EPI Ultra CU无氰碱铜工艺维护
两种无氰碱铜工艺与氰化镀铜的性能对比

两种无氰碱铜工艺与氰化镀铜的性能对比徐金来【摘要】Three types of copper pre-electroplating processes i.e. bright cyanide-free alkaline copper electroplating, cyanide copper electroplating, and ordinary cyanide-free alkaline copper electroplating for steel substrates were compared with respect to the bath composition, process conditions, adhesion, porosity, micromorphology, throwing power, covering power, deposition rate, cathodic current efficiency, and etc. Their advantages and disadvantages were summarized.%从镀液配方和工艺条件,镀层结合力、孔隙率和微观形貌,以及分散能力、覆盖能力、沉积速率、阴极电流效率等方面比较了无氰光亮碱铜、氰化镀铜和一般无氰碱铜这3种钢铁表面预镀铜工艺的性能,总结了它们的优缺点.【期刊名称】《电镀与涂饰》【年(卷),期】2019(000)013【总页数】5页(P653-657)【关键词】无氰碱性镀铜;氰化镀铜;分散能力;结合力;沉积速率;电流效率【作者】徐金来【作者单位】广州鸿葳科技股份有限公司,广东广州 510663【正文语种】中文【中图分类】TQ153.14在五金电镀中,大部分镀件的基体为钢铁。
钢铁表面电镀酸铜前必须进行预镀,其工艺主要有氰化镀铜、预镀镍、化学镀铜、化学镀镍等。
环保及安全问题使得传统氰化镀铜的应用越来越受到限制,于是迫使表面研究工作者进行了无氰碱性镀铜的研究,但由于各种因素,在生产应用上还没有得到大规模的推广[1-4]。
维护滚镀仿金镀液的稳定,一定要做好这3点!
维护滚镀仿金镀液的稳定,一定要做好这3点!01引言氰化物仿金镀液由氰化亚铜、氰化锌、氰化钠、氯化铵( 或氨水) 和碳酸钠组成。
镀液中的铜氰比、铜锌比、氯化铵的质量浓度和pH 对镀液的性能都有较大的影响,在生产实践中总结了滚镀仿金的工艺配方,制定了镀液的维护方法。
滚镀仿金工艺经过长期生产实践,确定滚镀仿金镀液组成和操作条件如下:铜 10 ~ 13 g /L锌 3. 5 ~ 5. 5 g /L游离氰化钠 5. 5 ~ 7 g /L氯化铵 2 ~ 3 g /L磷酸氢二钠 10 ~ 30 g /L碳酸钠 20 ~ 40 g /LpH 9. 5 ~ 10θ 25 ~35 ℃U 5 ~ 7 Vt 5 ~ 15 min阳极黄铜板加少量锌板连续循环过滤 2 ~ 3 次/h02氯化铵的控制研究了氯化铵对仿金镀液的影响和控制方法。
实验表明,ρ( 氯化铵) 为2 ~ 3 g /L 时,试片能够获得良好的镀层,镀液中不加氯化铵时,镀层发红,ρ( 氯化铵) 为1g /L 时,镀层颜色不均匀,ρ( 氯化铵) ≥4 g /L 时,镀层发红。
由于目前没有合适的方法分析氯化铵,对其控制比较困难,由此产生的问题也较多。
在生产中滚镀仿金镀件封闭后经常出现色泽发暗或发红的现象,这种现象主要是由氯化铵偏高或偏低造成的。
1 氯化铵质量浓度的鉴定方法从车间取滚镀仿金镀液做霍尔槽试验,250 mL镀液,0. 5 A 电流镀2 min,如果试片高电流密度区出现暗红色,表明氯化铵的质量浓度偏低。
向镀液中加 2 g /L 氢氧化钠,做霍尔槽试验,0.5 A电流镀 2 min,如果试片出现偏红色,则可判定镀液中氯化铵质量浓度偏高。
如果镀液中氯化铵严重偏高,取镀液直接做霍尔槽试验,镀层明显偏红。
2. ρ(氯化铵)偏低时的处理方法向镀液中补加 1g /L 氯化铵或补加 1 mL /L 氨水,一般可使镀液恢复正常。
镀液 pH 较高时,向镀液中补加氯化铵,pH 较低时则应补加氨水,以便提高 pH。
采用“两级跳间隙镀”电源的无氰碱铜工艺研究

生产持久可操作性好。为何不少工艺 , 文章写出来
很 逗人 爱 , 告词 很 诱人 , 最 终 以失 败 结束 , 广 但 根本
转眼 3 多年过去了, o 目睹无氰低铬工艺的曲折
发展 , 有成功的( 如光亮 酸铜 、 低铬钝化)有 比较成 , 功的( 如氯化钾与锌酸盐镀锌 、 亚硫酸盐镀金)也有 , 失败的。无氰碱性镀铜 ( 特别是铜合金 )始终难 以 , 过关 。笔者 曾发 表过 < 浸漫兮 , 路 无氰 碱铜》 的感 概… 但文章末尾还是引用 了鲁迅先生的一句话 : 1, “ 世上本无路 , 走的人 多了, 也就成了路。笔者也望 困境 。研究 推广实用节镍代镍工艺呼声很高。特别对量大面广 的钢铁件 , 能否用无氰碱铜取代暗镍 预镀再镀光亮
钢铁件上要取得结合力 良好 的铜层 , 必须同时解决
置换 问题及 钢铁 件 的易 钝化 性问题 。
2 11 产生置 换铜 问题 ..
酸铜 , 实现厚铜薄镍 , 引人关 注。本研究 的 目的 , 更
是寻找・种适于大生产应用的工艺。
受 XX 公司诚邀 , 开发出性价 比高的酸铜微染
摘
要
回顾 了对无氰碱铜研 究历 史中的经验教训。在大量试验基础 上 , 出了一种 76无氰碱 铜工 艺。对配 位 提 0
剂的恰 当选择 、 组合及工艺条件控 制, 能将临界活化电流密度降得很 小, 使钢铁件上能在宽 J x范围 内直接预镀铜 而 取得 良好 结合 力。用开发的“ 冲击镀加 间隙镀 两级跳 自动 电源” 更有利 于提 高结合 力及提 高抗 阴阳离子杂质影响 , 能力。加入适量硝酸钾能降低 液温并提 高允许 J , K有利 于无氰加厚 镀铜及复 杂管件装饰镀 。
() 3 电解 活化 电解 活化 是 唯一 可考虑 的有效 办法 。分 为双槽
氰化镀铜工艺介绍

氰化物镀铜技术的介绍和说明氰化物镀铜和氰化镀铜是常见的电镀铜工艺!铜:标准电极电位较正,有良好的稳定性,质地柔软、韧性好,是热和电的良好导体,铜层孔隙少、作用不仅可以提高基体金属与表面镀层的结合强度,同时也可减少整个镀层的孔隙,从而提高了镀层对基体的防护性能。
在电镀生产中通常采用铜+镍+铬的组合工艺加工方法来获得有较好防腐的、装饰性良好的镀层。
目前,由于锌合金压铸件制作成本低、制作工艺较易,锌制品作用大增,锌合金压铸件用于制作饰品、拉链头、工艺品等,而锌合金压铸件无法承受酸性镀液的腐蚀,所以,人们常用氰化物镀铜作锌合金压铸件的预镀层。
这是由于铜底层保护了锌合金压铸件不受酸性镀液的腐蚀,并防止了置换镀,而使铜上的镀镍层具有较好的结合性,提高了锌合金压铸件镀层的抗蚀性能。
但是氰化物镀铜存在着毒性较大的缺点。
同时必须考虑废水和废气的处理。
一、氰化物镀铜的特点:氰化物镀铜是应用最广泛、最早的古老镀铜方法。
镀液以氰化钠作络合剂,络合铜离子,也就是铜氰络合物[铜氰络离子Cu(CN)3]2-和一定量的游离氰化物(CN-)组成,呈强碱性。
氰化钠有很强的活化能力和络合能力、又是强碱型,所以具有以下四个特点:特点一、这个电镀工艺的镀液有一定的去油和活化的能力;特点二、氰化物络合能力很强、槽液的阴极极化很高,所以具有优良的均镀能力和覆盖能力,能在各种金属基体上镀上结合力很好的铜层;特点三、各种杂质对镀液影响较少,工艺规范要求较宽,容易控制,基本上能适应各种形状复杂的零件电镀要求。
特点四、氰化镀铜所获得的镀层表面光亮,结晶细微,孔隙率低。
容易抛光,具有良好的导电性和可焊性。
氰化物镀铜在整个电镀工序中是一个较重要环节,因此,一个电镀技师的现场控制水平决定了产品的电镀质量。
二、氰化物镀铜的镀液成分:1.主盐:氰化亚铜(CuCN)、是供给镀液铜离子(Cu-)的来源,配制溶液时以氰化亚铜形式加入,而在实际生产中通常控制金属铜含量(氰化亚铜含金属铜%),因为铜含量与游离氰化物有一定的比例关系。
无氰电镀

废水处理的问题
本研究从多元络合物选择开始,同时考虑其废水处 理的方法,研究在线回收工艺,做到无氰碱铜废水微排 放。无氰高密度镀铜废液处理比较简单,采用氢氧化钙 或氯化钙就可以把铜和络合剂一起沉淀。
图2 A公司无氰碱铜孔隙率蓝点试验照片
四 、项目的创新性
目前国内外在无氰碱铜工艺研究和应用上要 解决的四大问题:
1、在铝合金、锌合金和钢铁零件上镀层 的结合力问题; 2、镀液的稳定性问题 3、电镀废水的处理问题 4、镀前处理工艺问题。
本项目在创新上主要针对解决上述的问题
在钢铁、锌合金、铝合金基体镀层结合力问题
将含铜漂洗废水经过活性炭过滤后,利用LSR 膜系统和RO反渗 透膜系统将废水浓缩,浓缩液回收利用返回镀槽,而透析水直接回到
漂洗槽,做漂洗水用。
终端处理
在废水中加入浓硫酸,将pH值调到3.5左右,再加入双氧水,并 连续用压缩空气搅拌2-3小时以破坏镀液中的络合剂,然后加入氢氧 化钙以沉淀络合剂的分解物和铜离子,再加絮凝剂絮凝,分离沉淀。 处理后的镀液为无色液体,经测试铜离子含量低于0.3ppm。
0.204
0.198
0.250
0.187
72.9% 全部覆盖
63.3% 全部覆盖
60.0% 全部覆盖
58.9% 全部覆盖
27.5% 6cm未上镀
实验结果表明,SF-638无氰碱铜和SF-8639无氰高密度铜电流效率和分 散能力高于氰化镀铜,镀液性能与进口A公司的无氰碱铜处于同一水平 。预 镀哑镍镀液的分散能力、覆盖能力很差。
本研究根据多元络合理论和软硬酸碱原理,选择两种或两种以上 的铜螯合剂,发挥其协同络合作用,提高其对铜的络合稳定性,解决 了无氰镀铜液在钢铁和锌合金件表面的置换问题;同时在镀液中加入 对钢铁、锌合金表面有活化作用的活化剂,解决无氰碱铜液对钢铁、 锌合金基体表面的钝化问题。
DS111无氰碱铜工艺
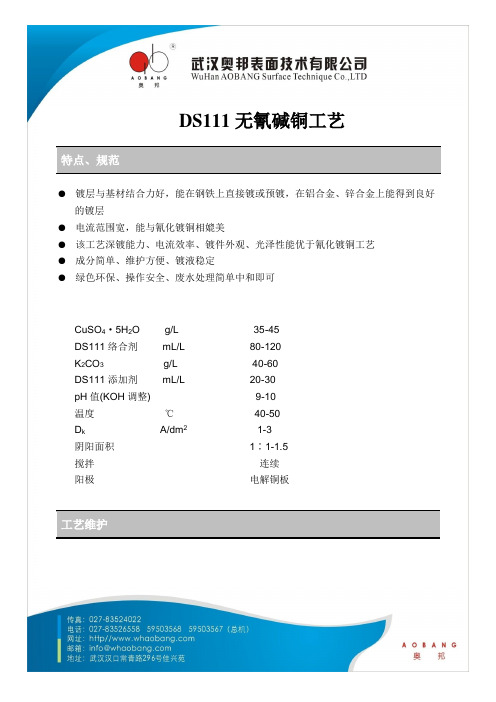
DS111无氰碱铜工艺
特点、规范
●镀层与基材结合力好,能在钢铁上直接镀或预镀,在铝合金、锌合金上能得到良好
的镀层
●电流范围宽,能与氰化镀铜相媲美
●该工艺深镀能力、电流效率、镀件外观、光泽性能优于氰化镀铜工艺
●成分简单、维护方便、镀液稳定
●绿色环保、操作安全、废水处理简单中和即可
CuSO4·5H2O g/L 35-45
DS111络合剂mL/L 80-120
K2CO3g/L 40-60
DS111添加剂mL/L 20-30
pH值(KOH调整) 9-10
温度℃40-50
D k A/dm21-3
阴阳面积1∶1-1.5
搅拌连续
阳极电解铜板
工艺维护
●总体积1/3左右的水加热至40℃,加入计量DS111络合剂,然后加入所需铜盐、
导电盐、DS111添加剂,最后加水至体积,调整PH值,即可试镀。
●Cu2+:8-12g/L为宜,Cu2+浓度过低,光亮范围小,电流密度下降;Cu2+过高,分
散性降低。
●DS111络合剂:工艺范围内生成DS111/Cu2+摩尔比为3-4∶1;一般补充Cu2+就按
比例增加DS111络合剂。
(大约:络合剂1.5-2.5∶1硫酸铜)
●导电盐:能提高导电率和分散性,含量高,缩小镀层光亮范围,含量低,影响导电
率和电流效率。
●DS111添加剂:扩大了D k和镀层整体性能及光泽度。
日常消耗量:100-150mL/KAH。
注:本说明是根据本公司的试验为准,仅供参考。
六大常见电镀工艺故障解决办法之电镀碱铜

六大常见电镀工艺故障解决办法之电镀碱铜
电镀碱铜故障及排除方法
故障现象故障原因排除方法
结合力不好镀前除油不彻底:加强前处理;
酸活化时间太短或
活化液太稀:
调整活化酸;
铜液中游离氰化钠
太少或过低:
分析成分,调整至正常范围;
镀液温度过低:提高温度;
电流密度太大:降低电流密度;
镀铜液中有较多六
价铬离子:
加温至60℃,加入保险粉0.2-0.4克/升,搅拌20-30分钟,趁热
过滤;
镀层粗糙、色
泽暗红
温度太低:提高温度;
阴极电流密度大:降低电流密度;
阳极面积太小:增加铜板或铜粒;
游离氰化钠太低:分析含量,补充至正常范围;
有金属锌、铅杂质:
先调整氰化钠正常含量,加入0.2-04克/升硫化钠,加入1-2克/
升活性炭,搅拌20-30分钟,静止过滤;
镀液中碳酸盐含量
过高:
加温60-70℃,在搅拌下加入氢氧化钠,搅拌30分钟,静止过滤;
镀层有针孔
基体表面粗糙:加强抛光;
镀液中有油或有机
杂质:
活性炭分处理;
铜含量过低或氰化
钠含量过高:
分析成分,调整正常范围;阴极电流密度过大:降低电流密度;
阳极面积太小:增加阳极面积。
本文是由宁波市镇海跃阳电器厂整理编辑。
碱性无氰预镀铜技术的应用

广 州 三 孚 的 S 6 8 江 苏 梦 得 的 P C 以 及 国外 引 进 F3 、 PU
的 S re84 uTc 6 。但是各同类工 艺都存 在不 同程度 的缺陷 ,
主 要 是 结 合 力 差 、 极 溶 解 性 差 、 层 长 毛 刺 、 艺 范 围 阳 镀 工 窄 、 液 稳 定 性 差 、 废 水 处 理 困难 , 多 电 镀 厂 家 建 立 溶 且 很 无 氰 预 镀铜 生 产线 后 由于 这 些 问题 又被 迫 下 马 ,造 成 工 艺 的 反 复 。 对 这 些 问 题 我们 从 2 0 年 起 开 始研 制 与 开 针 06 发 新 型 无 氰 预 镀 铜 工 艺 ,0 8年底 通 过 工 厂 鉴 定 并 开 始 20 批 试 生 产 ,0 9年通 过 了 中 国兵 器 集 团 总 公 司 组 织 的 技 20 术验 收 , 2 1 年 9 通过 湖 南 省 科 技 厅 组 织 的 技 术 鉴 于 00 月 定 和 湖南 省 经 信 委 组 织 的新 产 品鉴 定 。
平性好 、 定性 高 、 稳 工艺简单 、 前处理要求低等特 点被 广
泛 使 用 , 氰 化 镀 铜 含 有 氰 化 物 , 性 大 , 害 操 作 者 健 但 毒 危 康 , 生 产带 来 重 大 安全 隐患 , 给 环境 与 生态 带 来 巨大 给 也 破 坏 。因此 , 研究 无 氰预 镀 铜替 代 工艺 是 建设 资 源节 约 型 与环 境 友好 型社 会 、 大力 发展 循 环 经济 的一 项 重 要措 施 。
( 南 机 器 集 团有 限公 司军 研 所 , 南 湘 潭 4 10 ) 江 湖 12 7
摘 要: 文章 分 析 了无 氰预 镀铜 的研 究现 状 , 出了新 型 无氰 预镀 溶 液 配 方 、 制 、 护 与 工 艺方 法 , 介 绍 了 实际应 用 提 配 维 并
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EPI Ultra CU无氰碱铜工艺维护
工艺参数 标准 范围 检查方法 检查频率 维护方法
E-Brite Ultra Cu E 10%(V/V%) 8-12%(V/V%)
哈氏槽试验 每天一次
E-Brite Ultra Cu-E:单一维护添加剂,作为阳极铜溶解的络合
剂。其消耗量为600毫升/1000安培小时。当缺少E-Brite Ultra Cu
-E时,镀层的结合力降低。每天补加200ml E-Brite Ultra Cu E,
分两次添加。
金属铜含量 7.2克/升 5.4-9克/L 滴定分析 每三天一次
E-Brite Ultra Cu:主要用作铜补充剂,含18克/升铜。每提高1g/L
铜离子,需添加E-Brite Ultra Cu 56ml/L.
pH值 9.8 9.4-10.0 PH计 每4小时一次 用500g/l碳酸钾调高PH值,若PH过高,可用10%稀硫酸调低。
温度(度) 50 48-55 温度计 随时 自动温控装置
电压(伏) 1-1.5V 目视 随时 固定电压
电流(安) 12-20A 目视 随时 三挂产品,电流密度太大,产品高区烧焦,镀层粗糙,颜色太深
阴极电流密度 0.5-2.7安培/平方分米
空气搅拌 1. 强有力的空气搅拌适用于挂镀与滚镀。推荐使用低压、大容量空气搅拌机,并配合循环过滤,以产生良好的溶液流动,这样易产
生一个较光亮镀面,避免高电流密度区烧焦。
2. 若搅拌管不均匀,铜离子浓度偏低,镀层颜色会不均匀,此时建议降低空气搅拌强度。
过滤 连续的使用5微米滤芯,2-3个循环/小时。停工时可用1微米滤芯过滤镀液。(新的过滤器及其滤芯应用热水彻底清洗后使用,以防
有机杂质进入镀槽)。
活性碳过滤处理 1.2-2克/升无硫活性碳连续过滤,至少一周更换一次。
注:其它注意事项请查阅Ultra CU 碱性无氰镀铜工艺说明书。