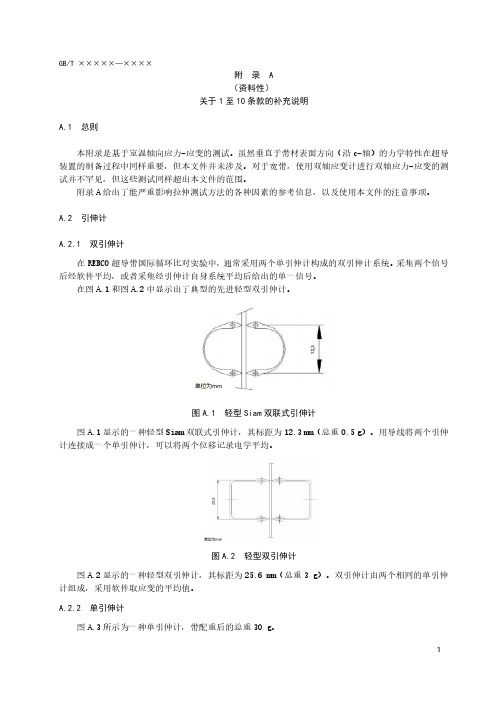
本附录是基于室温轴向应力-应变的测试。虽然垂直于带材表面方向(沿 c-轴)的力学特性在超导 装置的制备过程中同样重要,但本文件并未涉及。对于宽带,使用双轴应变计进行双轴应力-应变的测 试并不罕见,但这些测试同样超出本文件的范围。
<COV
%
%
Rp0.2-U
RSU
<COV
%
%
A
28
0.83
4.7
0.86
4.9
B
32
0.58
3.3
0.66
3.7
C
35
0.83
4.9
0.71
4.2
D
35
0.70
4.1
0.58
3.4
如表 A.1 和表 A.2 所列,对于不同的样品, RSU和 <COV 的值不同,因为刚性等力学性能依赖于横 截面积尺寸和材料组分,详见文献中的分析[Osamura 等人, 2014]。 为了建立实用 REBCO 超导带拉伸 试验方法的国际标准,采用四个超导带的总平均数据是合理的,如表 A.3 所列。总之,当进行拉伸试验 并根据本文件确定模量和规定塑性延伸强度时,标准不确定度可以由公式(A.4)预测,其中 <COV 常数值在表 A.3 中列出。
=
00
×
ܱ ܱ0
0×
G ....................................................................(B.5)
Aukom_认证课程介绍

AUKOM_CN_008.PPT
© AUKOM e.V. 2014
AUKOM 3
培训内容
AUKOM 认证课程
U1-0-F14
概述:
3-7 设备监控 三坐标监控,ISO 10360/VDI 2617,优化机器精度的可能性,案例,经验。 3-8 测量的不确定度和测量效率 GUM手册,测量不确定度的测定,不确定度的预估,PUMA方法,一致性,ISO 14253, 使用校准零件测定不确定度,使用虚拟CMM,根据MSA (GR&R), VDA 5评估测量工艺的适用性,比较这些方法。 3-9 质量管理 质量管理系统,质量管理手册,质量管理标准,审核和证书,质量工具,固定及实际成本, 误差的来源以及误差消除,节约成本的公差原则。 3-10 过程监控 过程监控,统计过程控制(SPC), cp值, cpk值, cm值, cmk值,监控策略及质量控制图。 3-11 测量室管理 测量数据管理,测量室管理,用户资质认可,测量人员的培训计划及其它。
© AUKOM e.V. 2014
AUKOM_CN_008.PPT
AUKOM 认证课程
AUKOM 2 CMM
坐标测量
目标人群: 计量人员(工程师) 准备: 通过AUKOM 1考试 学习目标: 课程为高级测量技术人员提供了更多的生产
测量相关的基础知识。课程中使用的方法都是最新的 发现。课程也包含了关于尺寸公差、编程基础、测量 工艺规划以及机器及探头技术的一些最新的知识。对 于测量任务以及影响参数的深刻理解可以帮助测量人 员降低测量的不确定度,从而使得测量更加可靠和易 于比较。同时也有利于减少成本及浪费。. 课程时长: 5天 完成方式: 考试, 证书
AUKOM_CN_008.PPT
© AUKOM e.V. 2014
不锈钢冷轧产品质量检查手册模板
不锈钢冷轧产品质量检查手册模板1浦项不锈钢冷轧产品质量检查手册一、检查事项1.适用范围此基准规定了不锈钢冷轧检查的一般事项。
2.一般事项(1)检查项目和合格判定等依据是检查基准(2)检查按原则上在产品发货之前进行, 依居冷轧品质技术科制定的《品质检验基准》进行检查。
(3)确性材质、化学成份、尺寸检查和合格判定基准是依据反映使用厂家要求基准、钢材规格基准和公司内其它的保证基准。
3.检查方式4.检查基准(1)化学成份: 使用原材料质保书上的实际数据。
(2)机械性能: 分析半成品、成品、试验品要根据抽样基准。
没有特别指示时, 应按机械试验常规项目作业。
(3)表面: 按各产品的检查标准或指定的表面状态用视觉或按检查标准规定的检测仪器进行检查。
(4)形状: 根据按产品检查基准规定的检测仪器和视觉观察进行检查。
(5)重量: 进行计量检查。
25.判定产品等级(1)正品( 1A) : 满足订货条件的产品。
(2)订货外1级( 1B) : 指符合使用厂家的订货条件, 但超过订货量的产品, 或没有达到订货条件但可转换为其它订货条件的产品。
(3)订货外2级( 2B) : 不能达到使用厂家订货条件的不合格产品, 也不能达到正常的另一种订货规格的其它用途的产品。
(4)级外吕( 3C) : 不能达到订货外品的不合格品, 便不以4D处理。
(5)附生品( 4D) : 各工程发生的作不了产品的Scrap, 便按低组用途能够使用, 可售出比Scrap价格高的钢带叫4D。
(6)废铁( Scrap) : 不能成为产品。
以下缺一页34.检查体系4三、表面缺陷的检查1.适用基准此标准规定了不锈钢表面缺陷的检查和判定方法。
2.用语定义1)检查单位: 原材料全宽×2M或1M为判断表面缺陷的最小单元。
2)单位等级: 是表示缺陷的大小和严重程度的项目, 分五个等级管理评价单位缺陷状况, 五个检查等组分别为A、 B、 C、 D和E。
3)表面等级: 根据每一个检查单位等级的百分比来表示每个Coil或每个SheetBox的表面品质程度, 并分成A、 B、 C、 D和E级, 对上、下表面分别进行评分。
IPC-TM-650 中文

IPC-TM-650 中文IPC-TM-650实验方法手册目录:n 2.1 目视检测方法2.1.1 手动微切片法2.1.1.1 陶瓷物质金相切片:通过手动微切片法来制作陶瓷物质的金相切片,以便观察其表面状态。
2.1.1.2 半自动或全自动微切片设备:使用半自动或全自动微切片设备来制作切片,以便观察样品表面状态。
2.1.2 针孔评估,染色渗透法:使用染色渗透法来评估针孔的数量和大小。
2.1.3 镀通孔结构评估:通过观察镀通孔的结构,评估其质量。
2.1.5 未覆和覆金属材料表面检查:对未覆和覆金属材料表面进行检查,以评估其表面状态。
2.1.6 玻纤厚度2.1.6.1 玻璃纤维的重量:通过测量玻璃纤维的重量来评估其厚度。
2.1.7 玻璃纤维的纤维数量2.1.7.1 纤维数计算,有机纤维:通过计算有机纤维的数量来评估玻璃纤维的纤维数量。
2.1.8 工艺:评估工艺的质量,以确保产品的稳定性和可靠性。
2.1.9 铜箔表面刮伤检验:检查铜箔表面是否有刮伤。
2.1.10 不溶解的双氰胺目视检验:使用双氰胺进行检验,以评估产品的质量。
2.1.13 绕性印制电路材料内含物和空洞的检验:检查绕性印制电路材料内含物和空洞,以评估产品的质量。
n 2.2 物理量纲测试方法2.2.1 外观尺寸确认:确认产品的外观尺寸是否符合要求。
2.2.2 目视检测尺寸:使用目视检测法来测量产品的尺寸。
2.2.3 导体边界清晰度测量:测量导体边界的清晰度,以评估产品的质量。
2.2.4 介电质尺寸稳定性和柔韧性:评估介电质的尺寸稳定性和柔韧性,以确保产品的稳定性和可靠性。
2.2.6 钻孔孔径的测量:测量钻孔的孔径,以确保孔径符合要求。
2.2.7 镀通孔孔径的测量:测量镀通孔的孔径,以确保孔径符合要求。
2.2.8 孔的位置:测量孔的位置,以确保位置符合要求。
2.2.10 孔位和线路位置:测量孔位和线路位置,以确保位置符合要求。
2.2.11 连接焊盘重合度【层与层之间】:测量连接焊盘的重合度,以确保连接的质量。
无损检测课件

PS/N
二项式分布原理:对试件进行检测结果只有两种可能,检出或是漏检(假设几率相同)则对 某一区间n次检测,检出数服从二项式分布。假设在检验过程中检出有缺陷的试样数为S,其 值从0到N,这样二项式分布概率函数的表示形式如下
P(s
➢ 不同材质可采用的无损检测方法
检测方法 渗透检测 磁粉检测 涡流检测 微波检测 射线检测 中子照相 光全息检测
主要材料特性 缺陷必须延伸到表面 必须是磁性材料 必须是导电材料 能透入微波 随工件厚度、密度及化学成分变化而变化 随工件厚度、密度及化学成分变化而变化 表面光学性质
综述
缺陷检出的可靠性
无损检测技术的特点
(3)无损检测技术能够对产品质量实现监控
产品在加工和成形过程中,如何保证产品质量及其可靠性是提高效率的 关键。无损检测技术能够在铸造、锻造、冲压、焊接、切削加工等每道 工序中,检查该工件是否符合要求,可避免徒劳无益的加工,从而降低 了产品成本,提高了产品质量和可靠性,实现了对产品质量的监控。
(2)无损检测技术为查找缺陷提供了一种有效方法
任何结构、部件或设备在加工和使用过程中,由于其内外部各种因素 的影响和条件变化,不可避免地会产生缺陷。操作使用人员不但要知 道其是否有缺陷,还要查找缺陷的位置、大小及其危害程度,并要对 缺陷的发展进行预测和预报,无损检测技术为此提供了一种有效方法。
综述
综述
内容:NDT、 NDI、NDE
➢无损检测 NDT (Nondestructive Testing):仅仅是检测出缺陷 ➢无损检查 NDI(Nondestructive Inspection):以NDT检测结果为
判定基础,对检测对象的使用可能性进行判定,含有检查 ➢无损评价 NDE (Nondestructive Evaluation):掌握对象的负载条件、
双料检测

配置系统参数
用来进行设备诊断,无相关资料
配置系统参数
用来进行设备诊断,无相关资料
配置系统参数
用来监控Bus的处理数据
配置系统参数
“O”Bus发出数据,“I”来自Bus的数据
配置程序参数
选择测量程序号,后序的调整都是针对现在选 择的这个程序号
配置程序参数
选择这个程序所使用的传感器
RS232:用于参数备份和恢复,以及固件升级 RSI接口:用于支持RSI接口的传感器 外置输出:有5个输出点,无需通过PLC通信,直接
将信号输出。 Profibus 输出:控制单元信号输出 Profibus 输入:控制单元信号输入 传感器接口:连接双料传感器或传感器分线盒 传感器转换盒接口:用于转换盒供电及传感器选择 能量供应及外部输入:用于供电和外部控制信号输入
双料检测系统
为什么要使用双料检测?
在冲压自动线的机器人上料部分,由于钢板表面 油膜的作用等原因,常会使钢板互相粘着在一起, 普遍采用的空气分离或磁性分离等预防措施有时 无法使粘着的钢板分开。若双层或多层钢板被送 入压力机,会对设备或模具造成伤害,导致高额 的维修费用,延误正常生产。为了确保设备和模 具的安全,保证生产的连续进行,必须在机器人 端拾器安装双料检测系统,并根据需要发出报警 信号或暂停机器,以便自动或手动清理双料。
试教第一步,零点校正
配置程序参数
试教第二步,放上板料,按Enter
配置程序参数
等待试教结果
配置程序参数
试教完成
数据备份和恢复
进入parameter Back-Up菜单,按Enter激活该模式 将备份电缆连接好后进行Upload或Download
ipc-tm-650中文
IPC-TM-650 实验方法手册目·录Section 目视检测方法 Visual Test Methods手动微切片法陶瓷物质金相切片半自动或全自动微切片设备针孔评估,染色渗透法镀通孔结构评估未覆和覆金属材料表面检查玻纤厚度玻璃纤维的重量玻璃纤维的纤维数量纤维数计算,有机纤维工艺铜箔表面刮伤检验不溶解的双氰胺目视检验绕性印制电路材料内含物和空洞的检验物理量纲测试方法 Dimensional Test Methods外观尺寸确认目视检测尺寸导体边界清晰度测量介电质尺寸稳定性和柔韧性钻孔孔径的测量镀通孔孔径的测量孔的位置孔位和线路位置连接焊盘重合度【层与层之间】重量方法测定铜的厚度处理后和未经处理的铜箔总厚度和外观因素剥离载体后铜箔重量和厚度可蚀刻载体铜箔重量和厚度测量孔内镀层厚度锡粉颗粒尺寸分配-对于类型1-4使用屏幕方法锡粉颗粒尺寸-使用显微镜测试方法锡粉颗粒尺寸-光学图片分析器方法最大锡粉颗粒的定义电线尺寸(扁平的线路)用钻孔样板来评估底片透明图评估原图底片金属箔表面粗糙度和轮廓(触针法)金属箔表面粗糙度和外观(触针法)机械法测量基材板厚度切片测定基材覆铜厚度测量图形孔位剪切的层压板和半固化片长度、宽度和垂直度化学量纲测试方法 Chemical Test Methods覆金属铜箔层压板的化学清洗层压板、半固化片及涂胶箔产品的耐药品性(暴露于溶剂)基材的耐化学性(耐二氯甲烷)过硫酸铵蚀刻法氯化铁蚀刻法氯化铜蚀刻法印制线路板用材料的燃烧性印制线路板用层压板的燃烧性玻璃布结构印制、蚀刻、电镀测试铜箔或镀层的纯度半固化的树脂含量(灼烧法)半固化片的树脂含量(称重法)上胶后的半固化重量半固化片的数值流动百分度不流动”半固化片的树脂流动度半固化片的凝胶化时间半固化片的挥发物含量铜箔保护涂层质量热固性防旱的(耐久性)固化测试UV诱发的干膜阻焊剂的固化(耐久性)溶剂萃取的电阻率表面污染物的离子检测(动态法).固化物料的固化程度表面有机污染物的检测方法(企业内)表面有机污染物的检测方法(红外分析法)机械测试方法 Mechanical Test Methods 镀层附着力文字油墨附着力加工转移测定铜箔的弯曲疲劳和延展性层压板的弯曲强度(室温下)层压板的弯曲强度(高温下)热油冲击印制电路材料的加工性覆金属箔板的剥离强度。
EN462全套中文版本欧标像质计
EN462 -1无损探伤-射线照片的图像质量-第一部分:图像质量指示(线型类型)-图像质量数值的测定线型像质计的规范4.1 尺寸及名称图1描绘了一个线型像质计单位:mm a) 各线之间距图1:线型像质计像质计体系由一组19根不同直径的金属丝组成,表1规定了相关的公差和线号。
这一系列像质计再细分为线号互相重叠的四组,每组有7根相邻线号的金属丝组成。
即W1到W7,W6到W12,W10到W16 和W13到W19,一个像质计中的7根金属丝相互平行,其长度L为10mm,25mm和50mm。
像质计的书面名称应给出像质计符号,标准号,最大金属丝的线号(按表1规定如W10),金属丝的材料(如FE)和线的长度(如W25)。
例1:IQI EN 462-W10FE-25标准允许将全名缩写为最大金属丝线号及材料。
例2:W10 FE4.2材料Material一个像质计的所有金属丝必须使用同一种材料,并埋入一种对像质值没有影响的材料内。
常用的金属丝材料见表2。
4.3像质计的标记用于像质计上的标记必须给出以下信息:a) 最大金属丝的编号(如1、6、10或13),放在最大金属丝的旁边。
b) 像质计材料的常用识别符号,如FE。
c) 符号EN,如10 FE EN。
标记符号的图像应保证在观察射线底片时不会刺眼,推荐的符号的材料吸收应不大于最大金属丝吸收的两倍。
4.4 合格证明本标准使用的每个像质计均应依照EN45014有证明文件或来自于一个公认的实验室的说明书。
为了辩认,像质计应由生产者编号并标记。
表1:金属丝编号、尺寸、及公差(单位:mm)5. 像质计的使用5.1 选择像质计的选用标准对于受检测材料和图像质量评估是所希望或必须的。
金属丝的材料吸收系数应尽可能接近受检测材料的吸收系数,表2列出常用的材料吸收系数,其他材料参照EN462-4,如果金属丝材料远低于受检对象,又因为吸收系数相差太大而没有合适的,则像质计应使用相同材料制作。
ppt
轨道板坐标系定向
X 29
1 Y
4
调整流程—轨道板定向
分别选择定向棱镜1#,4#,29#,按照屏幕提示位置,将全站仪
瞄准指定。
当所有定向棱镜测量完成后,才能进行正常检测。
调整流程—承轨台横向和高程偏差检测
定向完成后,将4个螺栓桩套筒放置在要检测的同一里程的4个 螺栓桩上。 将2个无线信息显示器按照右上角的地址1、2分别放在左边和 右边的承轨台位置。
检测平板
利用平板侧面的斜面接触块贴合钳口面,并靠平板底部三个点组 成的平面与承轨面贴合,真实反映所测承轨槽的情况。
球形棱镜
各向异性差≤±0.3mm。 加常数较差≤±0.2mm 棱镜的互换性皆满足上述要求
无线信息显示器
在调整钢模时使用,显示左右上下调整量,无线通信距离长,电力 持久耐用,并可通过显示器的按钮向全站仪发出再次测量的命令, 使得调整工作高效进行。
系统简介
单元式无砟轨道板钢模具调整与检测系统流程图
I型 无 砟 轨 道 综 合 施 工 数 据 管 理 系 统
板数据文件
轨 道 板 钢 模 具 检 测 系 统
调整量数据
轨 道 板 钢 模 具 调 整 系 统
手动或自动调整 承轨台钢模具
系统组成
单元式无砟轨道板钢模具检测系统组成图
轨道板钢模具检测系统
I型板标准(无挡肩)软件介绍
I型板非标(无挡肩)软件介绍
I型板(带挡肩)软件介绍
I型板标准(无挡肩)基本几何参数
I型板标准(无挡肩)共面性分析
I型板标准(无挡肩)直线型分析
I型板标准(无挡肩)对称性分析
可打印的资料
该套检测系统特点
精度实验指导书(14)(1)
《精 度 设 计 与 检 测》金玉萍主 编西南科技大学制造科学与工程学院2014年9月精度设计与检测实验指导书2 目录实验一用立式光学计测量塞规•••••••••••••••••••••••••••••••••••••••••3实验二用自准直仪测量直线度误差•••••••••••••••••••••••••••••••••••11实验三用光切显微镜测量表面粗糙度••••••••••••••••••••••••••••••••15实验四几何量综合测量••••••••••••••••••••••••••••••••••••••••••••••••21制造科学与工程学院3实验一 用立式光学计测量塞规一、实验目的1. 了解立式光学计的测量原理,熟悉其使用方法。
2. 熟悉量规公差标准及精度评定,掌握量块的正确使用和维护方法。
3. 熟悉轴的直径的测量方法。
4.初步掌握光滑工件尺寸的验收极限的确定。
5.掌握数据处理方法和合格性判断原则。
二、实验仪器和设备1. 投影立式光学计 一台2. 被测件(塞规) 一件3. 量块. 一块三、实验简介 1.仪器简介立式光学计(立式光学比较仪)是~种精度较高、结构简单的光学仪器,一般采用相对法以量块为长度基准测量外尺寸。
除了用于测量精密的轴类零件外,还可以检定5等和6等量块。
常见的立式光学计有两种:刻线尺式立式光学计和数显式立式光学计,下面分别介绍。
(l )刻线尺式立式光学计仪器的基本技术性能指标如下: 分度值 0.001mm示值范围(自中央µ虚线算起) mm 1.0± 测量范围 0-180mm示值误差: 小于±0.06mm ±0.2µm大于±0.06mm ±0.3µm仪器外形及主要部分功能见图1.1.说明 (2)数显式立式光学计JDG -SI 数字式立式光学计的基本技术性能指标如下: 分度值 0.0001mm示值范围 (相对于中心零位)mm 1.0±≥测量范围 mm 180~0 示值误差 (相对于中心零位)m μ25.0±图1.1刻线尺式立式光学计 1-底座 2-支臂升降螺母3-支臂 4-支臂紧固螺钉 5-立柱 6-直角光管7-光管微动手轮8-光管紧固螺钉9-测头升降杠杆 10-测头 11-工作台精度设计与检测实验指导书4JDG -SI 数字式立式光学计的外形及主要部分见图1.2有图可知,它有底座1、升降螺母2、横臂紧固螺钉3、横臂4、电缆5、立柱6、微动螺钉7、光学计管8、微动紧固螺钉9、光学计管紧固螺钉10、提升器11、测帽12、可调工作台13、方工作台安置螺钉14、数显窗15、中心零位指示16、置零按钮17、电源插座18和电缆插座19等部分组成。