特殊热处理技术(3、4)
热处理工技师(高级)理论知识试卷(附答案)精选全文完整版

可编辑修改精选全文完整版热处理工技师(高级)理论知识试卷(附答案)第一篇:热处理工技师(高级)理论知识试卷(附答案)热处理技师(高级)理论知识试卷(附答案)试题编制:李培德一、填空题(请将正确答案填在横线空白处,每题1分,共20分)1、金属的机械性能主要包括强度、硬度、塑性、_____、疲劳强度等指标。
答案:韧性2、工程中常用的特殊性能钢有不锈钢、耐磨钢、______。
答案:耐热钢3、按冶炼浇注时脱氧剂与脱氧程度分,碳钢分为沸腾刚、镇静钢和________。
答案:半镇静钢4、常见的金属晶体结构有体心立方晶格面心立方晶格和 _______晶格三种。
答案:密排六方5、将两种或两种以上的金属或金属与_______熔合在一起,获得的具有金属性质的物质,称为合金答案:非金属6、钢经表面淬火后将获得一定深度的_______。
答案:马氏体7、金属元素在钢中形成的碳化物可分为合金渗碳体和_______两类。
答案:特殊碳化8、从金属学的观点来看,冷加工和热加工是以______温度为界限区分的。
答案: 相变9、合金常见的相图有匀晶相图、共晶相图、_______和具有稳定化合物的二元相图。
答案:包晶相10、回复是指冷塑性变形金属在加热温度较低时,金属中的一些_______和位错的迁移,使晶格畸变逐渐降低,内应力逐渐减小的过程。
答案:点缺陷11、根据采用的渗碳剂的不同,将渗碳分为固体渗碳 _______渗碳和气体渗碳三种。
答案:液体12、自然时效是指经过冷、热加工或_______的金属材料,于室温下发生性能随时间而变化的现象。
答案:热处理13、在Fe-Fe3C相图中,钢与铁的分界点的含碳量为_______。
标准答案2.11%14、在Fe-Fe3C相图中,ES线也称为()。
标准答案Acm线15、冷塑性变形的内应力,按作用范围,可分为宏观内应力、晶间内应力、_______内应力。
答案:晶格畸变16、铸铁中碳以石墨形式析出的过程称为石墨化,影响石墨化的主要因素有冷却速度和_______。
热处理习题及答案

1.何谓钢的热处理?钢的热处理操作有哪些基本类型?试说明热处理同其它工艺过程的关系及其在机械制造中的地位和作用。
答:(1)为了改变钢材内部的组织结构,以满足对零件的加工性能和使用性能的要求所施加的一种综合的热加工工艺过程。
(2)热处理包括普通热处理和表面热处理;普通热处理里面包括退火、正火、淬火和回火,表面热处理包括表面淬火和化学热处理,表面淬火包括火焰加热表面淬火和感应加热表面淬火,化学热处理包括渗碳、渗氮和碳氮共渗等。
(3)热处理是机器零件加工工艺过程中的重要工序。
一个毛坯件经过预备热处理,然后进行切削加工,再经过最终热处理,经过精加工,最后装配成为零件。
热处理在机械制造中具有重要的地位和作用,适当的热处理可以显著提高钢的机械性能,延长机器零件的使用寿命。
热处理工艺不但可以强化金属材料、充分挖掘材料潜力、降低结构重量、节省材料和能源,而且能够提高机械产品质量、大幅度延长机器零件的使用寿命,做到一个顶几个、顶十几个。
此外,通过热处理还可使工件表面具有抗磨损、耐腐蚀等特殊物理化学性能。
2.解释下列名词:1)奥氏体的起始晶粒度、实际晶粒度、本质晶粒度;答:(1)起始晶粒度:是指在临界温度以上,奥氏体形成刚刚完成,其晶粒边界刚刚接触时的晶粒大小。
(2)实际晶粒度:是指在某一具体的热处理加热条件下所得到的晶粒尺寸。
(3)本质晶粒度:根据标准试验方法,在930±10℃保温足够时间(3-8小时)后测定的钢中晶粒的大小。
2)珠光体、索氏体、屈氏体、贝氏体、马氏体;答:珠光体:铁素体和渗碳体的机械混合物。
索氏体:在650~600℃温度范围内形成层片较细的珠光体。
屈氏体:在600~550℃温度范围内形成片层极细的珠光体。
贝氏体:过饱和的铁素体和渗碳体组成的混合物。
马氏体:碳在α-fe中的过饱和固溶体。
3)奥氏体、过冷奥氏体、残余奥氏体;答:奥氏体: 碳在中形成的间隙固溶体.过冷奥氏体: 处于临界点以下的不稳定的将要发生分解的奥氏体称为过冷奥氏体。
热处理标准规范

3、硬度测量方法:3.1各种硬度测量的试验条件,见下表1:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。
通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。
GB4342 金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:热处理检验规范一、使用范围:二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器 (如:各种硬度计、 金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
热处理的标注标准
热处理的标注标准如下:
1.热处理技术要求的指标,一般以范围法表示,标出上、下限值。
2.也可用偏差法表示,以技术要求的下限为名义值,则下偏差为零,再加上
偏差表示。
3.特殊情况也可只标下限或上限值,此时用不小于或不大于表示。
4.硬度值必须按范围标注,不可以随意扩大分散度。
5.在同一产品的所有零件图样上,应采用统一的表达形式。
6.局部热处理标注局部热处理零件必须在技术要求的文字说明中写明局部
热处理,并在图样上标出需热处理的部位和技术要求。
热处理参数确定(调质)
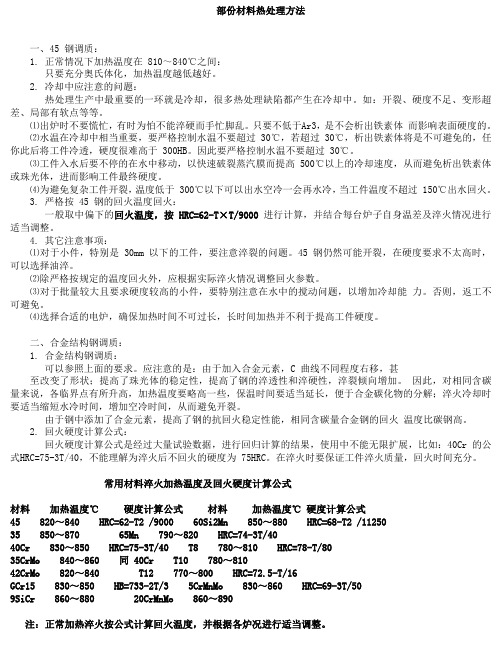
部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810~840℃之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
⑴出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
⑵水温在冷却中相当重要,要严格控制水温不要超过 30℃,若超过 30℃,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30℃。
⑶工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500℃以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
⑷为避免复杂工件开裂,温度低于 300℃以下可以出水空冷一会再水冷,当工件温度不超过 150℃出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:⑴对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
⑵除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
⑶对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
⑷选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
hd钢热处理工艺
hd钢热处理工艺
HD钢热处理工艺是一种特殊的热处理工艺,主要应用于高强度低合金钢的加工和制造过程中。
HD钢是一种通过合金化和精细化热处理工艺改善钢材性能的技术,它可以提高钢材的硬度、强度和耐磨性,同时保持良好的韧性和可焊性。
HD钢热处理工艺包括以下几个主要步骤:
1. 回火处理:通过加热和保温,使钢材内部产生固溶体、残余奥氏体和细小的碳化物颗粒,提高钢材的韧性和强度。
2. 淬火处理:通过快速冷却,使钢材内部形成马氏体结构,提高钢材的硬度和强度。
3. 冷却退火处理:通过缓慢冷却,使马氏体转变为贝氏体和残余奥氏体,进一步提高钢材的强度和韧性。
4. 轧制处理:通过轧制工艺加工,使钢材得到细化和均匀化,进一步提高其性能。
HD钢热处理工艺具有以下优点:
1. 可以显著提高钢材的硬度和强度,同时保持良好的韧性和可焊性。
2. 可以改善钢材的耐磨性和耐腐蚀性,延长使用寿命。
3. 可以提高钢材的尺寸精度和表面质量,满足特定工程要求。
4. 可以减少材料消耗和能源消耗,具有较好的经济效益。
然而,HD钢热处理工艺也存在一些限制和挑战,例如工艺参数的确定和控制较为困难,设备和工艺要求较高,工艺周期较长等。
因此,在实际应用中需要根据具体情况选择合适的热处理工艺,以确保最佳效果。
热处理习题及答案(吴超版)
金属热处理原理及工艺复习题一、金属固态相变有哪些主要特征?哪些因素构成相变阻力?哪些构成相变驱动力?1.相变特征:(1)新相和母相间存在不同的界面(相界面特殊),按结构特点可分为三种:共格界面、半共格界面、非共格界面。
(2)新相晶核与母相间有一定的位向关系、存在惯习面(3)产生应变能,相变阻力大(4)易出现过渡相:在有些情况下,固态相变不能直接形成自由能最低的稳定相,而是经过一系列的中间阶段,先形成一系列自由能较低的过渡相(又称中间亚稳相),然后在条件允许时才形成自由能最低的稳定相.相变过程可以写成:母相―→较不稳定过渡相―→较稳定过渡相―→稳定(5)母相晶体缺陷的促进作用:固态相变时,母相中晶体缺陷起促进作用。
新相优先在晶体缺陷处形核。
(6)原子的扩散速度对固态相变有显著的影响。
固态相变必须通过某些组元的扩散才能进行,扩散成为相变的主要控制因素。
2.相变阻力:相界面的存在,产生应变能,原子的扩散3.相变驱动力:存在位相关系和惯习面,过渡相的形成,晶体缺陷二、奥氏体晶核优先在什么地方形成?为什么?奥氏体晶核优先在铁素体和渗碳体的两相界面上形成,原因是:(1)两相界面处碳原子的浓度差较大,有利于获得奥氏体晶核形成所需的碳浓度;(2)两相界面处原子排列不规则,铁原子可通过短程扩散由母相点阵向新相点阵转移,形核所需结构起伏小(3)两相界面处杂质和晶体缺陷多,畸变能高,新相形核可能消除部分缺陷使系统自由能降低,新相形成的应变能也容易释放;三、简述珠光体转变为奥氏体的基本过程。
奥氏体转变(由α到γ的点阵重构、渗碳体的溶解、以及C在奥氏体中的扩散重新分布的过程):奥氏体形核→奥氏体晶核向α和Fe3C两个方向长大→剩余碳化物溶解→奥氏体均匀化四、什么是奥氏体的本质晶粒度、起始晶粒度和实际晶粒度,说明晶粒大小对钢的性能的影响。
本质晶粒度:根据标准试验方法,在930+ 10℃保温足够时间(3~8小时)后测得的奥氏体晶粒大小。
管道焊后热处理的技术要求
管道焊后热处理的技术要求一、引言管道焊接是管道制造过程中的重要环节,焊接后的管道需要进行热处理以消除焊接残余应力并提高焊缝的性能。
本文将介绍管道焊后热处理的技术要求,包括焊后热处理的目的、方法和注意事项。
二、焊后热处理的目的焊后热处理的主要目的是消除焊接残余应力,提高焊缝的性能和稳定性。
焊接过程中会产生大量的热量,使焊缝区域发生相应的热膨胀和收缩,导致残余应力的积累。
这些残余应力会降低焊缝的强度和韧性,甚至导致开裂和变形。
通过热处理,可以使焊缝区域重新达到平衡状态,消除残余应力,提高焊缝的力学性能和耐腐蚀性。
三、焊后热处理的方法1. 回火处理回火是一种常用的焊后热处理方法,适用于低合金钢和不锈钢等材料。
回火处理可以通过控制回火温度和时间来改变焊缝区域的组织结构和性能。
一般情况下,回火温度应低于材料的临界温度,回火时间应足够长,以保证焊缝区域的均匀加热和冷却。
回火处理可以消除焊接产生的硬化组织,提高焊缝的韧性和可塑性。
2. 热处理热处理是一种针对高合金钢和特殊材料的焊后热处理方法。
热处理可以通过控制加热温度和保温时间来改变焊缝区域的组织结构和性能。
热处理可以使焊缝区域发生相应的相变和析出,从而提高焊缝的强度和耐腐蚀性。
热处理的加热温度应高于材料的临界温度,保温时间应足够长,以保证焊缝区域的充分相变和析出。
四、焊后热处理的注意事项1. 温度控制焊后热处理的温度控制是关键,过高或过低的温度都会对焊缝的性能产生不良影响。
应根据材料的特性和焊接工艺要求来确定合适的热处理温度。
同时,在热处理过程中要注意温度的均匀性,避免产生温度梯度过大的区域。
2. 时间控制焊后热处理的时间控制也是非常重要的,保温时间过短会导致焊缝的组织结构没有充分相变和析出,影响焊缝的性能。
而保温时间过长则会造成能耗浪费和生产周期延长。
因此,应根据材料的特性和焊接工艺要求来确定合适的保温时间。
3. 冷却方式焊后热处理后的焊缝需要进行适当的冷却处理。
热处理技师工作总结5篇
热处理技师工作总结5篇篇1一、背景本年度,作为热处理技师,我肩负重任,参与了多项关键性生产和研发任务。
在团队的支持与协作下,克服种种困难,取得了一定的成绩。
本报告将围绕本年度工作进行全面总结,梳理工作进展、成效、遇到的问题及解决措施,并对自身能力提升和未来规划进行阐述。
二、工作内容及成效1. 生产任务完成情况本年度,我参与了多个重要热处理项目,涉及多种材料的热处理工艺流程设计与实施。
通过精确控制加热温度、冷却速度及保护气氛,确保产品质量达标,按时完成了生产任务。
特别是在高强度钢材的热处理过程中,有效提升了材料的机械性能,满足了客户需求。
2. 技术创新与优化(1)针对传统热处理工艺能耗较高的问题,开展了节能技术研究与应用。
通过优化加热设备功率配置和改进热传导介质,实现了能源消耗降低XX%。
(2)针对复杂零件的热处理变形问题,进行了工艺参数精细化调整与新材料应用研究,成功降低了产品变形率,提高了尺寸精度。
(3)参与了热处理数据库的建设与完善工作,通过收集、整理与分析大量数据,为工艺优化提供了有力支持。
3. 质量管理与提升严格执行质量管理体系要求,参与制定和完善热处理相关作业指导书和质量控制标准。
通过定期的质量检查和数据分析,及时发现并解决了多起潜在质量问题。
同时,强化了与检测部门的沟通协作,确保产品质量的持续改进与提升。
4. 设备维护与管理负责热处理设备的日常运行维护与管理,制定设备维修保养计划并严格实施。
对设备故障进行快速诊断与修复,确保生产线的稳定运行。
积极参与设备的选型与采购工作,提出合理化的改进建议。
三、遇到的问题及解决措施1. 问题一:新材料应用过程中热处理工艺不稳定。
解决措施:组织技术攻关小组,对新材料的热处理特性进行深入研究和试验验证,优化工艺参数,确保稳定生产。
2. 问题二:热处理过程中安全隐患较多。
解决措施:加强安全培训,提高员工安全意识;完善安全操作规程和应急处置预案;加强设备安全检查与维护工作。
3食品的热处理和灭菌
•
D值反映微生物的抗热能力;
•
•ቤተ መጻሕፍቲ ባይዱ
D值的大小取决于直线的斜率,与原始菌数无关;
D值与加热温度、菌种及环境的性质有关;
•
D值的计算:
D
表达: Dt
lg N 0 lg N
D110 = 5 表示:在110℃条件下,杀灭90%的 某种微生物需要5分钟。
思考题
• 低酸性食品和酸性食品的分界线是什么? 为什么? • 影响微生物耐热性的因素主要有哪些? • D值、Z值、F值的概念是什么?分别表 示什么意思?这三者如何互相计算?
水份活度aw和酸碱值pH对微生物的生长有决 定性的影响,实验数据表明,aw 0.85和 pH4.6是一个分界点,如果某食品控制在aw 0.85以下及pH4.6以下是属于较安全的食品, 只需要低于100℃温度杀菌便可,如果汁罐头 就是属于这种情形。但科学家实验也证明上 述两个制约因素中只要有一个达到,便可用 ≤100℃温度杀菌。
罐头食品按照酸度的分类
酸度级 别 pH值 食品种类 常见腐败 菌 热力杀菌要 求
低酸性
中酸性
5.0以上 虾、蟹、贝类、禽、牛肉、猪 嗜热菌、 肉、火腿、羊肉、蘑菇、青豆、嗜温厌氧 青刀豆、笋 菌、嗜温 兼性厌氧 4.6~5.0 蔬菜肉类混合制品、汤类、面 菌 条、沙司、无花果
3.7~4.6 荔枝、龙眼、桃、樱桃、李、 非芽孢耐 苹果、枇杷、梨、草莓、番茄、酸菌、耐 什锦水果、番茄酱、各类果汁 酸芽孢菌
3.巴氏杀菌法(Pasteurization)—— 在100℃以下 的加热介质中的低温杀菌方法,以杀死病原菌 及无芽孢细菌,但无法完全杀灭腐败菌。 4.热烫(Blanching)—— 生鲜的食品原料迅速以热 水或蒸气加热处理的方式,称为热烫。其目的 主要为抑制或破坏食品中酶以及减少微生物数 量。