带肋钢筋直径测量方法
钢材力学性能工艺性能试验实施细则
钢材力学性能工艺性能试验实施细则一、检测依据:金属材料拉伸试验方法GB/T228-2002金属弯曲试验方法GB/T232-1999二、评定标准:热轧光圆钢筋GB13013-1991热轧带肋钢筋GB1499-1998低碳热轧圆盘条GB/T701-1997冷轧带肋钢筋GB13788-2000冷轧扭钢筋JC 3046-1998三、试验目的:用拉伸力将试样拉至断裂测定其力学性能。
四、适用范围:适用于金属材料室温拉伸性能的测定。
五、仪器设备:1、试验机能满足标准测定力学性能的要求。
(1)WA-100KN液压万能试验机测量范围0~100KNWA-1000KN液压万能试验机测量范围0~1000KN(2)试验机测力示值误差不大于±1﹪。
(5)试验机及其夹持装置应保证试样轴向受力。
(6)加卸荷平稳。
(7)试验机应备有调速指示装置,试验时能在标准规定的速度范围内灵活调节。
2、根据试样尺寸测量精度的要求选用相应精度的量具或仪器,(1)游标卡尺:0~100mm ,精确度0.02 mm(2)钢板尺:0~25 mm,精确度1 mm(3)打标机。
满标法标点间距1cm。
3、试验机及测量工具或仪器必须由计量部门定期检定。
六、钢筋力学性能、工艺性能试验的取样和数量(一)数量规定:1、按批进行检查和验收。
每批由同一厂家、同一炉罐号、同一牌号、同一规格、同一交货批、同一进场时间的钢筋组成。
2、热轧光圆钢筋、热轧带肋钢筋、低碳热轧圆盘条每60t为一批,不足60t仍按一批计。
每批取试样一组。
3、冷轧带肋钢筋每批不大于60t,每批取试样一组。
4、冷轧扭钢筋验收批由同一牌号、同一规格尺寸、同一台轧机、同一台班的钢筋组成,每批不大于10t,不足10 t按一批计。
每组力学性能、工艺性能试件数量:钢筋种类试件数量拉伸试验弯曲试验热轧带肋钢筋2个2个热轧光圆钢筋2个2个低碳热轧圆盘条1个2个冷轧带肋钢筋每盘1个每批2个冷轧扭钢筋每批2个每批1个(二) 取样规定:1、凡取2个试件的(低碳热轧圆盘条冷弯试件除外)均从任意两根(或两盘)中分别切取,即在每根钢筋上切取一个拉伸试件,一个弯曲试件。
钢筋规范允许偏差
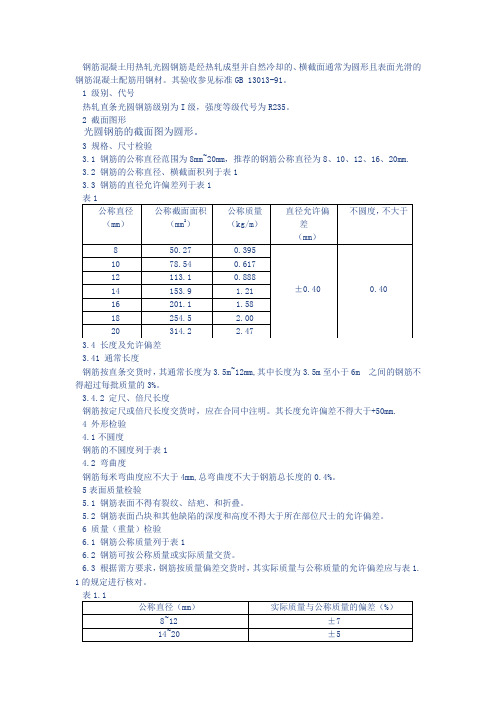
1)公称直径范围及推荐直径钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、14、16、18、20、22、25、32、40、50mm;内径为5.8、7.7、9.6、11.5、13.4、15.4、17.3、19.3、21.3、24.2、31.0、38.7、48.52)带肋钢盘的表面形状(见附图)及尺寸允许偏差、带肋钢筋横肋应符合下列基本规定:横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋与间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;•公称直径为14mm和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
3)长度及允许偏差a、长度:钢筋通常按定尺长度交货,具体交货长度应在合同中注明;•钢筋以盘卷交货时,每盘应是一条钢筋,允许每批有5%•的盘数(不足两盘时可有两盘)由两条钢筋组成。
其盘重及盘径由供需双方协商规定。
b、长度允许偏差:钢筋按定尺交货时的长度允许偏差不得大于+50mm。
c、弯曲度和端部:直条钢筋的弯曲变应不影响正常使用,总弯曲度不大于钢筋总长度的40%;钢筋端部应剪切正直,局部变形应不影响使用。
4)重量允许偏差:直径6~12mm为±7%,14~20mm为±5%,22~50mm为±4%。
d-钢筋内径;α-横肋斜角;h-横肋高度;β-横肋与轴线夹角;h1-纵肋高度;θ-纵肋斜角;a-纵肋顶宽;l-横肋间距;b-横肋顶宽2.热轧光圆钢筋尺寸、外形:1). 钢筋的公称直径范围为8mm~20mm,推荐的钢筋公称直径为8、10、12、14、16、18、20mm.2). 钢筋的公称直径、横截面积列于下表:公称直径公称截面面积公称质量(mm)(mm2)(kg/m)8 50.27 0.39510 78.54 0.61712 113.1 0.88814 153.9 1.2116 201.1 1.5818 254.5 2.0020 314.2 2.473). 钢筋的直径允许偏差:A级精度+0.40mm B级精度+0.30mm C级精度+0.15mm 4). 通常长度:钢筋按直条交货时,其通常长度为3.5m~12mm,其中长度为3.5m至小于6 m 之间的钢筋不得超过每批质量的3%。
热轧带肋钢筋拉伸速率计算

热轧带肋钢筋拉伸速率计算热轧带肋钢筋是一种常用的建筑材料,用于加固混凝土结构。
在使用这种材料之前,需要对其进行拉伸强度测试。
拉伸测试时,需要计算钢筋的拉伸速率,以评估其性能和质量。
以下将详细介绍热轧带肋钢筋拉伸速率的计算方法。
首先,了解拉伸速率的定义。
拉伸速率是指钢筋在拉伸过程中的应变速率。
在拉伸测试中,通常以每秒增加的应变值来表示拉伸速率。
计算热轧带肋钢筋的拉伸速率需要以下步骤:1.测量钢筋的初始长度(L0)和直径(d0)。
可以使用游标卡尺等测量工具进行准确测量。
2.将钢筋夹住,并利用拉力机控制器开始进行拉伸测试。
拉伸过程中,可以通过滑■塞传感器测量应变。
3.记录拉伸过程中的应变值(ε)和时间(t),并根据记录值绘制拉伸曲线。
拉伸曲线通常是应力-应变曲线,可以通过斯特拉因图仪或拉力机进行记录和绘制。
4.根据拉伸曲线计算钢筋的拉伸速率。
拉伸速率可以通过计算曲线的斜率来获得。
通常,拉伸速率可以使用线性拟合方法来计算曲线的斜率。
计算拉伸速率的方法如下:5.选择拉伸曲线上的两个点,通常是曲线线性段的起点和终点。
确保这两个点之间没有曲线的突变或非线性段。
6.计算斜率(S),斜率可以使用以下公式计算:S=(ε2-ε1)/(t2-t1)其中,ε2和ε1是拉伸曲线上的两个应变值,t2和t1是对应的时间值。
7.将斜率除以钢筋的初始长度(L0),得到钢筋的拉伸速率(v)。
v=S/L0通过以上方法,可以得到热轧带肋钢筋的拉伸速率。
拉伸速率的计算结果可以用于评估钢筋的性能和质量。
较高的拉伸速率通常表示钢筋具有较高的强度和韧性。
在进行拉伸速率计算时,需要注意以下几点:1.在实际测试中,拉伸过程中应变值和时间可能会有波动。
为了准确计算拉伸速率,应选择合适的起点和终点。
2.不同直径和牌号的热轧带肋钢筋的拉伸速率可能会有所不同。
在进行拉伸速率计算时,应根据具体的钢筋信息进行调整。
3.在进行拉伸速率测试时,应严格按照标准要求进行操作。
GB1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》

中华人民共和国国家标准GB 1499.2-2007代替 GB1499-1998钢筋混凝土用钢第 2 部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)2007-08-14发布2008-03-01实施中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会前言GB1499 分为三个部分:---第 1部分:热轧光圆钢筋---第 2部分:热轧带肋钢筋---第 3部分:钢筋焊接网。
本部分为 GB1499 的第 2 部分,对应国际标准ISO6935-2 :1991 《钢筋混凝土用钢第 2 部分:带肋钢筋》,与 ISO 6935-2 : 1991 的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935- 2(2005) ”。
本部分代替GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与 GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋 HRBF335 、 HRBF400 、 HRBF500三个牌号;---增加 3.1普通热轧钢筋、 3.2 细晶粒热轧钢筋、 3.11特征值三条定义;---增加第 5章订货内容;---增加 7.5 疲劳性能、 7.6 焊接性能、 7.7 晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志: HRB335 、HRB400 、 HRB500分别以 3、 4、 5 表示, HRBF335 、 HRBF400 、HRBF500 分别以 C3 、 C4 、C5 表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
钢筋直径允许偏差表
钢筋直径允许偏差表GB1499.1-2008中热轧光圆钢筋直径允许偏差和不圆度GB1499.2-2008中热轧带肋钢筋允许偏差公称直径:与钢筋的横截面积相等对应的圆钢筋直径(即钢筋的横截面积换算出圆形面积对应的直径)。
公称尺寸:指产品的具体标准尺寸(就是具体的能够测量的尺寸,带肋钢筋的内径、肋高、肋距等)。
举例:公称直径为φ10mm的钢筋,内径公称尺寸就是9.6mm。
允许偏差为±0.4mm;横肋高公称尺寸1.0mm,允许偏差为±0.4mm;间距公称尺寸7.0mm,允许偏差为±0.5mm。
热扎钢筋的直径、横截面面积和重量注:公式0.00617×钢筋直径的平方=理论重量质监站要求(按截面面积的4%),其允许偏差如下:瘦身钢筋直径推定值关于规范中盘卷和直条钢筋调直后检查方法的说明,近期监督人员对瘦身钢筋的检查中,提出如何对瘦身钢筋进行检查,怎样判断是否为瘦身钢筋。
现就规范规定解答如下:一、在《混凝土结构工程施工质量验收规范》(2011 年版)中,5.2.1 要求“钢筋进场时,应按国家现行相关标准的规定抽取试件做力学性能和重量偏差检验,检验结果必须符合有关标准的规定”。
原材料重量偏差允许值如以下两表所示。
表一热轧光圆钢筋实际重量与理论重量的偏差要求注:上表摘自 GB1499.1-2008 第 6.6.2 条表二热轧带肋钢筋实际重量与理论重量的偏差要求注:上表摘自 GB1499.2-2007 第 6.6.2二、在《混凝土结构工程施工质量验收规范》(2011 年版)中, 5.3.2A 要求“钢筋调直后应进行力学性能和重量偏差的检验,其强度应符合有关标准的规定。
采用无延伸功能的机械设备调直的钢筋,可不进行本条规定的检验”。
调直后的断后伸长率、重量负偏差应三、由于重量偏差需要在检测站进行测量计算,为了便于检查人员现场快速推定钢筋是否符合要求,现将调直后钢筋允许重量偏差最大值换算成钢筋直径偏差(见下表),该表仅限于现场检查快速初判,仅供参考,不作为最终判定标准。
中华人民共和国国家标准冷轧带肋钢筋
中华人民共和国国家标准GB13788-2000冷轧带肋钢筋COIG ROIIED RIBBED WIRES AND BARS代替GB 13788-19921 范围本标准规定了冷扎带肋钢筋的定义、分类、牌号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规定、包装、标志和质量证明书。
本标准适用于预应力混凝土和普通钢筋混凝土用冷扎带肋钢筋,也适用于吃斋制造焊接网用冷扎带肋钢筋(以下简称钢筋)。
2 引用标准下列标准所包的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性3.定义本标准采用下列定义3.1、冷扎带肋钢筋COLD-ROLLD RIBBD STEEL WIRE AND BAR热扎圆盘条经冷轧后,在其表面带有沿长度方向均匀分布的三面或俩面横肋的钢筋。
3.2公称直径nominal diameter相当于横截面积相等的光圆钢筋的公称直径。
3.3 相对投影肋面积specific projected rib area横肋在与钢筋轴线垂直平面上的投影面积与公称周长和横肋间距的乘积之比。
3.4横肋间隙rib spacing钢筋周圈上横肋不连续部分在垂直于钢筋轴线平面上投影的弦长。
4、分类、牌号冷轧带肋钢筋的牌号由CRB和钢筋的抗拉强度最小值构成.C、R、B分别为冷轧(cold rolled)、带肋(ribbed)、钢筋(bar)三个词的英文首位字母。
冷轧带肋钢筋分为CRB550、CRB650、CRB800、CRB970、CRB1170五个牌号。
CRB550为普通钢筋混凝土用钢筋,其他牌号为预应力混凝土用钢筋。
5、尺寸、重量、外形及允许偏差5.1公称直径范围CRB550钢筋的公称直径范围为4-12mm。
CRB650及以上牌号的公称直径为4、5、6mm。
5.2外形5.2.1钢筋表面横肋应符合下列基本规定:5.2.1.1横肋呈月牙形。
gbt 1499.2-2018钢筋混凝土用钢第2部分热轧带肋钢筋

4、牌号
4.1、钢筋按屈服强度特征值分为400、500、600级。 4.2、钢筋牌号的构成及含义:
类别 牌号 HRB400 牌号构成 由HRB+屈服强度 特征值构成 英文字母含义 HRB-热轧带肋钢筋的 英文缩写 E-地震的英文首位字母
普通 热轧钢筋
HRB500
HRB600 HRB400E HRB500E HRBF400
广州市宏阳工程检测有限公司
7.7、连接性能 钢筋的焊接、机械连接工艺及接头的质量检验与验收应符合JGJ 18 、JGJ107等 相关标准规定 HRBF500、HRBF500E的焊接工艺应经过试验确定。 HRB600钢筋推荐采用机械连接的方式进行连接(修订)。 7.9、金相组织 钢筋的金相组织应主要是铁素体加珠光体,基圆上不应出现回火马氏体组织。 钢筋宏观金相、截面维氏硬度、微观组织应符合附录B的规定。如供方能保证可 不做检验(修订)。 7.10、钢筋应无有害的表面缺陷。
广州市宏阳工程检测有限公司
7、技术要求
7.1、冶炼方法 钢应采用转炉或电弧炉冶炼,必要时可采用炉外精练 (修订)。 7.3、交货型式 钢筋通常按直条交货,直径不大于16mm的钢筋也可按 盘卷交货(修订)。 7.4.1、钢筋的下屈服强度ReL、抗拉强度Rm、断后伸长率A 、最大力总伸长率Agt等力学性能特征值应符合下表规定, 表中所列各力学性能特征值,除R°eL/ReL可作为交货检验的 最大保证值外,其他力学特征值可作为交货检验的最小保 证值(修订)。
6.4、长度及允许偏差 6.4.1、钢筋通常按定尺长度交货,具体交货长度应在合同中 注明。 6.4.2、钢筋按定尺长度交货时其长度允许偏差为0 ~50mm( 修订)。 6.5、直条钢筋的弯曲度应不影响使用,每米的弯曲度不大于 4mm,总弯曲度不大于钢筋总长度的0.4%(修订)。 6.6、公称直径6 ~12mm规格产品的实际重量与理论重量的 允许偏差由原来±7%调整为±6%(修订),14 ~ 20mm规格产品的实际重量与理论重量的允许偏差不做调 整,还是±5%,22 ~ 50mm规格产品的实际重量与理论 重量的允许偏差还是±4% 。
钢筋混凝土用钢第2部分热轧带肋钢筋

钢筋混凝土用钢第2部分热轧带肋钢筋《钢筋混凝土用钢第2部分:热轧带肋钢筋》GBT 1499.2-20183术语和定义下列术语和定义适用于本文件。
3.1普通热轧钢筋hot rolled bars按热轧状态交货的钢筋。
3.2细晶粒热轧钢筋hot rolled bars of fine grains在热轧过程中,通过控轧和控冷工艺形成的细晶粒钢筋,其晶粒度为9级或更细。
3.3带肋钢筋ribbed bars横截面通常为圆形,且表面带肋的混凝土结构用钢材。
3.4纵肋longitudinal rib平行于钢筋轴线的均匀连续肋。
3.5横肋transverse rib与钢筋轴线不平行的其他肋。
3.6月牙肋钢筋crescent ribbed bars横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。
3.7公称直径nominal diameter与钢筋的公称横截面积相等的圆的直径。
3.8相对肋面积specific projected rib area横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。
3.9肋高rib height测量从肋的最高点到芯部表面垂直于钢筋轴线的距离。
3.10肋间距rib spacing平行钢筋轴线测量的两相邻横肋中心间的距离。
3.11特征值characteristic value在无限多次的检验中,与某一规定概率所对应的分位值。
3.12基圆core钢筋横截面上不包括横肋和纵肋的横截面。
4分类、牌号4.1钢筋按屈服强度特征值分为400、500、600级。
4.2钢筋牌号的构成及其寄义见表1。
5订货内容按本局部订货的条约至少应包括下列内容:a)本部分编号;b)产品名称;c)钢筋牌号;d)钢筋公称直径、长度及重量(或数量、或盘重);e)非凡请求。
6尺寸、外形、重量及答应偏差6.1公称直径规模钢筋的公称直径规模为6mm~50mm。
6.2公称横截面面积与理论重量钢筋的公称横截面面积与理论重量列于表2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带肋钢筋直径测量方法
带肋钢筋直径测量的方法有以下几种:
1. 输入法:一种常见的带肋钢筋直径测量方法是通过输入法,将带肋钢筋放置在合适大小的钢筋直径测量模板中,通过试验和比对,确定钢筋的直径范围。
2. 光电测量法:利用光电传感器对带肋钢筋进行测量。
传感器会发出一束光,当光线遇到钢筋时,会被散射。
根据散射的角度和光线的强度,可以确定钢筋的直径。
3. 激光测量法:使用激光测距仪或激光投影仪对带肋钢筋进行测量。
激光器会发射一束激光,并通过测距仪或影像设备来计算出激光在钢筋上的投影长度,从而确定钢筋的直径。
4. 金属探头测量法:使用金属探头和测量设备对带肋钢筋进行测量。
金属探头会接触到钢筋表面,通过测量钢筋的电阻、电感、电容等参数,可以确定钢筋的直径。
需要注意的是,带肋钢筋的直径测量存在一定的误差,因为钢筋的肋齿会影响测量结果。
因此,在实际工程中,有时会采用一些修正系数来校正测量结果。
此外,还需要根据实际情况选择合适的测量方法,并进行合理的校准和校验。