如何解决粉体料仓下料问题
加压气化工艺煤粉锁斗下料问题分析及优化
第46卷第4期2018年8月煤化工Coal Chemical IndustryVol.46 No.4 Aug. 2018加压气化工艺煤粉锁斗下料问题分析及优化胡小斌,李晓宏,黄勇(陕西延长石油(集团)有限责任公司碳氢高效利用技术研究中心,陕西西安710075)摘要针对在加压气化工艺中煤粉锁斗运行下料过程中出现的因架桥导致下料不畅的问题,分析了煤粉锁 斗中架桥产生的原因,提出了正压下料(方案1)、泄压下料(方案2)、压差下料(方案3)三种解决方案。
从技术、检修、操作方面对这3种方案进行了对比分析。
分析表明:从技术及操作方面,方案3优于方案1和方案2;从检修方 面,方案1优于方案2和方案3,综合考虑,方案3的优越性更明显。
从设计方面和操作方面,提出了优化措施,解 决锁斗下料不稳定的问题。
关键词煤粉,锁斗,加压气化,架桥,下料文章编号:1005-9598 (2018)-04-0049-04中图分类号:T Q 546文献标识码:B锁斗在煤化工行业应用较广泛,是把低压煤粉变 成高压煤粉的转化器,其加压系统是煤粉锁斗实现其 转化器功能的途径和手段[1]。
目前煤粉锁斗在加压气 化工艺运行下料过程中,经常性出现因架桥导致下料 不畅等问题,若处理不及时,会导致装置运行过程中 反应器负荷降低、气化炉跳车的风险。
基于此,笔者提 出了依靠压差下料的解决方案和优化措施,并从设计 和操作方面进行优化,解决了锁斗下料不稳定的问题。
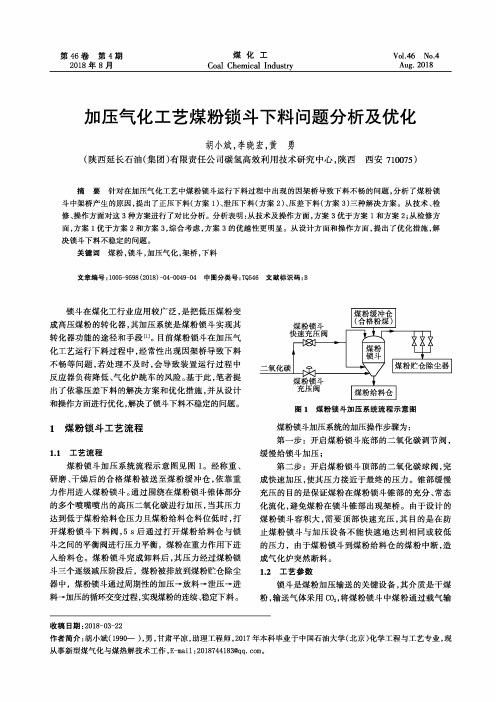
图1煤粉锁斗加压系统流程示意图1煤粉锁斗工艺流程1.1工艺流程煤粉锁斗加压系统流程示意图见图1。
经称重、 研磨、干燥后的合格煤粉被送至煤粉缓冲仓,依靠重 力作用进人煤粉锁斗。
通过围绕在煤粉锁斗锥体部分 的多个喷嘴喷出的高压二氧化碳进行加压,当其压力 达到低于煤粉给料仓压力且煤粉给料仓料位低时,打 开煤粉锁斗下料阀,5 s 后通过打开煤粉给料仓与锁 斗之间的平衡阀进行压力平衡,煤粉在重力作用下进 入给料仓。
稳定生石灰粉料仓下料的实践
2 7
2 0 1 4 年第 3 期
新 疆 钢铁
总1 3 1 期
上 部 巨 大压 力影 响 , 瞬间 冲 出仓 外 , 造 成 喷仓 现 象 ห้องสมุดไป่ตู้ 且 仓 内上部 生石 灰下 移速 度 随着 加 快 ,并 导致 部分
正常 生石灰 也 随着喷 出 , 加 剧喷仓 量 。
表 1 生 石 灰 粉 尘 重 量 分散 度
定 量 均匀 连续 排 出使用 。 在 排 出使用 过程 中 , 由于 生
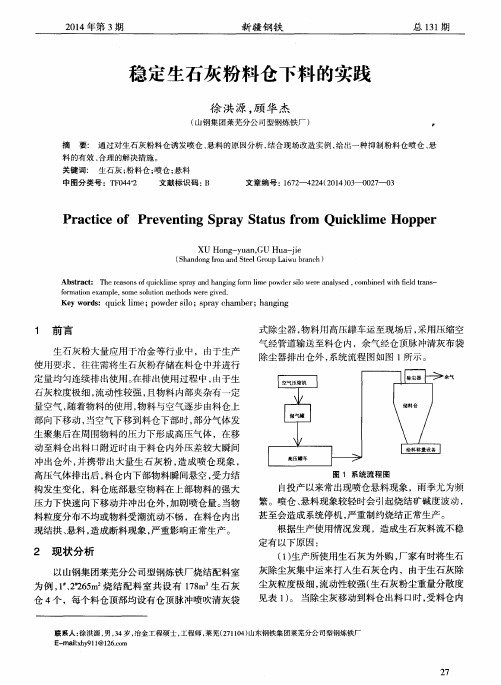
式 除尘 器 , 物料 用高 压罐 车运 至现 场后 , 采 用 压缩 空
气经管道输送至料仓 内, 余气经仓顶脉冲清灰布袋 除尘 器 排 出仓 外 , 系统 流程 图如 图 1 所示 。
石 灰 粒度 极 细 , 流 动性 较强 , 且 物料 内部 夹杂 有一 定 量空气 , 随着 物料 的使 用 , 物料 与空 气逐 步 由料仓 上
尘灰粒度极细, 流动j 生 较强( 生石灰粉尘重量分散度 见表 1 ) 。 当除尘 灰移 动到料 仓 出料 口时 , 受料仓 内
联 系人 : 徐洪源 , 男, 3 4岁 , 冶金工程硕士 , 工程师 , 莱芜( 2 7 1 1 0 4) 山东钢铁集团莱芜分公 司型钢炼铁厂
E-m a i l : x hy 91 1 @1 2 6. t o m
部 向下移动 , 当空气下移到料仓下部时 , 部分气体发 生聚集后在周围物料的压力下形成高压气体 ,在移 动至 料仓 出料 口附近 时 由于料 仓 内外压差 较 大 瞬间
冲 出仓 外 , 并携 带 出大量 生 石 灰 粉 , 造 成 喷仓 现 象 ,
高 压罐车 卜 _ —— —: ; 争
图 1 系统 流 程 图
混凝土搅拌站粉料仓打错打爆管控措施

混凝土搅拌站粉料仓打错打爆管控措施1. 引言1.1 背景介绍混凝土搅拌站是工程施工中常见的设备之一,用于生产混凝土以满足施工需要。
而搅拌站的粉料仓是其中重要的组成部分,负责储存和输送粉料,是搅拌站正常运转的关键环节之一。
有时粉料仓在使用过程中可能会出现打错或打爆的情况,给设备安全和施工运行带来较大的隐患。
在混凝土搅拌站工作中,粉料仓打错的原因可能包括操作不当、设备故障、维护保养不到位等多个方面。
而粉料仓打爆则可能会引起设备损坏、生产中断、人员伤害等严重后果,严重影响工程施工安全和进度。
为了有效预防和控制粉料仓打错打爆的风险,搅拌站应该加强安全管理意识,规范操作流程,定期检查设备状态,加强员工培训和安全意识提升,设置设备安全防护措施,并制定紧急救援预案。
只有通过全面的管控措施和加强安全管理意识,才能有效预防事故的发生,保障工程施工的安全顺利进行。
2. 正文2.1 搅拌站粉料仓打错的原因在混凝土搅拌站生产过程中,粉料仓打错是一种严重的安全事故。
造成粉料仓打错的原因主要包括以下几点:1. 操作不规范:操作人员在操作粉料仓时,没有按照规定的操作流程进行操作,或者操作时存在疏忽大意的情况,导致粉料仓打错。
2. 设备故障:粉料仓本身存在故障或老化现象,导致在使用过程中发生打错情况。
3. 人为因素:有些不法分子为了达到某种目的会故意破坏粉料仓,导致粉料仓打错。
4. 外部因素:例如天气因素,如强风、雷电等天气影响粉料仓正常运行,从而引发打错。
5. 设备设计问题:粉料仓在设计时存在缺陷,如结构不合理、材料不耐磨损等问题,也会导致粉料仓打错的发生。
为了预防搅拌站粉料仓打错事故的发生,必须对上述原因进行全面分析,并采取相应的管控措施来加以预防和控制。
有效的安全管理措施和强化员工安全意识将是避免粉料仓打错的关键措施。
2.2 搅拌站粉料仓打爆的危害混凝土搅拌站粉料仓打爆可能造成严重的危害,首先是对设备设施造成损坏,导致生产停止和维修费用的增加。
下料口堵塞解决方法

下料口堵塞解决方法
下料口堵塞是工厂生产过程中经常会出现的一种现象,会对生产进程产生严重的影响。
因此,有效地解决下料口堵塞问题,是工厂生产稳定性和效率的关键因素之一。
下料口堵塞的主要原因有:材料堵塞、堵塞物沉积、设备故障。
针对上文提到的几种原因,有效解决下料口堵塞的方法有:
首先,加强原料管理,确保原料材质洁净,合适的原料颗粒大小,有效地防止材料堵塞的发生。
其次,定期检查下料口,确保下料口没有堵塞物沉积,以便正常下料。
再者,定期检查设备,确保设备状态良好,防止因设备故障而引发下料口堵塞。
此外,当出现下料口堵塞现象时,要及时采取科学的措施解决,如合理地调整设备参数,改善堵塞部位的热量传递,增强清理空气流动,以及增加旋风式粉团打磨等。
有效解决下料口堵塞的关键在于发现问题的及时性和有效性,采取正确的措施,提高工厂的生产稳定性和效率。
只有经常检查设备,及时发现问题,并采取有效措施,才能有效解决下料口堵塞问题,确保工厂的正常运行。
因此,要想成功解决下料口堵塞问题,有必要采用多种方法,从基础上建立一套合理有效的下料口堵塞解决方案。
在实施方案时,需要建立一个专业的团队,按照发现问题的及时性、有效性、可持续性
的原则进行,并确保措施的有效性,以确保工厂的运行质量、减少不必要的损失。
总之,通过建立专业的团队,加强设备管理,定期检查设备,合理调整参数,积极配合,并有效响应,可以有效地解决下料口堵塞问题,从而为工厂的生产保驾护航。
粉体储料仓的下料特性研究
粉体储料仓的下料特性研究摘要:近几年,利用有机玻璃料仓常压下料系统进行下料处理受到了广泛关注,要结合工业气体粉体通气下料的流动情况对具体问题进行具体分析,结合相应的物性参数,就能对工业粉体流动性予以处理,有效判定相关指数参数后,优化处理流程。
本文对粉体储料仓下料表征进行阐释,并对过程机理予以集中讨论,从而判定其下料的基本特性,仅供参考。
关键词:粉体储料仓;下料机理;通气;工业粉体一、粉体储料仓下料表征所谓粉体,就是在做布朗运动的可忽略质量的固体颗粒集合体,这类物质在自然界中的数量较多,因为其本身兼具固体的性质和液体的性质,因此,也被人们称为软物质。
在一定作用力下,其自身会形成流动行为,正是借助这种较为特殊的性质,其能在生产领域内被广泛应用。
而在工业生产项目中,粉体料仓的应用几率较大,主要是借助气力输送系统完成人为管控粉体流动效果的目标。
其中,间接法和直接法比较常见,前者要对下料流率和料仓壁面压力进行测定,有效对仓内的流动率予以判定。
后者则是借助ECT和射线等基础测量手段保证能获取流体的具体流动影像,完善测量实效性,也能对粉体储料仓下料的特性有明确认知。
(一)下料流率主要是指在单位时间内料仓内流出的粉体实际质量,在判定具体质量后就能对后续管道系统输送量予以判定分析,一定程度上测定颗粒的运行速度,并且将其作为描述料仓内运行过程的重要参数。
在对具体采集过程进行实时监督和测定的基础上,要充分认知到粉体自身的复杂性和多样性,并且结合下料流率预测理论提升研究效果。
值得一提的是,研究人员在试验研究基础上提出了,其中,C、k表示的是形状系数,能有效对(400- )粒径区间的粒子进行统筹分析[1]。
整体较为简洁,且能保证计算的有效性,在建构粉体宏观流动机制和颗粒物性关系的基础上,确保优化相关计量水平。
(二)壁面压力一般而言,料仓壁面压力主要是粉体受到应力后的宏观表现,能维护整个结构的安全性,并且将其作为实际测定工作的基础指标。
石灰石粉仓下粉不畅原因分析
石灰石下粉不畅原因调查分析报告一、检修反馈5月2日,石灰石粉仓下不到粉,经过检修人员敲打粉仓后正常。
7月28日,石灰石粉仓下不到粉,经过检修人员敲打粉仓后正常,这只是一次轻微的卡涩。
8月25日晚,运行通知30万脱硫石灰石粉仓下不到粉,经过检修人员通过详细检查,8月26日凌晨2:30,脱硫班班员排除给料机卡涩、粉仓架空等原因,确认石灰石粉仓已空仓。
8月26日9:27石灰石粉仓进粉,但比较湿,检修敲打粉斗后,浆液箱有粉下,开始制浆。
20:30脱硫电动给料机无粉落及石灰石浆液箱液位低,通过处理,检修人员排出少量石灰石粉后,27日5:30再次确认石灰石粉仓已空仓。
二、运行记录8月25日15:30 下不了粉8月26日2:00 空仓8月26日9:30 下不了粉8月27日5:40 空仓8月28日20:10 空仓三、10、11号机组脱硫设计说明设计煤种含硫量1.2%设计条件下每台机组石灰石的耗量为6.27t/h,在锅炉100%BMCR工况烟气量,SO含量3360 mg/Nm32脱硫系统在锅炉满负荷运行时,在设计含硫量煤种范围内石灰石粉的消耗量为2×6.27=12.54 t/h燃用设计含硫量煤种前提下,10、11号机组满负荷运行1天,需消耗石灰石粉300吨。
四、石灰石粉仓无粉下原因分析1.8月24至28日空仓原因以28日为例通过SIS系统调出10、11号机组烟气SO含量和石灰石粉使用量如2下:8月28日10、11号机烟气SO2含量大部分时间在3360 mg/Nm3从表中可以看出,全天10、11号机烟气SO2以上,短时内高达5000 mg/Nm3,超过FGD的设计值,此时为维持90%以上的脱硫效率,必须增大石灰石粉使用量,这从石灰石给粉流量也体现一半时间给粉流量在20 t/h,由此估算石灰石日使用量应超过300吨,28日石灰石粉入仓量301吨,部分时间肯定出现空仓。
含量达到3360 mg/Nm3时,石灰由此可见,当10、11号两台机组烟气SO2石粉日使用量会增至300吨。
罐车面粉散粉装车下料口防护措施

罐车面粉散粉装车下料口防护措施
1、装料时应注意不要将粉罐装满,应预留部分空间使粉粒扩容;
2、装料时应避免将杂物混入罐内,使排料管堵塞,影响排料速度和剩余率;
3、进行卸料操作第3步时,如空压机有异常声响,应踩下离合器踏板,关闭发动机,关闭取力器电磁阀开关,直至故障排除,才能工作;
4、进行卸料操作第6步时,应特别留意压力表变化,操作人员不能离开现场,避免压力过高的现象发生;
5、日常应保持罐内干燥,避免粉料结块;
6、汽车维修时,应防止零件摔碰,避免敲击,以防止零件损伤、变形、磕碰、划痕等,零件装复时必须注意清洁;
7、空压机工作时,空压机侧应避免站人;
8、提速时,加油门不要过猛,用力要均匀;
9、吸料口与底部距离可调整,一般在30~50mm;
10、切记不能用外接气源口排气;
11、当空压机减压过程中因其他原因而停止空压机工作时,应关闭前后仓的进气球阀,然后把外接气源打开;过一会儿再关闭外接气源,打开前后仓的进气球阀;
12、特别注意:在第一次卸料后,一定要对支点的螺栓和U形螺栓进行检查,并逐一紧固各个螺栓;以后应定期对各个螺栓进行检查,如发现松矿,应紧固。
紧急情况的处理
1、充气建压时,当出现罐内压力过高而导致安全阀开启时,可将排气阀打开减压;
2、罐内进水时,应通过罐体底部的两个放水阀将水及时排出,若流化床帆布打湿,应将流化床帆布及时更换,避免水泥在其上结块;
3、卸料过程中,如出现其它异常情况需终止卸料时,可先关闭卸料碟阀,然后通过开启排气阀将流化仓内压力卸掉。
浅析原煤仓下料口堵塞原因及处理措施

浅析原煤仓下料口堵塞原因及处理措施作者:王乐(君正化工水泥分厂)摘要:在日常工业生产中,包括原煤、矿石粉等颗粒性物料储存仓的使用十分普及,其作用不可低估。
但是,在储存仓出料的过程中往往会有物料堵塞现象的发生,严重影响设备的正常工作。
关键词:原煤仓,下料口,堵塞,清堵1、引言大型火力发电厂都配置直吹式制粉系统的原煤仓以及焦化厂煤塔,所以一旦发生下煤堵塞,发电机组就要被迫紧急降出力甩负荷,甚至出现锅炉燃烧不稳造成大量投油,更严重的会造成锅炉灭火、机组非计划停运。
水泥厂一旦发生下煤堵塞,容易造成输煤中断,继而影响整个系统的正常运行。
原煤仓堵煤问题成为一个行业性难题!2、原煤仓堵塞的原因分析(1)原煤仓底部下料仓段的结构型式下料仓段的常用结构型式有矩形截面斜锥式、圆锥式、矩形截面双曲线式、圆形截面双曲线式等。
但各有特点:矩型截面原煤仓斗壁四角附近原煤受“双面摩擦”和挤压的作用,易长期粘接在斗壁角落内,在同样半顶角的情况下,较圆形截面原煤仓更易积煤。
锥型原煤仓(包括圆锥型和方锥型)沿煤的流动方向流通截面积逐渐变小,挤压力变大,煤粒与仓壁、煤粒之间的摩擦力也越来越大,促使煤沿壁面流动的重力分力则不变,故随着煤的流动,锥形原煤仓内的等效流动动力越来越小。
特别是在煤粒含水量较大、团聚性很强的情况下,煤在仓体内的流动就更加困难,结拱堵塞的几率就大大增加。
双曲线型原煤仓随着煤向出口的流动,斗壁的倾角加大,促使煤沿壁面流动的重力分力逐渐变大,重力对壁面的挤压力分力逐渐变小,与锥型原煤仓相比,其等效流动动力随煤的流动下降较慢。
从原理上来说,这种形式的原煤仓堵塞几率相对较小。
但在实践中,当煤的含水量增加到一定值(洗中煤更加突出),其堵塞的几率会迅速增加。
(2)原煤仓内壁半顶角、截面收缩率对于锥形原煤仓,仓壁半顶角越小,越利于煤粒流动。
对于双曲线型原煤仓,截面收缩率越小,越利于煤粒流动。
在原煤仓初设的时候,原煤仓的半顶角、面积收缩率是根据甲方提供的设计煤种确定的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精心整理
在粉体生产中我们经常遇到,在运输流动过程中粉体出现下料困难,真空上料机料仓堵塞、
小袋投
料站
料仓堵塞,粉体搭桥结块等现象。这些年来东莞滤宝精密通用设备有限公司一直从事粉体工程
项目,经历了无数次的摸索,总结出四种最常见的粉体结拱或搭桥的类型:楔形拱、压缩拱、粘结
粘附拱、气压平衡拱。
分析问题是解决问题的最佳途径,下面我们简要分析这四种结拱或搭桥类型:
1)啮合形拱:粉体颗粒状物料因相互啮合达到力平衡状态所形成的料拱;
2)压缩形拱:粉体物料因受到仓压力的作用,使固结强度增加而导致起拱;
3)粘结型拱:粘结性强的物料在含水、吸潮或静电作用而增强了物料与仓壁的粘附力所形成的料
拱;
4)气压平衡拱:料仓回转卸料器因气密性差,导致空气泄入料仓,当上下气压达到平衡时所形成的
料拱。
所以在项目设计之初我们要充分了解物料性状结构,解决如上问题并不难。目前预防粉体物料结
拱的措施主要有三方面的途径:
1)改善料仓下料口的半顶角角度;
2)降低料仓粉体压力;
3)减小料仓壁摩擦阻力。
下面针对不同的结拱类型从这三方面提出比较有效的解决办法。
压缩形拱:通过增加卸料口尺寸,减小斗顶角来改善料斗几何形状。改流化装置,流化器是使物料
与料仓之间产生一层气膜,通过这层气膜可以有效帮助流动性差的物料流动,不仅防止物料架桥,
而且还提高了卸料效率。流化器材质为烧结式聚乙烯,符合FAD要求,可以在120度下进行灭菌
30min处理。改善仓壁材料以减小仓壁摩擦阻力。
楔形拱:增加卸料口尺寸,减小斗顶角或者采用非对称性料斗(偏心卸料口)来改善料斗几何形状。
粘性粘附拱:采取防潮或消除静电的方法来减小仓壁摩擦阻力。将容易吸水的物料妥善存放防潮;
在料仓以及防爆和排气装置上设置静电接地板以消除静电。
气压平衡拱:通过采用非对称性料斗(偏心卸料口)来改善料斗几何形状。通过采取排气的措施来
减小仓壁摩擦阻力。例如在料仓的顶部加置排气管等措施。在粉料内部不断通入空气,疏松粉料,
达到助流的目的,如空气炮,助流碟等,另一种是通过振动敲击设备振打料仓,破坏粉料之间受力
平衡,如空气锤等。