高强度螺栓连接施工规定
Q/WH2304-2003
高强度螺栓连接施工规定
1 范围
本标准规定了高强度螺栓连接施工时,对连接件及连接件部位的要求。
本标准适用于本公司生产的起重机设计文件明确规定为GB/T1228高强度螺栓的连接施工。
2 规范性引用文件
GB/T1228-91 钢结构用高强度大六角头螺栓
GB/T1229-91 钢结构用高强度大六角螺母
GB/T1230-91 钢结构用高强度垫圈
3 要求与检查
3.1 高强度螺栓每一连接副包括一个螺栓、一个螺母、二个垫圈。
高强度螺栓连接副应有制造厂质量保证书,并有扭矩系数的保证值,扭矩系数保证值期限为半年。
3.2 高强度螺栓、螺母、垫圈应放在库房内保管,防雨、防潮,不得与其它零件混杂堆放,不得受泥土、油污污染。
3.3 高强度螺栓连接部位的构件结合面,不得有铁锈、氧化皮、油污、油漆等附着物,不得有水迹、潮湿。安装连接前结合面防锈油应檫拭干净。清除结合面时,应采用喷丸,砂轮打磨、火焰除油污、钢丝刷清理浮锈等方法。
采用砂轮打磨时,打磨范围不得小于螺栓直径的4倍,打磨方向应与构件受力方向垂直。打磨后的表面,应无明显不平,不允许有残留氧化皮。
钢丝刷除锈的方法,只允许在不重要的连接处使用,和采用喷丸或砂轮打磨后表面再次出现较严重的浮锈时才可使用。
3.4 如设计文件规定连接部位接合面涂富锌漆时,应按规定涂富锌漆。3.5 高强度螺栓连接处的钢板、型钢应平直,连接前应清除板边、孔口毛刺,以保证连接接合面的紧密贴合。
3.6 连接施工时,结构件接合面应保持干燥,不得在雨水中作业。
3.7 连接施工时,螺母应能自由旋入螺栓,遇有螺栓、螺母不配套或螺纹损伤等现象,应废弃不用。
3.8 施工时,遇有高强度螺栓不能自由穿入螺栓孔时,不得强行打入,而
应扩孔修整,修整后,孔的最大直径应不大于1.2倍螺栓直径。
3.9 高强度螺栓连接部位开始拼装时,用两端带锥度的圆冲销对准螺栓孔插入孔内,然后先使用普通螺栓、螺母进行临时性拼装紧固,临时使用的普通螺栓、螺母数量不少于该连接部位高强度螺栓、螺母数量的1/3,且不少于2个。高强度螺栓不得作临时拼装螺栓使用。
3.10 高强度螺栓连接副组装时,螺母带圆台的一侧应朝向垫圈有倒角的一侧,螺栓头下垫圈有倒角的一侧应朝向螺栓头。
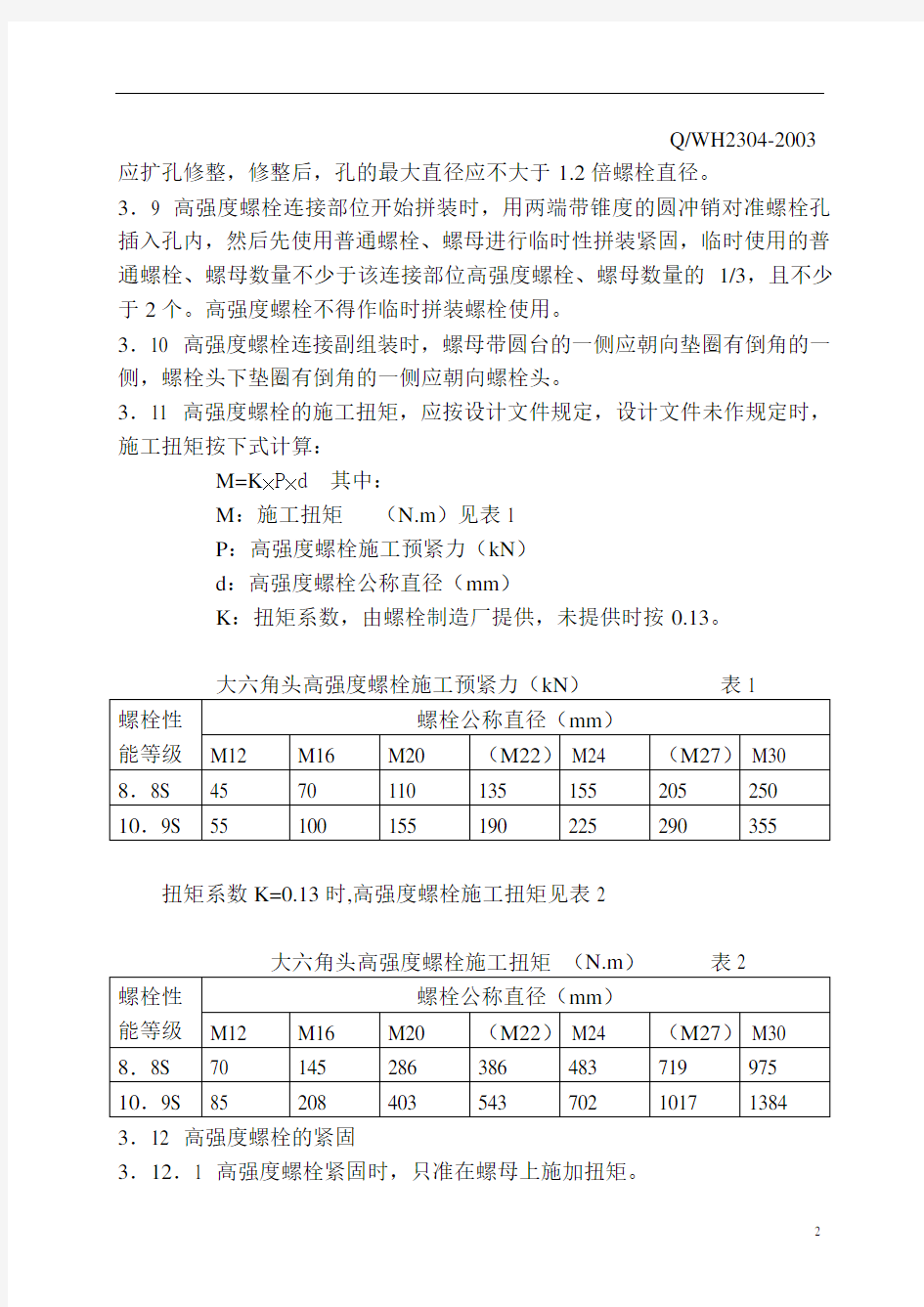
3.11 高强度螺栓的施工扭矩,应按设计文件规定,设计文件未作规定时,施工扭矩按下式计算:
M=K╳P╳d 其中:
M:施工扭矩(N.m)见表1
P:高强度螺栓施工预紧力(kN)
d:高强度螺栓公称直径(mm)
K:扭矩系数,由螺栓制造厂提供,未提供时按0.13。
大六角头高强度螺栓施工预紧力(kN)表1
扭矩系数K=0.13时,高强度螺栓施工扭矩见表2
3.12 高强度螺栓的紧固
3.12.1 高强度螺栓紧固时,只准在螺母上施加扭矩。
3.12.2 高强度螺栓的紧固分初拧、复拧、和终拧:
初拧扭矩为施工扭矩的50%左右;
复拧扭矩等于初拧扭矩。
初拧和复拧后的高强度螺栓应用颜色在螺母上涂上标记,然后按规定的施工扭矩进行终拧,终拧后的高强度螺栓应使用另外一种颜色在螺母上涂标记。
初拧、复拧、终拧应在同一天完成。
3.12.3 高强度螺栓的拧紧顺序,一般应由螺栓组中央顺序向外拧紧。3.13 高强度螺栓连接副施工质量的检查
3.13.1 用0.3-0.5kg的小锤敲击法,对逐个螺栓进行扭矩检查,防止漏拧。3.13.2 对每个螺栓组抽取10%(不少于1个)进行扭矩检查。检查时,先在终拧过的螺栓端面和螺母上划一直线,然后将螺母拧松约60度,再用扭矩扳手重新拧紧,使两线重合,此时测得的扭矩应在(0.9-1.1)倍规定施工扭矩范围内。
3.13.3 对露天使用,或接触腐蚀性气体的钢结构,高强度螺栓连接副施工质量检查合格后,连接处的板缝应用腻子封闭。连接处表面按构件要求涂漆作防锈处理。