共用型TRT技术在450m_3高炉中的应用
高炉炉顶余压透平发电(TRT)机组运行简析
动力油最低压力
M Pa
润滑油最低压力
kP a
氮气密 封 压 力
k a P
3 0
 ̄ 5 0
转 速 / rmi) (/ n
炉 顶压 未有 波动 , 但较大 的煤气 流量将透平 机主轴 向正 方
全称 为 : T g sp es r eo ey T rieu i” 简 称 “ OP a rsueR c vr ubn nt 。
() 因 分 析 : 3原 当煤 气 温 度 、 力 和 流 量 值 比较 高 时 , 压 静
l I r
叶开度维持在 6 ~8 %之间 , 平机 同时消化热能 和压 O O 透 力能做功, 且功率已接近饱和 , 当温度 和流量有任一 条件发
流 量 4 万 m。h左 右 O /
该 问题 的发生 , 强 T T 岗位与 高炉控制室的信 息交流 , 加 R
在 高 炉 出现 悬 料 、 料 等 炉 况 不顺 的前 兆 时 , 前退 出 崩 提
2 T T 发 电机 组 运 行 中异 常 状 态 及 对 策 R
向推动 , 造成轴位移超标报警停车 。 () 4 解决办法 t 检查止推 瓦并进 行修理 , 同时为 了预 防
2 1 异常状 态一 .
() 1工况 : 高炉煤 气温度 2 o 0 ℃以上 , 压力 2 0 P 左 右 , 2k a
2 2 异 常 状 态二 .
莱 钢 18 m 高 炉 顶 压 为 2 0 P , 气 发 生 量 达 3 80 5k a 煤 7万
m h以上 , / 干法布袋除尘系统阻损 2 5P , 气温度 10 ~ k a煤 0
前压控制方案在高炉TRT上的应用
阀, 送到 Q V阎后 的煤气主管上 O 再送到高炉煤气 低压主干管 。
在人 口电动蝶阀之后 , 出口电动插板阀之前 , 紧
急 切 断阀及 透 平处并 联 有 一小旁 通管 ,其上设 置快
开慢关旁通阀 ( 简称 B V旁通快开阀 )作为 T T C , R 紧急停 机 时 ,补偿 T T流 量 突变之 用 ,R R T T与 Q V O
T T进 口管 。然后 经人 口电动碟 阀 、 R 电动插板 阀 、 紧 急切 断 阀 、 可调 静 叶 , 人透 平膨 胀作 功 。透 平带动 进
发 电机 发 电 。T T与 Q V 阀之 间形 成 并联 关 系 。 R O
气发电的一项节能项 目,它可以回收高炉汽轮鼓风 机所需 能量 的 4 %左 右 。同时它 调 节 了高炉 的炉 顶 0
耐 德公 司在 近几 年生 产 的一 种应 用 比较广 泛 的控制 系统 , d o S unu MoL nT XQ atm系统 的硬 件 由控 制器 (
该机组主要装置透平膨胀机 由陕西鼓风机厂生 产, 机组装机容量为 100k 采用法 国施耐德公 50 W, 司 M d o S un m系列控制系统。 oi n XQ at c T u
(o e P a t An a gI n& Se l ru o, t.An a g He a 5 0 4 C o Pw r l , yn r n o t G o p C .L d, y n , n n 4 5 0 , _ n J e ^
【 bt c] e i t fo t gsedcn o i T Trn i n r sr cn o o b s A s atI t g ti pe t ln R n g dp s e ot l f l t r n h lh o r an o r u na e u r a
唐钢450m 3高炉拨风系统应用

3 3 控 制 原 理 .
3台风 机 集 中于一 厂 房 内 , 风 管 道 临近 , 工 送 施
安 装 阀门 间距合 适 , 管 道 架 设 较 少 , 3n左 右 , 且 仅 i
维普资讯
第 25卷 第 3期 200 6 年 6 月
铁
I RONM AKI NG
VO 1.2 5 . No .3
Jn ue
2 0 06
唐钢 4 0 l 高 炉拨 风 系 统 应 用 5 3 n
王 云 顺 丁 尔 云 刘 文 丽
统 的运 行效 果 , 必须 在条件 满 足时 能快 速打 开 , 因此
选 用带 位置 反馈 且得 电阀 门全开 < s的气 动 阀门 。 3
3 2 控 制 系统 选 用 .
组织 技术 人员 对有 关技 术 资料进 行 搜集 、 阅 、 查 检索 , 进行 讨论 , 出 以下 结 论 : 并 得 在某 一 台风 机 出
3 1 拨 风主 体设 备 的选择 及 来源 .
由于单 机对 单 炉 进 行送 风 , 条送 风母 管之 间 三 没 有任 何联 系 , 因此 , 旦运 行机 组 出现故 障 中断供 一 风 , 能 眼睁 睁地 看 着 高 炉 被 灌 渣 。解 决 的 办 法 只 只 能是 充分 挖掘 另一 台机 组 的潜 能 , 其 完 成 为 断 风 让 高炉 的送 风任 务 。
3 方案设 计
唐 钢 炼 铁 厂 ( 区 ) 有 2台 D 2 0—30 9 南 现 25 7 /8 离 心 式鼓 风机 、 1台 D 8 0—3 0 9 15 7 / 8离心 式 鼓 风机 ,
TRT在承钢1260m 3高炉的应用

璺墅. . .
DNl0 80
f
。 ~ ~ _ ~
TR 一 ~ 。 T
,
…
・
;
…
-
一
t
~一
图 1 1T系统工艺流程 1t
维普资讯
在人 口插板阀后 , 出口插板阀前 , 紧急切断阀 及透平处并联有一旁通管 , 其上设置快开慢关旁通
关闭启 动调速 阀后 , 动 逐 渐 开大 静 叶 , 手 继续
功率、 炉顶压力控制和停机的 自动化, 实现高炉慢
风时 T T的电动运行等与高炉运行操作有关的控 R
制功 能 。 32 , 系统 的启 动 和升 速 . n T T在 启动前 各 阀门处 在如 下状态 : R
出 口插板 周开 ;
炉顶压控 制与调节 , 从而在保证高炉顶压稳定 , 不影 响高炉正常生 产的前提 下 , 最大 限度的进行 能量 回
收, 发挥 出巨大节 能效果 。
关 键词 :R 控制 调节 TT
l、 言 前
( ) 氮气 密封 系统 ; 5 ( ) 煤气 管道 及大 型 阀门系统 ; 6
( ) 过 程检 测 和控制 系统 ; 7 ( ) 发 配 电系统 。 8 2 T T系统主要 技 术参数及 工 艺流程 R
高炉煤 气
高炉
… …
…
,
.
- … . … _ .
一 …
卜… 一
一
用户 出 口蝶 阀
DN2 0 40
一
一
…
一
一
.
:入式袋化 启进 ¨ I: : 布净 动阀l 一 . 干 ¨ _ _ 一
口蝶 阀 DN1 0 80
,
入 !墨 口
450m3高炉技术指标简述

450m3高炉系统1 设计原则及指导思想1) 高炉建设总的设计原则是:设计中采用成熟、可靠、经济、实用的工艺和设备,采用精料、高风温、大喷煤量等实用技术,使高炉生产达到高效、低消耗的目的。
2)为有效地控制投资,全部设备和材料立足国内配套生产。
3)认真贯彻执行国家有关政策、法规、规程、规范、标准和行业政策,特别是环保、能源、安全卫生、消防等政策和法规。
2设计特点及新技术1)采用无料钟炉顶装料设备。
2)采用大型冷却模块薄炉衬结构,减薄炉衬、降低投资。
3)高炉软水系统加强脱汽功能,在每个区设置脱气罐,有效提高了炉体的寿命。
4)采用富氧喷煤工艺,并罐喷吹,浓相输送,烟煤无烟煤混喷。
富氧率4%。
5)采用旋流顶然式热风炉,热风炉寿命长,风温高。
3高炉主要技术经济指标高炉主要技术经济指标4物料平衡表450m3高炉物料平衡表:5炼铁工艺5. 1概述炼铁车间主要设计内容包括:·矿、焦槽及上料系统;·炉顶装料系统;·高炉本体系统;·风口平台及出铁场系统;·热风炉系统;·煤气粗除尘系统;·煤粉喷吹系统;·水渣处理系统。
5. 2高炉本体5.2.1炉型合理的炉型对高炉长寿,高炉生产实现高产、优质、低耗非常重要。
高炉的炉型在比较国内同级高炉炉型的基础上,结合高炉入炉料的具体条件进行设计。
设计特点是:适当地加深了死铁层,选择了适中的高径比,加大了炉缸高度,并把炉腹角控制在80.52°左右,以有利于炉体寿命的延长和能耗的降低。
高炉炉型尺寸见下表:5.2.2高炉采用全冷却结构,水冷炉底;炉底炉缸采用光面铸铁冷却壁,材质为普通铸铁,内铸单进单出的蛇行无缝钢管;炉腹、炉腰为带肋镶嵌式冷却壁,内双层冷却水管;炉身下部采用冷却板、壁结合的结构。
5.2.3风口冷却设备高炉设14个风口,每个风口有风口小套、中套及大套。
小套采用长寿灌流式风口。
5.2.4渣口设备设渣口一个, 由小套、中套及大套组成。
450m-生铁高炉与锰铁高炉煤气量及发电量计算结果

450m 生铁高炉与锰铁高炉煤气量及发电量计算结果一、450m 3生铁高炉1、2×450m 3高炉生铁产量Q =K ×V×η×T式中:K——高炉座数V——高炉有效容积,m3η——高炉利用系数,t/m3. d(3.0-3.6之间与入炉品位有关)T ——高炉年工作天数,d生铁年产量为2×450×3.2×350=1008000t2、煤气量生铁高炉煤气量与焦比、喷煤量、高炉利用系数有关,按照《钢铁企业燃气设计——煤气部分》给出的计算公式,有以下两种办法:①S=C×η×V ×Bt/24②S=(1.35-1.38)Q式中:V——高炉有效容积,m3η——高炉利用系数,t/m3. dBt ——焦炭煤气产率,Nm 3/t(焦炭为3300-3500、煤粉为2500-2700)C ——焦比, t/tQ——高炉鼓风机风量Nm 3/h经计算,当焦比在390kg 、煤比在140kg 时,吨铁煤气产率为1740Nm 3/t,一般生铁高炉煤气取1800——2000Nm 3/t左右。
3、煤气量计算按经验1800Nm 3/t计算,则一座450m 3小时煤气产量为450×3.2×1800/24=108000 Nm3/h高炉自用45%左右,烧结及其他用5%左右,损失3%,实际剩余煤气47%,即50760 Nm3/h。
生铁高炉煤气热值约为800大卡/Nm3 3生铁高炉煤气成分表450m 3高炉不同情况下煤气量Nm3/h生铁高炉煤气的热值约为800大卡/Nm3,一吨高温高压蒸汽热值为600000大卡/t,一度电等价值为(0.1229Kcal)860大卡/kw.h。
7000*4.18/3381.9*0.8*(3381.9-3051.5)/3600*1000=635kwh 5.4MPa(A),480C 的蒸汽焓值:3381.9kJ/kg 0.97MPa(A),300C 的蒸汽焓值:3051.5kJ/kg 煤转化为蒸汽的效率:0.8每小时的剩余总热量,16994.4 x 104kJ ,按照一般的换算关系,产生lkg 蒸汽需要的热值为3768.12kJ ,发电机和蒸汽量间的换算关系为,4.5kg 蒸汽可发1度电(巳扣除热损失) 。
西门子PLC在高炉TRT中的应用
第 2 卷 2 1 年第5 总第 19 ) 8 00 期( 4期
使用与维护
FC2
“ 工程值 转换输 入”
EN EN0
光纤
DB . W 9 IDB {
静 叶 开 度 反 馈0 1 0 0%
5 8 8
“ 表 数 据 仪
.
J KD Y
I NPU T
OUT O
1 OOOO . ooe+
[] 1姜树基. 浅析 限矩 型水介质 液力偶合 器的使 用寿命
[- 山机 械 :9 9 1 ) J ̄ l 19 (2 .
[ G / 8 7 9 2 B T 5 3— 3液力偶合 器形式和基本参4 [1 ]  ̄ S.
( 0 9 1 ~1 收稿 ) 20— 1 8
---—
—
1 ・— 4 - - —
安 全高 效运 行 。
^ ,、
晶 石崂
情
e
石
均 每 7 月 皮带 刮 裂 和胶 结 头 开 2 , 为 限矩 式 个 次 改
检修便捷 , 降低 职 工 的劳 动强 度 , 增加 经济 效 益 ,
型液 力 耦 合 器 后 , 没有 一 次 因 为过 载 而 引 起 电动 机及皮 带损坏 , 护量相对减 少 , 维 停机率 相对降 低, 改造 后效 果非 常 显著 。 实践 证 明 只要 了解 液
1 . 工艺介 绍 2
电
阀
插板 阀
均 压 阀
图1 TT R 系统流程
TT R 一次性投资见效快效益高 , 不消耗任何燃 料 , 不污 染 环境 , 发 电成本 低 的 “ 色 ” 也 是 绿 二次 能 源 回收 系统 。T T工 艺 流程 为 高 炉煤 气 经 过 布袋 R 除 尘后 , 人 口电动 蝶 阀 、 口插 板 阀 和快 速切 断 经 人 阀后 , 入透 平 机 , 后经 出 口插 板 阀 和 出 口电动 进 然 蝶 阀到煤 气 管 网 , 人 口插 板 阀 之前 , 平 出 口之 在 透 后, 并联 着旁通快 开 阀组 , 旁通 阀组在 紧急停机 时, 进行 高炉 顶压 控制 。系统流 程如 图 1 所示 。
高压变频器在450m^3高炉除尘风机中的应用
2 高压 变频器 技术要 求及 改造方 案
经过 多 方 调 研 、 比较 , 最后 同北 京 乐 普 四方
除尘风机是除尘净化系统的动力中枢 , 一旦 除尘风机不能正常运行 ,不但影响正常生产 , 造 成较大的经济损失 , 还威胁到现场生产人员 的人
方圆科技公司合作 , 共同制定 了 4 5 0 m 3 高炉除尘
b l a s t f u na r c e i n o u r c o mp a n y .
Ke y wo r d s : a i r b l o w e r f o r d u s t r e mo v l; a f eq r u e n c y c o n v e  ̄e r ; h i g h v o l ag t e ; s p e e d eg r u l a i t o n
1 引言
身健康 和安全 ; 4 5 0 m 高炉为周期 性间断 出铁 ,
间歇 时 间约 5 0 - 7 0 m i n ,造 成 调速 控 制 系统 操 作
博 宏 小 河 金属 铸 业 有 限 公 司 4 5 0 m 3 高 炉 为 新 建高 炉 。高 炉 在 出铁 过程 中 , 除铁 场排 放 大量 含粉尘烟气 , 一 方 面对 环境 造 成 污 染 , 对 人 体 造
载 运行 上 白 白浪 费 。为解 决 该 突 出问题 , 降低 损
耗, 我 方决 定对 4 5 0 m 3 高炉 的 除尘风 机进 行 调 速
控制 改造 。
升 降速 ; 6 ) 具 有共 振 点 跳 转 设 置 , 能 使 电 机避 开
共 振点 运 行 , 让 风 机不 喘振 ; 7 ) 具 有 远 程 上位 机 监控 功能 。
Ab s t r a c t : I n a c c o r d a n c e w i t h p r a c i t c l a c o n d i i t o n o f 4 5 0 m3 b l a s t f u na r c e , t h i s a r t i c l e i n t r o d u c e d a p p l i —
关于450m3高炉现状分析及利用本体喷涂的解决方案
关于450m3高炉现状分析及利用本体喷涂的解决方案2021年7月12日公司450m3高炉2003年投产至今,已生产18年多,2014年5月大修,2020年4月炉缸浇筑未喷涂。
该高炉生产情况主要表现西南侧炉墙温度高,炉况调节困难,气流稳定性差,炉温波动大,消耗高,至2021年3月以来,燃料比一直偏高,产量低迷,判断是操作炉型不规则,冶炼厂计划降料面对该高炉本体实施喷涂造衬,重新修复炉型。
一、450m3高炉炉体现状1、该高炉2020年4月份经过一次炉缸浇筑中修,但未更换冷却壁也未喷涂,本体高温区及炉身中下部砖衬大部分脱落,本体炉墙凹凸不平(如图1);炉缸浇筑期间发现很多冷却壁蛇形管已经裸露(如图2)。
从目前热电偶数据判断,裸露的冷却壁蛇形管在炉内缺乏有效保护,高温区冷却壁出现部分烧坏,对安全产生较大威胁。
图1 炉墙凹凸不平图2 2020年4月中修冷却壁蛇形管裸露情况2、2020年12月份以来,高温区冷却壁有烧损现象,高炉南侧冷却壁出现较为严重的破坏,且炉壳局部有突然发红现象,热应力突变促使炉体承压情况恶化,高温金属液体管控难度增加,给安全带来极大隐患。
2021年5月8日炉壳发红图片如图3、4。
该部位近期已经多次发红,靠外部简单处理,无法保证长期稳定和消除安全隐患,利用喷涂机会对此处采取必要的人工造衬或更换冷却壁等措施,是能够实现治标治本的较好办法。
图3、4 2021年5月8日炉壳6层冷却壁处发红情况3、从2020年8-2021年7月以来,高炉煤气流分布不均匀,出现一点温度大幅度远离其他三点温度,气流分布波动大,且随着时间的推移,呈现温度变化离散增大的的趋势,如图5。
自2020年8月开始炉腹渣皮频繁脱落,热电偶温度波动较明显、频率增加,操作炉型已出现不规则现象,至2021年1月开始,渣皮脱落更为频繁,温度波动区间进一步增大,操作炉型不稳定加重,如图6。
图5 2020年8月-2021年7月炉喉气流分布变化情况图6 2020年8月-2021年7月渣皮频繁脱落情况4、2021年5月,炉基漏煤气严重,炉基出现较大缝隙,且圆周变化不一致,从图片上看圆周变形量较大,如图7。
一种TRT高炉顶压控制系统
一种TRT高炉顶压控制系统摘要:本文分别针对传统并联、串联式TRT高炉炉顶压力控制工艺,提出了一种结构简单的、基于控制信号精确计算分配的、具有容错功能的TRT高炉顶压控制系统方案。
该方案能较好的解决由于多回路炉顶压力控制装置配合不良而导致的导致炉顶压力波动较大甚至控制失败问题,并就该方案应对各种紧急状况,进行了分析和探讨,有效地提高炉顶压力控制的可靠性和稳定性。
关键词:高炉;TRT;炉顶压力引言现代高炉冶炼生产,采用高压操作,对稳定炉顶压力有较高的要求,如果炉顶压力波动较大,会造成炉况不稳,甚至可能对高炉正常生产总成严重不利影响。
与高炉配套的TRT(高炉煤气余压透平发电)装置,运行时应在控制高炉炉顶压力稳定的前提下,尽可能的达到最大的发电功率;同时,TRT启动、停机过程中,不仅要保障机组自身安全,还要通过调节或控制各阀门状态,保证高炉炉顶压力不致出现大的波动。
一、TRT高炉炉顶压力控制工艺及可能发生的紧急情况TRT与调压阀组配合调节高炉炉顶压力,在工艺上,即TRT透平主机与调压阀组的安装位置,有并联和串联两种方式。
1.并联式采用湿式双文洗涤或干式布袋除尘传统的高炉煤气除尘工艺,在除尘器的出口管道上,设置一套减压阀组,由高炉本体运行控制。
TRT不运行时,高炉煤气通过减压阀组(一般为四个阀)减压后,送煤气管网;TRT运行时,减压阀组全关,煤气通过TRT膨胀做功发电后,送煤气管网。
另外,在TRT系统,还配置有一台辅助透平主机组运行的具有快开慢关功能的旁通快开阀,同减压阀组、透平主机并联在煤气管道上(如图1所示)。
图1 并联式炉顶压力控制工艺图2 串联式炉顶压力控制工艺2.串联式采用湿式环缝洗涤器(AGS)的高炉煤气除尘系统,其洗涤塔中部三个并联的锥形环缝装置(AGE),即为高炉炉顶压力控制的调压阀组。
TRT主机组及其并联的旁通快开阀串接在环缝调压阀组的出口后方的管道上,并与主旁通阀并联(如图2所示)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net
共用型TRT技术在450m3高炉中的应用
Ξ
陈永素
(江苏沙钢集团淮钢特钢有限公司,江苏淮安 223002)
摘要:介绍了共用TRT的技术特点、结构形式、工艺流程以及TRT运行时的优越性和缺点。
关键词:TRT;工艺流程;先进技术
中图分类号
:TF543.2
引 言
“TRT”是高炉煤气余压透平发电装置的英文
缩写(BlastFurnaceTopGasRecoveryTurbineUnit),是利用高炉炉顶煤气具有的压力能和热能,经透平机膨胀做功进行发电的装置。其特点是:通过的煤气压力不高,但流量颇大,热量较高,且通过的煤气仍含有炉灰粒子。1 技术特点和工艺流程111 技术特点 采用的透平设计为一级静叶可调,是区别于其它透平膨胀机的显著特点。它能够实现高炉顶压稳定调节且可靠,完成自动升速、自动并网、自动升功率及全部TRT过程检测和过程控制,有一级静叶可调技术、自动准同期技术、粉尘在线检测技术、高精
度顶压稳定控制技术等多项新技术得到应用。
112
工艺流程
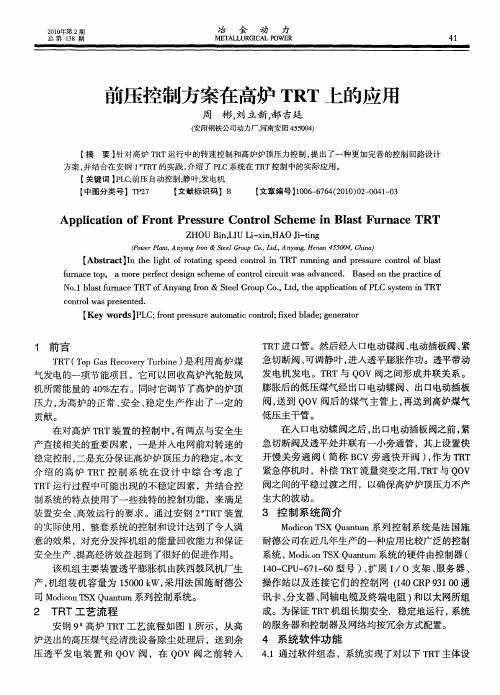
共用型TRT工艺流程见图1,其主要由透平发
电主机系统、润滑系统、低压电气控制系统、液压控
制系统、冷却水系统、管道及阀门系统、氮气密封系
统、自动化控制系统组成。
(1)
2台450
m
3
高炉煤气经过重力除尘、干法布
袋除尘后,分别经过DN1400电动蝶阀,DN1400电
图1 共用型TRT工艺流程
第37卷第6期
2009年12月现代冶金ModernMetallurgyVol.37 No.6Dec.2009
Ξ
收稿日期:20092052
27
作者简介:陈永素(1964—),男,高级工程师。电话
:(0517)83036898,1351155603
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net
动插板阀以及液动快速切断阀,从透平机的两侧端
导入煤气,经各自流道从透平机中部出口输出煤气
,
煤气在透平机内膨胀做功,此时的煤气能量已被透
平吸收,转化为动能,推动透平机高速运转,高速运
转的透平机通过膜片式联轴器带动发电机运转,将
动能转化为电能,从而实现差压发电。
(2)
通过透平机出口的煤气,经过
DN
1800
插板
阀,DN1800电动蝶阀之后进入煤气总管送到下一
个用户(锅炉、加热炉、烘烤器等)。
(3)
正常情况下,DN400进气连通电动阀、
DN600出气连通的电动阀以及两组DN
600
进、出气
连通液动蝶阀、原来管路上的DN1800调压阀组处
于关闭状态。非正常时,若透平机发生故障
,DN1400
液动蝶阀迅速关闭,DN600旁通液动阀门打开,以
调整高炉顶压;若一台高炉休风时,则需打开进气连
通DN400电动阀,分流部门煤气给另一侧透平用于
冷却,避免透平过热,若出气管路一路有故障时,则
需打开DN600出气连通电动阀门。
(4)
液压伺服控制系统用来保证所有液动快切
阀的正常工作状态,其原理略。
(5)
润滑油系统是保证透平主机及发电机的轴
承始终处于良好的润滑状态,并备有高位油箱来满
足紧急停机状态延时运转的润滑油供给量,其原理
略。
(6)
自动化、电气控制系统用于实现透平发电机
的自动检测、自动控制。
(7)
氮气密封系统,其密封方式是拉别令密封加
碳环密封,要求氮气不小于
50
m
3
h,大于介质压力
10kPa,
用来保证煤气不外泄。
(8)
冷却水系统主要用于设备及油的冷却。
2
工艺参数及结构特点
211
工艺参数
(1)介质:2×450m3高炉煤气
;
(2)
进口流量:21661
7
m
3
min
;
(3)
进口压力
:110
kPa
;
(4)
进口温度:150℃
;
(5)
出口压力:01
01MPa;
(6)
输出功率
:4700
kW
;
(7)
转数
:3000
rmin
;
212
结构特点
主要型式为干式轴流反动式,其结构特点有:(1)采用四油叶滑动轴承支撑及金斯贝雷式推力轴承;(2)全静叶可调,伺服控制;(3)充氮密封,实行自动连续调节;(4)由静叶可调,扩压器、盘车装置等机构组成定子;(5)由主轴、二级动叶栅、危急保安器、盘车装置等机构组成转子;(6)电动盘车,超12rmin自动脱开;(7)机组座落在两个分开的左右支架底座上;(8)设置超速10%保护系统。3 运行效果(1)共用TRT是一种可靠的能源回收装置,它可以回收高炉鼓风机所需能量的25%~30%以上。(2)能够替代高炉煤气减压阀组,实现对高炉炉顶压力的调节和稳定,且灵敏度高,波动幅度很小(在±210kPa范围内),有利于高炉顺行。(3)消除高炉煤气经调压阀组所产生的巨大的噪音,改善环境污染问题。(4)共用型TRT较高炉单机组TRT有较高的效率,双侧同时运行发电量要大于单机运行机组,高炉顺行时,发电量可达4500kWhh以上,目前发电量最高达1112万kWh天。(5)共用型TRT单侧运行时,效率要差一些,约1700~2000kWhh。因为其中部分煤气要分流到另一侧透平进行冷却,从而做功要少。(6)共用型TRT装置要比高炉单机配备TRT投资要省,要比两台单机组费用节约25%~30%以上,且占地面积小等特点。(7)高炉顶压稳定后,高炉操作要进一步探索和研究,特别是鼓风机风量和风压、矿石的品位、焦比、喷煤比、炉镗温度、冶炼强度、高炉工况等之间关系,给出合适的顶压设定参数,使高炉达到最大化的高产稳产冶炼。4 结束语共用型TRT结构紧凑,占地面积小,布置方便,机械损失小,控制系统简捷,配套和控制集中,部分辅机合并为一套,设备成本低,投资小,比单炉单机模式减少25%以上,是值得在450m3高炉中普遍推广应用的节能环保技术。
17 第6期陈永素:共用型TRT技术在450m
3
高炉中的应用