最新数控机床的控制系统概述教学内容

第七章数控机床的控制系统概述
学习目的:
1.什么是数控技术、数控系统和数控机床,数控系统对机床的控制包括哪几方面?
2.数控机床控制系统组成有哪些,他们的作用各是什么?
3.数控机床的控制方式有几种,各有什么特点?
4.数控机床的接口有几类,他们的接口规范是什么?
第一节数控机床的控制系统
一、数字控制技术简介
1.数字控制技术
数字控制(Numerical Control)技术,简称数控技术,是用数字化信号对机床运动及其加工过程进行自动控制的一种方法。
数控技术不仅用于机床的控制,而且还用于其它设备的控制,产生了诸如数控绘图机、数控测量机等数控设备。
2.数控系统和数控机床
用数字控制技术实现自动控制的系统称为数控系统。数控系统中的控制信息是数字量,其硬件基础是数字逻辑电路。
最初数控系统是由数字逻辑电路构成的,所以也成为硬件数控系统。
现代数控系统采用存储程序的专用计算机或通用计算机来实现部分或全部基本数控功能,所以成为计算机数控系统(Comouter Numerical Control),简称CNC系统。计算机数控系统是在硬件和软件共同作用下完成数控任务的,具有真正的“柔性”。
数控系统对机床的控制包括顺序控制和数字控制两个方面。
顺序控制是指对刀具交换、主轴调速、冷却液开关、工作台的极限位置等一类开关量的控制。
数字控制是指机床进给运动的控制,用于实现对工作台或刀架的位移、速度这一类数字量的控制。
数控系统与机床的有机结合称为数控机床,如数控车床、数控铣床、数控加工中心等。
数控机床是机电一体化的典型产品,是集机床、计算机、电力拖动、自动控制、检测等技术为一体的自动化设备。
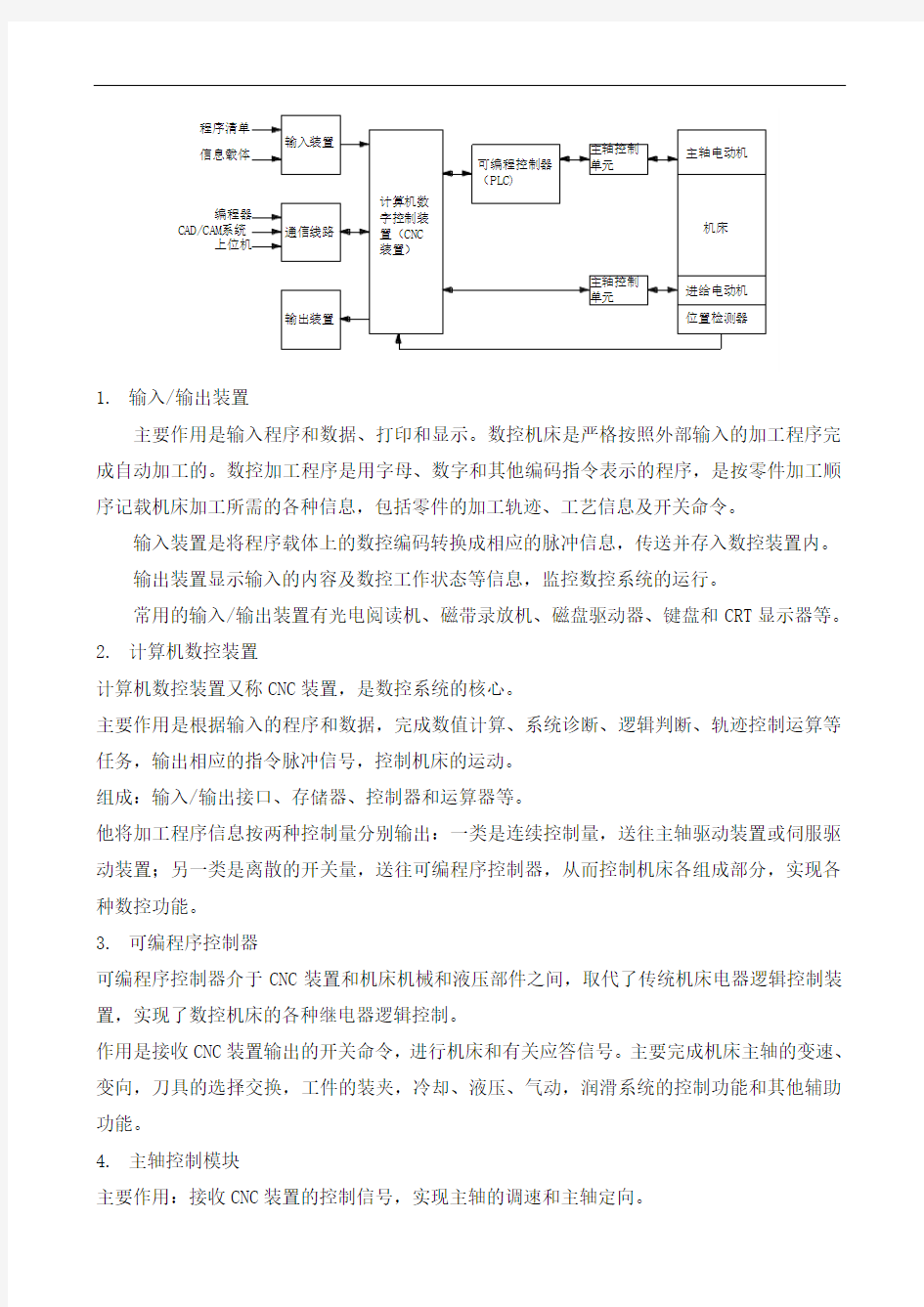
二、数控机床控制系统的组成
序记载机床加工所需的各种信息,包括零件的加工轨迹、工艺信息及开关命令。
输入装置是将程序载体上的数控编码转换成相应的脉冲信息,传送并存入数控装置内。
输出装置显示输入的内容及数控工作状态等信息,监控数控系统的运行。
常用的输入/输出装置有光电阅读机、磁带录放机、磁盘驱动器、键盘和CRT显示器等。
2.计算机数控装置
计算机数控装置又称CNC装置,是数控系统的核心。
主要作用是根据输入的程序和数据,完成数值计算、系统诊断、逻辑判断、轨迹控制运算等任务,输出相应的指令脉冲信号,控制机床的运动。
组成:输入/输出接口、存储器、控制器和运算器等。
他将加工程序信息按两种控制量分别输出:一类是连续控制量,送往主轴驱动装置或伺服驱动装置;另一类是离散的开关量,送往可编程序控制器,从而控制机床各组成部分,实现各种数控功能。
3.可编程序控制器
可编程序控制器介于CNC装置和机床机械和液压部件之间,取代了传统机床电器逻辑控制装置,实现了数控机床的各种继电器逻辑控制。
作用是接收CNC装置输出的开关命令,进行机床和有关应答信号。主要完成机床主轴的变速、变向,刀具的选择交换,工件的装夹,冷却、液压、气动,润滑系统的控制功能和其他辅助功能。
4.主轴控制模块
主要作用:接收CNC装置的控制信号,实现主轴的调速和主轴定向。
组成:主轴控制单元和主轴电动机等。
5.进给伺服控制模块
主要作用:将来自CNC装置的指令信号转换成机床移动部件的运动。
组成:进给电动机、速度控制单元等。
6.位置检测模块
主要作用:完成主轴、进给轴的位置检测、配合主轴控制模块、进给伺服控制模块完成位置的控制。
组成:检测装置和各种处理电路。
第二节数控机床的控制方式及其接口技术常识
一、数控机床的控制方式
1.开环控制的数控机床
该系统没有检测反馈装置。伺服驱动装置通常为反应式步进电动机或混合步进电动机。
CNC装置每发出一个进给脉冲指令,经驱动电路功率放大后,驱动步进电动机旋转一个角度,通过丝杠转动使机床运动一个距离(该单位长度为脉冲当量)。
这类系统的流程是单向的,对机床移动部件的实际位移不作检验和反馈,机床的加工精度不高,所以称为开环控制。
优缺点:结构简单、成本较低、技术容易掌握;加工进度取决于伺服装置的性能。
适用场合:中小型的经济型数控机床,特别适用于旧机床改造的简易机床。
2.闭环控制的数控机床
该系统装有检测反馈装置。伺服驱动装置通常为直流伺服电动机或交流伺服电动机。
在位置比较电路中与指令值进行比较,用比较差值进行控制,直到差值消除为止,最终实现确定位置。这类系统将机床工作台纳入了控制环节,故称为闭环控制系统。
优缺点:精度高、速度快,但调试维修较困难,系统复杂,成本高。
适用场合:精度较高的数控设备(数控静谧、镗铣床)
3.半闭环控制的数控机床
与闭环控制系统的区别是:将检测元件安放在伺服电动机的轴端或丝杠端,通过角度位移的检测测量间接计算出机床工作台的实际位置。
伺服驱动装置通常为宽频直流伺服电动机。
优缺点:结构简单,系统不易受机械传动装置干扰,工作稳定性好,精度虽没有闭环高,但调试比闭环方便。
适用场合:中等精度以上的数控机床大多数采用半闭环控制系统。(加工中心)
二、数控机床的接口
借口电路的作用:进行电平转换和功率放大;将CNC装置和机床之间的信号在电器上加以隔离,防止噪声引起误操作;在CNC装置和机床电气设备间进行D/A和A/D转换。
数控装置和机床电器之间的接口分为四类:
第一类:与驱动有关的连接电路,主要是与坐标轴进给驱动和主轴驱动的连接电路。
第二类:数控装置与检测系统和检测传感器之间的连接电路。
第三类:电源及保护电路。
第四类:开/关信号和代码信号连接电路。天正给排水常捷键
F1 帮助
F2 打开/关闭文本窗口
F3 对象捕捉
F4 打开或关闭“数字化仪”
F5 等轴测平面设置
F6 打开或关闭“坐标”模式
F7 打开或关闭“栅格”模式
F8 打开或关闭“正交”模式
F9 打开或关闭“捕捉”模式
F10 打开或关闭“极轴追踪”
F11 打开或关闭“对象捕捉追踪”
CTRL + 0 清除屏幕
(C) CTRL + 1 PROPERTIES (修改特性)
CTRL + 2 ADCENTER (设计中心)
CTRL + 3 工具选项板
CTRL + 6 数据库连接管理器(D)
CTRL + A 全选
CTRL + B 切换捕捉
CTRL + C 复制
CTRL + D 切换坐标显示
CTRL + E 在等轴测平面之间循环
CTRL + F 切换执行对象捕捉
CTRL + G 切换栅格
CTRL + H 打开/关闭
PICKSTYLE CTRL + J 执行上一个命令
CTRL + K 超链接
CTRL + L 切换正交模式
CTRL + M 重复上一个命令
Ctrl + N 创建新图形
Ctrl + O 打开现有图形
Ctrl + P 打印当前图形
CTRL + Q 退出
CTRL + T 切换“数字化仪模式”
CTRL + U 打开/关闭“极轴”
CTRL + V 粘贴剪贴板中的数据
CTRL + W 打开/关闭“对象捕捉追踪”CTRL + X 将对象剪切到剪贴板
CTRL + Y 重复上一个操作
CTRL + Z 撤消上一个操作
CTRL+Shift+ C 带基点复制
CTRL+Shift+ S 另存为(A)
CTRL+Shift+ V 粘贴为块(K)
CTRL+ [ 取消当前命令
F3: 控制是否实现对象自动捕捉
F8: 正交模式控制
dra:半径标注 Ctrl+C:
将选择的对象复制到剪切板上
Ctrl+F: 控制是否实现对象自动捕捉(f3) AA: 测量区域和周长(area)
AL: 对齐(align)
AR: 阵列(array)
ST: 打开字体设置对话框(style) SC: 缩放比例 (scale)