空间直线度误差评定的新算法
直线度误差评定的测量提取点数选择

直线度误差评定的测量提取点数选择黄富贵【摘要】在其他测量实验条件相同的情况下,采用不同的提取点数,用三坐标测量机对相同直线的部分测量点坐标进行等间距提取,并用最小二乘法评定相同直线不同提取点数下的直线度误差.分析提取点数与直线度误差的关系,提出最佳提取点数的概念,指出直线度误差检测相关标准中必须补充提取点数的要求.%Under same measurement conditions, some point sets were extracted from the linear part of a same part with different number of extraction points on the coordinate measuring machine the straightness error of the measured point sets was computed by the least square method; the relationship between the number of extraction points and the straight-ness error was analysed; the concept of optimal number of extraction points was put forward, and it is pointed out that the requirements for extraction number must be added in the relevant ISO standard of straightness error measurement.【期刊名称】《华侨大学学报(自然科学版)》【年(卷),期】2011(032)006【总页数】3页(P615-617)【关键词】提取点数;三坐标测量机;直线度误差;最小二乘法【作者】黄富贵【作者单位】华侨大学机电及自动化学院,福建泉州362021【正文语种】中文【中图分类】TG801直线度公差是国家标准和国际标准化组织(ISO)相关标准中规定的十几项形位公差项目之一,它主要用于控制平面内或空间直线的形状误差.直线度误差的精确测量与评定,对于具有直线度公差要求的几何零件的合格性判断与保证是至关重要的.在以往的实际生产和检验工作中,直线度误差的测量常用贴切法、测微法和节距法等遵循与理想要素比较原则的方法.随着数据处理技术的成熟和三坐标测量机在形位误差检验中的广泛运用,测量坐标值原则成为直线度误差测量的主要原则.根据新一代国际标准化组织制订的一系列产品几何量技术规范与认证(geometrical product specification and verification,简称GPS)标准的要求,要对制造完成的机械零件某项几何精度进行合格性判定,首先必须采用相应的设备在被测零件的实际要素上获得提取组成要素;然后,以提取组成要素为原始数据,根据一定的拟合规则获得拟合组成要素,并得到评定结果;最后,对测量评定结果的测量不确定度给出定量分析,并根据零件合格性判定规范做出判定[1-3].由此可见,新一代GPS的要求与测量坐标值原则的要求不谋而合.本文在遵循测量坐标值原则下,对某直线的直线度误差进行测量,并分析测量的评定结果.如图1所示,采用Global FX 777型三坐标测量机,在测量环境温度为(20±1)℃的实验室条件下,对某零件给定平面内直线度误差进行测量的实验.直线度误差测量实验有如下3个具体步骤.(1)将被测零件擦洗干净后放在Global FX 777型三坐标测量机工作台上,用SP 600型连续扫描测头测头系统配以直径为8mm的球测头手动测量要素,按“3-2-1”法建立零件坐标系,并以被测直线方向为零件坐标系的X方向. (2)初步确定被测直线的评定长度(长度为126mm左右,该被测直线的设计公差等级分为6级,直线度公差为12μm);然后,在DCC模式下进行不同情况的等扫描间距的自动扫描测量,提取被测直线上的测点坐标数据,以备直线度误差评定用.实验提取了被测相同直线相同部位的7种不同情况的等扫描间距测点坐标数据,其扫描间距(d)分别为2,1,0.5,0.33,0.25,0.20,0.10mm,对应的提取点数分别为63,126,253,379,506,632和1 252.由于数据量很大,故文中没有全部列出.(3)将提取的等扫描间距测点坐标数据用Matlab软件的Figure功能折线拟合,如图2所示.国家标准规定在评定直线度误差时,理想直线必须满足最小条件并采用最小包容区域法确定.不少学者对于满足最小条件的理想直线的确定方法进行研究,提出了优化算法、区域搜索法等 .这些算法评定精度虽高,但也有实现比较麻烦的缺点.因此,实验仍采用最小二乘法评定被测直线的直线度误差[4-5].假设(xi,yi),i=1,2,…,n为被测直线上的提取点坐标数据,满足最小二乘条件的理想直线为y=kx+b.其中:k为理想直线的斜率,b为理想直线的截距.则其残余误差为εi=yi-(kxi+b).其最小二乘法的目标函数,约束条件是使J(k,b)最小.要满足约束条件,必须有将其简化,可求得最小二乘直线的待定参数k和b为根据最小二乘评定方法得被测直线的直线度误差为其中:max di和max d′i分别为最小二乘直线两异侧提取点到最小二乘理想直线的最大距离.分别用最小二乘法评定两组被测直线的7组测量数据的直线度误差,结果如表1所示.表1中:l为直线长度;δ为直线度公差;d为扫描间距;N为提取点数;Δ为直线度误差.直线度误差和其他形位误差的测量不确定度不仅与测量提取点数有关,而且还与测量设备、测量方法、评定方法、测量人员的技术水平和测量环境等因素有关.从表1的结果可以看出,提取点数的不同会导致直线度误差测量评定结果的差异,随着提取点数的增加,直线度误差的测量评定结果有增大的趋势,而且随着提取点数增加到一定值时,直线度误差的测量评定结果趋稳.从图2的数据看,提取点数多,反映包含的被测直线的误差信息丰富(图2a);相反,提取点数少,反映包含的被测直线的误差信息少(图2b).因此,提取点数多的情况下得到的直线度误差测量评定结果更接近被测直线的直线度误差真值.理论上,在不考虑其他误差因素的情况下,要获得被测直线的直线度误差真值,提取点数应该为无穷多.在对实际被测直线的直线度误差进行测量评定时,提取点数的选择很重要.提取点数选择过少会导致直线度误差的测量评定结果比真实的直线度误差偏小,可能导致“误收”;但提取点数选择过多,虽然可以获得接近被测直线的直线度误差真值的测量评定结果,但也会增加测量工作量,降低测量效率,增加测量成本.如从表1的测量评定结果可以看出,若提取点数为30时,直线度误差的测量评定结果为0.047mm,小于设计公差0.05mm,判定结果为合格.但事实上,当提取点数增大到200~300点时,直线度误差趋于稳定,约为0.059mm,这一结果接近该直线的直线度误差真值,更可靠 .由此可见该直线的直线度误差大于设计公差0.05mm,判定结果为不合格.在对直线度误差进行测量时,对于不同的直线测量对象,必定有一个合适的提取点数 .按照这个提取点数测量直线度误差,能得到接近直线度误差真值的直线度误差,该提取点数为最佳提取点数.对应的相邻两提取点之间的间距称为最佳提取间距.从表1的结果可以看出,两条被测直线的最佳提取点数大约为250~600点和200~300点.直线度误差和其他形位误差测量的最佳提取点数的确定问题,实际上是个很复杂的问题.在现今的直线度公差与误差的国家标准和国际标准ISO 14406:2010《Geometrical product specifications(GPS):Extraction》中,由于没有对提取点数作出明确的规定,所以往往出现有直线度公差要求的零件的制造厂家的检验结果与用户厂家的检验结果差异较大,有时甚至出现合格与不合格的两种相反的判定结果 .造成这一结果的原因只是两者在测量时的提取点数选择不同.所以,直线度误差检测的相关标准必须补充提取点数的相关要求.在对其他的形位误差,如圆度误差、平面度误差、圆柱度误差、同轴度误差等进行测量时,提取点数的不同也会导致上述类似的情况,有待进一步深入研究.(责任编辑:黄晓楠英文审校:崔长彩)【相关文献】[1]蒋向前.现代产品几何量技术规范(GPS)国际标准体系[J].机械工程学报,2004,40(12):133-139.[2]机械科学研究院,中国计量科学研究院.GB/T 11336-2004直线度误差检测[P].北京:中国标准出版社,2004.[3]中机生产力促进中心,北京理工大学,中原工学院,等.GB/T 24631.1-2009产品几何技术规范(GPS)直线度[P].北京:中国标准出版社,2010.[4]黄富贵,崔长彩.任意方向上直线度误差的评定新方法[J].机械工程学报,2008,44(7):221-224.[5]黄富贵,郑育军.直线度误差测量采样方案的研究[J].工具技术.2007,41(10):95-98.。
平面直线度误差评定中最小包容区域法算法的研究
Re s e a r c h o n Mi ni mu m To l e r a n c e Zo n e Al g o r i t h m i n Ev a l ua t i o n
o f Pl a na r S t r a i g ht n e s Er r o r
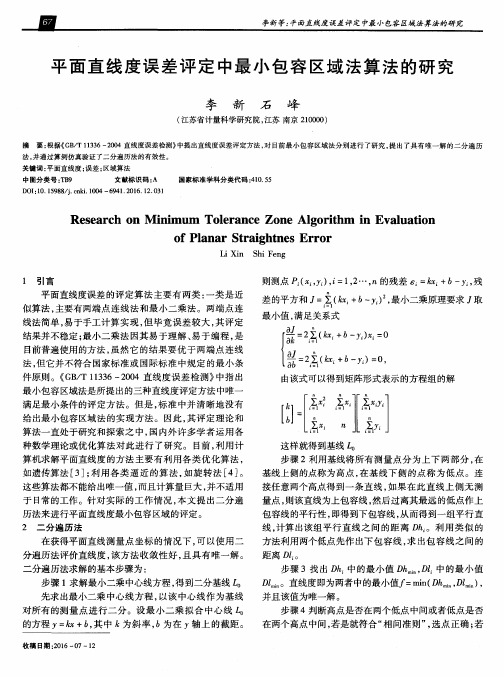
法, 并通 过算 例仿真验 证了二分遍历 法的有效性 。
关键 词 : 平面直线度 ; 误 差; 区域算法
中图分类号 : T B 9 文献标识码 : A 国家标准学科分类代码 : 4 1 0 . 5 5
D O I : 1 0 . 1 5 9 8 8 / j . c n k i . 1 0 0 4— 6 9 4 1 . 2 0 1 6 . 1 2 . 0 3 1
历 法来 进行 平 面直 线度 最小 包容 区域 的评 定 。
2 二 分遍 法
这样 就得 到基 线
步骤 2利 用基线 将 所 有测 量 点 分 为 上 下 两 部 分 , 在 基线 上侧 的点 称为 高 点 , 在 基 线 下 侧 的 点称 为 低 点 。连 接任 意两 个高 点得 到 一条 直 线 , 如果 在 此 直 线 上 侧 无 测
李新 等: 平 面直线度 误差评定 中最 小 包容 区域法算法 的研究
平面 直 线 度误 差评 定 中最小 包 容 区域 法 算 法 的研 究
李 新 石 峰
( 江苏省计量科学研究 院 , 江苏 南京 2 1 0 0 0 0 )
摘 要: 根据 ̄ G B / T l 1 3 3 6 - 2 0 0 4直线度误差检测》 中提 出直线度误差评定方法 , 对 目前最 小包容 区域法 分别进行 了研究 , 提出 了具有 唯一解 的二分遍 历
量点 , 则该直线为上包容线 , 然后过离其最远的低点作上
直线度误差测量方法分析

直线度误差测量方法分析叶露媚仪器仪表工程专业摘要:对机械加工精度要求比较高的工件,必须要保证一些几何量(如长度等)的数值足够精确,这就需要采用精密测量的方法使误差达到最小。
加工中产生的误差主要是形位误差,而直线度误差是形位误差的最基本的技术指标。
所以本文主要通过分析几种直线度误差测量方法来讨论如何减少误差。
Abstract: on the workpiece machining accuracy high, must want to ensure some geometric quantity (such as length, etc.) are sufficiently precise numerical, this needs adopt the method of precision measurement error is minimum. Error is mainly generated in machining shape error, and the straightness error is the most basic form, error of technical indicators. So this paper mainly through the analysis of several kinds of straightness error measuring method to discuss how to reduce the error.关键词:直线度误差几何参数形位误差引言加工精度是指成品后实际几何参数与理想几何参数的相符合程度,其差异就是误差,在超精密加工与检测技术中,对直线度误差的测量要求越来越高,高精度长导轨的直线度误差是机床检测时控制最严格的一种几何误差量。
经常用到的直线度误差测量方法有两种,分别是光学测量法和接触式扫描法。
光学测量的方法是把光束作为真正的直线基准进行测量,这种方法需要几个光学仪器,譬如激光干涉仪等;而接触式扫描法需要的基准比光学测量的精度更高,这也导致其在实际生活中的应用更困难,对此,国内外经过大量的研究,开发了一种新方法,即误差分离法。
直线度误差测量方法的研究
直线度误差测量方法的研究摘要:提出一种测量圆柱体轴线直线度误差的新方案——转位测量法。
该法运用误差分离技术有效地提高了测量准确度,且便于大型工件的在线测量。
关键词:直线度;误差;图解法提出一种新的直线度误差测量方案,即转位测量法。
该法采用一个测量头完成对圆柱体轴线直线度误差的测量,经过数据处理,利用误差分离技术有效地分离出仪器导轨的直线度误差、被测件的直径偏差等,从而大大提高了测量准确度。
这一测量方案可实现直线度误差的在线测量。
另外,若采用双测头装置进行测量,经过数据处理,还可同时得到仪器导轨的直线度误差及工件的多项形状误差。
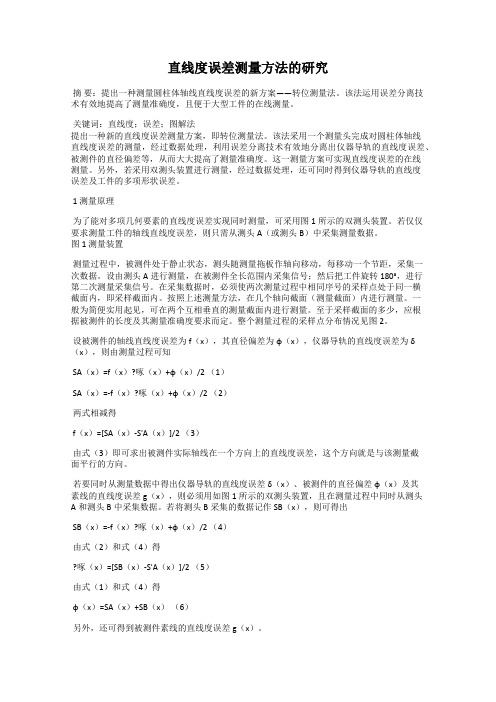
1 测量原理为了能对多项几何要素的直线度误差实现同时测量,可采用图1所示的双测头装置。
若仅仅要求测量工件的轴线直线度误差,则只需从测头A(或测头B)中采集测量数据。
图1 测量装置测量过程中,被测件处于静止状态,测头随测量拖板作轴向移动,每移动一个节距,采集一次数据。
设由测头A进行测量,在被测件全长范围内采集信号;然后把工件旋转180°,进行第二次测量采集信号。
在采集数据时,必须使两次测量过程中相同序号的采样点处于同一横截面内,即采样截面内。
按照上述测量方法,在几个轴向截面(测量截面)内进行测量。
一般为简便实用起见,可在两个互相垂直的测量截面内进行测量。
至于采样截面的多少,应根据被测件的长度及其测量准确度要求而定。
整个测量过程的采样点分布情况见图2。
设被测件的轴线直线度误差为f(x),其直径偏差为φ(x),仪器导轨的直线度误差为δ(x),则由测量过程可知SA(x)=f(x)?啄(x)+φ(x)/2 (1)SA(x)=-f(x)?啄(x)+φ(x)/2 (2)两式相减得f(x)=[SA(x)-S'A(x)]/2 (3)由式(3)即可求出被测件实际轴线在一个方向上的直线度误差,这个方向就是与该测量截面平行的方向。
若要同时从测量数据中得出仪器导轨的直线度误差δ(x)、被测件的直径偏差φ(x)及其素线的直线度误差g(x),则必须用如图1所示的双测头装置,且在测量过程中同时从测头A和测头B中采集数据。
基于多目标优化的空间直线度误差评定

基于多目标优化的空间直线度误差评定
岳武陵;吴勇
【期刊名称】《光学精密工程》
【年(卷),期】2008(016)008
【摘要】为了实现对空间直线度误差的精确、快速评定,研究了它的数学模型和逐次二次规划(SQP)算法.根据最小区域定义及数学规划理论,建立了空间直线度评定的非线性规划模型,指出了该模型实质上是多目标优化的问题,并将该优化问题转化成单目标优化问题.由于该非线性规划模型还是凸的、二次的,因此提出了用SQP法来实施.SQP法在评定过程中保留了模型中的非线性信息,对初始参数的要求低,且稳定、可靠、效率高.几个算例的结果均满足凸规划全局最优判别准则,精度达到10-3mm,耗时在0.4 s左右.结果有力地验证了上述结论.
【总页数】6页(P1423-1428)
【作者】岳武陵;吴勇
【作者单位】南通大学机械工程学院,江苏南通226007;南通大学机械工程学院,江苏南通226007
【正文语种】中文
【中图分类】TB92
【相关文献】
1.基于网格搜索算法的空间直线度误差评定方法 [J], 雷贤卿;薛玉君;李济顺;马伟;王世峰
2.基于坐标变换原理的空间直线度误差评定 [J], 刘承雨;李郝林
3.基于转动惯量算法的空间直线度误差评定方法研究 [J], 王峰;赵晓巍;于大国
4.基于变步长天牛须搜索算法的空间直线度误差评定 [J], 陈君宝;王宸;王生怀
5.基于梯度下降算法的空间直线度误差评定 [J], 尹忠伟;于大国;李梦龙;王健因版权原因,仅展示原文概要,查看原文内容请购买。
用最小区域法求直线度误差的探讨

用最小区域法求直线度误差的探讨最小区域算法是通过对最小宽度或者直径包容区的测量,以保证测量的实际相互值要能够对理想数据进行变动,按照这样的思路,去寻找最为理想要素的直线。
文章就将对最小区域算法求直线误差进行研究。
标签:最小区域法;直线度误差;最小条件1 基本原理及处理直线度是一个基本的几何要素,用于表示零件的形状,目前有很多方法都可以对平面内的直线度进行测量,并且可以很好的保证测量精度和稳定性,同时也有很多方法可以用于评定,比较常见的是两端点连线法、最小二乘法以及最小区域法,各自有优缺点以及适应的情况,在使用中要灵活选用。
2 两端点连线两端点连线法首先要将首位两个采样点进行连接,然后以这个连线作为基线来对直线度的误差进行评定,先算出△h也就是各个采样点的偏差值距离首尾两点连线的长度,然后再计算出我们测量对象所拥有的直线度误差值f,具体如图1所示,详细的解答步骤如下:(1)基线的方程我们可以根据首尾两点得出,为:y=ax+b;(2)△hi=(yi-axi-b)/。
根据上面的公式可以计算出各个采样点Pi距离基线之间的长度,并且将采样点和基线之间距离的最大值hmax和最小值hmin 一并算出。
(3)直线度的误差最后根据下面的采样点分布情况计算得出:a.当测量数据的位置分布在评定基线左右两侧的时候,我们可以得出直线度误差f为:f=hmax+hmin。
b.当测量数据的位置分布在评定基线的上方位置那一侧的时候,直线度误差f为:f=hmax。
c.当测量数据分布的位置在评定基线的下方位置那一侧的时候,我们可以计算出直线误差f的值为:f=hmin。
3 最小二乘法最小二乘法中的评定基线是各个采样点偏差值的最小二乘直线,首先找出和评定基线两侧距离最远的点,然后计算出这个最远点到基线的纵坐标距离himax 和himin,最后将平面内的直线度误差值计算出来。
4 最小区域法最小区域法是指将包容被测线的两两平行的直线找出来,然后在这许多对两两平行的直线中找出彼此之间距离最近的一对包容线,然后计算出直线度的误差。
直线度的介绍及误差检测方法
直线度的介绍及误差检测方法摘要:直线度是几何误差中最基础的一项,本文简述了有关直线度的基本知识。
其中着重阐述了直线度的几何公差带,以及直线度的评定方法。
其中公差的标注和检测原则都是通用的原则,适用于各种几何误差。
一、直经度的定义限制实际直线对理想直线变动量的一种形状公差。
由形状(理想包容形状)、大小(公差值)、方向、位置四个要素组成。
用于限制一个平面内的直线形状偏差,限制空间直线在某一方向上的形状偏差,限制空间直线在任一方向上的形状偏差。
几何误差是指零件加工后的实际形状、方向和相互位置与理想形状、方向和相互位置的差异。
在形状上的差异称形状误差,在方向上的差异称方向误差,在相互位置上的差异称位置误差。
直线度在几何公差中是最基础的部分,按检测关系分直线度属于被测要素中的单一要素——指对要素本身提出形状公差要求的被测要素。
二、直线度基本特性几何公差分形状公差、方向公差、位置公差和跳动公差四种类型。
其中形状公差是对单一要素提出的几何特征,因此,无基准要求。
三、直线度公差的标注1、公差框格用公差框格标注时,公差要求标注在划分成两格或多格的矩形框格内。
框格中的内容从左至右顺序填写(如图2.1):(1)几何特征符号;(2)公差值,以线性尺寸单位表示的量值。
(3)基准符号,因直线度无基准所以不标注。
图2.12、限定性规定的标注①如果需要对整个被测要素上任意范围标注同样几何特征的公差时,可在公差值的后面加注限定范围的线性尺寸值,并在两者之间用斜线隔开,如图2.2(a)所示。
②如果标注的是两项或两项以上同样几何特征的公差,可直接在整个要素公差框格的下方放置另一个公差框格,如图2.2(b)所示。
图2.2四、直线度的几何公差带几何公差是实际被测要素对其理想形状、理想方向和理想位置的允许变动量。
直线度一类的形状公差是指实际单一要素所允许的变动量。
几何公差带是指由一个或几个理想的几何线或面所限定的、由线性公差值表示其大小的区域,他是限制实际被测要素变动的区域。
一种计算直线度误差的新方法
一种计算直线度误差的新方法
陈国强;赵俊伟
【期刊名称】《机床与液压》
【年(卷),期】2006(000)001
【摘要】介绍了普通累积法的概念和原理,提出了用累积法来计算直线度误差.最后给出了应用实例.
【总页数】2页(P135-136)
【作者】陈国强;赵俊伟
【作者单位】河南理工大学机械工程系,河南,焦作,454000;河南理工大学机械工程系,河南,焦作,454000
【正文语种】中文
【中图分类】TG801
【相关文献】
1.平面内直线度误差的一种精确评定新方法 [J], 袁江;曹金伟;邱自学;邵建新
2.一种求解直线度误差最小区域的新方法—逐次逼近旋转法 [J], 赵辉
3.一种测量长导轨直线度误差的新方法 [J], 焦燕萍
4.利用计算机计算直线度误差的一种新方法 [J], 刘平
5.测量直线度误差的一种新方法 [J], 李秋萍
因版权原因,仅展示原文概要,查看原文内容请购买。
最小二乘法在空间直线度检测中的应用
Abstract :Fro m t he vario us facto rs which impact o n expo rt s anti2dumping activities , in ac2 cordance wit h it s co ntent s , characteristics and classificatio n , an evaluatio n indicator s system which can forecast t he export s anti2dumping risk has been co nst ructed. Fro m t he perspective of qualitative and quantitative analysis , multi2level f uzzy co mp rehensive evaluatio n met hod has been used to evaluate t he export s anti2dumping risk quantitatively. Expert investigatio n and f uzzy statistic met hods have been used to analysis t he qualitative indicato rs. A s to t he quantitative indicator s , t he f uzzy mat hematics met hod has been int roduced , so as to achieve t he co mbinatio n of qualitative and quantitative indicators. Key words : export s anti2dumping ; warning system ; indicators system ; co mp rehensive evalu2 atio n
直线度误差的数据处理及程序设计
直线度误差的数据处理及程序设计我们需要了解直线度误差的影响因素。
直线度误差通常由多个因素共同引起,包括机械结构的不精确性、测量设备的误差以及环境因素的影响等。
这些因素会导致测量结果与理想值之间存在一定的偏差,进而影响工程项目的准确性和可靠性。
针对直线度误差的数据处理,我们可以采用多种方法。
其中一种常用的方法是最小二乘法。
最小二乘法是一种常见的数据拟合方法,通过最小化观测值与拟合值之间的残差平方和,来确定最佳拟合直线。
具体而言,我们可以使用最小二乘法来拟合观测点与理想直线之间的偏差,从而得到直线度误差的数值表示。
除了最小二乘法,还可以使用其他统计方法来处理直线度误差数据,例如方差分析和回归分析等。
这些方法可以帮助我们分析不同因素对直线度误差的影响程度,从而有针对性地进行优化和改进。
在进行直线度误差的数据处理时,程序设计的重要性不可忽视。
通过编写相应的程序,我们可以自动化地进行数据处理和分析,提高效率和准确性。
程序设计需要考虑到数据的输入、处理和输出等方面,确保数据的完整性和可靠性。
在程序设计过程中,我们可以使用各种编程语言和工具,例如MATLAB、Python和C++等。
这些工具提供了丰富的函数库和算法,可以帮助我们实现直线度误差数据处理的各种功能。
同时,我们还可以根据具体需求进行程序的优化和扩展,以满足不同工程项目的要求。
直线度误差的数据处理和程序设计在工程领域中具有重要的意义。
通过准确地处理直线度误差数据和设计相应的程序,我们可以提高工程项目的准确性和可靠性,从而为社会发展做出贡献。
在未来的工作中,我们应不断探索和研究直线度误差的处理方法和程序设计技术,为工程项目的发展提供更好的支持和保障。