罗拉车,单针罗拉车,双针罗拉车
车针
806:金刚砂车针(与碳钢、钨钢相对而言) 314:高速手机标准长度(19mm)(与慢速 直手机和慢速弯手机相对而言) 197:工作端的形态:圆头锥形(TR也是圆头 锥形的含义:taper round end的缩写) 524:工作端的状态:如宽窄、细密(多用来 表述钨钢车针刃部的细密程度、宽窄、形态等 ) 018:工作端最大直径,无论其形状如何(请 牢记是最大直径) 用语言完整地表述上图的车针:最大直径为 1.8mm的绿标(粗粒度)的全长为19mm的工 作端为8mm的圆头锥形的高速手机用金刚砂 车针。
3、其他形状 FO-- 尖头火焰形 EX-- 特殊形状(胖头形、 梯轮形、肩台车针) BR--圆球形 BC -- 环球形 DI-- 双倒锥形 SI-- 单倒锥形 WR -- 圆边轮形 CR- 嵌入型 CD-- 儿童牙科用金刚砂 车针
• • • • • • •
后面的字母: S-- 短柄 SS-- 极短柄 C-粗 F--细 EF-超细 每一根车针有自己的ISO编码,前面的数字是他 的编码号,斜线后面的数值是工作端最大直径。 • ISO.NO斜线后数字,例如SO NO:173/014,那么它 的最大直径为1.4MM 。
上面的标识参数具体有什么意思呢?
车针上的型号: 1、Taper 锥形(梯 形) TR:Taper Round -圆头锥形 TF: Taper Flat --平 头锥形 TC:Taper Cone--尖 头锥形
2、Straight 直 线形(平行形) SF--平头平行形 SO--尖头平行 形 SR--圆头平行 形
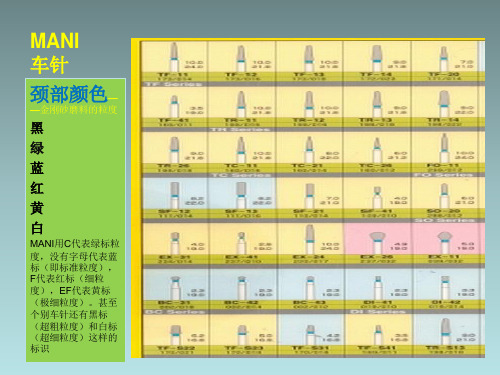
MANI 车针
颈部颜色—
—金刚砂磨料的粒度
黑 绿 蓝 红 黄 白
MANI用C代表绿标粒 度,没有字母代表蓝 标(即标准粒度), F代表红标(细粒 度),EF代表黄标 (极细粒度)。甚至 个别车针还有黑标 (超粗粒度)和白标 (超细粒度)这样的 标识
常用旋梭 简介
缝厚料的旋梭板尾部短平、没有引导线环的翘起如图A型。缝薄料的旋梭板尾端都 呈蛇尾状,并明显上翘,如图B型。缝中厚料的旋梭梭板尾部形状,介于缝厚料和缝 薄料的梭板形状之间如图BOH型。
JK-8995大旋梭
(二).新型旋梭的设计——无油旋梭
1.无油旋梭的优点:
a.无油旋梭结合头部无油机,可使缝料彻底的摆脱油渍污染。 是高档服饰,羽绒服饰等的最佳搭档。
b.旋梭无需供油后,缝纫机的整体结构将进一步简化,成本 也进一步降低。
2.无油旋梭的现有技术:来自镀钛梭架涂特弗伦梭架
类金刚石梭架
这三类旋梭,是目前市场上已有的。存在价格高,使用寿命短的缺点。
如果结合纳米润滑材料技术与无油旋梭的概念,相信一定可以 碰撞出一个新的天地。
5个斜槽
二.德盛旋梭和广濑旋梭的对比 1.容线槽长度不同
容线槽
德盛旋梭容线槽长2.6-2.8
广濑旋梭容线槽长2-2.2
2.梭架导轨长度不同
德盛梭架
广濑梭架
以胶纸包覆梭架导轨外侧,摊平后测量最大弧长数据如下: 德盛梭架导轨弧长:75.2mm 广濑梭架导轨长:77.9mm 梭架导轨长度长,则接触面积大,梭床旋转越平稳。
德盛旋梭
经摇表测量梭尖距针孔侧距离分别为: 德盛旋梭 : 2.13 广濑旋梭: 2.20
广濑旋梭
三:旋梭常见问题
目前旋梭常见的问题有: 1.起缝带不上线 2.声音响 3.跳针 4.断线 5.间隙大
四:旋梭预研方向
(一).研究现有的旋梭及问题: a.旋梭的合理间隙?
梭床相对梭架高速旋转,温度急剧上升,梭轨按材料自身的热膨胀系数膨胀。如果间 隙过小就容易导致卡死,如果间隙过大就会造成噪音增加,磨损加剧。
罗纳帝(LONATI)挡车工操作规程及培训教材

挡车工操作规程及培训教材罗纳地机器第一章机器各操作键的功能机器的操作面板有:起动按钮、停机按钮和一个电子计算机的键盘.键盘的最上面一行从F0到F9是功能键,也是挡车工操作最常用的功能,其设置功能如下:F0:按下此键,机器自动抬起梭子,按起动按钮机器自动复位,回到零位后,机器重新开始编织袜子,该功能是最常用的功能之一。
F1:按下此键,机器不往下执行程序,而是重复在这一步工作,如果机器是在零位,机器会一直在零位空转。
所以挡车工在按F1时一定要看机器是否在零位,如果机器不在零位挡车工不能按此键,以免发生危险.F2:按下此键,机器会以最快的方式执行程序,如果不消去,开动机器的话,机器会做出很短的小袜子,所以换横纹或要求快速回到零位后务必消去F2键。
F3:按下此键,机器运转回到零位后停机。
F4:不常用(到设置停机的步序停机)在电脑编程里设定才有效.F5:按下此键,机器会以低速运转(300转/分)F6:按下此键,机器会以中速运转(600转/分)F7:不用F8:按下此键,机器会消去液晶显示屏上显示的错误信息.F9:按下此键,机器打开风门,把废纱吸进针筒内。
机器的右首,有一黑色按钮,此按钮是启动按钮,按下此按钮开机.机器的右首,还有一红色按钮,此按钮是停机按钮,在运转的机器中按下此按钮会立刻停机。
操作面板中的键盘有如下组合键较为常用:+ 向前翻页+ 向后翻页+ 计算器减数,先按住前一个按钮再按后一个按钮,每按一下后一个按钮,减去1。
+ 计算器加数,先按住前一个按钮再按后一个按钮,每按一下后一个按钮,加上1。
+ 计算器清零,先按住前一个按钮再按后一个按钮,按下后一个按钮,机器累加产量归零.这些组合键一般同时按下才有用(即先按住前一个按钮再按后一个按钮)。
以上组合键的功能说起来比较复杂,操作起来很简单,对熟练的挡车工来讲还有很多键也可以了解,但一般来讲,熟练使用这些键已经达到了挡车工的基本操作要求。
第二章挡车工安全操作规程由于机器高速运转,操作稍有不当都会造成严重的经济损失,如打针(包括织针和哈夫针)、机器损坏,或人身安全等,为了保证机器和人身安全,所以要求挡车工必须严格按操作规程操作。
松风和马尼车针对照表
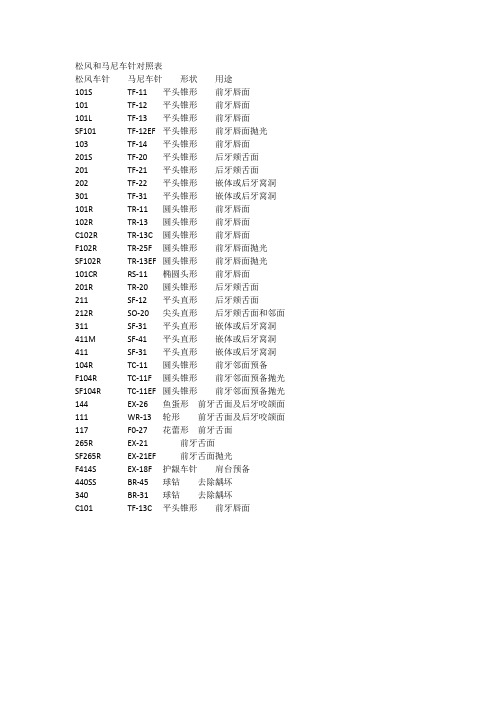
松风和马尼车针对照表
松风车针马尼车针形状用途
101S T F-11 平头锥形前牙唇面
101 TF-12 平头锥形前牙唇面
101L T F-13 平头锥形前牙唇面
SF101 TF-12EF 平头锥形前牙唇面抛光103 TF-14 平头锥形前牙唇面
201S TF-20 平头锥形后牙颊舌面
201 TF-21 平头锥形后牙颊舌面
202 TF-22 平头锥形嵌体或后牙窝洞301 TF-31 平头锥形嵌体或后牙窝洞101R TR-11 圆头锥形前牙唇面102R TR-13 圆头锥形前牙唇面
C102R TR-13C 圆头锥形前牙唇面
F102R TR-25F 圆头锥形前牙唇面抛光
SF102R TR-13EF 圆头锥形前牙唇面抛光101CR RS-11 椭圆头形前牙唇面
201R TR-20 圆头锥形后牙颊舌面
211 SF-12 平头直形后牙颊舌面
212R SO-20 尖头直形后牙颊舌面和邻面311 SF-31 平头直形嵌体或后牙窝洞
411M SF-41 平头直形嵌体或后牙窝洞411 SF-31 平头直形嵌体或后牙窝洞
104R TC-11 圆头锥形前牙邻面预备
F104R TC-11F 圆头锥形前牙邻面预备抛光SF104R TC-11EF 圆头锥形前牙邻面预备抛光144 EX-26 鱼蛋形前牙舌面及后牙咬颌面111 WR-13 轮形前牙舌面及后牙咬颌面117 F0-27 花蕾形前牙舌面
265R EX-21 前牙舌面
SF265R EX-21EF 前牙舌面抛光
F414S EX-18F 护龈车针肩台预备
440SS BR-45 球钻去除龋坏
340 BR-31 球钻去除龋坏
C101 TF-13C 平头锥形前牙唇面。
ttyt5针车说明书

ttyt5针车说明书一、ttyt5针车主要邯份名称:(A)针板:使鞋面在纽合遏程中能平故针板上,以便于缝纫组合。
(B)针车配件针距调节盘:调节每针闻的距离,向左方调节时针距缩短顺时针方向绸节时,针距故大。
(C)布压调节柱:依鞋面材料厚度来调节布压。
(D)针棒:针棒尖端的针舆针板下的车梭经遇一定运转的程序来缝纫组鞋面各部份。
(E)轮盘:承接马达的运动而带动整个卓台机座的运转。
(F)加油的主要位置。
箭头所标示的位置,每日在使用之前,必需用油壶注入1.-2.滴主要是润滑卓台机座内所有的零件延长使用寿命。
(G)逆转杆:把逆转捍往下压时,能使车针往后倒缝,以加强鞋面接合部份末端的牢固,使不易脱线。
(H)卓梭卸装程序:车梭位置在针板下端。
1.打开针板,拇指舆食指拿着车梭毂外横向的取弹板往后取出。
2.卓梭毂取离车梭盘后,车梭子就能自卓梭壳驭出。
相反的遇程就能把卓梭壳放入卓梭盘中使用。
(I)车针装卸方法针装入车棒时,针捍上有长沟的一面,甩向左侧,线从有长沟的左侧穿入右侧,使在线下运转结合。
(J)卓梭子卷线座:卷线座为卓梭子卷线用,使鲢纫工作不致停顿。
a.车梭子:为空车梭子。
b,弹簧片座调节螺:调节弹簧片座的松紧程度。
c.卷线轴:固定车梭子以便卷线用。
d.弹簧片座:当车梭子运转时使线在弹簧的控制下很平均的送入。
e.卷线轴压杆:把卷线轴杆往前压时,使卷线轴另一端的飞轮藉连接卓台机座轴轮及马达轴轮的皮蒂运转,把卷线轴转动。
f.卷线轴压杆自动调整片:当车梭子装满线时,自动停止。
二、操作程序:1、安全接通电源。
2、穿线。
3、梭子的安装与穿线。
4、换。
5、针目长短的调整。
6、轮线压力的调整。
7、轮线的升降。
三、注意事项:操作此机器的人员必须经过一定的培训。
四、保养:1、清洁:送布螺旋梭、夹线调节器及零件的放线处,必须经常清洁打扫。
2、注油:针车在清洁时要进行一次全方位的注油,机器注油孔每天必须多次注油,保持机器各转动处润滑。
裁缝常用的机械英语词汇

裁缝常用的机械英语词汇1-needle chainstitch machine单针链缝平车1-needle lockstitch machine单针平车3-needles interlock machine三针网车3-threads overlocking machine三线锁边车4-needles interlock machine四针虾苏网车5-threads safety stitching machine五线锁边车auto cuff turning machine自动反介英机automatic cutting machine自动裁剪机auto printing machine自动印花机baler打包机, 压捆机bartack machine打枣车bartack sewing machine套结机bartacker 打枣车blind stitch machine 盲缝车blue print machine晒网机boiler锅炉bulk washer大货洗衣机button attaching machine钉钮车button-holing machine 钮门车button sewer 钉钮车button-hole machine钮门车buttoning machine 钉钮车chain stitch feed-off arm machine埋夹车chain stitch machine 锁链车chain-blindstitch machine锁链挑脚车cloth cutting machine切布机collar cutting machine切领机collar turning machine反领机collar trimming machine切领机computer sewing machine电脑缝纫机"一" laser light一字镭射定位灯cross laser light十字镭射定位灯crossing thread machine翻线机cutter电剪cutting bed裁床dryer烘干机edge sewing machine撬边车elastic sewing machine橡筋车electric /steam iron电/蒸气熨斗embroidering machine绣花机eyelet buttonhole sewing圆头锁眼机eyelet end machine凤眼车feed-off-the-arm,4 needle both cut flat seamer四针拼缝车flat lock machine绷缝机flat machine横机flat sewing machine平缝车fusing machine粘合机fusing press machine粘合机heat notching machine点领机hemmer 包缝机hemming machine卷边机holing machine钻孔机hydraulic cutting presser啤机industry coloring machine工业染色办机industry spin-dryer工业脱水机industry washer工业洗衣机interlining cutting machine切朴机ironing drawing熨画机ironing machine整烫机light box标准灯箱lockstitch trimming machine切刀平车loop cutting machine切耳仔机loop sewing machine耳仔机manual printing machine手动印花机needle detector 验针器,验针机net drying machine干网机net washing machine洗网机overlock machine包缝机,锁边车placket cutting machine切筒车placket trimming machine切筒机pocket machine开袋机pocket-hole sewing machine开袋机pressing stand with a vacuum真空抽湿烫台shaking machine震动机single needle lockstitch machine 单针平车single needle flat sewing machine单针平车snap fixing machine啤钮机special streamlined lockstitch辘脚车spreader拉布机straight buttonholing machine平头锁眼机straight knife machine直刀电剪twin-needles machine双针车vacuum board for thread end sucking machine吸线头机winding interlining machine卷朴机zig-zag stitch machine人字平车。
常用加弹机教材(图文并茂)(参照类别)
巴马格纺织机械FK6-1000型加弹机第一节:FK6-1000型加弹机的构造及功能简介第二节:工艺流程第三节:工艺条件第四节:加弹生产知识介绍第五节:加弹机维修保养知识介绍第一节:FK6-1000型加弹机的构造及功能简介1、喂丝罗拉喂丝罗拉的作用是实现丝条的传输作用。
第一罗拉为入罗拉,其装置有两种组成方式。
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。
我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm)来弥补张力不足。
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。
2、喂丝罗拉前的横动移丝器它的作用是避免丝条对罗拉的集中磨损,延长皮圈(或压辊)的使用寿命。
生产加弹丝时,移丝间距一般为5-10mm。
移丝位置不正时,不能保证丝条在喂丝皮圈(或压辊)的规定范围内运行,从而不能保证丝条按规定的工艺要求执行。
如一、二罗拉前横动移丝器位置不正,就不能保证丝条正常牵伸的实现,引起缠丝。
3、第一加热器第一加热器又叫变型热箱,是接触式加热方式,1000M型长为2.5m,V型长为2.0m.。
其作用是加热丝条呈塑化状态,降低拉伸变形应力,更容易拉伸变形。
其长度为2.5m(加弹机分为两种型,“M”型和“V”型,我司的加弹机属于“M”型,而“V”型的长度为2m)。
它是由真空密封联苯蒸汽和电加热复合加热。
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。
在实际生产中,我们必须经常地检查热箱的丝道,并每隔2-3个月要进行一次清洁。
因为一热箱温度的高低直接影响丝的卷曲性、膨松性。
进而影响染色性能。
故生产中丝越偏离热箱丝道,则变形丝条越差,染色等级越低。
论多线罗拉开槽技术要求和常见问题
论罗拉开槽的技术要求、操作和常见问题分析罗拉开槽是个精度要求比较高的活,不论是国产设备还是进口设备,能把精度把控好,客户使用没有问题就是可以的,设备只是硬件的一部分,还有工装,程序,操作等等因素的影响,当然了,进口设备要好一些,但并不代表进口设备开出来的槽就是比国产的要好。
磁材开槽为例;技术要求:设备要求:●水平定位做到运行无明显震动●经常维护保养●设备上面不允许放置物件●精度控制在0.1μm以上都可以配套要求:1.卡盘和尾顶尖的跳动尺寸控制在1丝以内2.整体罗拉跳动控制在2丝以内3.粗车,精车,开槽刀具定期检查,磨损立马更换(根据磨钝标准来)操作要求:1、罗拉上机前必须擦拭两端锥孔保证清洁2、检查罗拉有没有勒伤,先从勒伤的罗拉开始做3、开始之前检查两边程序数据是否有错常见的问题:◆精车表面不平,坑坑洼洼:精车刀磨损或者切割液没喷好位置◆开槽表面毛刺很多:切割液压力不够或者位置没喷到位◆槽的两边锯齿形状:开槽刀磨损需要更换◆槽距公差大:设备轨道等是否保养好,程序设计是否不合理◆槽深和程序设计的不一样:在对X轴零点时(精车后),X轴的偏置刀补有偏差(刀尖和罗拉表面刚接触一点点的位置)常见槽型:●通槽(单槽/双槽等):双槽等都是为了一副罗拉提高利用率●ABB槽型:主要是因为槽距太大,三根罗拉通槽的话会造成线斜拉而断线,所以错开半个槽距称为ABB槽(一般情况槽距偏大开ABB的话,开双槽就可以了,刚好错半个槽,又能多使用一次)●跳槽:主要是为了计算料皮一副罗拉开出来设备,工装,刀具,操作和程序等都起着很重要的作用,其中作为软件的程序,是重中之重,一套好的程序就是一套好的加工工艺,例如有的开槽工艺是直接扎进去的,有的开槽工艺是一定角度进去的;这些细节很大程度上决定着槽的好坏!2020年3月1(疫情期间)。
STOLL编织机操作说明说明书
操作说明类型计算机类型部件类型CMS 830 S633OKC000 - 003CMS 730 S625OKC000 - 003ID 257 741CN日期: 2012-08-28原版操作说明的翻译编织机操作系统:V_OKC_002.007.00x_STOLL (或更高)H. STOLL GmbH & Co. KG, Stollweg 1, D-72760 罗伊特林根, 德国 我们的产品正不断朝更高目标发展. 因此它们便于进行技术修改.End User Licence Contract (03/2001)Licence terms in business transactions with entrepreneurs for the use of the STOLL softwareLicenser: H. STOLL GmbH & Co. KG, Stollweg 1, D-72760 Reutlingen / Germany.§ 1Licensed object and scope of use(1)The licenser grants the licensee a not exclusive right to use above-mentioned STOLL software according to thefollowing terms and conditions. The licenser shall provide the licensee with a copy of the object code for the licensed programs. The licence material also includes a program description in printed form. In the following text, the licensed programs and the program description are altogether referred to as "licensed software". (2)The licensed software is only intended to be used with the STOLL knitting machine with which the software wasdelivered and can only be run in connection with this knitting machine. Any other form of use of the licensed software is not permitted.(3)The approved use covers the storing of the licensed programs in one data-processing machine, the execution ofthe programs, the processing of the data stock, as well as the production of copies of the programs to the extent that this is required for contractual use. All rights to the copies shall remain with licenser.(4)Additional usufructuary and exploitation rights of the licensee do not exist. The creation of back-up copies, thetesting and inspecting of the programs , the processing of the data stock as well as a decompiling are only permissible if this must be imperatively permitted due to legal regulations.(5)Licence material handed over in printed form, in particular the program description is only allowed to bereproduced with the written consent of the licenser.(6)After having informed the licenser previously in writing, the licensee is allowed to transfer his right of usetogether with the knitting machine mentioned in Par. (2) in the scope and with the limited conditions resulting from the Par. (1) to (5) entirely to a third party. These conditions must be expressly pointed out to the third party.The transfer within the framework of continuous obligation (e.g. rental, leasing) is not permissible. With the transfer, all the rights of use of the first licensee shall expire, including any rights to copies and adaptions. If these were not handed over to third parties, they must be destroyed.(7)Neither the licensee nor the subsequent user has the right to use licensed software in whole or in part on morethan one data-processing machine at the same time or distribute any reproduced sections of the licensedsoftware in its original version or in altered adapted versions.§ 2Period of useThe granting of the usufruct mentioned under § 1 is provided for an indefinite period of time for the entireeconomic service life of the licensed software.§ 3Safeguarding of the licensed software(1)The licensee must ensure that no form of improper use of the licensed software is carried out at his companyand that the obligations in accordance with § 1 are also observed by his employees and personnel as well as by other persons working with the package.(2)The licensee agrees not to change any protective annotations, such as copyright annotations or any otherreservations of rights and agrees to transfer completely into specifically made copies of the licensed software.The licensee is only allowed to use the programs or program sections of other producers included in or related to the licensed software if the licensee accepts the licence terms applicable for such use.§ 4Warranty(1)The contracting parties are in agreement that, based on the present state of technology, it is not possible todevelop programs so that they run without any errors for all application conditions. For the licensed software, the licenser shall hand over to the licensee a program description based on the most recent status in each case that refers to the proper use and conditions of use for the programs. Specific characteristic features shall not be guaranteed unless an agreement to the contrary is reached in individual cases.(2)The licenser guarantees that the licensed software is usable within the meaning of the program descriptionissued by him and applicable at the time of delivery to the licensee; an irrelevant diminishment of the usability shall not be taken into account. The licenser also guarantees that the data carrier being used is free of material and manufacturing defects and that the data has been properly recorded on the data carrier. If the licensee operates the licensed software in connection with hardware and software products that do not come fromSTOLL, the licensee is obliged to furnish proof that a determined error has its cause in the licensed software.(3)If the licensed software proves to be useless or defective within the meaning of Par. (2), the warranty is carriedout by replacement delivery versus the return of the defective software. If the software delivered on areplacement basis also proves to be useless or defective and the licenser is not able to restore the usability or eliminate the error within a suitable time limit, the licensee can demand, according to his choice, a reduction of the licence fee or reimbursement of the licence fee versus the return of the licensed software.(4)Any further warranty, in particular for guaranteeing that the data or the licensed software comply with therequirements and purposes of the licensee shall be excluded.(5)The warranty period amounts to twelve months, starting with the date of delivery of the licensed software to thelicensee.§ 5Liability limitations(1)The licenser shall be liable for damages that were caused by a culpable infringement of an essential contractualobligation, for which the licenser is responsible, in a manner endangering the achievement of the contractual purpose. The liability is limited to the contract-typical damage the occurrence of which the licenser had to expect based on the circumstances known to the licenser upon the conclusion of the contract. In any case, the liability is limited to two times the amount of the licence fee paid by the licensee.(2)In case of virus contamination, the licensee is responsible for providing proof that the licensed software wascontaminated with the virus.(3)The licenser shall not be liable for insufficient economic success, lost profits, remote damages andconsequential damages and for damages from the claims of third parties with the exception of claims resulting from the infringement of protective rights of third parties.(4)For the recovery of data, licenser shall only be liable within the framework of Par. (1) and only if the licenseestored this data in machine-readable form on a daily basis, the corresponding data carrier is available and the data can be reproduced at reasonable expense.(5)The aforementioned liability limitations do not apply to damages that have been proved to be based onpremeditation or gross negligence on the part of licenser or on the lack of guaranteed characteristics, as well as to any claims based on the product liability law.§ 6Final provisions(1)Alterations and supplements of this contract require the written form for their legal validity.(2)Should any individual provisions of this licence terms be void or become void, the validity of the other provisionsshall remain unaffected. The void provision must be replaced by a lawful provision that comes as close aspossible to the economic purpose it is being used to pursue.(3)This terms and the legal relations between the licenser and the licensee are subject to German law exclusively.(4)Place of fulfilment and jurisdiction in business transactions with businessmen is D-Reutlingen / Germany.Installation of the programsThe exact installation instructions for the software are contained in the manual.Software license for Windows XPThe license number is located on the left or on the right control cabinet.Fig. 1Software license for Windows XP on the left control cabinet内容列表1关于本说明书 131.1本说明书用途 (13)1.2本文件的有关人员 (13)1.3本说明书的内容 (14)1.4本说明书所使用的符号 (15)2编织机介绍 172.1编织机部件 (18)2.1.1前侧 (18)2.1.2侧面图(右边) (21)2.1.3后侧 (22)2.2导纱系统 (23)2.2.1纱线路径 (23)2.2.2纱线控制装置自停 (26)2.2.3侧面导纱装置 (27)2.2.4切夹纱装置 (29)2.2.5嵌花导纱器 * (31)2.2.6添纱导纱器 * (32)2.3机头 (33)2.3.1传动、速度和动程 (33)2.3.2吸尘和清洁行 (34)2.3.3中心润滑 (35)2.3.4压脚 (36)2.4编织系统 (37)2.4.1编织系统设计 (37)2.4.2机头中的密度马达 (38)2.4.3沉降功能 (40)2.4.4机头外的织针位置 (41)2.5控制装置 (42)2.5.1脉冲发生器 (42)2.5.2阻力自停 (43)2.5.3振动自停 (43)2.5.4探针器 (43)2.6针床 (44)2.6.1结构 (44)2.6.2横移装置 (45)562.7织物牵拉 (47)2.7.1主牵拉 (47)2.7.2辅助牵拉 (48)2.7.3牵拉梳 (49)2.7.4控制装置(织物牵拉) (50)2.8显示和操作单元 (51)2.8.1主开关 (51)2.8.2操纵杆 (52)2.8.3指示灯 (53)2.8.4输入装置 (54)2.8.5用户界面 (55)3用编织机进行生产 633.1生产和换班的准备工作 (63)3.1.1导入文件、资料库和花型文件夹 (64)3.1.2输入衣片数或行数 (69)3.1.3设置自动关机 (70)3.1.4设置触摸屏 (71)3.2穿纱 (73)3.2.1调出导纱器排列 (73)3.2.2放置纱筒 (74)3.2.3导纱环处的穿纱 (74)3.2.4纱线控制装置的穿纱 (74)3.2.5纱线长度测量装置的穿纱 (75)3.2.6摩擦送纱器的穿纱 (75)3.2.7VECTOR喂纱轮的穿纱 (76)3.2.8侧面安全门的穿纱 (77)3.2.9将纱线穿入导纱器 (78)3.2.10切夹纱装置的穿纱 (79)3.3生产 (80)3.3.1开启编织机 (80)3.3.2调出报告和班产计数器 (83)3.3.3停止机器 (88)3.3.4监控运行时间 (90)3.3.5计量运行时间 (94)3.4使用编织定单(定制菜单)进行生产 (96)3.4.1创建和管理定制菜单 (96)3.4.2设置或更改定制菜单的计数器 (98)3.4.3保存/导入定制菜单 (99)3.5解除织物故障 (101)3.5.1脱布后重新起头编织 (102)3.5.2导纱器的穿纱 (104)3.5.3清除缠在织物牵拉装置上的织物 (105)3.6出现故障后启动机器 (106)3.6.1信息和提示历史记录 (107)3.6.2隐去错误信息 (110)4调节编织机 1134.1基本设置 (113)4.1.1调节机速 (114)4.1.2设置线圈密度 (117)4.1.3调节导纱器 (128)4.1.4交错排列导纱器 (133)4.1.5调节纱线张力 (136)4.1.6调节摩擦式送纱器的送纱量 (139)4.1.7调节储纱器 VECTOR * (140)4.1.8调节编织区 (141)4.1.9调节牵拉 (142)4.1.10处理织物牵拉菜单 (145)4.1.11设置循环计数器和片数 (148)4.1.12调节模型计数器 (149)4.1.13设置计数器 (151)4.1.14开启和关闭照明 (152)4.1.15设置打开夹纱装置值 (153)4.1.16配置符号栏 (154)4.1.17配置监测控制 (156)4.1.18设置花型 (160)4.1.19织可穿设置 (168)4.1.20横移修正 (169)4.2高级调整 (172)4.2.1附属装置的开启和关闭* (173)4.2.2设置语言 (174)4.2.3调节传感器 (176)4.2.4设置针床参数 (178)4.2.5设置机器参数 (179)4.2.6设置断电时的关机时间 (181)4.2.7复制维修数据 (183)4.2.8执行基准运行 (185)4.2.9调整横移位置修正 VPK (188)4.2.10调整基本横移修正VGK (190)4.2.11成圈三角位置修正 (192)4.2.12调节针舌刷 (194)4.2.13调节夹纱器 (195)4.2.14安装和调节压脚 (196)4.2.15调节探针器 (199)4.2.16调节导纱器 (199)784.2.17调节导纱器限位块 (201)4.2.18调节导纱器滑块 (202)4.2.19调节中央润滑装置毛刷 (202)4.2.20调节嵌花导纱器* (203)4.2.21在机头区域内移动嵌花导纱器* (204)4.2.22嵌花导纱器- 调节停位点(基本设置、制动值) * (205)4.2.23嵌花导纱器- 检查压板* (214)4.2.24嵌花导纱器- 修正停位点(修正值) * (215)4.2.25添纱-几种不同方式 (216)4.2.26添纱-双臂导纱器 (217)4.2.27添纱-添纱导纱器座 (219)4.3文件的操作 (222)4.3.1有关使用窗口的帮助 (222)4.3.2文件管理器 (228)4.3.3文件、资料库和文件夹的操作 (232)4.3.4在花型编辑器中显示文件 (237)4.3.5清晰的编织存储 (239)4.3.6复制文件 (241)4.3.7选择当前文件夹 (244)4.3.8执行程序测试 (247)4.4Sintral 编辑器操作 (249)4.4.1激活 Sintral 编辑器 (249)4.4.2跳到功能和错误列表中的帮助 (255)4.5KnitLAN 连接 (256)4.6定义用户配置文件 (259)5Setup 数据 2695.1背景 (270)5.2Setup1与Setup2的对比 (271)5.3使用Setup1或Setup2 (273)5.4导入编织程序 (274)5.5Setup2 编辑器 (275)5.5.1CMS的Setup2编辑器的总览 (275)5.5.2牵拉 (284)5.5.3导纱器 (287)5.5.4线圈长度 (291)5.5.5 机头速度 (294)5.5.6循环计数器 (295)5.5.7纱线长度 (296)5.5.8横移 (299)5.5.9其他 (300)5.5.10数据模式和文件模式 (301)5.6Setup1 - 编辑 setup 文件 (302)6编织机的维护保养 3076.1减少磨损 (307)6.2清洁编织机 (309)6.2.1清洁触摸屏 (310)6.2.2清洁吸尘装置和集尘盒 (311)6.2.3用吸尘器清洁编织机 (312)6.2.4清洁针床 (313)6.2.5清洁积极式纱夹 (313)6.2.6清洁永久制动装置 (314)6.2.7清洁摩擦送纱器 (314)6.2.8清洁主驱动风扇 (315)6.2.9清洁右控制箱中的风扇和散热器 (315)6.2.10清洁电源盒的滤网 (316)6.2.11清洁切夹纱装置 (317)6.2.12清洁传送片 (319)6.2.13清洁编织系统 (321)6.2.14彻底清洁切夹纱装置 (322)6.3润滑编织机 (326)6.3.1润滑周期 (327)6.3.2设置针床的润滑周期 (328)6.3.3中央润滑装置的设置 (329)6.3.4给针床上油 (332)6.3.5重新开始润滑周期 (332)6.3.6给沉降片床加油 (333)6.3.7导纱器导轨加油 (333)6.3.8机头导轨加油 (334)6.3.9脉冲发生器轨道加油脂 (334)6.3.10横移装置加润滑脂 (335)6.3.11调节片加润滑脂 (336)7修理编织机 3377.1维修保养时的辅助操作 (337)7.1.1关闭和打开 40 V 电源 (337)7.1.2中央润滑装置 - 安装位置和工作位置 (339)7.2帮助性编织行 (340)7.3更换零件 (342)7.3.1更换织针和挺针片 (343)7.3.2更换中间片 (345)7.3.3更换选针片 (346)7.3.4更换沉降片 (347)9107.3.5更换沉降片弹簧 (348)7.3.6更换导纱钩 (349)7.3.7更换织针导向件 (350)7.3.8更换钢丝支架 (351)7.3.9卸下针床或以一定角度立起针床 (353)7.3.10修理针床 (356)7.3.11卸下和安装机头座 (358)7.3.12卸下三角底板 (365)7.3.13拆卸切夹纱装置 (367)7.3.14更换导纱器 (370)7.3.15安装嵌花导纱器* (370)7.3.16更换纱线控制装置 (372)7.3.17更换摩擦送纱器的皮带和摩擦辊 (373)7.3.18油路脱气 (375)7.3.19更换牵拉梳钩 (377)7.4电子控制系统故障处理 (378)7.4.1电子控制系统的总览(左右两侧控制箱) (378)7.4.2主电源 (381)7.4.3导纱器磁铁控制 (381)7.4.4更换电路板 (382)7.5检查保险管 (383)7.5.1检查保险管(右左侧控制箱) (383)7.6选针补偿 (386)7.6.1设定脉冲传感器类型 (387)7.6.2准备 (390)7.6.3脉冲传感器基准值的重置, 执行机头基准运动 (391)7.6.4手动确定选针补偿 (392)8软件安装和基本设置 3958.1启动过程 (396)8.1.1基本设置 (400)8.2保存机器数据到U盘 (410)8.3严重错误后保存花型 (411)8.4安装Stoll操作系统 (413)8.4.1直接安装 (414)8.4.2间接安装 (420)8.4.3更新软件 (426)8.4.4执行重新启动(Restart) (430)8.4.5重新启动并配置机器(Restart and Configuration) (431)8.4.6设置联机连接 (433)8.4.7全部系统数据概述 (435)8.5诊断控制 (436)9纱线和线圈密度 4399.1线圈密度范围 (439)9.2线圈长度 (440)9.3纱线表 (442)9.4转换表 (443)10机器管理工具 44510.1机器管理工具窗口 (445)10.2显示虚拟键盘 (447)10.3利用VNC软件进行远程控制 (448)10.3.1在机器上激活远程控制 VNC (449)10.3.2在机器上配置远程控制 (450)10.3.3确定机器的 IP 地址 (451)10.3.4在电脑上(例如笔记本电脑)安装VNC 浏览器软件 (451)10.3.5利用VNC浏览器进行远程控制 (452)10.3.6通过网络浏览器进行远程控制 (454)10.4直接从机器发送电子邮件 (456)11关键词目录 4611 关于本说明书1.1 本说明书用途1关于本说明书本章节包括以下内容:⏹本说明书用途 [-> 13]⏹本文件的有关人员 [-> 13]⏹本说明书的内容 [-> 14]⏹本说明书所使用的符号 [-> 15]1.1本说明书用途本说明书解释如何操作编织机。
罗纹机双罗纹机分解课件
灵活性
可生产不同规格和设计的双罗 纹织物,满足不同市场需求。
可靠性
机械结构稳定,操作简便,维 护方便,使用寿命长。
工作原理
原理
罗纹机双罗纹机的工作原理是利 用针织技术,通过特殊的针织机 构,在织物正反两面形成相应的 线圈,从而形成双罗纹织物。
工作流程
原料经过喂入机构进入机器,通 过针织机构形成线圈,再经过整 理和卷取机构,最终形成双罗纹 织物,如张力、 速度等,确保产品质量
和效率。
异常处理
发现异常情况时,立即 停机检查,并报告维修
人员处理。
日常维护
清洁保养
定期清理机器表面灰尘、油污, 保持机器整洁。
检查紧固件
定期检查机器各部位紧固件是 否松动,如有需要,及时紧固。
润滑保养
按照规定要求,定期对机器各 部位进行润滑保养,确保机器 正常运行。
电气检查
定期检查电气线路、元件是否 正常,确保电气系统安全可靠。
常见故障及排除方法
张力异常 检查张力调节装置是否正常,如有异 常,进行调整或更换。
速度异常
检查电机及传动系统是否正常,如有 异常,进行调整或更换。
罗纹质量差
检查原料质量、张力、速度等参数是 否正常,如有异常进行调整。
机械故障
如发现螺丝松动、轴承损坏等机械故 障,应及时停机检查,并联系专业人 员进行维修。
一步提升,推动市场发展。
环保要求促进市场发展
03
随着环保要求的不断提高,双罗纹机将更加注重环保和节能,
促进市场发展。
05
罗纹机双罗纹机案例分析
应用案例一
案例名称
某服装品牌生产线升级
案例描述
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
罗拉车,单针罗拉车,双针罗拉车
罗拉车缝制粗线的调整
搜盈服装设备服装有限公司(苏州分部)
单针罗拉车:
采用滚轮及针送同步送科,爬坡力强,针距变化小,针位极稳固。
缝制海棉、薄皮等缝科,平滑均匀,不起皱,不变形。
采用球型及针状轴承,润滑性能好、磨擦小、噪音低、经久耐用。
适用于马靴、运用于马靴、运动鞋、休闲鞋、海棉鞋、婴儿鞋、高级皮革鞋类及箱包缝制。
双针罗拉车:
采用滚轮及针送同步送科,爬坡力强,针距变化小,针位极稳固。
缝制海棉、薄皮等缝科,平滑均匀,不起皱,不变形。
采用球型及针状轴承,润滑性能好、磨擦小、噪音低、经久耐用。
适用于马靴、运用于马靴、运动鞋、休闲鞋、海棉鞋、婴儿鞋、高级皮革鞋类及箱包缝制。
罗拉车缝制粗线的调整:
由于罗拉车面线使用的是0#粗线,缝纫时缝料底面会出现一个或多个很硬的线结,类似浮线,但面线已绷得很紧,将面线再收紧同样会有此现象,而且缝制出来的产品会变得弯曲、起皱,达不到工艺要求。
经过观察并多次进行调整和更换机针、针板等,终于解决了这一问题。
现将调整该机器的小技巧写成文供同行参考,不妥之处还望给予指正。
(1)针与针板的选择
机针选用圆头DP×5 23#较好,如果机针太粗会使缝料上的针孔过大影响品质,如果机针太细又容易造成断线,多数情况是先断一股,然后再断另外两股。
针板要选用容针孔稍大一些的,过线槽部分也要宽一些,大约6.5mm为宜,如果过线槽太窄,可以用合金锉刀将过线槽前端磨宽一些,这样有利于缝线顺利通过。
(2)针杆与旋梭的配合
在针杆回升时能够形成线环,并且梭尖能够顺利地勾到缝线的情况下,针杆的高度应尽量调高一些,针杆越往上调,线迹越容易调整。
旋梭的位置应调整到针杆回升至旋梭尖在直针中心位置时,梭尖在针孔上面0.5mm处,以不碰到梭尖为好。
(3)收线天秤的调整
收线天秤的时间要调快一些,在梭尖勾到缝线后,带着缝线刚好走到过线槽时,收线天秤开始往上收紧缝线,在缝线通过线槽时牛角把旋梭架与过线槽之间拨开稍大于0#珠光线的距离,让缝线顺利通过。
挑线簧的力度要稍微调轻些,在面料不起皱和不弯曲的情况下,底线和面线都应调紧些,这样有利于线迹的稳定。