直尺的使用及读数方法
机械行业所有量具的使用方法

量具的使用方法目录第一章钢直尺、内外卡钳及塞尺 (1)一钢直尺 (1)二内外卡钳 (1)三塞尺 (4)第二章游标读数量具 (6)一游标卡尺的结构型式 (6)二游标卡尺的读数原理和读数方法 (7)三游标卡尺的测量精度 (9)四游标卡尺的使用方法 (10)五游标卡尺应用举例 (12)六高度游标卡尺 (14)七深度游标卡尺 (14)八齿厚游标卡尺 (15)第三章螺旋测微量具 (17)一外径百分尺的结构 (17)二百分尺的工作原理和读数方法 (19)三百分尺的精度及其调整 (20)四百分尺的使用方法 (21)五百分尺的应用举例 (22)六杠杆千分尺 (23)七内径百分尺 (23)八内测百分尺 (25)九三爪内径千分尺 (25)十公法线长度千分尺 (25)十一壁厚千分尺 (26)十二板厚百分尺 (26)十三尖头千分尺 (26)十四螺纹千分尺 (27)十五深度百分尺 (27)十六数字外径百分尺 (27)第四章量块 (28)一量块的用途和精度 (28)二成套量块和量块尺寸的组合 (28)三量块附件 (29)第五章指示式量具 (31)一百分表的结构 (31)二百分表和千分表的使用方法 (31)三杠杆百分表 (35)四杠杆百分表和千分表的使用方法 (35)五内径百分表 (38)六内径百分表的使用方法 (39)第六章角度量具 (40)一万能角度尺 (40)二游标量角器 (41)三万能角尺 (42)四带表角度尺 (42)五中心规 (43)六正弦规 (43)七车刀量角台 (45)第七章水平仪 (47)一条式水平仪 (47)二框式水平仪 (48)三光学合像水平仪 (51)第八章量具的维护和保养 (53)参考文献 (54)第一章钢直尺、内外卡钳及塞尺一钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
直尺测量应注意什么

直尺测量应注意什么直尺是一种常用的测量工具,用于测量线段的长度。
在使用直尺进行测量时,需要注意以下几点:1. 选择合适的直尺:直尺有不同的长度和材质,选择合适的直尺可以提高测量的准确性。
一般来说,较长的直尺适用于测量较长的线段,而较短的直尺适用于测量较短的线段。
材质方面,金属直尺通常更加坚固耐用,而塑料直尺则更加轻便易携带。
2. 放置直尺:在测量之前,需要将直尺放置在待测线段的旁边,并确保直尺与线段平行。
如果直尺没有与线段平行,测量结果将会出现误差。
3. 视线垂直:在读取直尺上的刻度时,需要保持视线垂直于刻度线。
如果视线倾斜,会导致读取的刻度值不准确。
4. 刻度的选择:直尺上通常有毫米和厘米两种刻度。
在测量时,应根据需要选择合适的刻度。
如果需要较精确的测量结果,可以选择毫米刻度;如果只需要大致的测量结果,可以选择厘米刻度。
5. 注意读数:在读取直尺上的刻度时,应该准确地读取刻度值。
一般来说,直尺上的每个刻度代表一个单位长度,例如毫米或厘米。
读取刻度时,应该将目光与刻度线对齐,并尽量准确地读取刻度值。
6. 避免晃动:在进行测量时,应尽量避免直尺的晃动,以免影响测量结果的准确性。
可以用手指轻轻按住直尺,使其保持稳定。
7. 注意测量误差:直尺的精确度有限,使用时可能会产生一定的测量误差。
因此,在进行重要的测量任务时,可以使用更加精确的测量工具,如千分尺或激光测距仪,以提高测量的准确性。
8. 清洁保养:直尺在使用后应及时清洁,并妥善保管。
如果直尺上有污渍或划痕,可能会影响测量的准确性。
此外,直尺应存放在干燥的地方,避免受潮或变形。
总之,使用直尺进行测量时,需要选择合适的直尺,放置直尺并保持视线垂直,选择合适的刻度并准确读取刻度值,避免晃动和注意测量误差,同时要注意直尺的清洁和保养。
这些注意事项可以提高测量的准确性,并确保测量结果的可靠性。
常用量具的使用方法1

常用量具的使用方法目录第一章钢直尺、内外卡钳及塞尺1一钢直尺 1二塞尺 1第二章游标读数量具2一游标卡尺的结构型式2二游标卡尺的读数原理和读数方法4三游标卡尺的测量精度6四游标卡尺的使用方法7五游标卡尺应用举例9六高度游标卡尺10七深度游标卡尺11第三章螺旋测微量具13一外径百分尺的结构13二百分尺的工作原理和读数方法15三百分尺的精度及其调整16四百分尺的使用方法17五百分尺的应用举例18六杠杆千分尺19七内径百分尺19八内测百分尺20九三爪内径千分尺21十数字外径百分尺21第四章指示式量具22一百分表的结构22二百分表和千分表的使用方法22三杠杆百分表25四杠杆百分表和千分表的使用方法26五内径百分表29六内径百分表的使用方法30第五章角度量具30一万能角度尺30第六章水平仪31一条式水平仪32二框式水平仪33第七章量具的维护和保养36第一章钢直尺、内外卡钳及塞尺一钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a) (b) (c)(d) (e) (f)图1-2 钢直尺的使用方法a)量长度b)量螺距c)量宽度d)量内孔e)量深度f)划线如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
三塞尺塞尺又称厚薄规或间隙片。
主要用来检验机床特别紧固面和紧固面、活塞与气缸、活塞环槽和活塞环、十字头滑板和导板、进排气阀顶端和摇臂、齿轮啮合间隙等两个结合面之间的间隙大小。
各种测量工具使用方法大全
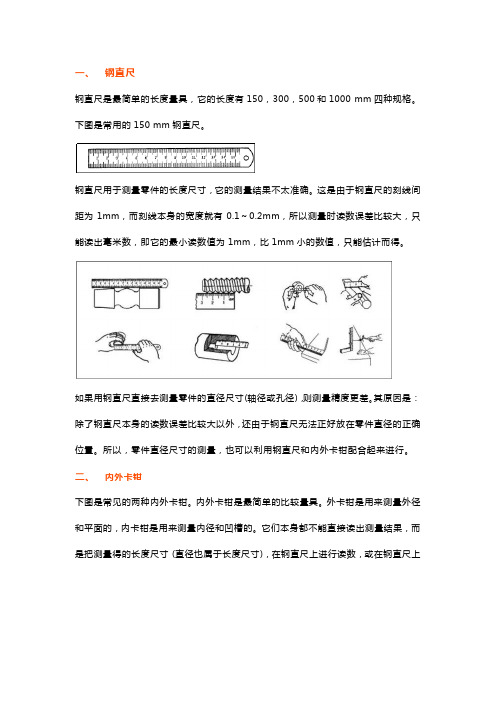
一、钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
下图是常用的150 mm钢直尺。
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
二、内外卡钳下图是常见的两种内外卡钳。
内外卡钳是最简单的比较量具。
外卡钳是用来测量外径和平面的,内卡钳是用来测量内径和凹槽的。
它们本身都不能直接读出测量结果,而是把测量得的长度尺寸 (直径也属于长度尺寸),在钢直尺上进行读数,或在钢直尺上先取下所需尺寸,再去检验零件的直径是否符合。
1、卡钳开度的调节首先检查钳口的形状,钳口形状对测量精确性影响很大,应注意经常修整钳口的形状,下图所示为卡钳,钳口形状好与坏的对比。
调节卡钳的开度时,应轻轻敲击卡钳脚的两侧面。
先用两手把卡钳调整到和工件尺寸相近的开口,然后轻敲卡钳的外侧来减小卡钳的开口,敲击卡钳内侧来增大卡钳的开口。
如下图1所示。
但不能直接敲击钳口,如下图2所示。
这会因卡钳的钳口损伤量面而引起测量误差。
更不能在机床的导轨上敲击卡钳。
如下图所示。
2、外卡钳的使用外卡钳在钢直尺上取下尺寸时,如下图,一个钳脚的测量面靠在钢直尺的端面上,另一个钳脚的测量面对准所需尺寸刻线的中间,且两个测量面的联线应与钢直尺平行,人的视线要垂直于钢直尺。
用巳在钢直尺上取好尺寸的外卡钳去测量外径时,要使两个测量面的联线垂直零件的轴线,靠外卡钳的自重滑过零件外圆时,我们手中的感觉应该是外卡钳与零件外圆正好是点接触,此时外卡钳两个测量面之间的距离,就是被测零件的外径。
各种尺寸测量量具的使用方法

量具的使用方法目录第一章钢直尺、内外卡钳及塞尺 (3)一钢直尺 (3)二内外卡钳 (3)三塞尺 (6)第二章游标读数量具 (8)一游标卡尺的结构型式 (8)二游标卡尺的读数原理和读数方法 (9)三游标卡尺的测量精度 (11)四游标卡尺的使用方法 (12)五游标卡尺应用举例 (14)六高度游标卡尺 (16)七深度游标卡尺 (16)八齿厚游标卡尺 (17)第三章螺旋测微量具 (19)一外径百分尺的结构 (19)二百分尺的工作原理和读数方法 (21)三百分尺的精度及其调整 (22)四百分尺的使用方法 (23)五百分尺的应用举例 (24)六杠杆千分尺 (25)七内径百分尺 (25)八内测百分尺 (27)九三爪内径千分尺 (27)十公法线长度千分尺 (27)十一壁厚千分尺 (28)十二板厚百分尺 (28)十三尖头千分尺 (28)十四螺纹千分尺 (29)十五深度百分尺 (29)十六数字外径百分尺 (29)第四章量块 (30)一量块的用途和精度 (30)二成套量块和量块尺寸的组合 (30)三量块附件 (31)第五章指示式量具 (33)一百分表的结构 (33)二百分表和千分表的使用方法 (33)三杠杆百分表 (37)四杠杆百分表和千分表的使用方法 (37)五内径百分表 (40)六内径百分表的使用方法 (41)第六章角度量具 (42)一万能角度尺 (42)二游标量角器 (43)三万能角尺 (44)四带表角度尺 (44)五中心规 (45)六正弦规 (45)七车刀量角台 (47)第七章水平仪 (49)一条式水平仪 (49)二框式水平仪 (50)三光学合像水平仪 (53)第八章量具的维护和保养 (55)参考文献 (56)第一章钢直尺、内外卡钳及塞尺一钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
各种量具使用方法

.量具的使用方法目录第一章钢直尺、内外卡钳及塞尺 (4)一钢直尺 (4)二内外卡钳 (5)三塞尺 (11)第二章游标读数目具................................................................................................................................................................................ 1 3一游标卡尺的结构型式.. (13)二游标卡尺的读数原理和读数方法 (16)三游标卡尺的丈量精度 (20)四游标卡尺的使用方法 (21)五游标卡尺应用举例 (25)六高度游标卡尺 (27)七深度游标卡尺 (29)八齿厚游标卡尺 (30)第三章螺旋测微量具................................................................................................................................................................................ 3 2一外径百分尺的结构 (32)二百分尺的工作原理和读数方法 (34)三百分尺的精度及其调整 (36)四百分尺的使用方法 (38)五百分尺的应用举例 (1)六杠杆千分尺 (42)七内径百分尺 (42)八内测百分尺 (43)九三爪内径千分尺 (44)十公法线长度千分尺 (45)十一壁厚千分尺 (46)十二板厚百分尺 (46)十三尖头千分尺 (47)十四螺纹千分尺 (47)十五深度百分尺 (48)十六数字外径百分尺 (48)第四章量块 ............................................................................................................................................................................................... 4 9一量块的用途和精度.. (49)二成套量块和量块尺寸的组合 (50)三量块附件 (51)第五章指示式量具...................................................................................................................................................................................... 5 4一百分表的结构.. (54)二百分表和千分表的使用方法 (56)三杠杆百分表 (61)四杠杆百分表和千分表的使用方法 (62)五内径百分表 (66)六内径百分表的使用方法 (68)第六章角胸怀具............................................................................................................................................................................................ 6 9一全能角度尺 . (69)二游标量角器 (71)三全能角尺 (72)四带表角度尺 (73)五中心规 (74)六正弦规 (75)七车刀量角台 (78)第七章水平仪............................................................................................................................................................................................ 8 1一条式水平仪 . (81)二框式水平仪 (1)三光学合像水平仪 (90)第八章量具的保护和养护 .................................................................................................................................................................... 9 2参照文件..................................................................................................................................................................................................................... 9 4第一章钢直尺、内外卡钳及塞尺一钢直尺钢直尺是最简单的长胸怀具,它的长度有150 ,300 ,500 和 1000 mm四种规格。
直角尺使用方法【干货技巧】

直角尺使用方法
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
直角尺的使用方法直角尺
(1)00级和0级直角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。
(2)使用前,应先检查各工作面和边缘是否被碰伤.角尺的长边的左/右面和短边的直角尺(1)、00级和0级直角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。
(3)、使用前,应先检查各工作面和边缘是否被碰伤。
角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。
将直尺工作面和被检工作面擦净.
(4)、使用时,将直角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。
注意轻拿、轻靠、轻放,防止变曲变形。
(5)、为求精确测量结果,可将直角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
常用量具的使用方法讲解

量具的使用方法目录第一章钢直尺、内外卡钳及塞尺 (3)一钢直尺 (3)二内外卡钳 (3)三塞尺 (6)第二章游标读数量具 (8)一游标卡尺的结构型式 (8)二游标卡尺的读数原理和读数方法 (9)三游标卡尺的测量精度 (11)四游标卡尺的使用方法 (12)五游标卡尺应用举例 (14)六高度游标卡尺 (16)七深度游标卡尺 (16)八齿厚游标卡尺 (17)第三章螺旋测微量具 (19)一外径百分尺的结构 (19)二百分尺的工作原理和读数方法 (21)三百分尺的精度及其调整 (22)四百分尺的使用方法 (23)五百分尺的应用举例 (24)六杠杆千分尺 (25)七内径百分尺 (25)八内测百分尺 (27)九三爪内径千分尺 (27)十公法线长度千分尺 (27)十一壁厚千分尺 (28)十二板厚百分尺 (28)十三尖头千分尺 (28)十四螺纹千分尺 (29)十五深度百分尺 (29)十六数字外径百分尺 (29)第四章量块 (30)一量块的用途和精度 (30)二成套量块和量块尺寸的组合 (30)三量块附件 (31)第五章指示式量具 (33)一百分表的结构 (33)二百分表和千分表的使用方法 (33)三杠杆百分表 (37)四杠杆百分表和千分表的使用方法 (37)五内径百分表 (40)六内径百分表的使用方法 (41)第六章角度量具 (42)一万能角度尺 (42)二游标量角器 (43)三万能角尺 (44)四带表角度尺 (44)五中心规 (45)六正弦规 (45)七车刀量角台 (47)第七章水平仪 (49)一条式水平仪 (49)二框式水平仪 (50)三光学合像水平仪 (53)第八章量具的维护和保养 (55)参考文献 (56)第一章钢直尺、内外卡钳及塞尺一钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢尺的使用方法
钢直尺作为常见的测量工具,应用最为广泛,但是很多人并没有真正掌握正确的使用方法进行测量,而且在读数记录时也存在着不规范的现象。
如下以实际使用为例进行说明。
钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a) 量长度(使用5mm位置作为零点可以更好的对准测量位置)
(b) 量螺距
(c)量宽度(使用非“0”刻度作为零点可以更好的对准测量位置)
(d) 量内孔
(e) 量深度
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
如上图,直尺的测量长度时尽量不使用“0”刻度作为零点,这样跟容易对准非断面位置。
直尺的读数分为两部分,一部分为测量值,另一部分为估计值。
因为直尺的精确值为0.5mm,所以直尺的测量读数估计值只能是0.5或者是0。
如上图(b)的螺距读数为5.0mm。