铅酸蓄电池简易生产流程
铅酸蓄电池隔板(AGM隔板)生产工艺流程
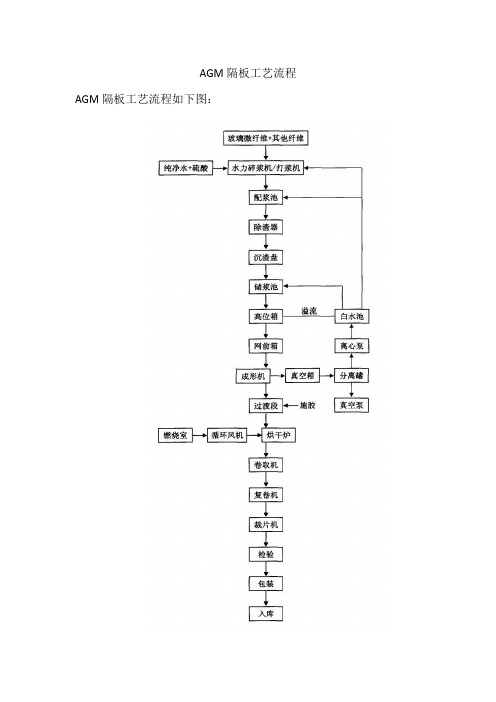
AGM隔板工艺流程AGM隔板工艺流程如下图:其中有关键技术环节如下:1.投料在打浆之间先确定所需投入的原料。
目前所用的干料以高碱玻璃微纤维,其他纤维包括中碱短切丝,有机纤维,离心棉等。
高碱玻璃微纤维是玻璃液成分中碱金属含量较高的一种玻璃微纤维,按叩解度分,AGM隔板上常用的为29°SR和34°SR。
叩解度是打浆度,反应浆料经磨浆机后,纤维被切断、分裂、润涨和水化等磨浆作用的效果。
选择高碱玻璃微纤维的目的是微纤维的表面与酸反应形成凝胶,增加强度。
玻璃纤维短切丝是由玻璃纤维长丝经过短切机械切制而成,长度以毫米为单位,其基本性能主要取决于其原料---玻璃纤维长丝的性能,中碱短切丝的作用是在某些情况下,客户需要某一定量的产品,在用玻璃微纤维制出的隔板产品达到了其他性能要求的前提下,加入中碱短切丝可以提高定量。
离心棉的作用与中碱短切丝的作用相似,同时加入离心棉后隔板的湿回弹性能提高,即隔板经过多次压缩变化后厚度变化小,能够确保隔板和极板紧密接触,对减缓电池容量衰减有好处。
每批投料量根据工艺单进行操作,如果含有有机纤维或者中碱短切丝,先投入有机纤维或者短切丝,目的是有机纤维与硫酸不反应,不易疏解,所以在开始加入,能保证足够的剪切,将物料疏解,然后再将玻璃纤维棉进行疏解,则尽可能使有机纤维或中间短切丝和超细玻璃纤维棉达到很好的效果。
将打浆机阀门打开注入白水,调节打浆液的pH值至规定值。
将称量好的干料缓慢倒入打浆罐,根据浆料的情况调节打浆时间。
玻璃微纤维成浆以分散为主,储浆以相对较高浓度为好。
疏解的方式是下搅拌,搅拌桨为螺旋式,目的不在于高剪切,只需将玻璃微纤维分散即可。
3.调浆,储浆把打浆完成的配料抽到配浆罐,同时电动机不停搅拌,搅拌一定时间后,测定并调节浆液的pH值到规定值。
然后经过管道到达除渣器,除渣器的作用是在玻璃微纤维中一些杂质如比重大,直径大的纤维等等,不能进入成型段,影响产品品质,需要经过除渣、沉淀的工艺将其去除,再抽到储浆池,保证产品品质。
电池的制作流程
电池的制作流程电池的制作流程可以分为原料准备、材料制备、电池组装和电池测试四个主要步骤。
第一步是原料准备。
主要原材料包括金属材料、电解液、隔膜、电解质和包装材料等。
金属材料通常选择锌、铅、镍、锂、钴等。
电解液是电池内部传导电子的介质,常见的有硫酸、酸性盐溶液、碱性盐溶液等。
隔膜是用于隔离正负极的材料,可以是纸质、非织造材料或聚丙烯薄膜等。
电解质是电池内部传导离子的溶液,可以是盐酸、氢氧化钠等溶液。
包装材料是用来封装电池的外壳,常见的有金属壳体和塑料壳体。
第二步是材料制备。
首先,金属材料通过冶炼、铸造、锭化等工艺制备成所需形状和规格的电极。
然后,将电极进行表面处理,如去除氧化膜、加热退火等,以提高其性能。
接下来,制备电解液、电解质和隔膜。
电解液和电解质需要根据不同电池的需求,控制好其成分、浓度和质量。
隔膜则需要经过模压、敷粘、烘干等工艺制备而成。
第三步是电池组装。
将正负极电极与隔膜叠放,形成“正负极间隔膜正负极”的结构,并通过热融熔封或粘合等方法将其固定在一起。
然后,在正负极之间注入电解液和电解质,使其浸润整个电极和隔膜。
最后,将组装好的电池装入金属或塑料壳体中,并封装好。
第四步是电池测试。
对组装好的电池进行充放电循环、容量测试、内阻测试等一系列测试,以确保电池的性能和质量符合要求。
进一步,对电池进行外观检查、漏液检测、压力测试等,以确保电池的安全可靠性。
最后,经过上述几个步骤,电池的制作流程就完成了。
制作出的电池可以应用于各种领域,如电动车、手机、笔记本电脑、电子设备等。
随着科技的不断发展,电池的制作工艺也在不断改进和创新,以追求更高能量密度、更长寿命和更安全可靠的电池产品。
铅酸电池装配工艺流程
铅酸电池装配工艺流程
一、步骤一:准备工作
1.安全检查
(1)确保通风良好
(2)携带个人防护设备
2.物料准备
(1)准备电池壳体
(2)准备铅极和氧化铅
(3)准备电解液
二、步骤二:电池板组装
1.极板制作
(1)铅极和氧化铅的制作
(2)制作电极板
2.电池板组装
(1)将电极板和隔板按规定叠放
(2)固定电池板
三、步骤三:充电
1.充电前准备
(1)检查电池板组装是否完好
(2)准备充电设备
2.充电操作
(1)将电池板放入电解液中进行充电(2)控制充电时间和电流
四、步骤四:封装
1.封装准备
(1)清洁电池板表面
(2)准备封装设备和材料
2.封装操作
(1)将充好电的电池板放入壳体(2)密封铅酸电池
五、步骤五:测试
1.电池测试
(1)测试电池电压和容量
(2)检查电池性能是否符合要求
2.安全测试
(1)进行安全性能测试
(2)确保电池符合相关标准
六、步骤六:包装
1.清洁包装
(1)清洁电池外壳(2)准备包装材料
2.包装操作
(1)将电池放入包装盒(2)封装包装盒。
(最新)铅酸蓄电池的装配过程及质量控制

第九章铅酸蓄电池的装配过程及质量控制铅酸蓄电池的装配是指将极板、隔板、槽盖及电解液配合组装形成铅酸蓄电池的过程,装配是铅酸蓄电池制造的最后一道工序,装配后形成成品蓄电池可以实现电能与化学能的相互转换。
第一节铅酸蓄电池零部件及技术要求一、极板极板是铅酸蓄电池的主体部件,是由板栅与活性物质(活化的铅膏)构成,按其结构形式极板分为涂膏式极板和管式极板,按其状态可分为普通极板和干荷电极板,按其功效可分为正极板和负极板。
极板在铅酸蓄电池中的主要作用是:1、电化反应的母体2、电压形成的电极3、电流形成的转换体极板的技术要求详见第八章。
二、隔板隔板是铅酸蓄电池重要的部件,又称“第三极板”,它的质量优劣直接影响到铅酸蓄电池的功能和功效,隔板由微孔橡胶或塑料或玻璃纤维材料制成,其一般以片状或袋状的形式存在于蓄电池中,其主要的作用是:1、防止正、负极板接触短路并保证正、负极板实现最短的距离。
2、保证电解液中的正、负离子顺利通过参加电极反应。
3、电解液的载体。
4、阻缓正、负极板铅膏物质的脱落及极板受震损伤。
5、阻止一些对电极有害物质通过隔板进行迁移和扩散。
铅酸蓄电池用隔板应具有以下特性:⑴、在硫酸中的应具有良好耐腐蚀性;⑵、具有疏松多孔结构且能吸入大量的电解质溶液;⑶、浸透性好;⑷、有满足使用的机械强度和弹性;⑸、具有一定的抗压性;⑹、具有较小的电阻;⑺、在一定温度范围内具有一定的耐温性;⑻、具有一定耐老化性和耐氧化性。
铅酸蓄电池的种类很多,目前常用的有以下几类:1、微孔橡胶隔板微孔橡胶隔板是一种用生胶、硅酸以及其它添加剂制成的、具有10μm以下微孔的平板式隔板。
它具有使用寿命长、可制厚度较小、电阻较低、没有毛刺和枝节等优点。
缺点是被电解液浸渍的速度比较慢,成本较高,且不易制成0.5mm以下的薄板。
此隔板多用于工业电池中。
微孔橡胶隔板的技术要求见表9—1表9—1 微孔橡胶隔板物理化学性能2、烧结聚氯乙烯隔板烧结式聚氯乙烯隔板又称PVC隔板,是用烧结法制成的微孔聚氯乙烯的合成树脂型隔板,这种隔板具有浸透性好、机械强度高、化学稳定性好及电阻较低等优点,同时其工艺简单、造价低廉;缺点是抗腐蚀性较弱,不适应长寿命的蓄电池,此种隔板多用于起动型铅酸蓄电池。
铅酸电池装配工艺流程
温馨小提示:本文主要介绍的是关于铅酸电池装配工艺流程的文章,文章是由本店铺通过查阅资料,经过精心整理撰写而成。
文章的内容不一定符合大家的期望需求,还请各位根据自己的需求进行下载。
本文档下载后可以根据自己的实际情况进行任意改写,从而已达到各位的需求。
愿本篇铅酸电池装配工艺流程能真实确切的帮助各位。
本店铺将会继续努力、改进、创新,给大家提供更加优质符合大家需求的文档。
感谢支持!(Thank you for downloadingand checking it out!)铅酸电池装配工艺流程一、铅酸电池概述铅酸电池简介铅酸电池,又称铅酸电瓶,是一种使用最广泛的蓄电池类型。
它首次由法国科学家GastonPlanté在1859年发明。
铅酸电池通过硫酸溶液和铅板(正板和负板)之间的化学反应来存储和释放能量。
这种电池在放电过程中,化学能转换成电能;而在充电过程中,电能则转换回化学能。
因其成本较低、技术成熟、安全性好以及较高的能量密度,铅酸电池广泛应用于汽车启动、不间断电源(UPS)、应急照明等领域。
铅酸电池的分类与特点铅酸电池按照制造工艺和用途可以分为多个类别,主要包括:阀控式铅酸电池(VRLA)、开口式铅酸电池、胶体铅酸电池等。
阀控式铅酸电池(VRLA):这种电池的优点在于维护较少,因其密封设计减少了电解液的蒸发。
但是,它对充电器的质量要求较高,以确保电池的性能和寿命。
开口式铅酸电池:与VRLA不同,开口式铅酸电池需要定期加水稀释电解液,并定期检查液位。
这类电池适用于对成本敏感的应用场合。
胶体铅酸电池:采用胶体电解质,可以大幅提高电池的性能,包括更高的充电次数、更好的温度范围和更高的安全性。
铅酸电池的特点包括:安全性好:铅酸电池在正常使用条件下较为安全,不含有害物质,且在过热或短路情况下能够安全释放能量。
成本效益:与其他类型的电池相比,铅酸电池的成本较低,尤其是在大规模应用时。
环境友好:铅酸电池可回收利用,对环境的影响较小。
铅酸蓄电池组装工艺规程1

铅酸蓄电池组装工艺规程一、检查正、负极板二、称/配片三、包片四、手工焊接五、下槽六、彩环七、加酸八、充电九、包装一、检查正、负极板极板要求:极板无明显缺陷,四框及板面平整、干净、无断裂、掉膏、穿孔、弯曲、严重凹凸不平、环状裂纹等现象,极耳下方不允许有穿孔、活物质松动、脱落与板栅剥离,铅膏与板栅之间的结合力强,从1米高处自由落体掉下,铅膏无脱落现象发生等。
1、正极板无白花,PbO2的含量(78—88)%;2、负极板PbO的含量≦10%;3、正极板水分的含量≦0.4%;4、负极板水分的含量≦0.3%;5、检验频度10箱抽取300片。
二、称/配片所需材料及工具电子称(精度0.1克)铜刷1、自检正、负极板,挑出不符合要求的极板;2、20AH/只正极板24片,负极板30片;正极板每片110克,负极板每片74克;每个小单格正极板重量不得小于434克,负极板的重量不得少于362.5克;并且每个小单格正、负极板的总重量不得小于804克。
3、17AH/只正极板24片,负极板30片;正极板每片97克,负极板每片65克;每个小单格正极板重量不得小于382克,负极板的重量不得小于317.5克;并且每个小单格正、负极板的总重量不得小于707克。
4、12AH/只正极板42片,负极板48片;正极板每片43克,负极板每片29克;每个小单格正极板重量不得小于290.5克,负极板的重量不得少于228克;并且每个小单格正、负极板的总重量不得小于522.5克。
5、10AH/只正极板42片,负极板48片;正极板每片40克,负极板每片26克;每个小单格正极板重量不得小于269.5克,负极板的重量不得少于196克;并且每个小单格正、负极板的总重量不得小于477.5。
6、称片时,称正极板和称负极板的工位一定要隔分开,称片时所留下的铅粉要远离所有工位,保持工作台面卫生清洁、干净。
三、包片所需材料及工具包片盒隔板纸 PVC薄膜单格塑壳擦手毛巾1、包片时,重的正极板匹配轻的负极板,轻的正极板匹配重的负极板,两种匹配的情况必须做好标识,分开放置。
铅蓄电池工艺流程
生产工艺流程图工艺流程说明:(1)铅粉制造铅粉是制造铅蓄电池极板活性物质的主要原料,铅粉的制造是蓄电池生产中一步重要工序。
铅粉的性能优劣直接影响到正负极板的质量,进而对电池容量及寿命造成一定的影响。
将1#电解铅通过切块机制成一定规格的铅块,将铅块送入铅粉机,铅粉在密闭球磨机内经过相互摩擦和撞击、加温、氧化等一系列程序,制成氧化量、视密度等符合工艺规定的铅粉氧化铅(PbO)。
(2)红丹粉制造红丹粉是在铅粉中按照一定比例加入混合后,作为正极板的活性物质,加入红丹能够提高电池的容量及寿命。
红丹粉制造过程是将融化的电铅流入制粉炉,铅的熔点为327.46℃,熔铅温度为420~480℃,在负压、搅拌条件下进行氧化,再经过粉碎、分离、造粒,进入移动烧结床,制成氧化量、视密度符合工艺要求的铅粉四氧化三铅(Pb3O4)。
(3)板栅铸造极板是蓄电池的核心部分,铅酸蓄电池活性物质的载体和导电体,正负极板上的活性物质是靠板栅来支撑的,活性物质参与电化学反应所需的外来电能和放出的电能,也是通过板栅传导。
因此蓄电池所要求的板栅应具有一定的机械强度,较好的耐腐蚀性及良好的导电性。
将正负极板栅所用的工作铅合金,分别投入自动铸板机合金锅中熔化、保温、通过封闭自动定量输送、注模、成型、脱模、自动裁切等连续重复动作,完成蓄电池用板栅有规律的生产过程。
(4)和膏通过全自动铅膏制造机组,将铅膏制造所需要的铅粉、硫酸及经过自动称量,封闭输送加入和膏机内,进行密封,按照设定的程序,以规定的先后顺序完成充分混合的过程,使最终生产出的半成品铅膏可满足下工序涂板要求。
(5)涂板涂板工艺是将上道工序的铅膏经涂片机涂在铸板工序送来的板栅上,用以下一步表面固化干燥得到生极板。
(6)灌粉是将正板栅铅筋套入排管,通过自动灌粉机将铅粉和红丹粉的混合物按照一定量灌入排管内,制成正极板。
(7)浸酸为了加强板栅和活性物质的结合,要将制成的正极板放入低比重的酸液中浸泡。
蓄电池工艺流程
蓄电池工艺流程蓄电池是一种能够将电能储存起来并在需要时释放出来的装置。
它在现代社会中扮演着非常重要的角色,被广泛应用于汽车、太阳能电池组、UPS系统等领域。
蓄电池的工艺流程非常复杂,包括了材料选取、制造工艺、充电和放电测试等多个环节。
本文将介绍蓄电池的工艺流程,带您了解蓄电池是如何制造出来的。
1. 材料选取蓄电池的主要材料包括正极材料、负极材料、电解液和隔膜。
正极材料通常采用氧化物,如钴酸锂、三氧化二锂等。
负极材料则通常采用石墨或者锂钛酸锂。
电解液一般是有机溶剂和锂盐的混合物。
隔膜是用于隔离正负极的材料,通常采用聚丙烯或者聚乙烯薄膜。
2. 制造工艺蓄电池的制造工艺主要包括混合、成型、组装和封装。
首先,正负极材料需要进行混合,将活性物质和导电剂混合均匀。
然后将混合物进行成型,制成正负极片。
接下来是组装,将正负极片和隔膜以及电解液按照一定的结构组装在一起。
最后是封装,将组装好的电池进行封装,确保电解液不外泄。
3. 充电和放电测试制造完成的蓄电池需要进行充电和放电测试,以确保其性能符合要求。
充电测试通常是将电池接入充电器,按照一定的电流和电压进行充电,观察电池的充电情况。
放电测试则是将电池接入负载,按照一定的电流放电,观察电池的放电情况。
通过这些测试,可以评估电池的循环寿命、容量、内阻等性能指标。
4. 包装和出厂通过充电和放电测试合格的蓄电池将进行包装,通常包括内包装和外包装。
内包装是将电池放入塑料袋或者泡沫盒中,以保护电池不受损。
外包装则是将内包装好的电池放入纸盒或者塑料盒中,贴上标签,并进行封箱。
最后,包装好的蓄电池将进行出厂,运往各个领域进行应用。
总结蓄电池的工艺流程包括了材料选取、制造工艺、充电和放电测试、包装和出厂等多个环节。
每个环节都需要严格控制,确保电池的性能和安全性。
随着科技的发展,蓄电池的工艺流程也在不断改进,以满足不同领域对蓄电池的需求。
希望本文能够带给您对蓄电池工艺流程的全面了解。
铅酸电池的制造工艺
铅酸电池的制造工艺英文回答:Lead-Acid Battery Manufacturing Process.1. Preparation of Active Materials.The first step in manufacturing lead-acid batteries is preparing the active materials, which are lead oxide (PbO) and lead sulfate (PbSO4). PbO is prepared by heating lead in air to form a molten oxide, which is then cooled and ground into a powder. PbSO4 is prepared by reacting lead acetate with sulfuric acid.2. Preparation of Grids.The next step is to prepare the grids, which provide mechanical support for the active materials. Grids are typically made from lead or lead-antimony alloys. They are punched into the desired shape and size, and then cast intoa mold.3. Pasting.The active materials are then pasted onto the grids. This is done by mixing the active materials with water and a binder, and then spreading the mixture onto the grids. The binder helps to hold the active materials in place during the subsequent steps.4. Curing.Once the grids have been pasted, they are cured in an oven to remove the moisture from the paste. This helps to harden the paste and make it more conductive.5. Formation.The next step is to form the battery. This is done by charging the battery at a constant current for a period of time. During formation, the active materials are converted to lead and lead sulfate, and the electrolyte is convertedto sulfuric acid.6. Assembly.The final step is to assemble the battery. Thisinvolves placing the formed plates into a battery case and connecting them together. The battery is then sealed and filled with electrolyte.中文回答:铅酸电池的制造工艺。
电瓶制作方法
电瓶制作方法
电瓶是一种储存电能并能够释放电能的装置,广泛应用于各种电子设备和车辆中。
在本文中,我们将介绍电瓶制作的基本方法,希望能够帮助到有兴趣尝试制作电瓶的朋友们。
首先,制作电瓶需要准备以下材料和工具,硫酸、蓄电池壳、铅板、硫酸铅、电解液、导电线、电瓶充电器等。
在准备好这些材料和工具之后,我们可以开始制作电瓶了。
第一步,将蓄电池壳清洗干净,并在壳内涂抹一层绝缘漆,以防止电瓶短路。
接着,将铅板切割成合适大小,并在铅板上涂抹硫酸铅,然后放入蓄电池壳中。
这样就完成了电瓶的正极和负极的制作。
第二步,将电解液倒入蓄电池壳中,注意不要倒得太满,以免溢出。
然后将电瓶充电器连接到电瓶的正负极上,进行充电。
充电时间视电瓶大小而定,一般情况下,充电时间为12-24小时。
第三步,充电完成后,将电瓶充电器断开,然后用导电线连接电瓶的正负极,接通灯泡进行放电测试。
如果灯泡能够正常发光,
说明电瓶制作成功。
最后,将电瓶装入外壳,并密封好。
制作完成的电瓶可以用于各种电子设备和车辆中。
总的来说,制作电瓶并不复杂,只要有一定的材料和工具,以及一定的制作经验,就可以完成。
当然,在制作电瓶的过程中,一定要注意安全,避免接触到硫酸和硫酸铅,以免造成伤害。
希望本文的介绍能够对有兴趣制作电瓶的朋友们有所帮助,也希望大家在制作电瓶的过程中能够注意安全,避免意外发生。
祝大家制作电瓶成功!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铅酸蓄电池简易生产流程
1.VRLA电池工厂生产流程
1.1铸铅零件
1.2包板
1.2.1包板结构=正极板(PbO2)+AGM(玻璃纤维与棉的混合物)+负极板(棉状铅)
1.2.2极板结构=板栅(成分铅钙,可把电集中在极耳,固定铅膏)+铅膏(主要放电物质)+极耳
1.2.3电池中电流容量大小与正负极配比密切相关。 Eg,12V7.5A 4+5-,6V4AH2+3-
1.3入铁盒。烧焊的前序动作,用于装包板。
1.4上梳,形成烧焊部位。
1.5摆铅零件。
1.6烧焊。
1.6.1焊合包板的正极板极耳,形成包板的正极点(铅零件)。焊合包板的负极板极耳,形成电池的负极点
(铅零件)。
1.6.2烧焊是VRLA的瓶颈产能。旭威有两把烧焊,1000PCS/把/天,总产能2000PCS/2把/天。
1.7下模装底槽。
1.7.1下模前,在正极连接处划红线,以示正极。
1.7.2底槽为高强度,耐撞击的 ABS材质。
1.8对焊。电池组的正负极对焊,形成回路。
1.9试盖。
1.10查假焊,扶正极位。
1.11短路测试,用极板短路测试仪。
1.12标型号,于电池盖上。
1.13配胶,倒封盖胶。
1.13.1胶为环氧树脂,起密封作用。
1.14封盖。
1.14.1电池底槽部位倒对盖口,向下正位,防露胶。露胶会导致酸稀释不到位,加大自放电,也可能导致
内短路。
1.14.2注意密封要到位,否则易导致极板氧化,使电池的容量降低、寿命减短。
1.14.3在正负极呈对角状态时,要注意反盖。
1.15中盖胶固化。过烘干机,夏天1~1.5H,冬天1.5~2H。
1.16塞O型圈,用旋子加固。
1.17塞端子,焊接。端子一般为铅合金,铜或其他合成物,表面镀银,采用最新的密封结构和技术。
1.18倒极柱胶。先倒密封胶(环氧树脂),再倒色胶(一般的脱氧剂,红色为正极,黑色为负极),先后
过烘干机烘干。
1.19查气密性,开路或闭路(万用表),查外观。
1.20配酸。一般为含有特殊添加剂浓度为22%~33%的稀硫酸,全部被吸附在AGM隔板中,电池中无流动
硫酸,可任意放置使用。稀硫酸为电池中的电解液。
1.21加酸。采用微电脑控制精密定量蓄电池加酸机,12孔型,9台。
1.21.1分三次加酸,加酸后静止2H,以便AGM充分吸收酸液。
1.21.2上安全阀。安全阀为耐酸抗老化的聚合橡胶,可自动排放电池内部过多的气体,并保持电池内部气
压在安全范围。放电时通气,充电时闭合。
1.21.3加垫片,上胶条(充电时酸会冒泡,可防止溢酸)。
1.22初充电。时间范围为20~35H,采用微电脑控制多功能蓄电池充放电机,20台。
1.23下胶条、垫片后,清洗电池。
1.24查酸,查电压,全检,是否开路或闭路。采用微电脑控制蓄电池容量检测机,2台。
测电容量,抽检,采用微电脑蓄电池循环充放电测试仪,14台。
1.25超声波封盖片。
1.26擦电池。
1.27上极胶头。
1.28丝印,烘干。
1.29压胶字。
1.30外观检查,装PE袋。
1.31装箱。
2.DC电池与普通VRLA电池相比,极板要厚,铅膏的配方成分不同,报价高15~20%,可用于太阳能,风
力,电动车。
3.GEL电池与普通VRLA电池相比,电解液是硅化合物与硫酸水溶液混合形成的一种不流动的胶凝电解液
(Gelled Electralyte),可用于温度高失水多的环境,如沙漠,报价高15%~20%。
4.前置端子VRLA电池,端子在壳的前面,正负极位置设置紧凑,一般为欧式,产品说明书。
5.报价中注意若干事项。
5.1使用寿命。按行业最高标准报,普通VRLA电池5Y,DC电池10~15Y,客户要求签质量合同时,须谨
慎对待。
5.2重量。浮动范围可设为1.5~2KG。
6.浮冲电压与电池性能。
6.1浮冲电压的高低不能作为判断电池容量高低的标准,只反应了电池的刚充完电的状态。
6.2浮冲电压 2.01~2.2V单格放电。
7.打样时间2天。
8.自放电(Self-discharge)。
9.放电深度(Depth of Descharge).同一电池,放电深度越深,寿命越短。
10.VRLA电池的常见表征
11.VRLA电池的特点
11.1品质可靠,电池的容量稳定可靠,并耐过充,过放和振动,所有电池均已通过严格的电压,容量,密
封检验。
11.2深循环恢复能力。优质的隔板、先进的工艺配方、均衡的电解液配比,大大改进深放电后电池的恢复
能力。
11.3优良的贮存性能。在25℃电池,自放电速率大约在3%/月左右,更低的温度将更有利于电池贮存。
11.4长寿命.采用和耐腐结构及特殊的铅钙合金板栅,最佳的工艺配方和装配技术,确保常规电池浮充寿命
在5年左右。2V固定型及特殊制做的电池浮充寿命在12年以上;依据放电深度不同.循环次数可在250~
2000次。
11.5安全排气。电池安装安全低压排气阀,当电池使用不当而使内部积蓄过多气体时,安全阀将自动打开
排出过多气体,而后又自动关闭。
11.6安全密封。独特的结构和密封技术,确保电解液不会从电池的任何位置泄漏出来 。
11.7无流动酸。电池中所有的电解液都被吸附在正负极板和隔板中,没有自由流动酸,所以旭威电池可任
意放置使用。
11.8免维护。在电池的预期寿命中,勿需检查电解液密度和补加水。
11.9无腐蚀性气体产生。在电池正常使用过程中,即使电池过充电产生氧气,也会在电池内部通过“氧循环”
而被吸收。[/size][/size]