AL粉末粒度对混粉准干式电火花表面H13钢组织与性能的影响
材料成分和热处理工艺对钢的组织与性能的影响
材料成分和热处理工艺对钢的组织与性能的影响预习报告姓名:崔立莹班级:材科1202学号:2015年11月材料成分和热处理工艺对钢的组织与性能的影响一、实验目的1.了解热处理设备和几种热处理工艺的实际操作。
2.了解材料成分、热处理工艺、组织和性能之间的关系。
3.培养学生综合运用所学热处理理论知识和实验技术独立分析和解决实际问题的能力。
二、实验材料与设备1.45(Ф15mm)、40CrNi(Ф13mm)和T8(Ф16mm)钢试样2.箱式加热炉3.硬度计4.金相显微镜以及数码照相系统5.磨光机及金相砂纸6.抛光机及抛光液7.浸蚀剂、酒精、玻璃器皿、竹夹子、脱脂棉、滤纸等三、实验内容及要求本实验采用的钢材有40、40CrNi和T8三种,对于每一种钢材,要求得到如下组织:全班分三组,每组选一种钢材,每人选一种组织进行以下实验:1.根据所选钢种和组织,综合运用所学的热处理知识,制定合理的(或能得到所要求显微组织的)热处理工艺;2.按照制定的热处理工艺对钢进行热处理;3.测定热处理后钢材的性能(硬度、T8钢可作拉伸和冲击实验);4.制备金相试样,观察组织并记录(照相);5.总结并讨论实验结果。
本实验要求:1.每位同学均要首先根据实验总学时和实验要求制定实验方案(包括实验时间的具体安排)。
注意本综合性实验为团队性实验,每位同学均无法单独完成,制定方案和时间安排时要与其他同学协调好;2.在每个同学根据所选钢种和组织制定相应热处理工艺的基础上,以组为单位讨论并协调热处理方案;3.按照方案进行热处理、性能测定、组织观察与记录;4.以组为单位分析和总结实验结果,然后再以班为单位分析和总结实验结果。
四、实验准备内容1、箱式电阻炉箱式电阻炉主要由炉体和控制箱两大部分组成。
炉体由炉架和炉壳、炉衬、炉门、电热元件以及炉门提升机构等组成,电热元件多布置在两侧墙和炉底。
[1]图1中给出了炉体结构示意图,控制箱在炉体一侧。
图1箱式电阻炉炉体示意图1-底座;2-观察孔;3-炉门;4一热电偶;5-炉壳;6-电热元件;7--耐火材料;8-保温材料;9-炉架箱式电阻炉一般工作在自然气氛条件下,多为内加热工作方式,采用耐火材料和保温材料做炉衬。
粉末粒度对热等静压法制备2A12铝合金组织与性能的影响

粉末粒度对热等静压法制备2A12铝合金组织与性能的影响郎利辉;王刚;黄西娜;喻思;布国亮【摘要】分别用3种不同粒度的氮气雾化2A12铝合金粉末为原料,采用热等静压法制备2A12铝合金,研究粉末粒度对合金组织与力学性能的影响.结果表明:热等静压可实现2A12铝合金粉末的近全致密化,粉末粒径越小,粒径分布范围越广,则致密化程度越高,同时几何尺寸收缩较大,压坯的相对密度最高达到97.6%;粒度较大的粉末经过热等静压后,颗粒边界趋于平直,边界与边界的夹角趋于均匀的120°,而粒度较小的粉末原始边界严重变形,部分小颗粒甚至融合在一起;随粉末粒度减小及粒径分布范围增大,Al和Cu等合金元素的析出相由点状连续分布变为集中分布在粉末颗粒的三向交叉处,微观组织更致密均匀,颗粒边界细小,颗粒之间的扩散连接加强.粒度最小的2A12铝合金粉末经热等静压后,析出的合金元素第二相对合金有强化作用,抗拉强度和伸长率都提高,分别达到306 MPa和10.5%.【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2016(021)001【总页数】10页(P85-94)【关键词】2A12铝合金粉末;热等静压;粉末粒径;微观组织;力学性能【作者】郎利辉;王刚;黄西娜;喻思;布国亮【作者单位】北京航空航天大学机械工程及自动化学院,北京 100191;北京航空航天大学机械工程及自动化学院,北京 100191;北京航空航天大学机械工程及自动化学院,北京 100191;北京航空航天大学机械工程及自动化学院,北京 100191;北京航空航天大学机械工程及自动化学院,北京 100191【正文语种】中文【中图分类】TF124铝及铝合金材料因密度低、强度高、热导率高以及抗腐蚀性能良好,广泛用于汽车、飞机等装备制造业。
近年来采用粉末冶金法制备铝合金受到广泛关注,国内外针对广泛使用的A6061(Al-0.25Cu-1Mg- 0.6Si),AC2014(Al-4.4Cu-0.6Mg-0.8Si)以及4系铝合金(AlSiCuMg),在粉末颗粒的影响、工艺参数的优化、微观组织的演化等方面进行了较深入的研究。
h13钢电渣锻材超细化工艺研究

学性能最好,硬度均匀,金相组织也合格,完全满足用户标准要求。
关键词:H13;热锻材;横向无缺口冲击;力学性能
中图分类号:TG161
文献标识码:B
文章编号:1674-0971-(2019)03-007-03
Research on Ultra-refining Process of H13 Steel Forgings Manufactured by ESR
(2)钢的硬度测试,使用 NEMESI 9000 全自动 布氏硬度计测定。
(3)钢材在 500 倍下检验退火显微组织,在 50 倍下检验带状偏析,并按 NADCA#207-2003 标准评 级图评级;使用奥林巴斯 GX51 金相显微镜检验。
(4)退火态进行了成分、夹杂、硬度、组织和横 向无缺口冲击检验。
1 实验方法
(1)H13 实验所用试样在退火态材料上取样,
收件日期:2019-06-04 作者简介:黄博,男,本科,工程师,毕业西华大学材料成型与控制工程,现供职于产品研发工作。
第 25 卷第 3 期
黄 博:H13 钢电渣锻材超细化工艺研究
· 21 ·
规格⌀281mm。钢的横向无缺口冲击测试,使用 JBN/500 冲击试验机。
Huang Bo
( Pangang Group Changcheng Speical Steel Co., Ltd., Jiangyou, Sichuan 621701)
Abstract: In order to meet the user's special requirements for microstructure and impact value, different quenching and holding temperature tests were performed during manufacture of hot forged material H13 for hot work⁃ ing die steel to determine the optimum ultra-refining process.The results showed that the mechanical properties of H13 have a close relationship with the quenching temperature for ultra-refinement; quenching for ultra-refinement at 1100℃ is the best process, which could get the best mechanical properties, uniform,hardness and qualified metal⁃ lographic structure, so the technical requirements of standards were fully met.
Al2O3粉粒度对硅溶胶涂料及陶瓷型壳性能的影响

Al2O3粉粒度对硅溶胶涂料及陶瓷型壳性能的影响姚建省;李志宏;唐定中;刘晓光;肖克【期刊名称】《材料工程》【年(卷),期】2009(000)007【摘要】采用三种不同粒度的Al2O3粉配制涂料,研究涂料的流变性能,型壳力学性能及其高温自重变形性,并通过对实际浇注情况验证三种Al2O3粉的优劣.实验结果表明,三种粉料配制的涂料均具有良好的流变性能,W20+W40Al2O3粉做面层涂料工艺性能良好,型壳1500℃高温抗弯强度可达1.14MPa,自重变形减小到2.98%,可以满足合金浇注要求.实际浇注的铸件表面光滑,无粘砂、劈缝等缺陷.【总页数】5页(P23-27)【作者】姚建省;李志宏;唐定中;刘晓光;肖克【作者单位】天津大学,材料科学与工程学院,天津,300072;北京航空材料研究院,北京,100095;天津大学,材料科学与工程学院,天津,300072;北京航空材料研究院,北京,100095;北京航空材料研究院,北京,100095;北京航空材料研究院,北京,100095【正文语种】中文【中图分类】TG249【相关文献】1.烧结制度对添加CuO-TiO2制备的Al2O3陶瓷膜支撑体性能的影响 [J], 同帜;高婷婷;高丹;行静2.粉料的粒度分布对TiAl合金熔模精密铸造用氧化锆陶瓷型壳性能的影响 [J], 陈艳飞;肖树龙;田竟;徐丽娟;陈玉勇3.烧结制度对TiO2-MgO-MnO2系α-Al2O3陶瓷膜支撑体性能的影响 [J], 孟锋;同帜4.玻璃粉粒度分布对复相玻璃-陶瓷烧结性能及介电性能的影响 [J], 邵辉;周洪庆;方亮;韦鹏飞5.Al粉粒度及其添加量对SiC陶瓷材料结构和性能的影响 [J], 李文凤;黄庆飞;侯永改;郭会师;丁志静;谢育波;邹文俊因版权原因,仅展示原文概要,查看原文内容请购买。
化学成分对钢材性能的影响
化学元素对钢的性能的影响1、碳(C):钢中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量超过0.23%时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。
碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀;此外,碳能增加钢的冷脆性和时效敏感性。
碳是决定钢材性能的最重要元素。
碳对钢材性能的影响如图6-3所示:当钢中含碳量在0.8%以下时,随着含碳量的增加,钢材的强度和硬度提高,而塑性和韧性降低;但当含碳量在 1.0%以上时,随着含碳量的增加,钢材的强度反而下降。
随着含碳量的增加,钢材的焊接性能变差(含碳量大于0.3%的钢材,可焊性显著下降),冷脆性和时效敏感性增大,耐大气锈蚀性下降。
2、硅(Si):在炼钢过程中加硅作为还原剂和脱氧剂,所以镇静钢含有0.15-0.30%的硅。
如果钢中含硅量超过0.50-0.60%,硅就算合金元素。
硅能显著提高钢的弹性极限,屈服点和抗拉强度,故广泛用于作弹簧钢。
在调质结构钢中加入1.0-1.2%的硅,强度可提高15-20%。
硅和钼、钨、铬等结合,有提高抗腐蚀性和抗氧化的作用,可制造耐热钢。
含硅1-4%的低碳钢,具有极高的导磁率,用于电器工业做矽钢片。
硅量增加,会降低钢的焊接性能。
3、锰(Mn):在炼钢过程中,锰是良好的脱氧剂和脱硫剂,一般钢中含锰0.30-0.50%。
在碳素钢中加入0.70%以上时就算“锰钢”,较一般钢量的钢不但有足够的韧性,且有较高的强度和硬度,提高钢的淬性,改善钢的热加工性能,如16Mn钢比A3屈服点高40%。
含锰11-14%的钢有极高的耐磨性,用于挖土机铲斗,球磨机衬板等。
锰量增高,减弱钢的抗腐蚀能力,降低焊接性能。
4、磷(P):在一般情况下,磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低塑性,使冷弯性能变坏。
因此通常要求钢中含磷量小于0.045%,优质钢要求更低些。
5、硫(S):硫在通常情况下也是有害元素。
混粉电火花镜面加工试验研究
第3 8卷第 3期 2 2年 3 月 00 来自机械工
程
学
报
V18 o o3 . N . 3
Ma r . 2 0 0 2
CHI S 】 NE E 0URN AL OF M EC HANI CAL E GI E NG N NE RI
工技 术水平 ,推 广该技 术在 国 内的应用 具有十 分重 要 的意义 。
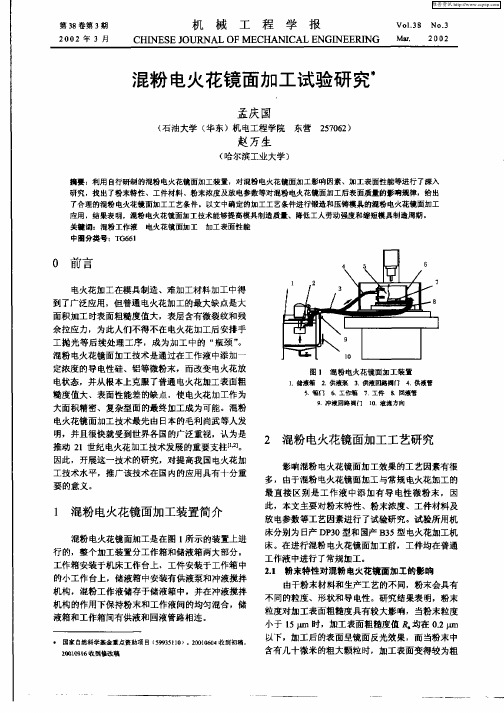
图 l 混 粉电火花镜面加工装置
1 储 液箱 2 供 }泵 葭 3 .供藏 回踌 阉门 4 供液 管 5 .箱 f 矗 工 作箱 ' 工 件 s 回液 管 1 . 9 .冲{ 丧回路 阔 f 1 { 流方 向 ] 0 襄
1 混粉电火花镜面加工装置简介
混粉电火花镜面加工是在图 l 所示的装置上进 行的,整个加工装置分工作箱和储液箱两大部分 工作箱安装于机床工作台上,工件安装于工作箱中 的小工作台上,储液箱中安装有供液泵和冲液搅拌 机构,混粉工作液储存于储液箱中,并在冲液搅拌 机构的作用下保持粉末和工作液间的均匀混合 ,储 液箱和工作箱 间有供液和回液管路相连。
混粉 电火花镜面7 -试验研 究  ̄r n
孟庆 国
( 石油 大学 ( 华东 )机 电工程 学 院 东营 27 6 ) 50 2
赵 万生
( 哈尔滨 工业大 学 )
摘要 :利用 自行研制 的混粉电火花镜面加 工装 置,对混粉 电火花镜面加 工影响因素 、加工表面性能等进行 了深入 研究 .找 出了粉末特 性、工件材料 、粉末浓度 及放 电参数等对混粉电火 花镜面加工后表面质量的影响规律 ,给 出 了合理的混糟 电火花镜 面加工工艺条件 。以文中确 定的加工工艺条件进 行锻 造和压铸模县的混粉电火花镜面加工 应用 .结果表明 .混糟 电火花镜面加工技术能昭提高模 具制造质量、降低 工人劳动强度和 缩短模具制造周期。 关键词:混粉工作灌
H13钢表面激光熔覆层稀释率及强化效果研究
H13钢表面激光熔覆层稀释率及强化效果研究陈菊芳;陈国炎;孙凌燕;王江涛;李兴成【摘要】In order to improve surface performance of H13 steel, Ni-based coatings were fabricated on H13 steel surface with YLS-4000 fiber laser.On the basis of orthogonal test and analysis, superficial status, geometric parameters, dilution ratio, microstructure and hardness of coatings under different processing parameters were obtained and investigated.The results show that coating surface is uneven when laser power is minimum (1800W) and powder feeding rate is maximum (1.0g/s).Coating surface has cracks when laser power (2200W) and scanning speed (25mm/s) are maximunm.When dilution ratio is lower than 10%, average hardness of cladding zone is improved to more than 800HV and is more than 3 timesof substrate hardness (246HV).Strengthening effect is remarkable.When dilution ratio is larger than 25%, hardness of bottom layer in cladding zone is low due to the dilution of substrate.With the increase of laser power and scan speed, dilution ratio of the coating increases while dilution ratio decreases with the increase of powder feeding rate.Coatings of good quality with smooth surface, compact texture, and remarkable strengthening effect can be obtained by adjusting processing parameters.%为了改善H13钢的表面性能,利用YLS-4000型光纤激光器在H13钢表面熔覆镍基涂层,采用正交试验法,对不同工艺下的熔覆层表面形貌、几何参量、稀释率、微观组织、显微硬度进行了检测分析.结果表明,激光功率最小而送粉速率最大时(P=1800W,vf =1.0g/s)表面凹凸不平;激光功率和扫描速率最大时(P=2200W,vs=25mm/s)表面出现裂纹;当稀释率η<10%时,熔覆区平均硬度(大于800HV)为基体硬度(246HV)的3倍以上,强化效果显著;当稀释率η>25%时,熔覆区下部受熔化基体的稀释作用硬度较低;稀释率随着激光功率与扫描速率的增加而增加,随着送粉速率的增加而降低.通过调整工艺参量可获得表面平整光滑、组织致密、强化效果显著的熔覆层.【期刊名称】《激光技术》【年(卷),期】2017(041)004【总页数】6页(P596-601)【关键词】激光技术;激光熔覆;H13钢;镍基涂层;工艺参量;稀释率;强化效果【作者】陈菊芳;陈国炎;孙凌燕;王江涛;李兴成【作者单位】江苏理工学院材料工程学院,常州 213001;江苏理工学院机械工程学院,常州 213001;江苏理工学院材料工程学院,常州 213001;江苏理工学院材料工程学院,常州 213001;江苏理工学院机械工程学院,常州 213001【正文语种】中文【中图分类】TN249;TG156.99Key words:laser technique; laser cladding; H13 steel; Ni-based coating;processing parameter; dilution ratio; strengthening effectH13(4Cr5MoSiV1)钢是应用极为广泛的热作模具钢,具有较高的红硬性、热强度和热疲劳抗力,广泛用于制造锻模、压铸模和轻合金挤压模等[1-2]。
Al掺杂对SiC粉体微波介电性能的影响
2 实 验
2. 1 A l掺杂 S i C 粉体的制备 将A 纯度9 粒度7 和S 纯度 l粉 ( 9% , 5 m) i C 粉( μ
*
[ 8] 。 另 外, 六方 A 在2 l S i C 0 0 0℃ 产 物 衍 4 4 相已经分解 射峰中出 现 了 微 弱 的 C 特 征 峰 , 这可能是极少量的
李智敏1, 周万城2, 苏晓磊3, 罗 发2, 黄云霞1
( 西安电子科技大学 技术物理学院 , 陕西 西安 7 1. 1 0 0 7 1; 西北工业大学 凝固技术国家重点实验室 , 陕西 西安 7 2. 1 0 0 7 2; ) 陕西 西安 7 3.西安工程大学 机电工程学院 , 1 0 0 4 8 摘 要: 以A l粉 和 S i C 粉为 采用高温固相反应法, 原料合成 A l掺杂 S i C 粉体 。 通过 X 射线衍射分 析 和 拉曼光谱对合 成 粉 体 进 行 了 表 征 。 结 果 表 明 , 当反应 温度高于 1 合成产 物 中 未 出 现 A 9 0 0℃ 时 , l的 杂 质 相 。 在2 相对较多的 A 0 0 0℃ 时 , l原 子 进 入 到 S i C 晶格形 成A 采用 l S i C 固溶体 。 在 8. 2~1 2. 4 GH z频 率 范 围 , - 波导法对未掺杂和掺杂 S i C 粉体的介电常数进行了测 试 。 结果表明 , 可以 A l原 子 掺 杂 形 成 A l S i C 固 溶 体, - 。 有效地提高 S i C 粉体的微波介电性能 关键词 : 固相反应 ; 介电性能 i C 粉体 ; A l 掺杂 ; S 中图分类号 : 文献标识码 : 1 2 7. 1 A TQ ( ) 文章编号 : 增刊 Ⅱ- 1 0 0 1 9 7 3 1 2 0 1 0 0 3 3 1 0 3 - -
Mo、V和Ag对粉末冶金Ti-5Al合金组织与力学性能的影响
Mo、V和Ag对粉末冶金Ti-5Al合金组织与力学性能的影响肖代红;杨宝刚;申婷婷;袁铁锤;贺跃辉;王守仁【摘要】采用元素混合法制备粉末冶金Ti-Al-Mo-V-Ag合金,通过金相观察、扫描电镜及力学性能测试等方法研究Mo、V和Ag的添加及烧结温度对Ti-5Al合金的烧结行为、显微组织与力学性能影响,并对其作用机制进行探讨.结果表明1350℃烧结时,V与Mo的添加能改善烧结合金的压缩强度,单独添加Ag时,则降低基体合金的综合性能,但当Ag与Mo、V同时添加到基体合金中时,改变合金的显微组织,提高烧结合金的致密度与抗压缩强度,致密度能达到96%,抗压缩强度达到1782MPa.同时,烧结温度不同时,相同成分的粉末冶金Ti-5Al合金的显微组织与性能也表现出不同的特征.【期刊名称】《中国有色金属学报》【年(卷),期】2011(021)006【总页数】7页(P1265-1271)【关键词】钛合金;微合金化;烧结温度;显微组织;力学性能【作者】肖代红;杨宝刚;申婷婷;袁铁锤;贺跃辉;王守仁【作者单位】中南大学粉末冶金国家重点实验室,长沙410083;中南大学粉末冶金国家重点实验室,长沙410083;中南大学粉末冶金国家重点实验室,长沙410083;中南大学粉末冶金国家重点实验室,长沙410083;中南大学粉末冶金国家重点实验室,长沙410083;中南大学粉末冶金国家重点实验室,长沙410083【正文语种】中文【中图分类】TG146.23钛合金具有密度低、比强度高、屈强比高、塑韧性良好、耐腐蚀性好等优点,在军工和民用等领域具有广阔的应用[1−2]。
扩大钛合金市场的瓶颈是钛的提取、熔炼、机加工很难,从而导致生产成本高[3−4]。
粉末冶金技术由于在零部件近净形方面具有优势,能大大提高材料利用率,降低加工成本,并能获得均匀细小的显微组织,因此成为降低钛合金成本的重要技术[3−6]。
粉末冶金钛合金的研究主要集中在混合元素法((BE)、预合金法(PA)和快速凝固法(RS)等3种方法上,其中混合元素法无论是经济效益、成分选择及微观组织设计上,都比其它两种方法优越[7−8]。
各种元素对钢性能的影响(共18种元素)
②加速脱碳当Al含量增加至3~5%时,8~9%将会大大地促进钢锭的柱状结晶过程。
因此而大大增加钢的机械热加工的困难,也使钢极易脱碳。
〔其热加工之所以困难是因为该合金钢锭具有粗晶结构,且其晶体的解理极弱,所以导热性低,加热时容易出现大的温度差而锻裂,甚至钢锭的去皮加工都会使其晶界氧化而破坏。
此外,它在800℃以上的高温长时间停置也极易变脆。
一般合金钢中含Al量:合金结构钢:Al=0.4~1.1% (38CrAlA、38CrMoAlA、38CrWVAlA等)耐热不起皮钢:Al=1.1~4.5% (Cr13SiAl、Cr24Al2Si、Cr17Al4Si等)电热合金:Al=3.5~6.5% (Cr13Al4、1Cr17Al5、Cr8Al5、0Cr17Al5等)甚至Al=8% Cr7Al7:考虑电热合金受荷不大,虽有脆性,仍可使用。
2、Si〔1〕一般合金钢中的Si含量不会高于3.5%,更多时〔4.8~6.5%〕将使钢具有很高的脆性。
Si的有益作用:高的热强性和弹性极限,高的导磁率,涡流损失少。
①象Al、Cr一样,其氧化物均是尖晶石类型的组织。
其晶格常数与α-Fe、γ-Fe区别小。
因为其氧化物与金属分界处的晶胞之间就紧密而强固地结合在一起,氧化皮紧密地被贴在金属上,甚至在高温下也不剥落。
所以它具有很强的抗氧化性和耐热性能,而被加入耐热钢。
②有利于提高钢的弹性极限,在中碳钢中加入1~2%的Si,调质中σb 将增15~20%,而Aku也提高了,还提高了σs和δ。
③利于促进钢中石墨化而用于炼制石墨钢。
此钢可制轴承,甚至作为工具钢代替,制冲头,拉模、弯曲模等。
④脱氧能力较强,是炼钢常用的脱氧剂,故一般钢中均含Si,其量≤0.5%。
⑤硅可减小晶体的各向异性,使磁化容易,使磁阻减小,它还可减轻钢中其他杂质对磁场磁感的危害〔使%C石墨化,脱氧,与N形成氢化硅等〕。
所以可大大减少涡流损失。
由于硅的脆性,目前高硅钢片硅含量规定为低于4.5%,最多只为4.8%,正在研究提高至6.5%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕 业 论 文 开 题 报 告 H13钢电火花表面强化研究 —混粉准干式工作介质条件下Al粉粒度H13 钢组织与性能的影响
学 院: 机械工程学院 班 级: 材料0813 学生姓名: 潘金城 指导教师: 王 睿 职 称: 讲 师
2013年1月11日 开题报告填写要求 1.开题报告作为毕业论文答辩委员会对学生答辩资格审查的依据材料之一,应在指导教师指导下,由学生在毕业论文工作前期完成,经指导教师签署意见、专家组及学院教学院长审查后生效; 2.开题报告必须用黑墨水笔工整书写或按教务处统一设计的电子文档标准格式(可从教务处网页上下载)打印,禁止打印在其它纸上后剪贴; 3.毕业论文开题报告应包括以下内容: (1)研究的目的; (2)主要研究内容; (3)课题的准备情况及进度计划; (4)参考文献。 4.开题报告的撰写应符合科技文献规范,且不少于2000字;参考文献应不少于15篇,包括中外文科技期刊、教科书、专著等。 5.开题报告正文字体采用宋体小四号,1.5倍行距。附页为A4纸型,左边距3cm,右边距2cm,上下边距为2.5cm,字体采用宋体小四号,1.5倍行距。 6.“课题性质”一栏:
(1)理工类:A.理论研究 B.工程设计 C软件开发 D.应用研究 E.其它 (2)经管文教类:A.理论研究 B.应用研究 C.实证研究 D.艺术创作 E.其它 “课题来源”一栏: A.科研立项 B.社会生产实践 C.教师自拟 D.学生自选 “成果形式”一栏: A.论文 B.设计说明书 C.实物 D.软件 E.作品 毕业论文开题报告 课题题目 H13钢电火花表面强化研究—混粉准干式工作介质条件下Al粉粒度对H13 钢组织与性能的影响
课题性质 A B C D E □ □ □ ■ □ 课题来源 A B C D □ □ ■ □
成果形式 A B C D E ■ □ □ □ □ 同组同学 金海波 秦洋洋 张力元
开题报告内容(可另附页)
指导教师签名: 年 月 日
专家组成员签字: 教学院长(签章): 年 月 日 1、课题背景 H13钢主要用于制造高温状态下进行压力加工的模具,如热锻模具、热挤压模具、压铸模具、热镦模具等[1]。其在工作时承受着很大的冲击力,同时还经受着反复的加热和冷却,使模具的工作表面容易产生热疲劳裂纹,另外炙热金属被强制变形时与模具型腔表面摩擦。模具极易磨损并且硬度降低。因此,H13钢要求能稳定地保持各种力学性能,特别是应该具备较高的热强性、高的热疲劳性、良好的韧性和耐磨性。 随锻压机械能力的加大、加工件形状的复杂化,尤其是被加工材料加工难度的增大,比如加工钛合金、高合金钢、不锈钢和耐热钢,模具趋向大型化、高性能。因此,对热作模具用钢性能的要求也越来越高,但它的热强性、热稳定性和淬透性较低、易龟裂和塌陷,使用寿命短。这就迫使我们对热作模具钢进行表面强化,提高模具的使用寿命[3]。 当前针对热模具钢表面强化技术按其原理分为化学热处理、表面涂覆处理和表面加工强化处理[4]。其中电火花表面强化处理应用最为广泛[6]。电火花表面强化技术发展至今电火花表面强化是利用火花放电能量,在金属表面形成一层高硬度、高耐磨、抗腐蚀及热硬性好的合金强化层[8]。目前,该工艺在国内外已用于刀具、模具、易磨损件等表面强化,显著提高工模具、易磨损件的使用寿命。混粉电火花加工是近年来出现的一种电火花精加工新技术[9]。通过在常规的煤油工作液中添加硅、铝等导电性微细粉末来改善放电状态,可迅速降低加工表面粗糙度,提高表面质量,大大提高精加工效率,缩短加工时间[17]。在一定范围内有效地缓解加工速度和加工表面质量之间的矛盾,并可显著提高加工表面的耐磨性和耐蚀性,在模具型腔的大面积光整加工中表现出优越的加工性能,受到模具制造业的普遍重视[5]。 因此,本课题提出混粉准干式电火花表面强化[11]。混粉准干式电火花加工以气、液、固三相流作为工作介质的一种加工方法[12]。相对于传统的电火花工作介质中加入了固态相,固态相的状态在三相流中起着非常重要的作用,在固态相中我们采用了添加Al粉, 首先对Al粉末粒度进行球磨处理,达到使用要求,通过若干次反复试验,探测出Al粉末粒度对混粉准干式电火花表面强化H13钢组织与性能的影响[7]。 2、主要研究内容 2.1 H13钢 H13是热作模具钢,执行标准GB/T1299—2000。统一数字代号A20502;牌号4Cr5MoSiV1;合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢 种[2]。 其中合工钢包括:量具刃具用钢、耐冲击工具用钢、冷作模具钢、热作模具钢、无磁模具钢、塑料模具钢。 2.1.1 H13钢的成分 化学成分(%):C:0.32~0.45、S:i0.80~1.20、Mn:0.20~0.50、Cr:4.75~5.50、Mo:1.10~1.75、V:0.80~1.20、P小于等于0.030、S小于等于0.030。 2.1.2 H13钢的性能 H13是一种空冷硬化型热模钢,具有较高的热强度和硬度,高淬透性,在中温条件下具有很好的韧性、热疲劳性能和一定的耐磨性。热处理变形小可以抵抗熔融铝的冲蚀作用。 H13钢主要的失效形式为热熔损失效和热疲劳裂纹失效,主要表现为模具型腔表面的开裂、龟裂、冲蚀和粘附等,由于模具失效通常是由表面开始,因此要求模具表面硬度高、耐磨性和抗粘连性好。 2.1.3 H13钢的应用 H13钢广泛用于制造热挤压模具,芯棒、模锻锤的锤模,锻造压力机模具,精锻机用模具以及铝、铜及其合金的压铸模。 2.2表面强化技术的介绍 表面强化技术其实质是一种改善机械零件和构件表面性能,提高疲劳强度和耐磨性能的工艺方法。表面强化有时还能提高耐腐蚀性能。承受载荷的零件表面常处于最大应力状态,并在不同的介质环境中工作。因此,零件的失效和破坏也大多发生在表面或从表面开始,如在零件表层引入一定的残余压应力,增加表面硬度,改善表层组织结构等,就能显著地提高零件的疲劳强度和耐磨性。表面强化可分为表面薄膜强化、表面形变强化、表面热处理强化、化学热处理强化和表面合金化。其中表面薄膜强化与表面形变强化在工业生产过程中应用最为广泛[10]。 2.2.1表面强化技术目的 表面强化的主要目的是提高零件表面的耐磨性,耐蚀性、热疲劳抗力、抗咬合性及抗高温软化性和润滑性能,从而提高零件使用寿命。目前,已用的表面强化工艺可使模具使用寿命提高几倍甚至几十倍。因此,表面处理技术对模具工业的进步和发展具有重 要作用。 2.2.2表面强化技术的分类及工艺 零件的表面强化处理有不同的分类方法,如有按目的和作用分为表层化学成分及组织结构改变型和表面物质保护型两大类的;有按处理温度分为低、中、高三大类的;有按原理分为化学热处理、表面涂覆处理和表面加工强化处理的[15]。 2.3电火花表面强化技术 电火花表面强化是利用火花放电时释放的能量将一种硬质导电材料熔渗到工件表面,形成合金化表面强化层,它能大大提高模具表面的耐热性、耐蚀性、红硬性和耐磨性。 2.3.1电火花加工原理 电火花加工时,脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。工具电极由自动进给调节装置控制,以保证工具与工件在正常加工时维持一很小的放电间隙(0.01~0.05mm)。当脉冲电压加到两极之间,便将当时条件下极间最近点的液体介质击穿,形成放电通道。由于通道的截面积很小,放电时间极短,致使能量高度集中(10~107W/mm),放电区域产生的瞬时高温足以使材料熔化甚至蒸发,以致形成一个小凹坑。第一次脉冲放电结束之后,经过很短的间隔时间,第二个脉冲又在另一极间最近点击穿放电。如此周而复始高频率地循环下去,工具电极不断地向工件进给,它的形状最终就复制在工件上,形成所需要的加工表面。与此同时,总能量的一小部分也释放到工具电极上,从而造成工具损耗。 2.3.2混粉准干式电火花的加工定义 混粉准干式电火花加工以气、液、固三相流作为工作介质,能够有效改善气中加工短路率高、加工效率低的问题。以纯净气体介质的击穿理论为基础,对三相流工作介质的击穿机理进行理论分析,阐明固、液分散相的作用机制。 2.3.3混粉准干式电火花的加工原理 脉冲电源两个输出端分别与工具电极和工件相连。控制系统使工具电极向工件方向进给。随着两极间距离的减小,极间电场增强。当极间场强增大到工作介质的起始游离场强后,极间工作介质开始碰撞电离,带电粒子定向运动加剧,在两极间迅速扩展形成等离子体放电通道[16]。通道中高速运动的带电粒子在撞击工件材料的过程中将动能转换成热能传递给工件,使工件材料局部融化、气化[18]。部分热量传入两极之间的放电间 隙,使工作介质中的液相成分吸热气化,体积急速膨胀。于是,工件表面的熔化材料在极间液相成分气化产生的瞬时爆炸力和高速气流冲击力的作用下从工件表面熔池中喷出、冷凝,并被吹离工件表面、排出加工区域[13]。 2.3.4电火花表面强化工艺参数的选择 电火花表面强化工艺参数主要有单位强化时间和功率档位。单位强化时间(q)是单位面积上的加工时间(单位min/cm2)。功率档位为设备输出功率,共分6档。加工回转体零件时需要将单位强化时间(q)转化为零件转速(n)。[14] 2.4球磨处理的原理 球磨机是由水平的筒体,进出料空心轴及磨头等部分组成,筒体为长的圆筒,筒内装有研磨体,筒体为钢板制造,有钢制衬板与筒体固定,研磨体一般为钢制圆球,并按不同直径和一定比例装入筒中,研磨体也可用钢段。 根据研磨物料的粒度加以选择,物料由球磨机进料端空心轴装入筒体内,当球磨机筒体转动时候,研磨体由于惯性和离心力作用,摩擦力的作用,使它帖附近筒体衬板上被筒体带走,当被带到一定的高度时候,由于其本身的重力作用而被抛落,下落的研磨体像抛射体一样将筒体内的物料给击碎。 3、研究路线 选择合适的球磨工艺参数对Al粉末粒度进行球磨处理;利用数控电火花加工机床调节其加工参数,对H13钢表面进行表面强化处理;研究Al粉末粒度对混粉准干式电火花加工后H13钢表面组织和力学性能的影响。 4、进度计划
时间安排(周次) 具 体 内 容 早进入阶段 熟悉课题,查阅、收集有关资料及文献,写开题报
第一至二周 对Al粉进行球磨工艺处理
第三至七周 用电火花机床对H13钢进行混粉准干式电火花表面强化