WH60A 高强钢的焊接
钢结构高强钢焊接性及关键技术
钢结构高强钢焊接性及关键技术摘要:目前,随着工程机械行业的快速发展,工程机械用高强钢发展迅速,更高强度及更优综合性能的高强钢的需求日益增加。
为进一步提高工程机械用高强钢的焊接质量,保证产品在工程机械方面的应用性能,对高强钢焊接工艺的优化尤为重要。
高强钢由于碳当量大、强度较高,极易出现冷、热裂纹,焊接应力大,焊接接头开裂以及热影响区软化和过热区脆化等问题。
关键词:钢结构;高强钢焊接性;关键技术引言钢的屈服强度通常为≥390MPa,拉伸强度为500 ~ 1200 MPa,并考虑到焊缝能力而生产的钢。
拉伸强度≥1200MPa通常称为极限强度钢。
高强度钢分为矫正钢和非优质钢。
钢和非优质钢的调整与动态性能、焊接能力和连接性能有很大不同。
不合格钢≤ 6000PA的抗拉强度;而基钢的抗拉强度≥600MPa。
GB/ T191-2018、高强度低合金钢、Q355、Q390、Q420、Q460、Q500、Q550、Q620、Q690等标准中规定的8种商标属于光泽度类别。
1高强钢的焊接特性强钢最近被设计为减少二氧化碳排放,添加多样化的微合金元素,以确保可控性和热处理。
硬质钢的HAZ焊接工艺主要受螺母材料化学成分和热焊接循环条件的影响。
焊接束各个部分的热循环不同,导致焊接束是许多微组织共享的区域。
粘结剂附近加热的温度较高,结晶明显生长。
当钢中合金金属含量下降时,铁很容易生长成卫体组织。
对于大量合金或钢中合金元素比例较高的情况,将创建由Bel实体、Markus实体和island标记组成的组织。
熔体区域附近的过大束区对焊缝性能具有决定性影响。
相同冷却速度下结晶度越厚,大理石越强。
1.2焊接高强钢重点防止冷裂纹的产生由于高强钢具有淬硬倾向,是冷裂纹产生的必要条件,同普通低合金钢相比,在扩散氢、拉应力场的共同作用下极易产生冷裂纹;近期桥梁及建筑钢结构高强钢(Q390、Q420)焊接工程中不断出现冷裂纹便是最好的例证。
随着强度级别的提高,板厚的增大,冷裂纹倾向变大。
建筑钢结构高强超厚板的焊接_1
建筑钢结构高强超厚板的焊接发布时间:2022-06-21T05:36:12.057Z 来源:《建筑实践》2022年4期(下)作者:高如翠[导读] 随着建筑工程施工技术的进一步发展,建筑结构也呈现出多样化的发展趋势,高如翠山东通海建设集团有限公司山东济南 250000摘要:随着建筑工程施工技术的进一步发展,建筑结构也呈现出多样化的发展趋势,这种钢结构建筑日益盛行。
在针对钢结构进行焊接的过程中,要着重把握相对应的焊接技术要点,同时要充分做好质量控制工作,以此确保各类钢结构能够得到更科学合理的焊接,确保安全性、稳定性、耐久性得到充分的提升。
因为焊接工程技术有着十分显著的优势和价值,所以在当前的钢结构建筑工程施工中得到越来越广泛的应用,并且呈现出更为显著的技术优势和价值。
基于此,本篇文章对建筑钢结构高强超厚板的焊接进行研究,以供参考。
关键词:建筑钢结构;高强超厚板;焊接引言钢结构具有强度大、韧性高、重量轻、便于施工和后期维护的优点,适合大跨度、高层建筑结构。
符合国家“绿色建筑、节能环保、循环利用、住宅产业化、工业化”的理念。
钢结构的构件由型钢、钢板通过焊接、铆钉、螺栓连接构成。
焊接是现代钢结构生产中较为常见的连接方法,该连接方法具有结构简单、用料经济、制作加工方便、可用于任何形式的构件连接等优点。
其中危害最大的是焊接裂纹,焊接裂纹不仅会导致焊接结构的破坏,使产品报废甚至造成人员伤亡的事故。
因此,在钢结构生产、安装过程中,控制焊接缺陷尤其是裂纹控制尤为重要。
1钢结构建筑的优势1.1材质具有均匀性建筑施工质量关系到人们的生命财产安全,因此施工单位需要合理选择建筑材料。
而钢结构材质具有均匀性,并具有较高的弹性和耐受力,在外力的冲击下不易变形。
在建筑工程施工中,不同的建筑结构需要利用不同的建筑材料,而利用不同类型的钢结构可以优化整体建筑施工效果。
1.2钢材重量较轻钢结构具有较高的密度,整体重量较轻,因此钢结构符合建筑工程施工要求,尤其适合应用在高层建筑中。
高强钢焊接的难点与措施 关键词:高强钢 韧性 裂纹

高强钢焊接理论研究
根据船研所的研究结果,高强钢焊接难点主要是如何提高焊缝韧性等力学性能和降低裂纹的产生。
而其关键点是如何得到合适的晶体结构、降低氢致裂纹的产生和降低焊接拘束。
1、高强钢因其较高的碳当量、高强度、低韧性,如WQ690 40mm钢板碳当量≤0.5,屈服σ0.2=690MPa,焊接时不合适的最高温度、高温保持t8/5和冷却速度,极易导致焊缝和热影响区产生粗大的晶体结构,降低焊接接头的性能。
为此,需要合适的预热温度、道间温度、线能量输入来满足高温保持时间t8/5≤30s和冷却速度控制在30℃/s以内,以得到细小的马式体组织结构。
2、合适的预热温度、线能量输入、后热和焊材氢含量的控制,也影响焊接裂纹的产生。
3、拘束的控制则需要通设计合理的结构、焊接顺序来控制。
综合考虑以上理论,通过反复试验,成功掌握高强钢焊接工艺技术。
如WQ690 40mm钢板焊接,选择预热温度150℃以
上、道间温度150~200℃、线能量1.5~
2.0KJ/mm、后热250~315℃(1.5h)、采
用GEL-11M低氢焊条、正反面交替焊接
顺序,焊接接头可得到力学性能,且无
焊接试验焊前预热
重大返修现象。
高强钢的焊接分析
l0~l5 5 7
Q 8 ( Q 0等 ) 65 H S
WE LDOX9 0. S E 9 0 t8 0 WE LDOX 0, S E 6 96 t9 0 1 O℃ 5
lO~15 5 7
l O~ l 5 75 1 O~I 5 5 7
W EL D0X1 0 H 10
l5 7 ℃
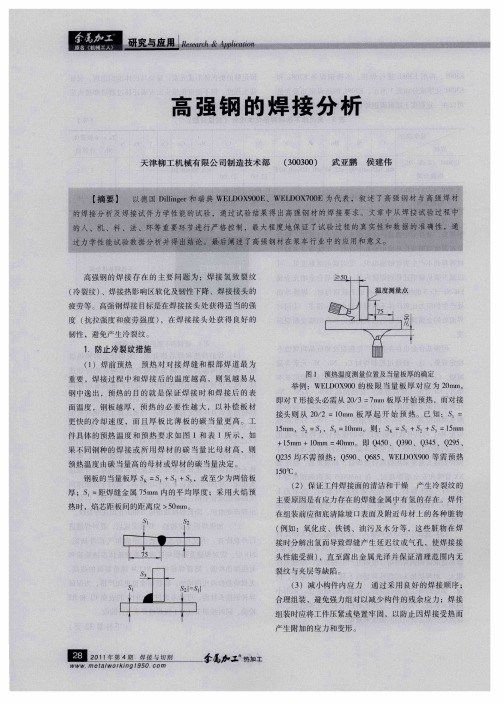
头性能受损 ) ,直至露 出金属 光泽 并保 证清理 范围内无 裂纹与夹层等缺陷 。
( ) 减小构件 内应 力 通 过采用 良好 的焊接顺序 ; 3
合理组装 ,避免强力组对 以减少构 件的残余应 力;焊接
组装时应将工件压紧或垫置牢 固,以防止 因焊接 受热而 产生附加的应力和变形。
1 .防止冷裂纹措施
( )焊前预 热 预热 对对 接 焊缝 和根 部焊 道 最 为 1
重要 ,焊接过 程 中和焊 接 后 的温 度越 高 ,则 氢越 易从 钢 中逸 出 ,预热 的 目的 就是 保证 焊 接 时和 焊接 后 的表 面温 度 ,钢板越厚 ,预 热 的必 要 性 越 大 ,以补 偿板 材
2 5~ 5 2 20
Q4 (6 35 1Mn等 ) Q 9 (5 T 等 ) 3 0 1 Mn i
不 需 预 热
10 2 0~25 0 2
Q 5 ( Q 0等 ) 40 H 6
Q 9 ( Q 0等 ) 5O H 7 10 5 ℃
热 时 ,焰 芯距 板 问 的距 离 应 > 0 m。 5r a
Q3 25均不需 预热 :Q 9 、Q 8 、WE D X 0 5O 65 L O 90等需 预热
10 。 5℃
( )保证工件焊接 面的清洁和干燥 产生冷 裂纹 的 2
主要原 因是 有应 力存 在的焊缝 金属中有 氢的存 在。焊件 在组装前应彻底 清除坡 口表面及附近母材 上的各种脏物 ( 例如 :氧化皮 、铁 锈 、油污 及水 分等 ,这 些脏 物在焊 接 时分解 出氢而导致焊缝 产生延迟纹或气 孑 ,使焊接接 L
高强度钢板的预热焊接处理
龙源期刊网 http://www.qikan.com.cn 高强度钢板的预热焊接处理 作者:庞社宾 来源:《中国新技术新产品》2015年第14期
摘 要:高强度钢板的焊接需要进行预热处理,并要求焊后整体退火;而预热及退火处理自然离不开时效预热炉。随着国家节能减排要求的提高,传统的电阻炉系列时效预热炉逐渐被更加节能环保的燃油、燃气以及油气混烧预热炉所取代。本文系统介绍了邢台机械厂利用天然气燃气预热炉成功节能减排的情况。
关键词:燃气;预热炉;台车;节能;碳排放 中图分类号:TG457 文献标识码:A 1 概述 随着采煤机械化程度及安全要求的提高,煤矿生产对设备的要求越来越高,大采高、高工作阻力液压支架日益得到推广。而提升煤矿设备安全性能的最直接措施,就是在煤矿设备制作时大量使用高强度钢板。因此,液压支架高强度钢板的焊接质量越来越受到重视。为了适应煤矿生产的需要,提升设备的安全性能,邢台机械厂决定引进5000×2000预热炉,以解决高强板焊接的预热及焊后时效处理问题,提高高强板的焊接质量,为大采高、高工作阻力液压支架制作提供设备保障。
2 预热炉的选型、改进及安装 2.1 预热炉的选型。焊接过程中工件的预热和焊后时效处理设备是整个生产工艺过程中的一项关键设备,一般传统方式可采用电加热的方式完成,建造一台预热炉需要1200kVA的电力容量,需要电力增容。经过认真的调研,基于节约成本,降耗节能,提高效率的原则,我们拟采用节能环保的天然气加热方法,以提高效率,减少碳排放,保护环境,降低成本。同时,天然气的加热时间要比电加热时间缩短1/2以上,运行费用也相对要低。经过对方案的反复比对与论证、对合作厂的认真筛选,最终选定采用工作可靠、安全性能好的阿尔法燃烧器,并使用自动控制系统控制燃烧器的工作状态,通过温度控制器,实时检测炉膛的温度,控制炉膛的升温、保温、降温曲线,使炉膛温度按照设定的工艺曲线工作。预热炉的结构件部分由邢台机械厂根据具体使用要求制作并改进,炉体砌筑、保温、燃烧器、控制系统、送风系统排风系统相配套,保证设备的质量。燃气预热预热炉的性能指标见表1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WH60A 高强钢的焊接
方案的设想
按照经理下达的监造H60高强液压支架结构的焊接任务,我从就质量如何提
高这方面入手,查找资料,可是这种H60钢过去资料上、材料上又没有,怎么办?
过去对低合金结构钢、耐热钢、不锈钢接触过,对这种高强钢我也是第一次,没
办法,只好去找图纸,看看设计上技术要求怎么说的,一看技术要求,设计原选
用的是15mmvN低合金钢,选用15mmmvN钢因为它的强度高,是550MPa级的 ,
H60A高前钢的强度肯定不会低于15mmvN,H60A钢的含碳量> 0.4%,而且还有
0.02~0.12的氮,H60A钢的含碳量只有0.11~0.16,又没有氮,氮氢在金属里边
的作用都清楚,钢的强度高了,可它的脆性大了,特别是15mmvN割过的切口处
都有细裂纹,不加热焊后就有裂纹,特别是较厚的钢板。而H60钢里多了Ni 、
Ti 及Cr等元素,这些元素在金属里起稳定、细化晶粒、耐热等作用,通过两种
钢材的对比,H60钢完全优于15mmvN,强度高,可焊性好,根据化工行业标准,
板厚不超过32mm,冬季温度不低于零度,可以不加热焊接。当时有好多意见同
意加热焊接,再加上设计要求15mmvN必须加热焊接 ,意见一时又不好统一,我
们监理只是建议,可以否定,但我们监量意见有三个:一个是主筋板H60钢的厚
度只有16mm,顶板(也是主要受力点)是16mm钢厚度 18mm,其次是在厂房内
焊接室内温度都在零度以上,再其次组装工艺中没有拘束力和强制性组装方法,
不存在焊前的内部应力问题,根据这些情况,我们监理才建议不需予热焊接。
按照标准进行焊接工艺评定
根据当时的意见不能统一,我们中煤成套公司监造方坚持按国家标准,必须
作ZY2600支架制造焊接前的工艺评定,机电装备总公司过总决定,指示安排焊
接技师昊鸿谦做焊接工艺评定,吴工艺师接受任务后,安排加工试件,过总又指
示各部门把工艺试件做为急件一路绿灯,不得耽误,最后加工好16X125X300对
接试板予热不予热积压两套,要等于16X125X300十字接头试板,予热不予热各
两套,参考消息接试板加工坡口面一面30° ,对接成60°盾边1.5mm,对口间
隙2.5mm采用CO2气体半自动保护焊,焊丝采用φ1.6mm天津MG-60实芯两种,
焊接速度一样,采用三层六道和船形焊,焊接速度每分钟450-500mm,焊后经过
机械强度试验,弯由全部合格,拉伸强度都在600MPa以上,冷焊大于予热试件,
都在620-640MPa之间。
两种工艺评定都成功
予热不予热两种焊接工艺评定的对比,不予热的抗拉强度大于予热焊,两种
焊丝均如此、弯曲都一样,冷焊抗接强度在620-640MPa之间,都是母材断,说
明予热降低母材的强度,由此可说明H60钢的可焊性是好,但为稳妥起见,机电
装备公司还是采取了一部分加热一部分没有热焊接,天津实芯、哈尔滨药芯两种
都有加热和不加热的两焊接方法,焊接的外观质量和内在质量都是比较好的,通
过实际检验压架测试证明焊接质量是可靠的。
采取予热和不予热的焊接方法,都要保持焊温度的均匀性(说实在的,当时
我还真担心予热焊的温度不均匀)和考虑焊接时如何施放应力,并做到一台部件
依次焊完的边续性,这样焊出来的顶梁、掩护粱即不存在裂纹,也没有变形的问
题,使焊缝形成也比较美观。通过验收,对ZY2600/12/26ZHE这种支架各方都比
较满意。也是对高强钢的焊接一点 经验的总结。今年6月份焊接制造的60台
ZY2600高强钢支架都没有予热,现在焊出来的焊缝更美观了。