百特数显表显示修正方法
百分表的调修一

尖嘴镊子
502粘接剂
5.百分表示值变化的调修
【修理方法2】锡焊是修理指针与针套松动或脱落最常用的 方法(调修关键词:锡焊)。 【步骤1】焊接前应将指针与针套的配合面用细什锦锉锉光, 如图所示将指针装在针套上。焊接时,将指针1和针套2放 在铜片3上,在指针与针套配合面的周围涂上少许氯化锌焊 剂,并放一点焊锡。 【步骤2】然后用酒精灯加热铜片,待锡溶化后,便沿配合 面流动,将指针焊牢在指针套上。
2.百分表测量杆的调修
测杆弯曲的修理
2.百分表测量杆的调修
【调修方法】测杆与导孔槽间及齿廓各配合面上有污物、锈 蚀或毛刺。可造成百分表测杆移动不灵活,有卡住现象。指 针产生的跳动室友规律的。若长指针每转一圈跳动一次,毛 刺或锈蚀应出现在中心齿轮Z2、Z3、Z4上。修理时,用放大镜 观察各齿面,用小三角玛瑙油石打磨齿面的锈蚀或毛刺。 (调修关键词:打磨)
5.百分表示值变化的调修
Z3
Z2
垫铁
齿轮与配合松动修理
5.百分表示值变化的调修
502粘接剂
焊锡
5.百分表示值变化的调修
修理上下套筒与表体配合松动: 【方法1】百分表的套筒是与表体压配在一起的,对于钢套筒, 松动不严重时,可用尖冲头在表体与套筒的配合孔的四周缩孔, 将套筒挤紧,如图所示。缩孔前应将百分表圆座板拆下来,只留 下测杆、导杆和弹簧,然后调整套筒的位置,使测杆能在导孔中 灵活移动时,将表体夹持在虎钳上缩孔。缩孔时应不断检查测杆 在导孔中的灵活性(调修关键词:缩孔)。
套;7-垫铁。
4.表圈转动不平稳的调修
【常见故障】表圈转动不平稳。 【故障原因】表圈松动,表体环形槽上有毛刺。 【调修方法】如图所示,表圈松动时,可用尖嘴钳将片状销子 适当调弯一点,以增大对表圈的压力,也可松开圆座板螺钉, 将片状销子推出一点即可(调修关键词:调整片状销子)。表 圈转动有阻滞现象,是因为表体环形槽上有毛刺,可用什锦锉 或油石打磨掉毛刺(调修关键词:打磨毛刺)。5.百分表示值变化的调修
数显三丰高度规数值修正
数显三丰高度规数值修正
(1)划线器与水平方向成大约3-5度角保证划线器的爪部接触工件。
(2)划线器和夹子之间不能有松动。
(3)移动时不能握住主轴部。
(4)底座基准面或划线器爪部有伤痕时,立即进行补修,但必须要委托补修专门店。
三丰数显高度规特有绝对原点型线性编码器,可在电池耗尽前始终保持所设置的原点轨道。
开机可在大型液晶显示上显示心轴距离原点的实际位置。
指针式千分表高度规不同于其他类型的指针式千分表高度规,其整个指针可单转完整地显示整个心轴量程或范围,有效地避免了多转计算错误导致误读的可能,使用单转指针千分表高度规永远不会出现混淆“公差范围”和“视差范围”的情况。
三丰数显高度规的优秀性能使其在电子、刀具、塑胶、精密零件、弹簧、冲压件、接插件、模具、军工、航天航空、高等院校、科研院所等领域具有广泛运用空间。
数显卡尺出现异常处理办法

数显卡尺出现异常处理办法用干燥清洁的布擦净保护膜表面,清净各测量面。
松开锁紧螺钉,移动尺框,检查显示屏和各键工作是否异常。
设置测量起点。
一般情况下以两外测量面轻轻接触为零起点(无“INC”显示,按set键,显示值应为零,否则应重新设置达到上述要求。
当测量孔直径时,因为是以内测量爪合并宽度K为测量起点,需将每次测量的显示值再加上内测量爪合并宽度K值,才能得到被测孔的直径值。
如果频繁测量孔直径,应将K值设为预置数:当两外测量面接触时,按set键,应显示K值,如此,每次测量便可直接显示孔直径。
但在改换使用外测量面(如测量轴直径)前,应及时更改设置,以免产生测量错误。
4、相对测量(有“INC”显示)通常以某一标准尺寸为相对零点,测其他工件尺寸相对于标准尺寸的差值。
按一次ABS/zero键,可显示被测工件尺寸(相对于零点),再次按ABS/zero键,原有相对尺寸不再显示,只显示新的相对零点。
为提高测量准确性,常采用微差测量,即与被测尺寸接近的准确尺寸(如量块尺寸作为标准尺寸),按相对测量方法进行测量。
精密量仪测量工具传感器游标卡尺 注意事项1、数显卡尺的精度是0.01mm,超出此精度要求的需另选量具。
2、普通数显卡尺不宜在潮湿,接触水等环境下使用。
IP65,IP67防护功能的数显卡尺,可在上述环境使用。
3、使用前,用无水干净的软布擦净尺身表面,不可使用丙酮、汽油等有机溶剂。
4、不准在数显卡尺上施加电压,不准用电笔刻字,不准带电带水对其进行再加工,否则,会损坏电子组件。
5、电池型号应当相符。
当不显示或闪现时,说明电池电压过低,应更换新电池,旧电池应按有关规定回收。
6、周期检定:使用 3-6个月(依使用频繁程度而定),应由计量部门进行周期检定。
7、在初次使用时,请用渗有油的软布等擦去涂在量具上的防锈油,并在本机器内装入附带电池后使用。
8、不使用时,将基准面与锭子(测量杆)打开,防止生锈。
南京茂肯机电设备有限公司是马尔长期合作伙伴。
电测量仪器仪表的误差修正方法
一二电测量仪器仪表的误差修正方法 电测量仪器在试验时其电压、电流、功率等参数均需要根据其刻度误差、变比误差、相角误差等进行修正和补充,本文主要介绍刻度误差、变比误差、相角误差的修正。
电测量仪器仪表刻度误差的修正 试验时,电测量仪器仪表采集或记录为示值,有时候需要对示值进行修正。
根据电流、电压、功率的指示的数值IA、UV、及PW按下式进行刻度误差的修正: 式中: ΔI、ΔU、ΔPW——分别为电流、电压和功率的刻度修正值,可从各参数的检测校验报告中获得。
电流互感器变比误差的修正 电流互感器的变比误差,可从互感器检测校验报告中获得。
当互感器副边的实际负载与校验时的负载不同时,其变比误差可以由互感器不同负载时的变化特性曲线估算。
电流互感器的实际变比按下式计算: 式中: K1n——电流互感器的标称变比; γ1——电流互感器的变比误差; 电流互感器的原边实际电流I(A)按下式计算: 式中: I’——电流测量值,A。
修正后的功率P(W)按下式计算: 式中:三01 P’W——功率测量值,w。
电流互感器的相角误差的修正 电流互感器的相角误差β1可以从互感器检测校验报告中获得。
当互感器副边的实际负载与校验时的负载不同时,其相角误差β1可以由互感器不同负载时的相角特性曲线来估算。
β1符号的决定:当副边电流超前原边电流时,取“+”;滞后时,取“-”。
无补偿的电流互感器,其副边电流超前原边电流。
功率测量值的修正 修正前的表现功率S及功率因数cosφ按下式确定: 实际的功率因数cosφ按下式求取: 相角修正系数Kφ,按下式求取: 经相角误差修正后实际的功率PC按下式求取:。
DQ-100数字显示仪
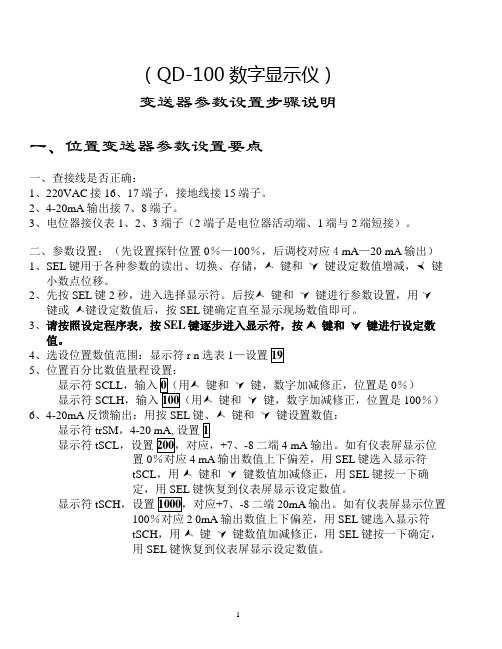
(QD-100数字显示仪)变送器参数设置步骤说明一、位置变送器参数设置要点一、查接线是否正确:1、220VAC接16、17端子,接地线接15端子。
2、4-20mA输出接7、8端子。
3、电位器接仪表1、2、3端子(2端子是电位器活动端、1端与2端短接)。
二、参数设置:(先设置探针位置0%—100%,后调校对应4 mA—20 mA输出)1、SEL键用于各种参数的读出、切换、存储, 键和 键设定数值增减, 键小数点位移。
2、先按SEL键2秒,进入选择显示符。
后按 键和 键进行参数设置,用键或 键设定数值后,按SEL键确定直至显示现场数值即可。
3、请按照设定程序表,按SEL键逐步进入显示符,按 键和 键进行设定数值。
4、选设位置数值范围:显示符r n 选表1—设置5显示符SCLL,输入 键和 键,数字加减修正,位置是0%)显示符SCLH 键和 键,数字加减修正,位置是100%)6、4-20mA反馈输出:用按SEL 键和 键设置数值:显示符trSM,显示符tSCL,设置+7、-8二端4 mA 输出。
如有仪表屏显示位置0 4 mA输出数值上下偏差,用SEL键选入显示符tSCL,用 键和 键数值加减修正,用SEL键按一下确键恢复到仪表屏显示设定数值。
显示符tSCH,设置+7、-8二端20mA输出。
如有仪表屏显示位置100%对应2 0mA输出数值上下偏差,用SEL键选入显示符tSCH,用 键 键数值加减修正,用SEL键按一下确定,用SEL键恢复到仪表屏显示设定数值。
二、温度变送器参数设置要点一、查接线是否正确:1、220VAC接16、17端子,接地线接15端子2、 4-20mA输出接7、8端子。
3、热电偶接仪表2端子(+),3端子(—)。
4、11端、12端、 AL1上限报警输出,13端、14端、AL2下限报警输出(11端与13端短接)。
二、参数设置:(按设定表,先设置上限报警540 ,下限报警538后设置0 —800 )1、SEL键用于各种参数的读出、切换、存储, 键和 键设定数值增减, 键小数点位移。
数字百分表说明书

电子数显百分表/千分表使用说明书●概述电子数显指示是利用数字测量显示技术,对测量杆所感测到的直线位移进行读数的一种精密测量器具。
可进行绝对测量、相对测量,及加工工件公差带极限值的检测,适用于各种机械加工检验。
并设有数据输出接口,可将测量结果输出给计算机或其他显示装置以实现测量数据处理或测量结果异地显示。
●特点*数字和模拟显示*绝对和相对测量*预置实际位置数值*设置公差值*直观测量辊轴跳动量及平面平整度*大容量3伏锂电池*超大显示屏可作360°旋转●主要功能*任意位置可清零*任意位置可进行公制和英制转化*可改变计数方向*自动关机和手动关机*相对测量和绝对测量用户可预设*数据输出通过选配连接线直接传送给电脑任意位置为起始位置进行数据处理*公差测量可设置公差带快速测试*跳动量测试时显示最大值、最小值及最大零件是否超差最小值差*模拟指针可显示变化趋势●外观结构图按键操作说明:注:以下说明中短按按键表示短促按动按键,时间小于1秒;长按按键 表示按住按键时间超过2秒。
基本测量状态指单一位移测量状态,无其它辅助功能。
● ZERO/ON (清零键)1、 基本状态下在相对测量时短按ZERO/ON 键,读数显示为零,当前位置为相对零点。
2、 绝对测量状态(ABS )时短按ZERO/ON 键,读数为预设的起始数值(该数字在SET状态下设置,见ABS/SET 键操作说明)。
3、 长按ZERO/ON 键关机,显示全部关闭;关机状态下按ZERO/ON 键可开机。
● In/mm (公英制转换键)1、 短按In/mm 键可随时进行公英制单位的转换。
显示mm 符号为公制单位;显示in 符号为英制单位。
2、 长按In/mm 键可进行指针灵敏度调节。
(如下图:数值是1时,指针每格为0.01mm ;数值是2时,指针每格为0.001mm 。
)(注:百分表没此功能)3、 长按In/mm 键可进行时间设置,所设置的时间为自动关机的时间。
校正仪表零点法
校正仪表零点法
"校正仪表零点" 是一种在仪表(例如传感器、测量设备等)上进行调整的操作,以确保仪表在无输入时输出为零。
这是一种重要的校准步骤,因为它有助于消除或减小零点误差,确保测量的准确性和可靠性。
以下是一般的校正仪表零点的步骤:
1. 准备工作:
-确保仪表和测试设备处于适当的工作状态。
-检查仪表和相关设备的电源和连接。
2. 设备连接:
-连接仪表到校准设备或标准源。
-确保连接正确,没有松动或损坏的电缆。
3. 确认零点调整方式:
-检查仪表的操作手册或技术规格,确定调整零点的具体步骤和控制方式。
4. 零点调整:
-根据仪表的规格,通过相应的校准控制,调整零点。
-这可能涉及到旋钮、按钮、数字界面或其他校准工具,具体方法因仪表类型而异。
5. 校准验证:
-完成零点调整后,进行校准验证,确保仪表输出在零输入条件下为零。
-使用标准源或零点校准校验物料,检查仪表的响应。
6. 记录和文档:
-记录零点校准的日期、时间和任何调整参数。
-创建或更新校准证书或文件,以便追踪校准历史。
7. 定期校准:
-根据仪表类型和用途,确保定期进行校准,以维持准确性。
-预定校准的时间表,以确保系统的稳定性和性能。
这些步骤可以根据具体的仪表和校准设备的类型而有所不同。
请参考仪表的操作手册或相关技术文档以获取详细的校准指南。
YK-100数字表修正方法
开机后最大量程闪烁三次,长按“返回”键≥2秒也可显示最大量程值长按“返回”键≥2秒返回主页面在此页面短按“开关”键切换在线显示单位(此单位作为使用用户根据需要显示所需单位的设置,程序自动换算当前的压力值,无需重新校验),长按返回键显示最大量程按设置键,此组合键可以清零或校验零点,在温度发生或位置发生变化的场合才需使用此功能。
校验压力单位和小数点设置1、校验压力单位设置:校验前检查标准表压力单位来设置校验表的压力单位,这样有利于校验直观快捷,不用换算压力值,具体方法如下:长按“设置”键大于2秒进入设置状态,此时显示“1234”当“1”闪烁时,短按“返回”键进入压力校验状态短按“设置”键,改变校验压力单位,长按“设置”键,保存所需压力单位;在此页面下,短按“开关”键改变小数显示位数(目前默认为3位,最大可设置为4位,根据需要更多位数,需订货前说明),长按“设置”键保存,长按“返回”键退出。
(校验好的压力单位不可在此页面任意更改)五、详细参数设置如需密码进入后操作根据用户要求可选):长按“设置”键≥2秒,进入输入密码窗口,密码正确后,方可设置。
(默认无密码版本)长按“设置”键大于2秒,移动数字1234闪烁位置,短按“返回”键进入下一设置说明:在1位置闪烁时,表示进入压力标定或修改设置在2位置闪烁时,表示进入压力门槛值设置在4位置闪烁时,表示进入温度标定或修改设置进入任何设置后,短按“开关”键为修改当前闪烁数字,长按“开关”键为移动数字闪烁位置,长按“设置”键为保存修改好的当前数据,短按“返回”键为翻页,长按“返回”键为退出当前页;本操作说明,重点以标定和误差介绍为主。
压力校验及误差修正操作方法:注:没有高精度标准的客户请不要自行校验数字压力表,更改任何一项都会造成压力表显示的偏差!一:长按“设置和返回键”键≥2秒进入设置状态,此时显示“1234”,切换至“1”闪烁;二:短按“返回”键进入单位和小数点设置状态(如下图),短按“设置”键,切换单位;短按“开关”键,改变小数点显示的位数;长按“设置”键大于2秒,保存修改好的数据;长按“返回”键大于2秒,退出当前页。
浅谈百分表常见的故障和调修方法
陈文钰:浅谈百分表常见的故障和调修方法87浅谈百分表常见的故障和调修方法陈文钰(大同煤矿集团有限责任公司计量监督中心,山西大同437043)摘要:在长度测量工作中,百分类量具在测量工件的几何形状误差(如圆度、平面度)和位置误差(如直线度)方面有广泛的应用,容易导致百分表的示指变动性出现超差,为了提高百分表的调修效率,使其计量特性满足要求”本文介绍了百分表的常见故障修理及维修方法”有利于检定工作人员在日常检定工作中,节省时间成本,提高调修效率”关键词:百分表;分析;调修方法;计量性能中图分类号:TG81文献标识码:A 国家标准学科分类代码:400.4099DOI:16.793/j.hkd1004-6941.4291.9.492The Common FauUt and Reyaio Methode of Diai IndicatooAo BrieOy DiscussedCHEN WvyuAbstroct:The Dial indicator measaWny tool is wiOVy used in measaWny the yeometwc evor(such as roundness;flatness)and position evor(as stmigntnvs)of the workkieco in the lenyth measurement work,which vsily leads to the inkee inkee inkee vaWation of the dial mdicator out of tolerance.In order to improva the adjustment eli-cOnco of the dial indOator and made its measurement characteWstica meet the requirements.This panel irf—auces the common troaUleshootiny and maintenance methods of dial indicator.It is conduciva to the veVOcation staff in the /00veWOcoPoa work,saa time and cost,and improva the adjustment and repair VOOvcy.Keyworot:6ial indicator;mialysis;2njnstment and repair method;measurement characteWstica1指针移动不灵活及卡死(见表1)表1指针移动不灵活及卡死类目故障现象产生原因修理方法指针和表盘盘面出现卡顿的现象指针修理过弯曲不平,表盘盘面弯曲,表盘出现松动”更换指针或者表盘,表盘松动要紧固表盘。
数显千分尺的校准方法及保养技巧【干货】
数显千分尺的校准方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、简介数显千分尺具有极高的测量精度和优秀的性能。
分辨率1μm/.00002",精度+-2μm,可保证很高的测量精度;可通过一个手持式控制器(或RS -232C 接口) 实现远程控制;内置模拟指针显示可轻松实现跳动测量。
二、千分尺的正确使用及保养:1. 检查零位线是否准确;2. 测量时需把工件被测量面擦干净;3. 工件较大时应放在V型铁或平板上测量;4. 测量前将测量杆和砧座擦干净;5. 拧活动套筒时需用棘轮装置;6. 不要拧松后盖,以免造成零位线改变;7. 不要在固定套筒和活动套筒间加入普通机油;8. 用后擦净上油,放入专用盒内,置于干燥处。
三、数显千分表内校规程1、适用范围本规程适用于新制造的,使用中和修理后的分度值为0.01mm,测量范围为0-50mm 的大量程百分表及分度值为0.001mm,测量范围为0-25mm的数显千分表的校准。
2、室内温度应在20±8℃范围内,校准前受检的百分表或千分表在室内平衡温度的时间不少于2H,相对湿度不大于80%。
3、校准规程内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。