浅析锥形穿孔机组
浅析螺旋钻机在徐州矿区薄煤层开采中的应用

我国绝大多数产煤矿区薄、中厚、厚煤层并存,其中薄煤层储量较丰富。
全国1.3m以下的薄煤层储量约占煤炭总储量的20%。
薄煤层开采难度极大,工效很低,安全性差,一直是制约煤炭企业生产接续和可持续发展的难题,以致部分矿区过早衰竭,致使我国东部煤炭资源挖潜和利用的任务日趋加重。
党中央提出:坚持以信息化带动工业化,以工业化促进信息化,走出一条科技含量高、经济效益好、资源消耗低、环境污染少、人力资源优势得到充分发挥的新型工业化路子。
徐州矿务集团公司坚持用高新技术对传统产业进行改造,按照做大总量、调整结构、提高质量、显现效益的要求牞全力推进环境保护和资源节约相结合的新型工业化进程,走出了煤炭企业的新型工业化发展道路。
该集团的韩桥煤矿采用了BSHK-2DM型螺旋钻机无人工作面开采,为我国薄煤层开采开创了一种新的采煤方法。
1.螺旋钻机及操作1.1用途BSHK-2DM型螺旋钻机是解决薄煤层开采、提高煤炭资源回收率的一种新型的采煤设备,是目前解决薄煤层开采的最好方法之一。
该机采用独头钻采的工艺,即螺旋钻机布置在顺槽中,向一帮煤层钻孔,钻头割煤,螺旋钻杆掏煤,煤直接落在顺槽的刮板机上运出。
该机的应用实现了无人工作面独头采煤。
采宽为1.905~2.105m,采深可达85m。
1.2适用条件及系统配置螺旋钻机适用于非自燃、有瓦斯和煤尘爆炸危险的煤层,其厚度为0.65~0.9m,煤层倾角为-15°~+15°,在减少采深的况下,可应用在煤层倾角-25°~+25°的工作面,煤层走向倾角小于8°,巷道净断面不小于11.2m2,卧底量不小于0.6m。
当开采不规则煤层及保安煤柱时,其煤层厚度可达1.5m。
螺旋钻机不允许应用在有煤与瓦斯突出危险和自燃的煤层,当岩石夹层硬度f>6时不能应用。
螺旋钻机的通风、供水、运输依赖于全矿井的通风、供水、运输系统。
与螺旋钻机配套的设备有:工作面刮板运输机、单轨吊、局部通风机和各类控制开关。
CPE工艺的特点及发展趋势刍议
CPE工艺的特点及发展趋势刍议彭龙洲;段炜;余邦键【摘要】概述了CPE工艺的发展历程.CPE工艺具有延伸系数大,适应薄壁钢管轧制,钢管D/S可达40以上的特点.在对工艺参数和设备选型进行分析讨论的基础上,指出CPE机组适合中小直径薄壁无缝钢管的生产,可用作中小规格、中等产量无缝钢管生产机组的升级改造选择机型;由CPE工艺生产小规格无缝钢管,可与连轧管工艺形成互补.【期刊名称】《钢管》【年(卷),期】2012(041)004【总页数】6页(P12-17)【关键词】无缝钢管;CPE工艺;工艺参数;设备选型;中小直径;薄壁;中等产量;发展趋势【作者】彭龙洲;段炜;余邦键【作者单位】北京科大中冶技术发展有限公司,北京100029;北京科大中冶技术发展有限公司,北京100029;北京科大中冶技术发展有限公司,北京100029【正文语种】中文【中图分类】TG335CPE是斜轧穿孔和延伸(Cross-roll Piercing and Elongation)的缩写,是在传统顶管工艺基础上发展起来的。
传统顶管工艺由海因里希·艾哈德在1891年第一个成功运用于无缝钢管的生产。
用这种方法生产无缝钢管时,先将坯料在立式压力穿孔机上穿成带杯底的空心坯,并经延伸机延伸,然后用芯棒推着带杯底的空心坯通过若干个顶管模将空心坯延伸成荒管。
因受压力穿孔机穿孔比和延伸机延伸系数的限制,毛管长度短,不利于生产较长的钢管,存在管坯单重小、收得率偏低的缺点。
如生产较长钢管,顶管机的延伸系数需变大,又增大了顶管机的床身长度。
CPE工艺由德国SMS Meer公司研制。
与传统顶管工艺相比,其主要特征是用斜轧穿孔机代替了压力穿孔机和延伸机。
工艺过程为:穿孔机将管坯穿孔成毛管后,用缩口机将毛管一端做成杯底状,然后由顶管机进行延伸变形成荒管。
因采用斜轧穿孔机,管坯长度不再是制约因素,管坯直接穿制成毛管,简化了生产过程,其壁厚精度主要由穿孔机确定;因分配到顶管机的延伸系数变小,并采用预穿芯棒,因此顶管机的床身长度可以缩短。
潜孔钻机的介绍
潜孔钻机第一节概述一、潜孔钻机的应用在钻孔机械应用中,气腿式凿岩机只能钻凿小孔径、中浅炮孔;重型导轨式凿岩机经接杆也能钻凿较深的炮孔,但能量消耗大,钻进速度慢。
而潜孔钻机的特点是活塞打击钎杆时的能量损失不随钻孔的延伸而加大,因此,它适合于钻凿大孔径、深度大的炮孔。
潜孔钻机是利用潜入孔底的冲击器与钻头对岩石进行冲击破碎,因此,称为潜孔钻机。
广泛用于金属矿山、水电、交通、建材、港湾和国防工程中。
潜孔钻机:用钻杆带动风动冲击器和钻头一起旋转,利用风动冲击器的活塞冲击钻头破碎矿岩,通常用在中小型矿山中钻直径80~250毫米的炮孔。
潜孔钻机可以在中硬以上(f ≥8)的岩石中钻孔。
钻机价格比较便宜,特别适用于中小型露天矿。
潜孔凿岩的实质,是在凿岩过程中使冲击器潜入孔内,以减小由于钎杆传递冲击功所造成的能量损失,从而减小孔深对凿岩效率的影响。
潜孔凿岩的凿岩设备是潜孔钻机,我国地下矿山常用的有YQ-80、YQ-100及QZ-165等型号,在坚固性系数f=8~14的矿岩中钻凿孔径为80~165毫米的深孔,能获得较高的凿岩速度一体化液压潜孔钻机广泛应用于冶金、矿山、建材、铁路、水电建设、国防施工及土石方等露天工程的爆破孔钻凿及水下钻孔爆破炸礁工程中。
履带行走,钻具回转推进,钻架顶升补偿,钻机调平都采用液压驱动。
采用螺杆式空气压缩机输出的压缩空气为动力冲击凿岩和冲洗炮孔,使用气压范围为1.05~1.4MPa,配用干式层流除尘器。
钻具采用英格索兰高气压潜孔冲击器,钻凿孔径90~180毫米,深度为30米垂直或倾斜炮孔。
一体化液压潜孔钻机是目前国内最先进的一体化液压潜孔钻机,具有高效的高气压潜孔钻进系统,便于高精度、高效率的爆破孔钻凿。
国际化的采购、计算机优化设计以及功率匹配与负载适应系统的开发与应用,实现了动力系统从动力—泵—负载全局功率匹配,有效降低了整机能耗,确保了整机最佳性能与高可靠性。
二、潜孔钻机的分类1、根据使用地点不同,分为井下潜孔钻机和露天潜孔钻机两大类。
用改进的有限元模型分析二辊斜轧穿孔过程
用改进的有限元模型分析二辊斜轧穿孔过程
郑坚敏;薛建国;李胜祗;徐洁;段修刚
【期刊名称】《重型机械》
【年(卷),期】2007(000)002
【摘要】借助有限元软件MSC.SuperForm2005,建立了新型的2D模型.采用Oyane断裂准则对圆坯二辊斜轧时的内撕裂形成过程进行二维热-力耦合数值模拟.模型中不仅反映了轧辊送进角和轧辊入口锥角的影响,而且还考虑了辊径的影响.结合宝钢140 mm全浮芯棒连轧机组Diescher穿孔机的工具和变形参数,分析了管坯斜轧时的应力应变状态和韧性断裂的特征值的分布状况,得到了管坯临界压下率.数值模拟结果与实际吻合较好,从而对生产过程合理确定变形参数有指导意义.【总页数】6页(P23-28)
【作者】郑坚敏;薛建国;李胜祗;徐洁;段修刚
【作者单位】宝山钢铁股份公司宝钢分公司,上海,200941;宝山钢铁股份公司宝钢分公司,上海,200941;安徽工业大学材料科学与工程学院,安徽,马鞍山,243002;安徽工业大学材料科学与工程学院,安徽,马鞍山,243002;安徽工业大学材料科学与工程学院,安徽,马鞍山,243002
【正文语种】中文
【中图分类】TG335.7
【相关文献】
1.Φ114mm二辊斜轧穿孔机后台定心辊的改进 [J], 解作祥
2.二辊斜轧穿孔机轧辊锥角的改进 [J], 吕再兴;刘延峰
3.二辊斜轧穿孔顶头的改进 [J], 成海涛
4.二辊斜轧穿孔导板的改进 [J], 刘汉玉
5.改进φ100mm二辊斜轧穿孔机辊型,减少奥氏体不锈荒管内折和轧卡废品 [J], 任龙宝
因版权原因,仅展示原文概要,查看原文内容请购买。
锚杆转载机组结构浅析
锚杆转载机组结构浅析发布时间:2021-02-01T03:13:31.627Z 来源:《防护工程》2020年30期作者:张国忠[导读] 锚杆转载机组主要用于煤巷及半煤岩巷道掘进工作面支护作业,能够实现顶、帮同时支护,还具有在硬度f=3~8的煤/岩层内钻炮孔及探测孔(探水、探瓦斯)等功能。
巷道支护高度3.2~4.2米,支护宽度4.4~5.6米。
廊坊景隆重工机械有限公司河北廊坊 065300摘要:锚杆转载机组通过与掘锚机进行合理的掘、锚作业分工,有效地解决了掘进工作面中锚护作业的瓶颈,并在转运物料系统增加了破碎装置以提高运输效率,是实现目前国内巷道快速掘进的首选装备。
关键词:锚杆转载机组;支护作业;快速掘进1前言MZHB5-1000/30P型锚杆转载机组(以下简称锚杆转载机组)集锚杆锚索支护、转载、破碎、履带行走于一体,是景隆重工为实现掘锚机工作面的快速掘进而研发设计的后配套设备。
锚杆转载机组通过与掘锚机进行合理的掘、锚作业分工,有效地解决了掘进工作面中锚护作业的瓶颈,并在转运物料系统增加了破碎装置以提高运输效率。
锚杆转载机组具有钻进功能全面、安全性好、工作效率高、工人劳动强度低等特点,尤其是在两帮不稳的条件下,通过使用本设备及时进行两帮的锚杆锚索支护作业,能大大提高支护效率和支护质量,并缩短支护作业时间。
锚杆转载机组结构合理、机构紧凑、操作方便,是实现目前国内巷道快速掘进的首选装备。
2适用范围锚杆转载机组主要用于煤巷及半煤岩巷道掘进工作面支护作业,能够实现顶、帮同时支护,还具有在硬度f=3~8的煤/岩层内钻炮孔及探测孔(探水、探瓦斯)等功能。
巷道支护高度3.2~4.2米,支护宽度4.4~5.6米。
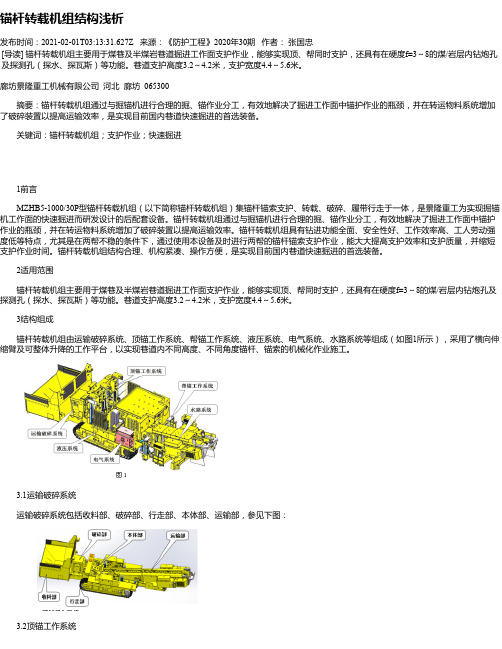
3结构组成锚杆转载机组由运输破碎系统、顶锚工作系统、帮锚工作系统、液压系统、电气系统、水路系统等组成(如图1所示),采用了横向伸缩臂及可整体升降的工作平台,以实现巷道内不同高度、不同角度锚杆、锚索的机械化作业施工。
我国各钢管厂无缝钢管机组名称产品规格生产能力

轧机/ 台数
1 1 1 1 2 1
生产能力/ 万t
0. 5 0. 2 0. 5 0. 4 0. 3 1. 0
建设年代
-
上钢一厂张家港市钢管联营总厂
Φ76 机组
Φ15~130
1
2. 0
-
无锡长安特殊钢钢管厂
辊穿孔机十 3 辊延伸机
Φ12~60 ×2~5
1
1. 0
Φ100 机组
Φ76~100
1
2. 0
-
Φ76 机组
Φ28~64 ×3~6
1
1. 2
-
Φ76 机组
Φ6~108 ×0. 5~6
1
1. 0
-
Φ76 机组
Φ10~6. 25 ×1. 5~7
1
0. 8
-
Φ50 狄塞尔轧管机
Φ15~76 ×0. 25~8
1
0. 5
-
Φ50 、Φ60 穿孔机
Φ6~74 ×2. 5~14
(隧道式或回转式) 。
在线热处理生产线是由计算机控制的 。几乎
所有的碳素钢 、低合金钢 、微合金钢 、易切削钢 、弹
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
76~127
1
6
1996 年
1
10
正在建设
1
7
1995 年改造
1
2
-
1
12
1953 年
1
10
1958 年
包头无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂 成都无缝钢管厂金堂分厂
无缝钢管机组生产能力计算
根据计算综合考虑确定各主要设备和辅助设 备的技术性能。
芯棒前进速度,一般为 1.5~2.5 m/s,轧制时最大限
动速度 1.5 m/s。
5)轧完后芯棒快速返回前台:
t2
=
L2 V2
(30)
式中, L 2 为芯棒返回行程(m);V 2 为芯棒返回速度,
最大 4.5 m/s。
8)顶杆车返回原位:
·18·
钢铁技术
2008 年第 6 期
t = L X + 1500
(5)
V
式中, LX 为毛管长度;V 为顶杆小车速度,一般为
3~5.0 m/s。
上述辅助时间要根据各机组的具体情况确定。
2.3 穿孔机小时生产能力
穿孔机小时生产能力 Q 可按下式计算:
Q = 3600 × G T ×K
轧辊直径为 Ф420~480 mm,轧辊转数 120
r/min,轧制速度为:
V = πDn = 3.1416 × 0.42 ~ 0.48 ×120
60
60
= 2.64~3.01 m/s
3.4 Ф100 mm 自动轧管机回送辊速度:
回送辊直径 Ф340~370 mm,轧辊转数 338
r/min,回送辊速度为:
相结合的方法来确定。现说明如下: 1)设喂料器滑台的前进速度为 100 mm/s,从芯
棒插入荒管到喂入孔型的行程约 5000 mm,故插入芯 棒的时间需 50 秒。
锥形打浆机及OPTIFEED概念
1、`锥形打浆机1.1磨浆理论磨浆原理可以概括为利用机械能量,使纸浆纤维的结构性质产生改变的过程。
经过磨浆处理,使纤维的抗拉强度、破裂强度、纤维内部的结合强度和打浆度均有提高,纤维的撕裂强度在初始阶段有所提高,但过分的磨浆反而会大大降低其撕裂强度;透气性、透明度及光散射系数等有所降低。
所有上述效应的强弱,均与磨浆机施加到每吨干纤维的能量(比磨浆能耗SRE)有关。
除此之外,还有很多因素影响纸浆的品质。
如原材料本身品质、磨浆机的比边刀负荷(Specific Edge Load,简称SEL)、磨片磨齿形状和排列等都对磨浆效果有一定影响。
关于低浓度磨浆理论研究,国际上普遍使用的是比边刀负荷理论。
与此理论相关的重要参数分别是比磨浆能耗SRE(Specific Refining Energy)、比边刀负荷SEL及比表面负荷SSL(Specific Surface Load)。
(1)比磨浆能耗SRE在磨浆过程中,施加到纸浆里的能量称为比磨浆能耗SRE,用每吨绝干纤维消耗的能量表示。
SRE是一个非常重要的参数,它表明了磨浆机对纸浆处理的程度,其计算公式为:SRE(kW.h/t)=P e(kW)/m(t/h)=(P t-P0)/0.0006Q.C式中:P e为有效磨浆功率(kW),P t为电机输入的总功率(kW),P o为空运转功率(kW),m为每小时绝干纤维通过量(t/h),Q为浆流量(L/min),C为浆浓度(%)。
空运转的能量消耗又称为无功功耗,P0的大小受磨盘转速、直径、磨片结构和磨浆机结构,正确选择其工作参数,是提高磨浆机工作效率的比途径。
(2)比边刀负荷SEL磨浆机是通过磨盘刀棒间的相对运动对纤维进行处理的,磨片的典型材料为不锈钢或铸铁,其基本设计参数是刀棒宽度、刀棒槽间间隙宽度、刀棒高度和刀棒角度。
根据比边刀负荷理论,用比边刀负荷SEL描述磨浆效应的强度,它表示转动磨片刀棒切刃施加到纤维上的能量,其物理意义如图所示。
二辊斜轧穿孔机(毕业论文doc)
1 绪论1.1选题背景进入21世纪后,在材料工业的传统产业中,尽管陶瓷材料、有机塑料、复合材料等管材的发展在一定程度上取代了钢管,但钢管在石油、电力、化工、煤炭、建筑,机械、军工、航空航天方面的地位仍然是不可动摇的,管材仍然被公认为是21世纪一种主要的建筑与工程材料。
21世纪,全球经济将持续增长,对钢管的需求量也将继续增长。
增长的同时,钢管工业必须从“装备落后型”向“装备先进型”、“企业分散型”向“企业集中型”转变,如装备先进水平的轧管机组和兼并规模较小的钢管生产企业等。
目前,虽然我国已是钢管消费和生产大国,已成为钢管的净出口国,但在生产装备、产品品种、质量、成本、废弃资源利用以及环境保护上均较世界先进水平有较大差距。
为进一步增强竞争力,必须尽快缩小上述差距,尽快使生产装备和工艺技术达到国际先进水平,使我国真正成为世界钢管生产强国。
因此,中国钢管行业的发展战略,应该是以调整结构为中心,开发研究高档次专用管材为重点的发展战略。
无缝钢管生产的实质是将实心的管坯或钢锭穿孔并轧制成空心断面的钢管,其基本工序为穿孔和轧管。
二辊斜轧穿孔机分盘式、菌式和辊式三种斜轧式穿孔机。
管坯在此三种斜轧穿孔机中穿孔变形时三者的变形区形状相同,变形过程的特点也基本相同。
但由于老式的盘式和菌式穿孔机受结构条件的限制,轧辊悬臂安装,轧机强度小,不能穿大直径薄壁管,齿轮传动部分磨损快,修理频繁,生产率低,辊身短、变形区短,单位变形区长度上应力较大,穿孔过程中金属内部产生极大的应力使毛管质量变坏;前进角固定,生产品种受到限制,所以这两种穿孔机目前较少使用(不再建),用得最广泛的是辊式穿孔机]1[。
1.2国外无缝钢管生产的发展在19世纪,人们就开始了无缝钢管生产的研究。
美国生产无缝钢管的公司有十九家,设备生产能力超过25万吨的有八家。
美国现有的无缝钢管轧机中,有自动轧管机组二十五套,连轧管机组五套,三辊轧管机九套,狄赛尔机组四套,挤压机组十套,大顶管机二套。
提高穿孔机顶头寿命的途径
提高穿孔机顶头寿命的途径闫柱威,张延东,石满鹰(内蒙古包钢钢联股份有限公司无缝钢管厂,内蒙古 包头 014010)摘 要:穿孔顶头是无缝钢管生产中最重要的模具之一,文章通过分析穿孔机顶头的失效形式,并从顶头外形、材质、表面氧化等方面探索提高顶头使用寿命的方法。
关键词:穿孔顶头;失效形式;提高使用寿命中图分类号:TG335 7 文献标识码:B 文章编号:1009-5438(2008)02-0007-03Improve the Service Life of Piercing PlugY AN Zhu-wei,ZHANG Y an-dong,SHI Man-ying(Seamless Tube Plant o f Steel Union Co.Ltd.o f Baotou Steel(G roup)Corp.,Baotou014010,Nei Monggol,China)Abstract:The piercing plug is one of the most i mportant tools used for the seamless steel tube prod uction.The invalid forms of piercing plugs are analyzed.The methods to i mprove the service life of piercing plug is expounded from the differen t aspects such as plug appearance,material,outer oxidation,and so on.Key words:piercing plug;invalid forms;improve service life钢管生产在国民经济中有重要的地位,世界各国都十分重视钢管生产技术的发展。
据有关资料显示,目前世界钢管年产量已超过7000万t,在发达国家的钢材消耗中,钢管的比例约占6%~11%,而且随着经济的发展,还将显著增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
—
-
6 — 4 —
闭锁装置双 向锁紧 。止推小车 由钢丝绳 拖动 ,穿孔时 ,运行 到闭锁位置 ,被 闭锁装置锁紧 ,承 受穿孔时的轴 向力 ,轧制 完成后 ,闭锁装置打开 ,顶杆 小车后退 ,使顶杆从毛管 中抽 出 。顶杆 内通水冷却 ,冷 却水 从止推小车尾部进入 、流 出 ,
实现冷却 。
穿孔工序是无缝钢管变形的第—道工序 , 也是最重要的变 形工序之一。现在普遍使用的无缝钢管热轧穿孔工艺设备一
二辊斜轧穿孔机,大致分为两类:一、 传统的桶形辊 ( 曼式 )
: :l  ̄ Ll i t;二 、 q , 锥形辊穿孔机。与桶形辊穿孔l. , 柳相比 锥形辊穿 孔机具有更 多的优 点 : 利于金属轴向延伸变形 , 有 附加变 形
置 等组成 。机 架为 整体铸 件 结构 ,作用 于上 下轧辊 的轧 制 力 ,通过上 下转 鼓装 置 、压下压上装置 的压下螺 丝 、压下丝 母 传到机 架 的框架 上 。轧辊 装置为 互换 件 ,装在上 下转 鼓
上 ,可 以在机 架装置 中上 下 滑动 。机 组 轧制 中心线 是 固定
顶杆 刚度 对 毛管 壁厚 不均 影 响比较 大 ,特 别是 毛 管尾
可根据坯料规格 的不 同进行更换 。
3) 台一段 后
穿孔机前 台主要 由受料槽 、推坯机 和剔除 台架三大部 分 组成 ,其 功能 为接受 加热 后 的管坯 ,由推 坯机 推入 穿孔机 内,辅助穿孔机咬入。 2 穿孔机本体 ) 穿孔机 主机座为立式 , 两套锥形轧 辊上下布置 ,单独 传
● u 1● T
o ,J
总 第3 期 2
M od r ndu t i l e nI s ra o Ec nom y a nf m a i ni a i nd I or t o z t on
A ugus , 201 t 2
工程 技术
T ot lof32 a
浅 析 锥 形 穿 孔 机 组
【 中图分类号】T 3 3 G 3. 8
【 文献标 识码】 A
【 文章编号】 0 5 04 ( 1 ) — 0 4 0 2 9 — 7 8 0 0 06 — 2 2 2 8
引 言
.
鼓上的轧辊向着轧制 中心线 方向电动调整 ,并可通过编码器 检 测 ,数字显示系统在操作 台上显示轧辊的开 口度。 左 右 导板 安装 在 可 回转9 。的导板 架 上 ,需 更换 导板 0
【 收稿 日期】2 1- 5 1 02 0- 3
轨装置 、 传动装 置等组成 。其功能是和 穿孔 机出 口台一段组 合在一起 , 同配合穿孔机完成管坯 穿孔 。穿孔时 ,它使 顶 共 头 、顶杆牢 固地位 于穿孔位置 ,顶头 位置可以轴向调整 ,由
【 作者简介】杨锐 ( 93 18 -),女 ,山西平遥人 ,本科 ,助理 工程师 ,主要从 事轧钢设备设计 工作 。
小, 毛管质量好, 壁厚精度较高,出口 速度快。
1 锥 形 穿 孔机 组 成
穿孔机组 主要 由前 台 、穿孔机本体 、后 台一段 、后 台二 段 、主传动装置 、上下接轴支架 、干油润滑装置 、稀 油润滑 装置 、液压系统和 电控 系统 等组成 。
1 前 台 )
锁紧在机架上 , 更换时 由液压缸 松开拉 出,整个入 口导 套装 置安装于联接在机架上 的铸 钢座 上。导套 中装有导 管 ,导管
动 ,导板水平布置 。
穿孔机 出 口台一段 主要 由三辊导 向装置 1( 内辊 )、 机 三辊导 向装置2 、升 降辊 道 、拨料 装置 、挡料器 以及连接 底 座等组成 。其功能是 与出 口台二段组合在一起 ,与穿孔 机紧 密结合 ,共 同完成管坯 穿孔 。三辊导 向装置抱 紧顶杆 ,保证
杨 锐
( 太原 通泽重 工有限公 司,山西 太原 0 0 3 30 2) 【 摘要】 穿孔 工序是无缝钢管 变形的第一道工序 ,也是最重要 的变形工序之 一。通过介绍锥形 穿孔机组的结构组 成 、生产工 艺流程以及 锥形穿孔机机 组的特点 ,为今后的用户设计和选用提供 必要 的参 考和 帮助 。 【 关键词】锥形 穿孔机 ;工艺流程 ;轧辊 ;精度
属检测器检测到Βιβλιοθήκη 料后发 汛 ,定心辊的液压缸动作 ,三个导
向辊 打开 到一定 位置 ,使 其与 顶杆 间形成 一环形 空 间 ,这 样 ,毛管在这三个导 向辊 的引导下 ,通过这环形空 间沿轧制 线方 向前进 。当毛管 到达第二架定心辊之前时 ,第二架 的热
金属 检测 器检 测到有 料后 发 讯 ,第二 架动 作相 同 ,依此 类 推 。当穿孔 完成后 ,五组升降辊道升起到达支持毛管位 置 , 第二架到 第五架定心辊的液压缸动作 ,定心辊上部辊打 开 , 后 台二段 的顶 杆小车传动装置启动 ,带动顶杆和毛 管后退 ,
顶头位于轧制线 中心 ;为毛管导向 ,使其沿轧制线前 进 ;使
毛管与 ̄t分离 ,并且将 毛管从侧面拨离轧制线 。 .- . T - 三辊导 向装置 1 轧制 区较 近 ,能更好 地限制 顶杆 与毛 距
管的径 向振动 ,保 证穿出毛管壁厚均匀 ,液压 缸夹紧顶杆能
增加其刚度。
主机座 由机 架 、轧辊装置 、上 下转 鼓 、压下装置 、压 上 装置 、上下辊送 进角调整装置 、左右导板装置及 入 口导套装
时 ,导板锁紧缸卸压退 回 ,由旋转液压缸驱动 回转 9。 。导 0
板在水平面上朝着轧制 中心线方 向的开 口度 ,可通过 电机带
动蜗轮 升 降机机 械调 整后精 确 定位 ,并通 过光 电编 码器检 测 ,开 口度可通过数 字显 示系统进行显示 。
在穿孔机入 口侧 设有一喇叭型入 口导 套装置 ,由液压 缸
端 ,采用定心辊 固定顶杆后 ,显著改善 了壁厚 不均的情况 , 这是因为定心辊 固定顶杆增 加了顶杆刚度 ,减少顶杆弯 曲 ,
的 ,通过上下轧辊 的压下 、压上装置 ,可 以将安装在 上下 转
从而增加了顶杆 在变形区中运动 的稳定性 。
4) 台二段 后
穿孔机 出口台二段主要 由闭锁装 置 、顶杆止推 小车 、导