力劲压铸机参数一览表
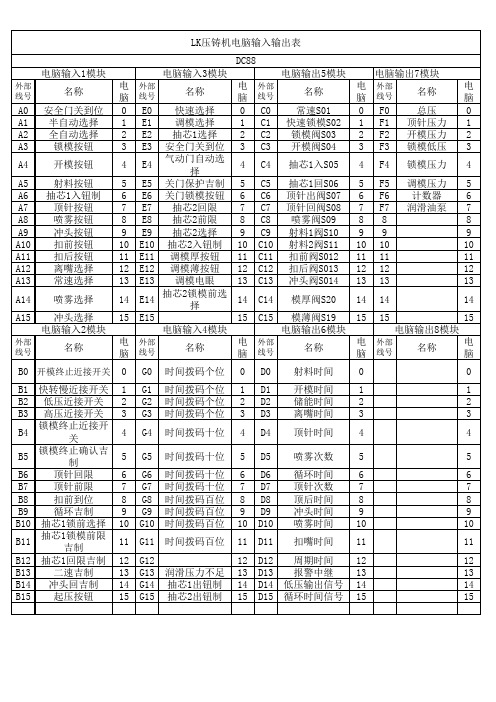
力劲压铸机电脑输入输出表
外部 线号
电脑输入1模块
电脑输出5模块 电 外部 脑 线号 0 C0 1 C1 2 C2 3 C3 4 C4 5 C5 6 C6 7 C7 8 C8 9 C9 10 C10 11 C11 12 C12 13 C13 14 C14 15 C15 名称 常速S01 快速锁模S02 锁模阀S03 开模阀S04 抽芯1入S05 抽芯1回S06 顶针出阀S07 顶针回阀S08 喷雾阀S09 射料1阀S10 射料2阀S11 扣前阀S012 扣后阀S013 冲头阀S014 模厚阀S20 模薄阀S19 电脑输出6模块
电 外部 名称 脑 线号 0 D0 射料时间 1 D1 开模时间 2 D2 储能时间 3 D3 离嘴时间 4 D4 顶针时间 5 D5 喷雾次数 6 D6 循环时间 7 D7 顶针次数 8 D8 顶后时间 9 D9 冲头时间 10 D10 喷雾时间 11 D11 扣嘴时间 12 D12 周期时间 13 D13 报警中继 14 D14 低压输出信号 15 D15 循环时间信号
LK压铸机电脑输入输出表 DC88 电脑输入3模块 电 外部 名称 名称 脑 线号 A0 安全门关到位 0 E0 快速选择 A1 半自动选择 1 E1 调模选择 A2 全自动选择 2 E2 抽芯1选择 A3 锁模按钮 3 E3 安全门关到位 A4 开模按钮 4 E4 气动门自动选择 A5 射料按钮 5 E5 关门保护吉制 A6 抽芯1入钮制 6 E6 关门锁模按钮 A7 顶针按钮 7 E7 抽芯2回限 A8 喷雾按钮 8 E8 抽芯2前限 A9 冲头按钮 9 E9 抽芯2选择 A10 扣前按钮 10 E10 抽芯2入钮制 A11 扣后按钮 11 E11 调模厚按钮 A12 离嘴选择 12 E12 调模薄按钮 A13 常速选择 13 E13 调模电眼 A14 喷雾选择 14 E14 抽芯2锁模前选择 A15 冲头选择 15 E15 电脑输入2模块 电脑输入4模块 外部 电 外部 名称 名称 线号 脑 线号 B0 开模终止近接开关 0 G0 时间拨码个位 B1 快转慢近接开关 1 G1 时间拨码个位 B2 低压近接开关 2 G2 时间拨码个位 B3 高压近接开关 3 G3 时间拨码个位 B4 锁模终止近接开关 4 G4 时间拨码十位 B5 锁模终止确认吉制 5 G5 时间拨码十位 B6 顶针回限 6 G6 时间拨码十位 B7 顶针前限 7 G7 时间拨码十位 B8 扣前到位 8 G8 时间拨码百位 B9 循环吉制 9 G9 时间拨码百位 B10 抽芯1锁前选择 10 G10 时间拨码百位 B11抽芯1锁模前限吉制 11 G11 时间拨码百位 B12 抽芯1回限吉制 12 G12 B13 二速吉制 13 G13 润滑压力不足 B14 冲头回吉制 14 G14 抽芯1出钮制 B15 起压按钮 15 G15 抽芯2出钮制
压铸机工艺参数
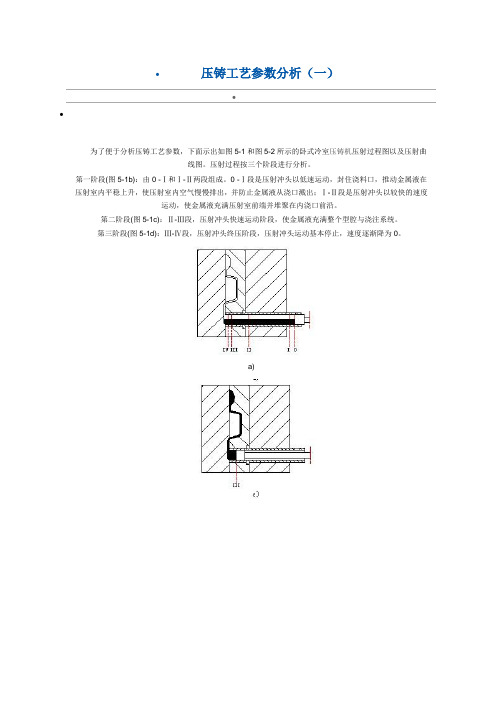
•压铸工艺参数分析(一)••为了便于分析压铸工艺参数,下面示出如图5-1和图5-2所示的卧式冷室压铸机压射过程图以及压射曲线图。
压射过程按三个阶段进行分析。
第一阶段(图5-1b):由0 -Ⅰ和Ⅰ-Ⅱ两段组成。
0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度运动,使金属液充满压射室前端并堆聚在内浇口前沿。
第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。
第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。
a)图5-1 卧式冷室压铸机压射过程图图5-2 卧式冷室压铸机压射曲线图s--冲头位移曲线P0--压力曲线v--速度曲线1、压力参数(1)压射力压射冲头在0-Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ-Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ-Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现,此阶段压射力也叫增压压射力。
(2)比压比压可分为压射比压和增压比压。
在压射运动过程中0-Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ-Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。
比压是确保铸件质量的重要参数之一,推荐选用的增压比压如表5-1所示。
表5-1 增压比压选用值(单位:MPa)(3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。
主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下F主=APb/10式中F主-主胀型力(KN);A-铸件在分型面上的投影面积(cm2);Pb-压射比压(MPa)。
力劲压铸机给汤机说明书
自动给汤机说明书机型:LC 01~10力劲机械厂有限公司L.K. MACHINERY CO.LTD.Ver.1.8(07.11)目录前言1.技术参数 (1)2.使用前 (2)2.1操作说明书的内容 (2)2.2注意事项的记载 (2)3. 机器的搬运与安装 (5)3.1 机器的搬运 (5)3.2 机器的安装 (5)4. 调整 (6)4-1手臂驱动的调整 (6)4-2汤勺驱动的调整 (7)4-3速度调整 (8)4-4各个定时器的调整 (9)4-5给汤量的调整 (10)4-6汤面电极棒的调整 (10)5.运转及操作 (12)5-1动转准备 (12)5-2手动操作 (12)5-3自动操作 (12)5-4试运转 (13)6.保养检查 (14)6-1勺子的保养检查 (14)6-2润滑油 (14)6-3给汤机保养检修表 (15)6-4故障排除 (16)7.动作流程图 (19)8. 电气原理图 (20)前言本公司产品具有设计精良、质量过硬,操作使用简单,维护保养方便的特点,在用户中受到广泛好评。
为了方便用户正确使用本公司的“给汤机”系列产品,特制订本使用说明书。
说明书对“给汤机”系列产品的特点、机器性能和主要技术参数、安装、调试、维护等事项做了比较详尽的描述,用户在使用本公司产品时,请先详细阅读使用说明书,并按其规定进行操作。
技术参数2. 使用前2.1 操作说明书的内容这本手册包含动作说明、操作方式、安装程序、维修及保养。
在要开始使用此机前,请详细阅读这本操作手册。
注意:请勿使用本书中未有介绍的操作方式与程序,因未完全理解操作方式而造成的伤害和意外事故,敞司将不会负责。
请将此手册尽量放在靠近机体处,以供需要时可以就近阅读,并请专人保管。
2.2 注意事项的记载●危险等级表示在此书中的安全注意共分为三个等级,机器运行时会有高度的危险性,故操作时敬请特别安全注意事项3.机器的搬运与安装3.1机器的搬运1、机器在平地搬运时要尽量水平搬运,倾斜角度不得超过25°,以免倾倒而损坏机器。
280T力劲压铸机工艺参数的设定和调节技能
280T力劲压铸机工艺参数的设定和调节技能第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷:而同一产品的同一缺陷有可能与多个参数有关:要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例:说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下;;1,射料时间;射料时间大小与铸件壁厚成正比:对于铸件质量较大、压射一速速度较慢且所需时间较长时:射料时间可适当加大:一般在2S以上。
射料二速冲头运动的时间等于填充时间。
;2,开型;模,时间;开型;模,时间一般在2S以上。
压铸件较厚比较薄的开型;模,时间较之要长:结构复杂的型;模,具比结构简单的型;模,具开型;模,时间较之要长。
调节开始时可以略为长一点时间:然后再缩短:注意机器工作程序为先开型;模,后再开安全门:以防止未完全冷却的铸件喷溅伤人。
;3,顶出延时时间;在保证产品充分凝固成型且不粘模的前提下:尽量减短顶出延时时间:一般在0.5S以上。
;4,顶回延时时间;在保证能顺利地取出铸件的前提下尽量减短顶回延时时间:一般在0.5S以上。
;5,储能时间;一般在2S左右:在设定时操作机器作自动循环运动:观察储能时间结束时:压力是否能达到设定值:在能达到设定压力值的前提下尽量减短储能时间。
;6,顶针次数;根据型;模,具要求来设定顶针次数。
;7,压力参数设定在保证机器能正常工作:铸件产品质量能合乎要求的前提下:尽量减小工作压力。
选择、设定压射比压时应考虑如下因素;1,压铸件结构特性决定压力参数的设定。
壁厚;薄壁件:压射比压可选高些~厚壁件:增压比压可选高些。
铸件几何形状复杂程度;形状复杂件:选择高的比压~形状简单件:比压低些。
工艺合理性;工艺合理性好:比压低些。
冷室压铸机技术教程(力劲版)

***冷室压铸机技术教程(力劲版)第一章卧式冷室压铸机的构成与工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至型(模)具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s 范围,生产效率高。
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)卧式冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸型(模)设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,以铝合金、镁合金为例(见表1-1)说明。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
表1-1铝合金、镁合金不同铸造方法力学性能注:①W Cu 、W Al 分别表示Cu 、Al 的质量分数。
如图1-2所示为全自动镁合金卧式冷室压铸机在压铸生产时其设备配备图,其中压铸机是压铸生产的主导设备,其他各设备也都起着不可缺少的作用图1-2是力劲机械厂有限公司生产的全自动化镁合金卧式冷室压铸机压铸生产时其设备配备图图1-2压力生产设备图1--定量输送泵2--压铸机3--型(模)具加热器4--喷涂装置5--取件机械手6--熔化炉7--预热炉8--边角料传送带9--压边机10--压铸件传送带11--废品传送带第一节卧式冷室压铸机压铸原理如图1-3所示,压铸型(模)合型(模)后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
88吨热室压铸机参数

88吨热室压铸机参数1. 简介热室压铸机是一种常用于制造金属零件的机械设备,其工作原理是将金属材料(通常是铝合金)加热到液态,然后注入模具中进行压铸成型。
88吨热室压铸机是一种具有88吨压力能力的热室压铸机,本文将详细介绍该机器的参数。
2. 技术参数2.1 锁模力88吨热室压铸机的锁模力为88吨,锁模力是指压铸机在工作过程中对模具施加的最大力。
锁模力的大小直接影响到铸件的质量和尺寸稳定性。
2.2 注射力88吨热室压铸机的注射力为XX吨,注射力是指压铸机在注射过程中对金属材料施加的力。
注射力的大小决定了金属材料能否充分填充模具腔体,并且对铸件的密度和性能有重要影响。
2.3 最大注射容积88吨热室压铸机的最大注射容积为XX cm³,最大注射容积是指压铸机一次注射金属材料的最大容量。
注射容积的大小与铸件的尺寸和形状有关,需要根据具体情况进行调整。
2.4 注射速度88吨热室压铸机的注射速度为XX cm/s,注射速度是指金属材料注入模具的速度。
注射速度的选择应根据模具结构、金属材料和铸件要求等因素进行合理调整,以确保铸件的质量。
2.5 注射压力88吨热室压铸机的注射压力为XX MPa,注射压力是指金属材料注入模具时对模具施加的压力。
注射压力的大小对铸件的密度、表面质量和机械性能等有重要影响。
2.6 开模行程88吨热室压铸机的开模行程为XX mm,开模行程是指模具在开合过程中的行程长度。
开模行程的大小需要根据铸件的尺寸和模具结构进行合理设定,以确保铸件的顺利脱模。
2.7 模具厚度88吨热室压铸机的模具厚度为XX mm,模具厚度是指模具的厚度尺寸。
模具厚度的大小需要根据铸件的尺寸和形状进行合理设计,以确保铸件的质量和尺寸稳定性。
2.8 机器重量88吨热室压铸机的机器重量为XX kg,机器重量是指整台压铸机本身的重量。
机器重量的大小直接影响到设备的稳定性和可靠性。
2.9 机器尺寸88吨热室压铸机的机器尺寸为XX mm x XX mm x XX mm,机器尺寸是指整台压铸机的长、宽、高尺寸。
01_压铸机台性能一览表
压铸机台性能一览表机 型合模力 (TON) 紧杆间隔(mm) 容许模具厚度(mm) 射出力 (TON) 射出总行程(mm)突出量(mm)(汤压颈突出固定模板量)减速位置可调整行程(mm)东芝800 T 800 930×930 400~950 24~61 750 350 东芝500 T 500 750×750 350~850 19~49 580 250 铝台420 T 420 650×650 300~700 27.8 515 195 东芝350 T 350 650×650 300~700 16.5~34 480 165 铝台350 T 350 650×650 300~700 37 515 195 铝台250 T 250 500×500 300~600 27.5 425 195 铝台150 T150454×454 200~530 19.9 365 180 永大150T 150 465×465 250~500 320 137 三基550550760×760 350~90019.9600245WI03_01_01机型射出中心与机械中心距离(mm)押出力 (TON)押出总行程(mm) 可动模板与押出板间距离(mm) 模具最小长、宽(mm) 射出最高低速速度(空打)m/s 射出最高高速速度(空打) m/s 射出最高减速速度(空打) m/s东芝800 T 250 37.9 125 760 650(Min) 1000(Max)1.0 5.0 东芝500 T 175 24 100 550 1.0 5.0 铝台420 T 150 23.5 120 420 1.0 4.5 东芝350 T 125 19 90 420 1.0 5.0 铝台350 T 150 23.5 120 420 1.0 4.5 铝台250 T 125 18.5 90 360 1.0 6.0 铝台150 T 105 8.7 80 310 1.5 5.0 永大150T 100 75 三基550220201206.5压铸机能力表机型合模力(TON)射出力料管直径(Φmm)铸造压力(kg/cm2)铸造面积(cm2)东芝800 T 800 24~61Φ80 (477)~1213 (1680)~660Φ90 (377)~959 (2130)~835Φ100 (305)~775 (2620)~1030Φ110 (253)~642 (3162)~1246Φ120 (212)~539 (3773)~1482东芝500 T 500 19~49Φ70 (493)~1273 (1020)~390Φ80 (378)~975 (1330)~515Φ90 (298)~770 (1690)~645铝台420 T 420 27.8Φ60 983 427 maxΦ70 722 580 maxΦ80 553 760 maxΦ90 437 961 max东芝350 T 350 16.5~34Φ60 (583)~1203 (595)~290Φ70 (429)~883 (810)~395Φ80 (329)~676 (1060)~515Φ90 (259)~534 (1351)~655铝台350 T 350 37Φ60 1308 268maxΦ70 961 365 maxΦ80 736 475 maxΦ90 582 601 max铝台250 T 250 27.5Φ60 973 257 maxΦ70 715 350 maxΦ80 547 457 max铝台150 T 150 19.9Φ50 1013 148 maxΦ60 703 213 maxΦ70 517 290 max永大150T150三基550T 550 21.5Φ70 559 984 maxΦ80 428 1285 maxΦ90 338 1627 maxWI03_01_02。
力劲压铸机
3、调型(模)机构 压铸机在设计过程中,需要设置调型(模)机构以适应在一定范围内的各种压铸型( 模),在机器技术参数中,应确定最大型(模)具厚度尺寸Hmax和最小型(模)具
厚度尺寸Hmin作为机器使用者选定压铸型(模)的参数,如图1-6所示。这个最大与最小
型(模)具厚度的调整量是通过调型(模)机构实现的。调型(模)机构是用调型(模) 液压马达或调型(模)电动机带动传动机构,使锁型(模)柱架的尾板和动型座板沿拉杠 作轴向运动,从而达到增大或缩小动、定型座板之间间距的目的。
关于力劲压铸机
第1页,此课件共45页哦
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
粗过滤器--能滤去直径d≥0.1mm的杂质; 普通过滤器--能滤去d=0.1~0.01mm的杂质; 精过滤器--能滤去直径d=0.01~0.005mm的杂质; 特精过滤器--能滤去直径d=0.005mm~0.0001mm杂质。 常用过滤器有网式(图1-15)、线隙式、纸芯式、烧结式几种,
压铸机常采用网式过滤器。
第10页,此课件共45页哦
图1-9 润滑泵安装位置图
1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。
3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。
4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。
压铸机选择及计算表
压铸机的吨位安全系数铸造压力料柄面积浇道面积产品面积渣包面积滑块面积1吨1.2Mpa cm2cm2cm2cm2cm22459.2128 1.28038.46414.261883225.960整体料筒充满度整模产品所占料筒长度产品重量渣包重量浇道重量材料密度∏/4料筒d 2100%mm g g g g/cm30.785mm234.78%125.1938350056100 2.670.7852500分体料筒充满度整模产品所占料筒长度产品重量渣包重量浇道重量材料密度∏/4料筒d 2100%mm g g g g/cm30.785mm221.77%125.1938350056100 2.670.7852500铝台设备快压高速位置设定浇口前的体积浇口前的重量产品重量渣包重量材料密度料筒截面积快压射行程mm cm2gg g g/cm3cm2mm 181.70159243.44569650550100 2.6738.4663.298412压铸机吨位的选择充满度计算压铸机设备快压射位置、高速位置冲头速度的合理范围在2m/s~3m/s高速低速铸造压力tan楔紧块1角度滑块面积2tan楔紧块2角度大型机械50~90MPa cm2普通品60MPa000耐压气密品90MPa¢50冲头截面16.62cm2¢60冲头截面28.26cm2¢70冲头截面38.46cm2¢80冲头截面50.24cm2¢90冲头截面积63.58cm2整体料筒长度料柄厚度mm mm34020料筒长度定模厚度飞流嘴高度料柄厚度mm mm mm mm 3403008015压射快压射设定位置机器原点位置电气、油压系统延迟快速之增升料柄厚度mm mm mm mm mm 118.29841300102025速位置设定定增壓気泡。
压铸设计参数计算表
15 10
主要压铸设计参数计算表
建议铸造压力(Mpa)
一般标准件 工程件
气密要求件
铝合金 30~50 50~80 80~120
p
12
u
0.25
a
1
镁合金 30~50 50~80 80~100
铜合金 40~50 50~80 60~100
整模合计 水口(3D) 渣包(3D) 产品(3D) 固相密度(g/㎝3) 液相密度(g/㎝3)
料筒有效长度
400
锤头直径(mm)
60
高速行程(㎜)
112
35 286 1.50 191
壁厚(㎜) 充填时间(S) 壁厚(㎜) 充填时间(S)
1 0.010-0.014 4
0.040-0.06
1.5 0.014-0.020 5 0.048-0.072
1.8 0.020-0.025 6 0.056-0.084
2 0.018-0.026 7 0.066-0.100
2.3 0.018-0.022 8 0.076-0.116
2.5 0.022-0.032 9 0.088-0.138
3 0.028-0.040 10 0.100-0.160
3.5 0.034-0.05
合金类型
锌合金 铝合金 镁合金 铜合金
速度(m/s)
30~50 20~60 40~90 20~50
壁厚 速度(m/s)
1
46-55
1.5 44-53
2
42-50
2.5 40-48
3
38-46
3.5 36-44
4
34-42
壁厚 5 6 7 8 9 10
速度(m/s) 32-40 30-37 28-34 26-32 24-29 24-27