国际焊接工程师练习题及答案
国际焊接工程师(IWE)中期考试试题-材料B卷
国际焊接工程师(IWE)中期考试试题材料部分(B卷)答题前请认真阅读:多项选择题,每题1-3个正确答案;若超出本卷试题正确答案总数时,则从得分中扣除超出部分相应的分数。
l、生铁的含碳量最大约为:A、0.1%B、1.0%C、2.0%D、4.0%E、2.5%2、钢在焊接时可能产生的热裂纹种类有:A、焊缝中的凝固裂纹B、热影响区的液化裂纹C、高强钢中的延时裂纹D、层状撕裂E、时效裂纹3、低合金钢10CrMo9-10中的Cr的含量约为:A、10%B、9%C、2.25%D、1%E、0.1%4、从一个完整的连续冷却转变图中,可以得到:A、材料的化学成份B、奥氏体化温度C、一定的热处理D、—定冷却速度下材料硬度E、以上说法都对5、X10CrNil8-9含铬量为多少?A、0.18%B、1.8%C、4.5%D、18%E、0.45%6、拉伸试验可以得到材料的什么?A、抗拉强度B、硬度C、韧性D、合金种类E、延伸率7、如果在沸腾浇注钢的偏析区焊接时被熔化,会发生何种现象?A、人工时效现象B、由于再结晶而降低韧性C、由于不允许的硬化而产生裂纹D、热裂纹E、冷裂纹8、材料的脆性转变温度(过渡温度)通常由于列哪些试验方法来确定?A、缺口冲击试验B、横向拉伸试验C、罗伯森试验D、爆破试验E、维氏硬度试验9、在钢中,那些元素是引起时效的主要原因?A、硫B、碳C、氮D、氧E、锰10、下列那些反应等式是铁碳相图具有的?A、S==γ+Fe3CB、S==α+Fe3CC、δ==γ+αD、S+δ==γE、γ+δ==α11、下列哪种元素可以与铁形成间隙固溶体?A、碳B、锰C、镍D、铜E、磷12、铁在冶炼过程中,那种元素是有害的伴生元素?A、磷B、碳C、硫D、锰E、硅13、材料中常见的具有面心立方晶胞的金属有:A、铝B、铬C、锌D、铜E、镍14、对钢进行淬火处理时,下列那种说法是正确的?A、加热温度为1200℃B、可以使钢硬化C、使钢的抗磨蚀性提高D、只有钢中的碳含量>0.22%时,才可淬火E、在A3曲线以上30℃—50℃整体加热,达到临界冷却速度15、进行那种热处理工艺时,不必加热到奥氏体区域:A、正常化退火B、淬火C、调质处理D、消除应力退火E、低温回火16、随着钢中碳含量的增加,那些性能随着降低?A、屈服极限B、韧性C、焊接性D、耐磨性E、延伸率17、钢的焊接接头优先用那些硬度检验?A、HBl0/3000B、HVl0C、HRBD、HV5E、用Poldi锤18、在计算结构屈强比时使用那些特征值?A、抗拉强度B、延伸率C、屈服强度D、冲击韧性E、含碳量19、在一般的焊接条件下,直到多大含碳量碳钢还可以不予热进行焊接?A、0.022%B、0.05%C、0.22%D、1.25%E、2.06%20、利用碳当量可以粗略估计那种对焊接较为有利的参量?A、焊后热影响区的硬度B、需选择的预热温度C、焊接填充材料的种类D、焊缝的抗拉强度E、焊接速度21、对材料冲击试验的说法正确的是:A、冲击试验可以反映材料的强度性能B、试样的形状对冲击功的影响不大C、试验温度对试验结果有一定影响,所以试验前先根据需要确定试验温度D、目前,常用的试样类型是按ISO V型缺口的标准加工试样E、缺口冲击试验可以测定材料的很多力学性能22、构件脆性断裂是指:A、构件在外界载荷作用下发生塑性变形后导致断裂B、构件所承受的外界载荷大于额定载荷而导致断裂C、构件承受动载而导致疲劳断裂D、构件在没有明显的塑性变形前断裂E、一般是在外界载荷未达到额定载荷,由较大的正应力所引起的断裂23、标记EN l0025S3552G3中的J2代表材料的冲击功为:A、-20℃时冲击功为27JB、-40℃时冲击功为27JC、-20℃时冲击功为47JD、+20℃时冲击功为27JE、供货状态为正火24、铁原子在同素异构转变中发生面心立方晶格转变温度是:A、723℃B、911℃C、1392℃D、1538℃E、680℃25、下列哪些钢种是按化学成份含量进行标记?A、S235B、C25C、13CrMo4-5D、X8Ni9E、E275。
IWE(国际焊接工程师)参考题(焊接工艺)
IWE参考题(焊接工艺)1.对于TIG焊所用的电极,下列哪种说法正确?A:在交流TIG焊中无法用纯钨极;B:常用的电极直径为Ф2.4mm C:不熔化的电极使用寿命较长;D:焊接铁素体及铬钢时电源接正极;E:交流所用电极磨削角度为45°2.焊接时的保护可由药皮中的下列元素产生:A:有机物B:造渣剂C:石墨D:碳酸盐E:水玻璃3.按EN440规定,G4SiL焊丝中Mn含量为:A:1%;B: 1.3%C: 1.8%D: 2.3%E: 4.4%4.熔化极气体保护焊中,估算焊丝干伸长度的经验公式为:A:K=10d B:k=30d C:k=15δD:k=10E:k=4.4%5.短弧特别适用于下述焊接条件:A:薄板焊;B:立向下焊C:立向上焊D:厚板平角焊E:打底焊道焊接6.按EN499标准,药皮焊条E422MnmoRR74H10具有下列性能:A:最小抗拉强度为420N/mm2;B:在-20℃时最小冲击值为28JC:厚药皮焊条;D:适用于在PF和PG焊接位置;E:熔敷率大于160%,且可交流焊接7.在什么条件下采用碱性药皮焊条最合适?A:要求焊缝表面光滑;B:对焊缝质量及韧性要求较高时;C:要求焊缝熔深较大;D:进行PG位置生产时;E:要求具有特别高的熔敷率时;8.在确定埋弧焊中合金元素的烧损及过渡时,通常采用下列哪种化学成份来进行? A:构件上的接头焊缝金属;B:构件上的接头焊缝与焊丝;C:纯焊缝金属与母材;D:纯焊缝金属与焊丝;E:构件上的接头焊缝与母材. 9.按EN756-S465FBS2Ni1进行焊丝----焊剂组合埋弧焊,可获得下列性能:A:当最小延伸率为20%时,最小屈服强度为Re=460N/mm2;B:焊丝中的Mn含量为2%;C:焊剂杂质少且呈碱性的熔炼焊剂;D:焊剂含氟化物--碱性;E:焊缝冲击值-50℃时为42J;10.哪些元素使得金红石焊条再引弧容易?A:熄弧后再引弧前焊条端部平齐;B:焊条端部的药皮渣壳具有良好的导电性;C:电流密度较高;D:电流脉冲的叠加11.高效焊条的主要优点是什么?A:高熔敷率;B:焊条可搭在工件上焊接;C:低的热输入;D:良好的受限制位置的焊接;E:良好的焊缝机械性能.12.埋弧焊适合于哪些焊接位置?A:平焊;B:立向下焊;C:平角焊;D:横焊13.埋弧焊主要作用于下列哪种板厚的焊接?A:0.5—2mm;B:6—5mm;C:2-5mm;D:>50mm14.按DIN1910分类方法中的物理过程分类,下列哪种属于压力焊法?焊A:弹力电弧焊;B:热剂铸模焊;C:电弧销钉焊;D:锻焊;E:CO215.按DIN1910T4气体保护焊分类方法,下列哪些分类属于金属极—气体保护焊?焊A:气电立焊;B:混合气体焊;C:等离子弧焊;D:等离子束焊;E:CO216.按DIN1910T5,下列哪种方法属于电阻压力焊?A:滚压焊;B:密封罩式压力焊;C:电渣焊;D:箱式焊;E:凸焊. 17.关于气焊焊丝标记50KgSchWEIβStableDIN8554-GV-SX750中,下列哪些说法是正确的?A:分组号为50kg;B:焊丝标准号为DIN8554;C:级别为GV;D:焊丝长度为750mm;E:类别号为3.18.下列哪些因素影响火焰切割质量?A:气体流量;B:切割嘴寿命;C:工件化学成份;D:工件坡口;E:工件环境温度19.按照ENIS9013标准,工件尺寸偏差适用于:A:图纸上已说明公差尺寸;B:长宽比≥4:1的工件;C:切割周长≥350mm的工件;D:工件厚度﹤100mm的工件20.确定出按ENIS9013标准化评价割口质量的两个重要判据:A:熔化量;B:直角和斜角误差;C:割渣;D:割槽的深度和宽度;E:平均粗糙度.21.电阴焊时可通过何种措施来减小电极和工件表面之间的接触电阻?A:干净的电极表面;B:粗糙的工件表面;C:减小接触面积;D:提高电极压力;E:降低电极压力.22.电阻点焊时,如何中提高焊点强度?A:在相同的I下加大电极接触面;B:在相同的电极接触面条件下,提高电流密度;ΦesC:加大电极压力;D:在相同焊接电流下,焊接铝而不是焊接钢时.23.关于热喷涂技术,下列哪种说法是正确的?A:热喷涂技术是表面化工程之一;B:任何固体物质上都有可以喷涂;C:碳化钨喷涂层硬度最高;D:超音速喷涂质量高的原因是粒子的高速运动形成的;E:轧辊修复可用热喷涂进行.24.喷涂层与基体的结合是通过下列哪些作用实现的?A:微观机械夹持作用;B:相当于焊接的熔化作用;C:微观焊接作用;D:扩散作用;E:堆焊作用.25.堆焊具有下列哪些特点?A:较高的熔敷速度;B:较高的稀释率;C:单丝埋弧焊的稀释率比多丝埋弧低;D:熔化极气功体保护焊可用于堆焊. 26.关于金属的磨损,下列哪些说法是正确的?A:粘着磨损和麻料磨损是金属磨损的主要形式;B:金属与金属之间的磨损称为磨料磨损;C:化学腐蚀和电化学腐蚀属于磨损;D:热轧辊的损坏是热疲劳磨损. 27.堆焊的技术指标包含下列内容:A:熔敷速度<10Kg/h;B:稀释率=5-10%;C:熔敷速度>30KG/h;D:稀释率>10%;E:稀释率<5.%28.关于焊接机器人系统,下列哪些说法正确?A:适合于多品种大批量生产;B:生产效率高质量稳定;C:在线编程影响生产,离线编程不影响生产;D:产品质量取决于编程的人;工装夹具的设计质量等;29.下列气体中,哪些属于可燃气体?A:O2;B:N2;C:H2;D:C2H2;E:CH430.在哪种厚度时,氧-乙炔气焊可采用左焊法焊接?A:≤2mm;B:≤3mm;C:≤6mm;D:>6mm.31.电渣焊的适用厚度范围为:A:<10mm;B:>30mm;C:80mm;D:200mm.32.对质量等级为I,工件尺寸偏差为A级的切割面质量标记为:A:IS09013-IA;B:IS09013-AI C:IS09013-IA-23;D:IS09013-23-IA.33.具有下降特性的手工焊焊机的暂载率为:A:35%;B:60%;C:100%;D:A、B、C均正确34.手工电弧焊焊条药皮的作用为:A:提高电弧的稳定性;B:造渣;C:造气;D:导电;E:脱氧及合金化.35.根据EN499规定,焊条药皮存在下列哪些类型?A:R;B:AR;C:RR;D:BR;E: B.36.在EN499E466Mn1NiB42H5,下列哪些说法是正确的?A:药皮类型为金红石—酸性;B:熔敷率为105-125%,电流种类为直流;C:焊接位置为全位置;D:每100克焊缝隙中最大扩散氢含量为5克.37.关于MIG长弧过渡,下列哪些说法正确?A:过渡时熔滴为均匀的小颗粒;B:必须在CO2或CO2含量较高的混合气体保护条件下形成;C:主要用于的构件焊接;D:可以施焊任何位置的焊缝. 38.电阻压力焊需要哪些辅助能量和辅助材料?A:保护气体;B:冷却水;C:交流电源;D:压缩空气;E:填充材料. 39.等离子弧焊的适用厚度范围为:A:0.01mm B:1.5mm C:10mm;D:20mm;E:>30mm.40.DIN1910主要描述什么内容?A焊接方法;B焊接材料;C焊接结构;D焊接生产;E焊接检验。
国际焊接工程师培训(IWE)共54页文档
焊接结构设计
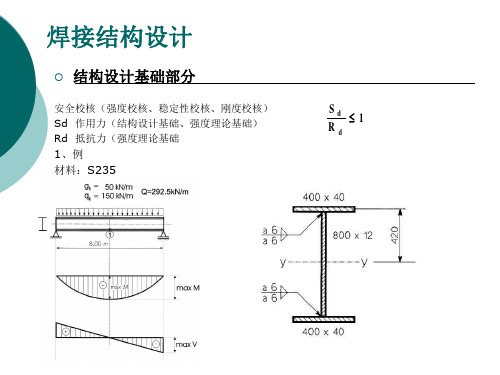
结构设计基础部分
2) 支座反力计算: 平衡条件(∑H=0, ∑V=0,∑M=0)
H 0 AH N 0 N AH
V 0 Fd Av Bv 0 Av Bv Fd
MA 0
Fd
l 2
Bv
l
0
Bv
Fd 2
Av
Bv
Fd 2
1170kN
3)内力计算:
平衡条件(∑H=0, ∑V=0,∑M=0)
焊接结构设计
结构设计基础部分
问题13:焊缝可能受哪几种应力?此焊缝受那种应力?
—— σ⊥(垂直正应力)
—— σ∥(平行正应力)
—— τ⊥(垂直剪应力)
—— τ∥(平行剪应力)——焊缝承受
问题14:确定角焊缝的焊缝厚度?有哪些限定条件(按DIN18800-1)?
DIN18800T1——钢结构 min a =2.0㎜
发生低应力脆性断裂的结构上,必有裂源或应力集中点存在;脆性断裂对缺陷 和应力集中很敏感。 —— 拉应力是裂纹产生和扩展的动力,拉应力及缺陷的大小直接影响裂纹萌生和 扩展的速度;阻止裂纹扩展的主要因素是压应力和材料的塑性变形。 —— 内因,即结构抗力是预防脆性断裂的根基;外因,即载荷性质、加载速率、 环境因素等,是发生脆性断裂的条件,须同时兼顾,方能避免脆断灾害的发生! —— 预防脆性断裂的措施(正确选择材料、正确设计合理、安排结构制造工艺、 正确使用,精心维护) 断裂力学的应用 —— 断裂力学的在于研究宏观裂纹在什么条件下,才会导致失稳扩展,引发脆性 断裂;建立裂纹尺寸与破坏应力之间的关系。这对结构安全设计、合理选材、 改进材质和施工工艺,以及制定裂纹体力学的概念标准等都有重要意义。
w.v
VZSy
Iy a
焊接工艺工程师招聘笔试题与参考答案(某世界500强集团)2025年
2025年招聘焊接工艺工程师笔试题与参考答案(某世界500强集团)(答案在后面)一、单项选择题(本大题有10小题,每小题2分,共20分)1、焊接工艺工程师在进行焊接工艺评定时,以下哪个参数是评定焊接接头的力学性能的关键参数?A、焊接电流B、焊接速度C、预热温度D、后热温度2、在进行焊接工艺评定时,以下哪种情况会导致焊接接头产生冷裂纹?A、预热温度过高B、焊接速度过快C、焊接材料质量良好D、焊后立即进行热处理3、在焊接过程中,为了防止焊缝金属的氧化及氮化,通常采用下列哪种方法?A、增加焊接电流B、使用保护气体C、提高焊接速度D、使用高碳焊条4、下列哪种焊接缺陷通常通过目视检测难以发现?A、裂纹B、咬边C、内部夹渣D、焊缝成形不良5、以下哪种焊接方法主要用于管道连接和容器制造?A. 电弧焊B. 气焊C. 气体保护焊D. 压力焊6、在焊接过程中,以下哪种情况可能会导致焊缝产生气孔?A. 焊接电流过大B. 焊接速度过快C. 保护气体流量不足D. 焊条熔化过快7、在焊接过程中,如果焊缝金属的热输入增加,则下列哪项说法正确?A. 焊缝的宽度减小B. 熔深增加C. 焊接速度提高D. 热影响区硬度降低8、以下哪种焊接方法特别适用于铝及铝合金的焊接?A. 手工电弧焊(SMAW)B. 氩弧焊(TIG)C. 埋弧焊(SAW)D. 电阻点焊(SPW)9、焊接工艺工程师在进行焊接工艺评定时,以下哪项不是必须考虑的因素?A. 焊接材料B. 焊接方法C. 焊接设备D. 产品规格 10、在焊接过程中,以下哪种焊接缺陷通常是由于焊接速度过快引起的?A. 焊接气孔B. 焊缝凹陷C. 热裂纹D. 焊接未熔合二、多项选择题(本大题有10小题,每小题4分,共40分)1、焊接过程中常见的缺陷有哪些?(多选)A. 气孔B. 裂纹C. 焊缝尺寸不符合要求D. 未焊透E. 咬边F. 夹渣2、以下哪些因素可能影响焊接质量?(多选)A. 焊接材料的选择B. 焊接电流大小C. 焊接速度D. 工件表面清洁度E. 环境温度F. 焊接位置3、以下哪些焊接工艺方法属于熔化焊?A. 焊条电弧焊B. 气体保护焊C. 长弧焊D. 搅拌焊E. 钎焊4、焊接工艺工程师在以下哪些情况下需要进行焊接工艺评定?A. 新的焊接方法首次应用于生产B. 更换焊接材料或焊接设备C. 改变焊接结构或焊接接头形式D. 改变焊接顺序或焊接参数E. 焊接产品出现质量问题时5、关于焊接工艺工程师应具备的专业知识,以下哪些是正确的?()A、金属学及金属工艺学B、焊接材料及焊接设备C、焊接过程控制及质量管理D、焊接结构设计与失效分析E、焊接工艺参数优化6、以下哪些因素会影响焊接接头的质量?()A、焊接材料的质量B、焊接电流的大小C、焊接速度的快慢D、焊接温度的控制E、焊接操作者的技能水平7、以下哪些焊接方法属于熔化极气体保护焊(GMAW)?A. 碳弧焊B. 氩弧焊C. 碳钢焊条电弧焊D. MIG焊8、焊接工艺工程师在制定焊接工艺时,需要考虑以下哪些因素?A. 材料的化学成分B. 焊接接头的几何形状C. 焊接速度D. 环境温度E. 焊接电流9、以下哪些是焊接工艺工程师在焊接过程中需要考虑的关键因素?()A. 焊接材料的质量B. 焊接设备的能力C. 焊接接头的形状和尺寸D. 焊接环境的温度和湿度E. 焊工的操作技能 10、在焊接工艺选择中,以下哪些方法可以用来评估和选择合适的焊接工艺?()A. 焊接工艺模拟B. 焊接实验C. 焊接标准规范参考D. 经济成本分析E. 焊接设备的兼容性三、判断题(本大题有10小题,每小题2分,共20分)1、焊接工艺工程师在焊接过程中,必须严格遵守焊接工艺规程,确保焊接质量。
国际焊接工程师考试ISO9606练习1

3组:屈服极限Reh﹥ 360N/mm 的 IIW Authorised Training Body
2
调质钢和沉淀硬化钢
3.1组:屈服极限360N/mm2﹤Reh≤690N/mm2调质钢 例:S460Q、S460QL 、S690Q、S690QL、 S690QL1 3.2组:屈服极限Reh ﹥690N/mm2调质钢 例:S890Q、S890QL、S890QL1;
24组:Cu≤1%的Al-Si合金分类 IIW Authorised Training Body
24.1组:不可热处理强化铸造的Al-Si合金 Cu≤1%,5%﹤Si ≤15%
例:1)EN AC-AlSi12 或 EN AC-44200 24.2组:可热处理强化铸造Al-Si-Mg合金
图11 焊缝的外部缺陷
①反面余高过大 ②根部未熔合 ③反面凹槽 ④咬边 ⑤外表裂纹 ⑥火口裂纹 ⑦余高过高 ⑧飞溅损伤 ⑨电弧损伤
V-坡口焊缝外部缺陷 IIW Authorised Training Body
④
⑤ ⑥
图11 焊缝的外部缺陷
①反面余高过大 ②根部未熔合 ③反面凹槽 ④咬边 ⑤外表裂纹 ⑥火口裂纹 ⑦余高过高 ⑧飞溅损伤 ⑨电弧损伤
6组:高钒Cr-Mo-〔Ni〕合金钢 IIW Authorised Training Body
6.1组: 0.3% ≤Cr ≤0.75%,Mo ≤0.7%,V ≤0.35% 例: 6.2组: 0.75% ﹤Cr ≤3.5%, 0.7% ﹤Mo ≤1.2%,V ≤0.35% 例:13CrMoV9-10〔国标12Cr3MoVSiTiB〕 6.3组: 3.5% ﹤Cr ≤7.0%, Mo ≤ 0.7% , 0.45% ≤ V ≤0.55% 例:国标10Cr5MoWVTiB〔G106〕; 6.4组: 7.0 % ﹤Cr ≤12.5%, 0.7% ﹤Mo ≤1.2% , V ≤0.35% 例:X10CrMoVNb9-1(国标1Cr9Mo1VNb;美国T91,P91);
焊接工程师考试题及答案
焊接工程师考试题及答案1. 焊接过程中,焊条电弧焊的电弧电压通常是多少?A. 10-20VB. 30-40VC. 50-60VD. 70-80V答案:C2. 焊接材料中,焊条的药皮类型有哪些?A. 酸性焊条B. 碱性焊条C. 酸性焊条和碱性焊条D. 不锈钢焊条答案:C3. 焊接过程中,焊接电流的选择原则是什么?A. 电流越大越好B. 电流越小越好C. 根据焊接材料和厚度选择合适的电流D. 焊接电流与焊接速度无关答案:C4. 焊接变形的控制方法有哪些?A. 采用小电流焊接B. 采用大电流焊接C. 采用预热和后热处理D. 所有上述方法答案:D5. 焊接缺陷中,气孔是如何形成的?A. 由焊接材料中的杂质形成B. 由焊接过程中的气体形成C. 由焊接电流过大形成D. 由焊接速度过快形成答案:B6. 焊接结构设计中,如何避免应力集中?A. 增加焊缝长度B. 减少焊缝数量C. 设计合理的结构形状D. 增加焊接材料的强度答案:C7. 焊接过程中,焊缝的坡口形式有哪些?A. V型坡口B. X型坡口C. U型坡口D. 所有上述形式答案:D8. 焊接材料中,焊丝的分类有哪些?A. 实心焊丝B. 药芯焊丝C. 实心焊丝和药芯焊丝D. 不锈钢焊丝答案:C9. 焊接过程中,如何防止焊缝金属的氧化?A. 增加焊接电流B. 减少焊接速度C. 使用保护气体D. 增加焊接电压答案:C10. 焊接缺陷中,裂纹是如何形成的?A. 由焊接材料中的杂质形成B. 由焊接过程中的应力形成C. 由焊接电流过大形成D. 由焊接速度过快形成答案:B。