淤浆法高密度聚乙烯工业生产过程中的物料衡算
淤浆法高密度聚乙烯生产过程中牌号切换的优化

淤浆法高密度聚乙烯生产过程中牌号切换的优化淤浆法是一种常见的高密度聚乙烯生产工艺,该工艺的特点在于其过程复杂,但能够生产高品质的聚乙烯产品。
在淤浆法生产过程中,牌号切换是必不可少的操作,而优化牌号切换过程是提高生产效率的重要手段。
淤浆法生产过程中的牌号切换操作通常包括以下几个步骤:停车、放料、清料、冲洗、卸包、装包、起车。
其中,停车和起车是生产过程中最关键的两个环节,而其他步骤则是为了保证产品质量和生产设备的维护而进行的。
为了优化牌号切换过程,可以从以下几个方面进行改进。
首先,通过优化停车和起车操作来减少生产效率损失。
通常情况下,每次牌号切换操作需要停车一段时间,这段时间是生产过程中的效率损失,因此需要通过优化停车和起车操作来减少这一损失。
例如,可以通过改进停车和起车步骤的流程来减少操作时间,或者在停车期间进行设备维护和检修以提高设备的运行效率。
其次,通过优化放料、清料和卸包等操作来提高生产效率。
这些操作通常需要多次进行,因此可以通过更换设备或采用更高效的操作方式来减少重复操作,从而提高生产效率。
例如,可以采用气炮清料技术来快速而彻底地清理设备内部的残留物,从而减少清料和卸包操作的时间。
最后,通过采用自动化技术来提高生产效率。
随着技术的不断发展,越来越多的生产过程得以实现自动化,从而提高生产效率和产品质量。
例如,可以采用自动清洗系统来代替人工冲洗,通过自动包装机器来减少人工装包等方式来实现自动化生产。
综上所述,优化牌号切换过程是提高淤浆法高密度聚乙烯生产效率的重要手段。
通过优化停车和起车操作、改进放料、清料和卸包操作、采用自动化技术等方式,可以有效提高生产效率,降低生产成本,从而提高生产效益。
化工物料衡算

第二节 物料衡算的基本方法
2.画出物料流程简图
画物料流程图的方法 a.用简单的方框表示过程中的设备,方框中标明过程的特点 或设备的名称 ; b.用带箭头的线条表示每股物流的途径和流向
第二节 物料衡算的基本方法
举例如例:4含-1C:H4含85%C和HC482H56%15%和(Cm2oHl%6)15的%天(然气摩与尔空气分在数混合)器的中天混合然。气得到与的空混气合气体含 CH41在0%混。试合计器算中100混mo合l 天。然气得应到加入的的混空合气量气及体得到含的C混H合4气10量%。。所画试的计物算料流1程00简m图o如l 图 4-5
第二节 物料衡算的基本方法
3.确定衡算体系
根据衡算对象的情况,用框图形式画出物料流程简图后, 必要时可在流程图中用虚线表示体系的边界,从虚线与物料流 股的交点可以很方便地知道进出体系的物料流股有多少。
4.确定求解步骤 当物料衡算过程较复杂,包含有很多设备时, 合理选择衡算体系对解题是很有帮助的,特别是第一个衡算体 系的确定,往往是解题的突破口,解决问题之关键,这时原则 上应选择已知条件最多、物料组分最多、未知变量最少的体系 作为第一个衡算系统,这些条件有时不一定能同时满足,可视 具体情况进行取舍。如果再不能确定衡算体系,需列表进行自 由度分析,检查给定的数据条件与求解的变量数目是否相符, 确定求解的步骤。
对于不同化工过程,采用什么基准适宜,需视具体情况而定,不能作硬性规定。 例如,当进料的组成未知时(比如以煤.原油等作为原料),只能选单位质量作
基准;当密度已知时,也可选体积作基准。
第二节 物料衡算的基本方法
根据不同过程的特点,选择计算基准时,应该注意以 下几点: ⑴应选择已知变量数最多的流股作为计算基准。 ⑵对液体或固体的体系,常选取单位质量作基准。
hdpe淤浆法生产工艺

hdpe淤浆法生产工艺全文共四篇示例,供读者参考第一篇示例:HDPE淤浆法是一种常见的生产工艺,主要用于生产高密度聚乙烯(HDPE)材料。
在这个工艺中,通过反应器将乙烯与双乙烯共聚合成聚乙烯,然后将其加工成颗粒状的原料,最后再通过挤压、注塑等方式制成各种塑料制品。
在HDPE淤浆法生产工艺中,首先需要将乙烯气体与双乙烯气体送入反应器中进行共聚合反应。
这个反应过程通常需要在高压和高温的环境下进行,以确保反应可以顺利进行并且产率较高。
在反应器中,乙烯与双乙烯分子通过化学键连接在一起,形成长链聚合物结构。
接下来,经过共聚合反应得到的聚乙烯会被送入分离及处理单元进行处理。
在这个过程中,需要将产生的淤浆状物料进行分离,去除掉其中的杂质和残留反应物。
这个步骤非常关键,因为杂质和残留物会影响到最终产品的质量和性能。
处理完淤浆状物料之后,接下来就是制备成颗粒状的HDPE原料。
这通常需要将淤浆状物料进行干燥和破碎处理,然后再通过挤出、切割等方式制成颗粒状的原料。
这些原料可以作为塑料制品的主要原料,可以用来生产各种塑料制品,如塑料袋、塑料瓶等。
在生产HDPE的过程中,需要注意控制好反应条件、分离及处理过程以及原料制备过程等环节。
只有确保每个环节都能够正常运行并符合要求,才能够生产出高质量的HDPE材料。
对设备的维护和保养也是至关重要的,只有确保设备处于良好状态,才能够提高生产效率和降低生产成本。
HDPE淤浆法生产工艺是一种高效、可靠的生产工艺,可以广泛应用于塑料制品的生产领域。
通过不断优化和改进工艺流程,可以提高生产效率、降低生产成本,从而更好地满足市场需求。
希望今后能够有更多的技术创新,将HDPE淤浆法生产工艺推向一个新的高度。
第二篇示例:HDPE淤浆法生产工艺HDPE淤浆法是一种常用的高密度聚乙烯(HDPE)生产工艺,广泛应用于塑料制品的生产中。
该工艺通过将HDPE颗粒与溶剂混合,并在特定的条件下进行淤浆和加热,最终得到高质量的HDPE制品。
物料衡算.pdf
6)每吨原料乳标准化后应提取稀奶油量
=1000× [(3.5-8.1×0.38)/(30-5.87×0.38)]=15.2kg 或0.38=R=(1000 ×3.5-c ×30)/(1000 ×8.1-c ×5.87)
7)分离出30%的稀奶油15.2公斤,应需原料乳量
=1000×15.2/115=132kg
=(7.62×1000)/250=30.5≈30(瓶/分)
10) 工艺总损失5%(下厂调查) 11) 实际每分钟生产瓶数
=31/(100-5)%=32.6≈33瓶/min —设备生产能力 —瓶子数(周转7
12) 实际班产瓶数
=33×60×7小时=13860瓶/班 天)
13) 每班生产箱数 算基准
=13860/24=577.5≈578箱/班
面 粉 875kg 水 315kg 面 粉 350kg
酵 母 25kgkg 接种面团 1372.5kg
水 472.5kg 盐 25kg 油 50kg 切块损 失 52.2kg
可通过工厂实际数 据或实验得来。 注:部分原料工艺 损耗率及原料折用 率见书
糖 62.5kg
二次调粉后面团 2175kg 拌干粉 量 25kg 搓圆后面团 2127.8kg 湿面包坯 2147.8g 成品 1933.02k
=12228×(21.7%/74%)=3584kg
21)浓缩设备蒸发水量
=12228—3584=8644kg
22)乳糖品种添加量为0.025%取值 23)乳糖品种添加量
=3584×0.025%×1.1=1kg
24)浓缩过程中损失量1% 25)最终成品量
=(3584+1)×99%=3549kg
26)成品率=3549/10000=35.5%=成品/原料 27)采用962#罐397g 28)成品罐数=3549/0.397=8940罐 29)每箱48罐可装 =8940/48=186.3/48=186.3箱=187箱
物料衡算化工计算
•物料衡算两种情况 •设计新的设备或装置
第一节 物料衡算式
4—1 化工过程的类型
•间歇操作
• 操作方式 •半连续操作
•连续操
作
•间歇操作 •原料一次加入,然后操作,最后一
:
次出料。
•半连续操作 •进料分批,出料连续;或进
:
料连续,出料分批或一次。
• 特点 :
•间歇操作中,无物料进出设备,且设备 内各 部分的组成和条件随时间而变。
4—2 物料衡算式
• 依据质量守恒定律。物料衡算首先要划定体系
。
•体系— •为讨论一个过程,人为地圈定这个过
—
程的全部或一部分作为一个完整的研究
对象,这个圈定的部分叫体系。
•环境—— •体系以外的部分叫环境。
•边界— •体系与环境的分界线(人为地圈定)。
— •
衡算中只涉及通过(进出)边界的物料流股。
•恰当的选取计算基准可简化计算。
•例题 丙烷充分燃烧时,通入的空气量为理论量 的125%,反应式为
•C3H8+5O2==3CO2+4H2O •问100mol 燃烧产物需要多少摩尔空气?
•解:画出物料流程示意图
•C3H8 1 •空气 O221%, 2
• N279%
•燃烧过程
•3 •CO2 •H2O •O2 •N2
•B——入口C3H8的量,mol。 •6个未知量,需列6个独立方程。
•对元素列平衡式:
•C元素平衡
3B=P
•H元素平衡
8B=2Q
•O元素平衡
2×0.21A=2M+2P+Q
•N元素平衡 • 烟道气总量 • 过剩氧量
2×0.79A=2N M+N+P+Q=100 0.21A×0.25/1.25=M
化工计算第三章物料衡算1

输入的 物料量
输出的 = 物料量
积累的 + 物料量
基本方程
第三章 物料衡算
3.1 .1 物料衡算式
任一个组分 或任一种元 素作衡算
2、物料衡算式
有化学反应参加
输入的 物料量
反应生成或 消耗的物料量
确定计算具体步骤
第三章 物料衡算
3、物料衡算的步骤
很重要
(5) 选择合适的计算基准
(6) 列出物料衡算式
总物料衡算式 F=P+ W 每种组分衡算式 F· = xf1 P· + W· xp1 xw1 F· = P· + xf2 xp2 W· xw2
得到计算结果
第三章 物料衡算
3、物料衡算的步骤 (7) 将计算结果列成输入-输出物料表(物料平衡表)。
3.1.1物料衡算式
t n A0
V
xA
dx A V (rA )
0
间歇操作过程
C A0 C A rA
C A0 x A rA
连续操作过程 半连续操作过程
v0
vCA0 kCAV
d (C AV ) dt
稳态操作和非稳态操作
第三章 物料衡算
3.1.1 物料衡算式 质量守恒定律 2、物料衡算式
进行物料、能量 衡算时,必须选 择一个计算基准
2、确定计算基准 可以将产量、原料量等作为计算基准,也可以设定 某种组分的量作为计算基准。
计算基准的确定很重要
第三章 物料衡算 原料、产品、副产品等 的指标,年产量,转化 率,损耗,生产周期, 温度,压力,粘度、密 度等等各项生产数据和 物理化学数据。
物料衡算——精选推荐
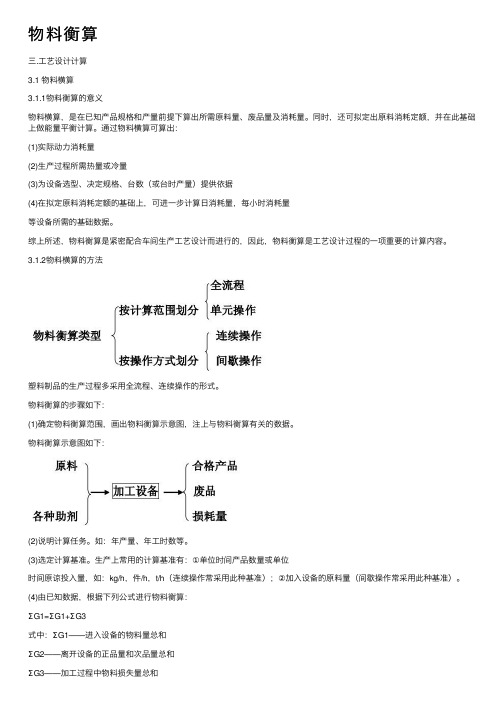
物料衡算三.⼯艺设计计算3.1 物料横算3.1.1物料衡算的意义物料横算,是在已知产品规格和产量前提下算出所需原料量、废品量及消耗量。
同时,还可拟定出原料消耗定额,并在此基础上做能量平衡计算。
通过物料横算可算出:(1)实际动⼒消耗量(2)⽣产过程所需热量或冷量(3)为设备选型、决定规格、台数(或台时产量)提供依据(4)在拟定原料消耗定额的基础上,可进⼀步计算⽇消耗量,每⼩时消耗量等设备所需的基础数据。
综上所述,物料衡算是紧密配合车间⽣产⼯艺设计⽽进⾏的,因此,物料衡算是⼯艺设计过程的⼀项重要的计算内容。
3.1.2物料横算的⽅法塑料制品的⽣产过程多采⽤全流程、连续操作的形式。
物料衡算的步骤如下:(1)确定物料衡算范围,画出物料衡算⽰意图,注上与物料衡算有关的数据。
物料衡算⽰意图如下:(2)说明计算任务。
如:年产量、年⼯时数等。
(3)选定计算基准。
⽣产上常⽤的计算基准有:①单位时间产品数量或单位时间原谅投⼊量,如:kg/h,件/h,t/h(连续操作常采⽤此种基准);②加⼊设备的原料量(间歇操作常采⽤此种基准)。
(4)由已知数据,根据下列公式进⾏物料衡算:ΣG1=ΣG1+ΣG3式中:ΣG1——进⼊设备的物料量总和ΣG2——离开设备的正品量和次品量总和ΣG3——加⼯过程中物料损失量总和(5)收集数据资料。
⼀般包括以下⽅⾯:①年⽣产时间:连续⽣产300~350 d间歇⽣产200~250 d连续⽣产时,年⽣产的天数较多,在300d左右,其他时间将考虑全长检修,车间检修或5%~10%意外停机。
当间歇⽣产时,就要减去全年的休息⽇,⽬前为双休⽇加上法定假⽇全年约为110d,所以间歇⽣产⽐连续⽣产少110个⼯作⽇。
总之,确定了每年有效地⼯作时数后就能正确定出物料衡算的时间基准,算出每⼩时的⽣产任务,进⽽在以后的计算中选定设备的规格。
具体的选择天数要通过分析得出。
②有关定额、合格率、废品率、消耗率、回收率等。
在任何⼀个产品加⼯过程中,合格产品都不是百分之百。
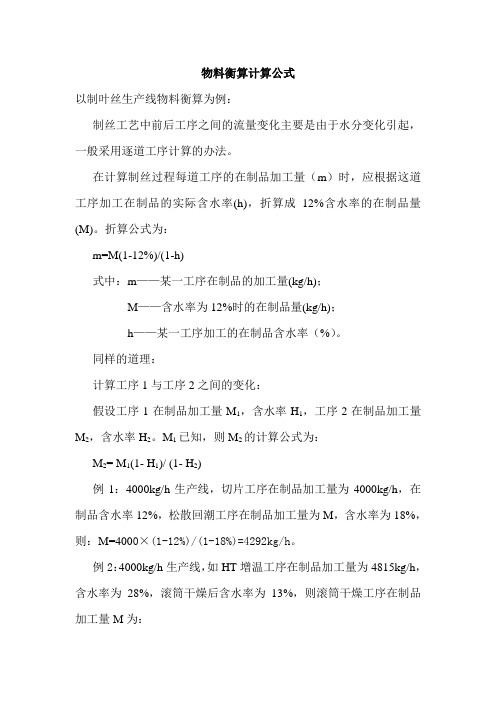
物料衡算计算公式
物料衡算计算公式
以制叶丝生产线物料衡算为例:
制丝工艺中前后工序之间的流量变化主要是由于水分变化引起,一般采用逐道工序计算的办法。
在计算制丝过程每道工序的在制品加工量(m)时,应根据这道工序加工在制品的实际含水率(h),折算成12%含水率的在制品量(M)。
折算公式为:
m=M(1-12%)/(1-h)
式中:m——某一工序在制品的加工量(kg/h);
M——含水率为12%时的在制品量(kg/h);
h——某一工序加工的在制品含水率(%)。
同样的道理:
计算工序1与工序2之间的变化:
假设工序1在制品加工量M1,含水率H1,工序2在制品加工量M2,含水率H2。
M1已知,则M2的计算公式为:
M2= M1(1- H1)/ (1- H2)
例1:4000kg/h生产线,切片工序在制品加工量为4000kg/h,在制品含水率12%,松散回潮工序在制品加工量为M,含水率为18%,则:M=4000×(1-12%)/(1-18%)=4292kg/h。
例2:4000kg/h生产线,如HT增温工序在制品加工量为4815kg/h,含水率为28%,滚筒干燥后含水率为13%,则滚筒干燥工序在制品加工量M为:
M=4815×(1-28%)/(1-13%)=3984kg/h。
此外,在计算每一工序的在制品加工量时,还要扣去一定的损耗(如扣去筛分掉的碎末等)。
附图:安阳卷烟厂制丝线物料流量衡算图。