三峡左岸电站VGS水轮机基础环座环加工(何2)
中国长江电力股份有限公司_企业报告(业主版)

本报告于 2023 年 08 月 13 日 生成
2/24
1.4 行业分布
近 1 年中国长江电力股份有限公司的招标采购项目较为主要分布于电力工业专用设备 专用设备修理 信息系统集成和物联网技术服务行业,项目数量分别达到 27 个、19 个、16 个。其中信息系统集成和 物联网技术服务 电力工业专用设备 专用设备修理项目金额较高,分别达到 12070.64 万元、11388.16 万元、6731.16 万元。 近 1 年(2022-09~2023-08):
4/24
重点项目
项目名称
中标单位
中标金额(万元) 公告时间
TOP7 TOP8 TOP9 TOP10
2022 年检修厂乌白区域金属结构 四 川 旭 乐 基 水 利 水
类工装制作中标结果公示
电工程有限公司
2022-2025 年度三峡电站 9 台机 组检修密封加工制作重新招标中 标结果公示 2022-2024 年度三峡电站泄洪设 备整体检修及机组进水口液压启 闭机、快速门及流道检修配合中 标结果公示
葛洲坝电站 0F 机组变压器、电抗 器、开关柜等设备采购中标结果 公示
顺特电气设备有限 公司
三峡枢纽金属结构检修中心变配 许继电气股份有限 电设备重新招标中标结果公示 公司
856.4 728.0 692.0 537.0 462.7 398.8 377.7 305.4
2023-08-09 2022-09-21 2022-09-21 2023-06-29 2023-01-31 2022-09-15 2022-10-24 2022-12-26
1.1 总体指标 ...........................................................................................................................1 1.2 需求趋势 ...........................................................................................................................1 1.3 项目规模 ...........................................................................................................................2 1.4 行业分布 ...........................................................................................................................3 二、采购效率 .................................................................................................................................9 2.1 节支率分析 .......................................................................................................................9 2.2 项目节支率列表 ................................................................................................................9 三、采购供应商 ...........................................................................................................................10 3.1 主要供应商分析 ..............................................................................................................10 3.2 主要供应商项目 ..............................................................................................................10 四、采购代理机构........................................................................................................................12 4.1 主要代理机构分析 ..........................................................................................................12 4.2 主要代理机构项目 ..........................................................................................................12 五、信用风险 ...............................................................................................................................14 附录 .............................................................................................................................................18
东方电机水力开发技术的进步

估等技术 已经 成 为东 方 电机水 力设计 的 日 常工具 , 这些 现 代 设计 技 术 的 技术 含 量 和
水平有 的与 国外著名 公 司所使 用 的技 术相 当 , 的领先 于 国外 技 术 。新 技 术在 水 轮 有 机水 力设计 中的全 面采用 大大 提高 了水轮
是 模型水 轮机 的水 力型线偏 差控 制还是过 流表面 的光 洁度 , 方 电机 均不 逊 色 于 国 东 外 任何 一家公 司 。
2 设 计 手段 及 模 型试 验 技 术
目前 , 轮 机 转轮 叶 片 及 过 流部 件 的 水 三维交互 式设 计 、 流体 动 力 分析 和性 能 预
的 成 果 、 术 水 平 以及 与 国 际 先 进 水 平 的 比较 。 技
关键 词能品 质 , 高 了水 轮 机水 力开 提
发 的命 中率 , 大缩 短 了水 轮 机水 力 开发 大 周期 , 降低 了研 发 成本 , 轮机 的水力开 发 水
6 0 W 混流 式 水 轮 饥 。 出 口机 组 包 括叙 0M 利亚迪 什林 电站 电站 大型轴流 转桨式 水轮 机, 埃塞 俄 比亚 特克泽 电站混 流式水轮机 ,
的巨型混 流式 、 大型 轴 流 转桨 式 和 大 型贯 流式水轮 机水 力开发 技术 已达 到世 界先进 水平 , 小 了与 国外 3 缩 0多 年 的差 距 , 现 实 了历史性 的跨越 。
术, 大大提 高 了模 型水 轮机 的加工 精度 , 保
证 了模型水 轮 机 与 真机 的相 似 性 , 足甚 满 至超过 了 I C标 准对 相似性 的要求 。无论 E
5 m。开发 贯 流 式 水 轮 机 模 型 转 轮 十 余 0
糯扎渡水轮机的优化设计及结构特点

糯扎渡水轮机的优化设计及结构特点摘要:文章简述了糯扎渡水轮机主要部件的结构优化措施及结构特点。
关键词:水轮机;转轮;顶盖1 前言糯扎渡电站是澜沧江流域以发电为主,同时兼顾防洪、改善下游船运、渔业、旅游和环保作用并对下游电站超补偿作用的特大型水电工程。
同时也是哈电当年承制的首个带筒阀结构的大型混流式水轮机。
在糯扎渡水轮机的设计中,通过总结、吸取以往水轮机的设计、制造和运行的经验,并对已完成的水轮机设计加以科学地分析,在此基础上进一步优化,并结合三维实体造型。
使糯扎渡水轮机的设计更加完美。
2 水轮机主要部件结构优化及特点2.1 关于减小水推力的措施2.1.1 为降低比转速,转轮下环的喉部直径设计比下环进口直径小,减小水推力的措施之一就是把转轮下环的密封设计在下环的下部喉部的外缘。
2.1.2 第二个措施是在顶盖上增设减压板。
根据实测和估算大约能减少一半水推力。
此措施的原理是经过上止漏环密封处的水仍带有较大的压力,特别是当迷宫磨损时此压力会增大,此压力水大部份经过顶盖的减压板流向转轮泄荷孔至尾水起到减压作用。
2.1.3 第三个措施是增设顶盖均压排水管。
靠转轮泄荷孔排水只能排主轴附近的水而在转轮外缘的由于离心力产生的水压高达2.8kg/cm2,不可能由泄荷孔排除,因此采用顶盖均压排水管是减小水推力的有效措施。
2.1.4 转轮上冠外缘采用梳齿密封,降低密封后的水压,转轮下环的下部密封采用阶梯式密封能减小对密封的损坏。
2.2 关于水轮机的补气在导叶后,顶盖和底环适当的位置预留补压缩空气的管道,不仅是必要的,在许多水轮机部分工况有振动的电站通过补压缩空气来消除振动是行之有效的办法。
例如三峡左岸10号机在水位139m时,出力560mw时,尾水管振动加大。
采用底环补压缩空气后,振动消除,效果非常明显。
因此,我们采用大轴中心孔补气与顶盖、底环适当的位置预留补压缩空气管道相结合的方案。
补气量可以按现行的经验,大轴中心孔自然补气量按额定流量的1%预埋管道,流量大小可以进行调节。
大型施工机械运输方案

三峡左岸电站大型永久机电设备运输方案简介摘要:根据三峡左岸电站大型永久机电设备的特点、重要装却转运站点的情况和起吊条件以及三峡工程对外交通概况,对各种运输方案进行了分析,认为水运是机组转轮、主变压器和厂房桥机大梁等主要大件的可能运输方案.在左岸电站大型永久机电设备的运输组织工作中,业主通过招标优选承运单位,开发设备运输信息系统,开展大件、重件和特殊件运输方案研究,以确保三峡设备安全及时地抵达三峡工地。
1 大型永久机电设备概况c三峡工程左岸电站大型永久机电设备主要包括14台水轮发电机组、15台主变压器、4台厂房桥机、和500kV高压电气设备几大类。
其总运输重量约12万t,高峰年运量达3。
4万t,最高月到达工地的设备量约9000t。
这些设备分别由国内外的多家工厂制造,大件和重件由上海港水运至三峡工地.这些设备具有以下特点:①重件多;②大件多;③不规则件多(几何中心与重心偏离多);④散件、裸件多,运输这些设备具有下列运输特性:①捆扎要求高;②起吊、装卸要求高;③运输平稳性要求高(如主变压器).永久机电设备的特殊部件充分反映了上述特性,见表1。
表1 永久机电设备中主要的特殊部件部件名称单台机组装运件数单件重量(t) 单件尺寸长×宽×高(m)特点转轮1 430/407 10。
25×10.25×5。
9810.10×10。
10×5。
60 重、大件水轮机主轴1 135/131。
1 6。
08×3。
80×3.807。
00×4.40×4.40 重、大件发电机主轴1 124/109 5。
30×4.30×4.304。
20×4。
20×4。
20 重、大件座环(分瓣) 6 67.5/61.5 7.65×4.78×2。
547.50×2。
90×4.80 外形不规则顶盖(分瓣)4 93。
三峡电源电站主厂房蜗壳层混凝土施工技术

[ 摘要] 蜗壳屉混凝 土棱称为电站厂房混凝 土的 I ‘ . 心脏” 。是最关键和 最难洗 筑的部位 -三峡 电源 电站厂房 采用铺 设弹
性垫屡 ,蜗 壳座环 阴角 区采用预埋幕蕾在 浇蔬同时回填砂 菜的方 法,不但施 工质量非常好 ・还可免 去二 次回填 灌莱 -从
而 减 少 了施 工 工 序 ,加 快 了施 工进 度 。
2 0 2 0 2 0
4 3 10 0 3 3
06 . 03 . 06 .
04 , 02 . 07 .
= 级 配 l ~ 1 2 2 6 8 5 砂 浆 二 级 配
6 3
9 3
80 64 49 5 4 2 0 0
9 4 .7 8 5 .7 8 3 .3
维普资讯
第 4期 ( 2 5期 ) 第 8
[ 文章编号] 10 —8 6 (O 6 40 3 ’5 0 92 4 2 O )0 h0 40
吉 林
水
利
20 0 6年 4月
三峡电源电站主厂房蜗壳层混凝土施工技术
林金 良 ,刘传平。
( 武警 水电二 总 队 ,湖 北 宜 昌 433) 4 1 3
流动性太大 ,后期收缩变化大。采用泵送混凝土 时优先使用坍落度损失 小的水 泥利 于泵送作业。
我部 在 施工 中采用 的混 凝 土配合 比见 表 1 。
3 回填 灌 浆 施 工 工 艺
3 1 回填 灌 浆 管安 装 。
量 为 5MW 混 流式 水 轮 发 电 机 组 。 主厂 房 蜗 壳 0
是 振捣 的死 角 和盲 区 ,混凝 土 脱 空很 难避 免 , 因
主 厂房蜗 壳 中心 安装 高 程 5m。蜗 壳 层布置 有 2 楼梯 间 、 吊物井 、技 术 供水 室 、尾水 放 空 阀操 作
水电站水轮机尾水管、蜗壳和机墩施工质量控制——以六堡水电站为例
蜗 壳 顶板 受 力 比较 复 杂 , 计 钢 筋 直 径较 大 而 且 排 间距 较 设
小, 两层钢筋 , 进水 口水下墙 、 机墩 预埋 钢筋 较多 , 安装难 度较
大 。注意机墩下部钢筋和蜗壳顶盖钢筋焊接 ,顶盖重量 大 、 受 力复杂 , 浇筑前检查 排架 、 模板 的强度和刚度 , 确保施 工安全 。 同时顶盖施工要与周边 同步互相协调 , 保证整体性 和连接性 。
点和 值得 借鉴 的施 工 经 验 。
关 键 词 : 电站 ; 壳 : 水 管机 墩 施 工 水 蜗 尾 di 03 6/i n10 — 5 4 0 2 6 2 o: . 9 .s. 6 85 . 1. . 5 1 9 js 0 2 00
1 六 堡 水 电 站 施 工
水管钢筋与间墙钢筋焊接 ,检查尾水排水预埋管安装位置是否
参 考文 献 :
埋与机座座环底部连接 的螺 栓 , 待砼有一定 的强度后 , 再安装
座环 , 座环底部和转轮室套壁 内采用人工 捣插 侧面敲击 , 外壁 用振捣器振动等方法使机座壁 内砼密实 , 足设计要求。 满
机墩上部 的下 支架 基础螺栓预留孑 和定子基础预 留螺栓 L
孔, 待下支架 和定 子调 试检测合格后 , 采用细石砼 , 3 掺 %的彭
2 结 语
电 快报 .0 96. 2 0 ()
『 唐红. 2 1 小型 水 电站 技 术 改造 中应 注 意 的 几 个 f题 [. 肃 水 - J甘 I ]
利 水 电技 术 .0 61. 2 0 () f 赵 林明 , 陈辉 , 3 ] 徐 王利 英 , . 轮 机 尾 水 管 压 力 脉 动 分 析 等 水
已不 正常 , 则应检查站用配 电屏 的负荷 开关 、 接触器 、 熔断器 , 检查所用变高压熔 断器等情况 , 对发现的问题作相应处理 。③ 检查冷却控制箱各 负荷开关 、 接触器 、 断器 、 熔 热继 电器等工作 状态是否正常 , 若有问题 , 即处理或手动复归 。 立
基于大型水电站水轮机导水机构主要结构特点及安装标准的研究与探讨
ALS T0M/HEC水轮 机 的 导 水 机 构 由 底 环 、 盖 、 制 环 、 动 导 叶 以 及 导 叶 传 顶 控 活 动组织这几大部分 共同构成 。 中, 环 、 其 底 顶 盖与控制环需要在施工 作业现场组装 , 并 采 用 专 业 吊具 吊人 机 坑 进 行 安 装 作 业 , 特 别需 要 注 意 的 是 , 水 机 构 的 底 环 与 顶 导 盖 需 要 在 过 流 面 的 材 料 架 构 中 选 用 耐 腐
的 避 免 了 机 座 环 在 施 工 现 场 焊 接 、 凝 土 混
图 1 AL T S OM/H C水轮 机导水机 构 的系统构 成情况 示意 图 E
建筑作业影响 下产生的各种程 度变形 , 进 而 使得 导水 机 构 机 座 环 在 安 装过 程 中的 作 业流程得到较为显著的简化 。 ( ) STOM/HEC水 轮 机导 水 机 构采 2AL 用 径 向式 密封 手 段 对 底 环 、 盖 以 及 座 环 顶 进 行 密 封 作业 。 导 水 机 构 座 环 的 安 装 及 当 定 位 工 作 顺利 完 成 之 后 , 关 工 作 人 员需 相 要 采 用 火 焰式 切 割 手 段 对 导 水 系统 上 下导 口进 行 切 割 与 手 工 打 磨 作 业 , 别 需 要 在 特 手 工 打 磨 作 业 中控 制 好 打 磨 厚 度 以 及打 磨
构 系 统 构 成 情 况 剖 面 示 意 图 , 们 不 难 发 我 现这 种 AL T S OM/ c 轮 机 乃至 整 个 大 HE 水 型 水 电 站水 轮 机 导 水 机 构 都 存在 一 定 的 结 构 特 点 。 关 工 作 人 员只 有 对这 种 结 构 特 相 点 作 出 详细 的 分 析 与 认 识 , 能 使 导 水 系 才 统 后 续 安装 作 业 能 够 稳定 、 效 的 运行 。 高 以 AL TOM/HE S C水 轮机 导水 机构 为 例 , 结 其 构 特 点 可 以 归纳 为 以 下 几 个 方 面 。 ( ) L T M / c 轮 机 座环 的 精加 1A s 0 HE 水 工 作业 不 是 在 制 造 场 地 进 行 的 , 与 导 水 它 机 构 基 础 环 、 环 的 安 装需 要 在 导 水 系统 底 施 工现 场 进 行作 业 。 这 一过 程 中 , 在 现场 实 配 与加 工的 垫 片 是 调 整整 个机 座 环 与基 础 环 、 盖 之 间衔 接 关 系的 最 有 效途 径 。 此 顶 在 基础 上 使 用 高 强 度螺 栓对 机 座 环 衔 接 程 度 作 出进 一 步加 固 。 S AL TOM/ HEC水轮 机 导 水 机构 的这 一 结 构特 点不 仅 减 轻 了设 备 装 一 置制造厂商的加 工负担 , 同时 也 最 大 限 度
基础环、座环与蜗壳安装施工组织设计
第一节概述根据3#、4#机目前土建施工进度,3#机座环、蜗壳支墩将于99年12月20日具备VGS厂商的根底环安装条件,4#机座环、蜗壳支墩将于2000年1月20日完成,具备GANP厂商的根底环安装条件,另根据根底环、座环及蜗壳的供货情况〔4#根底环、座环、蜗壳到达工地时间分别为、、,3#机根底环、座环、蜗壳到达工地时间分别为、、〕。
为此,4#机根底环安装开工日期定为2000年1月20日,3#机根底环安装开工日期定为2000年3月20日,先后错开2个月。
虽然3#机、4#机分别由两个不同的厂商供货,但安装程序和各部件安装工期根本一致,即根底环安装〔20天〕座环安装〔55天〕蜗壳安装〔包括挂装、焊接、打压共165天〕。
单台机安装总工期为8个月,两台机安装实际总工期为10个月。
第二节施工总体布置施工组织机构为确保根底环、座环及蜗壳安装的顺利进行以及安装质量,成立完善的施工组织机构,其方框图见图〔1〕。
设备堆放场布置分水岛主要露天堆放各类施工用材料。
配管车间存放各种到货的管材及零星设备,另作为有关管件等的制作。
图〔1〕施工组织机构前方堆放场前方设备堆放场根据设备重量分两处,重量超过30T的设备堆放在安Ⅰ或安Ⅱ;重量小于30T的设备堆放在厂房下游▽40平台。
设备的运输与吊装所有设备由设备物资科根据前方施工进度领取,大型设备领取后根据其重量采用相应的汽车吊或履带吊装车,通过相应的平板车直接运输至前方▽40平台或安Ⅰ和安Ⅱ,卸车采用土建施工门机。
对于堆放在安Ⅰ或安Ⅱ的设备,采用▽82栈桥上MQ6000型门机吊装;对于堆放在厂房下游▽40平台的设备,那么采用▽30平台处MQ2000型门机进行吊装。
设备运输通道、堆放场地、吊装设备的使用等具体由生产调度科与联总协调解决,尤其是使用MQ6000型门机吊装的协调工作。
3#机、4#机根底环、座环及蜗壳安装均采用分块吊装,其中需利用MQ6000型门机吊装的设备见表〔1〕:需利用MQ6000型门机吊装的设备表〔1〕施工电源施工电源由三七八联总总体布置,机坑内施工用电容量约为2500KV A/台,采用电缆从联总提供的供电点引至施工现场;机坑外施工电源在安装间及厂房▽40平台就近取自联总的电源,主要供除锈用磨光机及少量电焊机电源。
三峡左岸电站厂房蜗壳二期混凝土施工质量控制
一
、
工程概 况
二 、施 工技术难点
蜗壳二期混凝土采用保温保 压的浇筑方式 ,在 国内水利水 电施 工中尚属首次 。从 2 0 0 0年 7月开始 ,业主 、监理 、设计 、
三峡 ,采 用 国 0M
际招标 ,1 ~ 号 3号 、7号 ~ 9号机组 由 V S集 团制 造 ,其他 8 G
维普资讯
三峡 左 岸 电站 厂房 蜗 壳 二期 混凝 土施 工 质量控制
吕相龙
( 西泰 能 工 程 咨 询 有 限公 司 ,广 西 南 宁 5 0 2) 广 3 0 3
【 耍】蜗壳二期混凝土施工采用保温保压的浇筑方式,在整个混凝土施工过程中,蜗壳模拟正常发电时的压力 铺
~
()蜗壳底部及座环蝶形边 阴角部位空 间狭小 ,增加 了混 2 凝 土入仓振捣施工难度。为确保混凝土浇筑密 实,施工 中采用 泵送混凝土与挂设导管进料相结合进行。蜗壳 外侧混凝土采用
2 %之间 ;水 温高于 2 ℃时 ,适 当调低保压水 头 ,但 不低 2 2
台机组由 A S O L T M公 司制造 。蜗壳 中心线安装 高程 E . . L5 0 7 m,
蜗壳 进 水 口直 径 1 . 2 m,静 水 头 1 8 m,设计 水 头 195 4 . 1O 3. m。 蜗壳体 型庞大 ,重约 8 0,内充水约 60 m ,单 机混 凝土方 0t 00
条块 ,里面的空间非常狭小 。蜗壳外 围包围了 2层 3 6钢筋 , 钢筋环 向间距 1e 5m,径 向间距 2 c 0 m,内层钢筋距蜗壳 1c 0m, 外层钢筋距 蜗壳 3 e 0 m,钢筋非常密集 。蜗壳底部最低 处钢筋
距一期 混凝土面仅约 5 c 0m,混凝土入仓 及振捣非 常困难 。为 了保证混凝土浇筑密实 ,第 一层 混凝土主要采用泵送一级配混
三峡左岸水轮机组调速及励磁系统国产化改造
85第45卷 第07期2022年07月Vol.45 No.07Jul.2022水 电 站 机 电 技 术Mechanical & Electrical Technique of Hydropower Station0 引言三峡左岸电站安装有700 MW 水轮发电机组14台,2003年,三峡左岸电站投运之初,机组调速系统选用了法国ALSTOM 公司研制生产的NEYRPIC 系列产品。
励磁系统选用德国SIEMENS 公司研制生产的SIMADYN-D 型励磁调节器。
至2016年,这些设备已连续运行十几年,随着运行年限的不断延长,这些设备逐渐暴露出以下问题:(1)国家和电网对机组涉网功能提出了新要求、新标准,原设备涉网功能不能满足现行国家和电网要求,如调速系统的一次调频功能、励磁系统的PSS 功能等。
(2)设备度过运行稳定期后故障率逐年升高,存在影响机组安全运行的风险。
(3)进口核心备件已停止生产,库存备件数量逐渐减少,威胁设备持续稳定运行,其它进口备件价格昂贵。
为解决上述问题,三峡左岸电站于2016开始着手研究设备技术改造路线及改造中涉及的具体技术问题。
经大量分析、研究,最终选择了一条经济、可行、可靠的技术路线,即用国产设备代替进口设备中技术落后、功能不全的控制部分,对设备进行部分改造。
针对调速系统,电气部分整体改造,机械部分局部优化保留其机械部分;针对励磁系统保留功率整流柜、灭磁开关柜,这样既减少了改造投资,又能大幅提高控制设备性能。
但相对设备整体更换,此种方式造成了大量的系统兼容、接口配合、控制功能需单独开发等一系列技术难题。
三峡水力发电厂组建国产化改造项目团队,通过与相关院校及公司联合科研与攻关,最终解决了上述技术难题。
从2017年开始,对三峡左岸电站14台机组调速及励磁系统进行改造,改造历时两年多,于2019年结束。
改造后调速及励磁系统设备完全满足国家和电网对机组涉网性能的要求,其控制精度、稳定性、控制灵活性都得到了大幅提高,达到改造设计要求和目标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
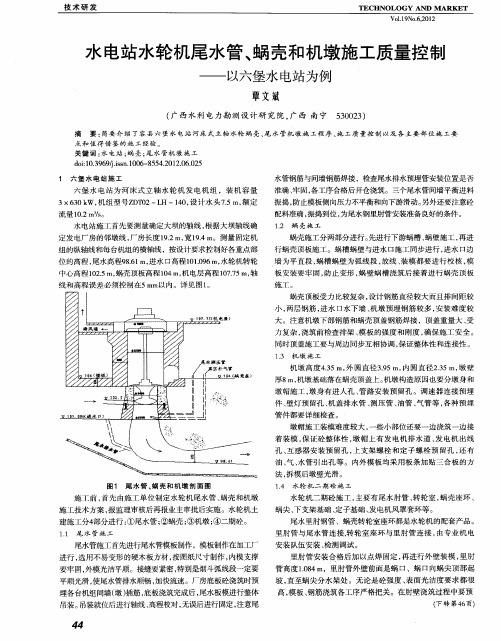
三峡左岸电站VGS水轮机基础环/座环现场加工肖汉徐大桥何念民中国水电八局三峡机电制造安装项目部,湖北宜昌,443133摘要三峡左岸电站共安装14台单机容量为700MW的水轮发电机组,其中6台为VGS联营体供货,其余8台为ALSTOM供货。
由于VGS机组座环尺寸大(Φ14492×4265mm)、重量重(约382t),只有在现场组焊后进行现场加工。
本文根据2#机组基础环/座环的现场加工,阐述了大尺寸座环的现场加工工艺,并总结了部分经验供大家参考。
关键词三峡电站基础环/座环现场加工1三峡左岸电站水轮机座环由于其尺寸大(Φ14492×4265mm),重量重(约382t),分6瓣运输至工地后现场组焊,调整安装并在浇混凝土浇筑后对座环与顶盖和底环的联接面等进行现场加工。
基础环和座环在现场组焊,焊接后工件有变形,而且座环、基础环、顶盖、底环等在异地制造,为确保基础环与底环、顶盖与座环的正确、可靠联接以及正确的机组轴线和导叶端面间隙符合设计要求,必须对座环的各连接面等进行现场加工。
2、基础环/ 座环现场加工内容基础环 / 座环的现场加工主要内容包括:(1)基础环法兰面的平面加工;(2)座环上环板与顶盖联接法兰面的平面及立面加工;(3)座环下法兰与底环联接面的平面加工;(4)座环下环板立面加工;(5)座环与顶盖的联接共168个M80×6螺栓孔的钻孔、攻丝以及定位24个φ60mm锥销孔的钻孔、铰孔;(6)座环与底环的联接共72个M64×6螺栓孔的钻孔、攻丝和定位96个φ50mm锥销孔的钻孔、铰孔,以及24个φ25mm排水孔的钻孔和加工等。
基础环 / 座环的现场加工的主要部位见图1。
3、现场加工要求座环的中心、高程等是水轮发电机组安装的基准,因此,座环加工的精度直接影响到机组安装的质量。
基础环/座环现场加工主要控制指标有:座环上下法兰面距离尺寸为3525±;座环下法兰面与基础环法兰面距离尺寸为1846±;加工平面径向水平度允许偏差为,周向水平度允许偏差为;下环板内环面直径为φ12300±;上环板内环面直径为φ12308mm。
平面、立面及密封槽加工采用便携式铣床,其结构见下图2;孔的加工采用专用钻床,均由VGS提供。
5、加工流程机组中心/高程测定→铣床安装、调试→各加工部位加工余量确定→座环下法兰表面及环带加工→座环下环板内环面加工→座环上环板内环面加工→座环上环板表面加工→座环上环板密封槽加工→基础环法兰环带加工→总体检查验收→铣床拆卸、吊出机坑→底环预装→底环联接螺栓孔及销钉孔加工→8个导叶及顶盖的吊装、调整→顶盖联接螺栓孔及销钉孔加工。
6、铣床安装铣床的安装质量直接关系到加工质量的好坏。
铣床铣臂长达,中心柱高;整个铣床由铣臂、铣头、中心柱、操作控制箱、下机座、上支撑几部分组成,它将承担座环上下法兰面,上下环板立面,上法兰密封槽,下法兰环带和基础环法兰面的加工任务,为了满足座环加工的要求,铣床安装工艺要求非常严格。
下机座安装高程线在尾水锥管上的公差为±,中心偏差为±,中心柱垂直度为m。
将下机座支撑的基础板中心线全部标记在尾水锥管上,再在尾水锥管上的中心线高程处焊接一块基础板,然后将机座吊装到位,再将下机座支撑的基础板一块块地调整到位焊接,利用八条支腿粗调铣床下机座中心。
调整好后,将支腿锁定螺栓锁定牢固。
用内径千分尺测量锥管上的中心样点和中心销柱的距离,利用中心调整装置将下机座精调到机组中心,其半径偏差,从而保证了中心偏差在±0. 15mm 以内。
安装中心柱,安装上支架,调整上支架八条支腿,粗调铣床中心柱的垂直度,安装铣臂和控制部分,最后精调中心柱的垂直度。
由于中心柱的垂直度要求m ,无法直接测量。
我们就转换思路,用框式水平仪检查铣臂在圆周上的水平来代替中心柱的垂直度测量,这样既简单又准确,速度很快,安装时在四个方 ▼53.234m高程电动机中心调整装置铣床下支腿与底盘齿轮齿盘丝杠动力头中心柱动力头轨道铣头可拆卸支臂支臂铣床上支腿7、 控制样点设置(1)机组安装高程用精密水准仪测量并记录全部24个固定导叶中心线的高程,计算出平均值,以此平均值作为导水机构安装中心线,即机组安装高程基准。
(2)高程样点设置加工带球形头的钢制样点,固定在基础环内壁、固定导叶中心线附近、座环上环板待加工表面外侧的合适位置。
用精密水准仪将机组安装高程分别转移到这些样点上,记录样点的高程数据。
基础环内壁上的样点将作为水轮机安装的高程基准样点,其它则作为过程测量和校核样点。
(3)中心确定测量基础环内壁至钢琴线的距离,反复调整求心器,求出基础环的最佳中心,再复核基础环的半径。
8、 确定加工余量(1)座环平面加工余量确定在待加工面圆周上均布32个测量点,并根据待加工表面的径向尺寸,确定座环上环板待加工表面径向测量两点(A 和B 点);座环下法兰待加工表面径向测量四点(C 、D 、E 、F 点),用精密水准仪测量座环上环板、座环下法兰待加工表面各测量点的高程,根据设计高程及设计尺寸链,确定测量数据大于设计值即为加工余量。
2#机座环上环板、下法兰及基础环法兰面加工余量分别见图4、5、6。
0.004.509.0013.5018.001234567891011121314151617181920212223242526272829303132A B图4 座环上环板平面加工余量0.004.008.0012.0016.001234567891011121314151617181920212223242526272829303132C D EF图5 座环下法兰平面加工余量0.005.0010.001234567891011121314151617181920212223242526272829303132图6 基础环平面加工余量(2)座环上、下环板内环面的加工余量由于此处加工公差比较大(~2mm ),故挂钢琴线用钢卷尺测量半径值即可确定加工余量。
测量加工余量时,用钢制画笔在上、下环板表面做出终加工尺寸标记。
9、 座环加工(1)座环下法兰面加工未加工的座环下法兰面是不平的,2#机下法兰面加工前最高点与最低点之差为,加工余量最大,所以先要对法兰面进行粗加工,当加工余量还有2mm 左右时进行半精加工,一是检查调整铣床的水平,二是将法兰面削平,为最后的精加工作准备。
座环下法兰面有1100mm 米宽,除去环带还要加工5圈,首先加工内圈作为基准面,然后压线加工其它面,并用平尺和框式水平仪检查。
当加工余量只剩1mm 时进行精加工,此时先加工,再加工,再加工,再加工,再加工,用电子水准仪测量水平,然后加工高点,另为加工余量,最后测量验收,座环下法兰面要求测量4圈,每圈32点。
基础环法兰面测量一圈,每圈32点。
(2)环带加工环带加工要求相对较低,将半径的样点放置在下法兰面上,然后将行走速度调到3档以下,铣头转速调到4档,慢慢进刀,用深度尺测量其深度,在1~2mm时停止轴向进刀,慢慢提高行走速度至4档。
注意接刀时应无台阶。
(3)座环上法兰面加工座环上法兰面加工方法与下法兰面相同,上法兰面宽220mm,测量2圈,每圈32个点,不同之处就是上法兰面有高度限制,要求与下法兰面的高差偏差在之内,其高差由导叶高度、顶盖高度、底环厚度决定,高差确定之后,加工时用电子水准仪测量其高差,只剩时只加工高点,加工一遍后测量一遍,再加工一遍高点,直到所有点达到要求,然后用内径千分尺和平尺进行校核。
(4)座环立面加工座环上下环板的立面都要经过加工,其加工方法与水平法兰面基本相同,只是铣刀刀片的切削部位由底部变成了立面,由于刀片大小的限制,轴向每次只能进刀10~15mm,径向进刀小于15mm,这样从上到下一圈一圈加工,精加工时径向进刀应小于1mm,行走速度不能超过档,转速不低于3档。
(5)盘根槽加工盘根槽也是用此铣床加工,把铣头换成加工盘根槽的专用小铣头,由于是φ14的铣刀,因此要加工两圈,根据铣床的行走方向和铣头的旋转方向,应当先加工内圈,然后加工外圈。
在加工时首先用铣刀垂直加工一个~深的孔,然后让铣臂行走速度从0档起步,要非常缓慢,不然会将铣刀折断,加工一整圈40m最好不要停,以免在起步时损失铣刀。
在行走过程中要跟着测量槽深,随时调整进刀量,最后一圈时要压缝,而且要测量槽宽。
(6)基础环的加工基础环的设计高程为,调整好铣床,按图纸加工到设计高程,测量加工面的高程和水平,直到满足要求。
(7)座环下法兰连接孔(与底环结合面)的加工(a)预钻销孔、螺孔按照图纸要求,将自制的钻孔平台吊入机坑,放置在底环上。
吊入专用钻床并调整其水平和位置。
分别预钻孔至Φ销孔/Φ螺孔。
(b)铰锥销孔把Φ的锥销孔铰到终加工尺寸Φ50mm,用安装销钉检查。
(c)螺孔攻丝使用专用钻床,将钻好的Φ螺孔倒角,并攻螺纹到终加工尺寸M64×6mm,用安装螺栓检查;(8) 座环上环板连接孔(与顶盖)的加工(a)预钻销孔、螺孔顶盖吊入机坑,调整好其安装方位,使用专用钻床,预钻定位螺孔至Φ25mm,钻销孔至Φ。
(b)铰铣6个定位销孔使用专用钻床,铰铣均匀对称分布的6个锥销孔到终加工尺寸Φ60mm,用安装销钉检查。
(c)螺孔攻丝在顶盖吊出机坑后。
按照图纸要求,将钻孔平台吊入机坑,放置在底环上;吊入专用钻床并调整其水平和位置;将螺孔定位孔扩钻至Φ;将扩钻好的螺孔倒角,攻螺纹到终加工尺寸M80×6mm,用安装螺栓检查。
(d)铰铣其余定位销孔在顶盖正式安装后,并拧紧所有顶盖螺栓。
使用专用钻床,铰锥销孔到终加工尺寸Φ60mm,用安装销钉检查并安装销钉。
10、加工数据分析座环下法兰面加工数据座环下法兰面加工后高程测量数据见图7,图中C、D、E、F为法兰面的4个周向测量环带。
座环下法兰面设计高程,允许±,周向水平允许偏差,径向水平偏差。
测量数据统计分析见表1,由表中可看出,除径向水平度轻微超标外,高程、周向水平度等均满足设计要求。
座环下法兰面径向1100mm宽,半径从到,最终加工要求周向水平,径向。
而与下法兰面组合的底环下平面的平面度为,这样就有可能在安装时出现的间隙,为了不上这种情况的发生,我们在加工过程中尽可能的使座环下法兰面1100mm的环带的水平小于。
从而满足安装要求。
C D E F55.0793055.0792555.0792055.0791555.0791055.0790555.0790055.0789555.078901234567891011121314151617181920212223242526272829303132图7 座环下法兰面终加工后高程表1 座环下法兰面加工数据统计表单位:mm部位 C D E F C-D C-E C-F D-E D-F E-F最大值最小值平均值0高程偏差~ ~ ~ ~周向水平径向水平座环上法兰加工后高程测量数据见图8,图中A、B为法兰面的2个周向测量环带。