C616数控车床自动回转刀架机电系统毕业设计论文
基于PLC的C616车床控制系统设计(正文)
大学毕业设计题目:基于PLC的C616车床控制系统设计院、系:姓名:指导教师:系主任:年月日摘要车床是机械加工中使用最广泛的机床,它可以用于切削各种工件的外圆、内孔、端面及螺纹等。
现代生产机械多采用机械、电气、液压、气动相结合的控制技术。
电气控制技术起联接中枢作用,应用最为广泛。
用普通机床加工出来的产品普遍存在质量差、品种少、档次低、成本高、供货期长,所以本次设计以普通车床为对象,设计了一套综合、高效的PLC控制系统,提高普通车床的生产效率、控制精度和产品质量。
PLC(可编程控制器)作为一种工业控制微型计算机,它以其编程方便、操作简单尤其是它的高可控性等优点,在工业生产过程中得到了广泛的应用。
本次设计就是以PLC控制系统取代传统的继电器-接触器控制系统。
文章首先介绍了普通车床的结构以及电气控制系统,然后介绍了PLC控制系统的硬件结构、工作原理以及设计PLC控制系统的基本原则和步骤,根据任务要求设计了PLC控制系统,其中包括PLC的选型、硬件设计以及软件设计等。
最后连接西门子触摸屏KTP1000装置,实现监控和控制操作。
本设计的关键就是要在原继电器控制电路的基础上,经过合理的转换,从而设计出具有相同功能的PLC控制程序。
关键字:车床可编程控制器仿真AbstractMachining lathe is the most widely used tool, it can be used to cut various parts of the cylindrical, bore, thread end, and so on. The modern production machinery uses the control technology which the machinery, the electricity, the hydraulic pressure, air operated unify. The electric control technology plays the joint main center role, the application is most widespread. Out of the ordinary machining prevalence of poor quality products, variety of small, low grade, high cost, delivery and long, so this design object is an ordinary lathe, designed a comprehensive and efficient PLC control system, improved lathe productivity, control accuracy and product quality. PLC (programmable controller) as an industrial control micro-computer, with its easy programming, simple operation, especially its high controllability, etc., in the industrial production process has been widely used. The PLC control system design is to replace traditional Relay - contact device control system.The article first introduces the lathe, and electrical control systems, PLC control system and then introduces the hardware structure, operation principle and design of the basic principles of PLC control systems and procedures, according to the task to design a PLC control system, including the PLC elections type, hardware design and software design. Finally, Siemens touch screen TP177B connected devices, monitoring and control operations to achieve.The key originally designed is that should be on the basis of control circuit of original relay, through rational conversion , thus design PLC control procedure with same function. Keywords: Machining lathe, PLC, simulation目录摘要 (2)Abstract (3)目录 (4)1.绪论 (6)1.1 C616型车床研究的意义 (6)1.2 C616型车床的主要结构 (6)1.3 C616型普通车床技术参数表 (7)1.4国内外机床的发展概况 (8)1.5 C616型车床的设计思路 (9)2 C616车床总体设计 (10)2.1车床的电气控制电路原理图 (10)2.2车床电路分析和电气控制要求 (10)2.2.1主电路分析 (10)2.2.2控制电路分析 (11)2.2.3信号及照明电路 (11)2.3电器元件明细表 (11)2.4电气控制系统总体设计思路 (12)3 C616车床控制系统硬件设计 (13)3.1 PLC的概况 (13)3.2 PLC的特点 (13)3.3 PLC的应用 (14)3.4 PLC的工作原理 (14)3.5 PLC的选用 (17)4 C616车床电气控制系统PLC软件设计 (19)4.1 PLC软件设计 (19)4.2 STEP-Micro/WIN32 (19)4.3 S7-200编程软件及编程系统 (19)4.4 STEP7的特点 (19)4.5 STEP-Micro/WIN32编程软件的主要功能 (19)4.6 STEP7的硬件接口 (20)4.7 I/O地址分布 (20)4.8 C616电路PLC外部接线图 (21)4.9程序设计 (21)5 C616车床系统论证和仿真 (24)5.1触控屏装置的介绍与功能 (24)5.2触摸屏程序的建立 (26)5.2.1创建设备 (26)5.2.2变量的建立 (27)5.2.3组态界面的建立 (27)6 .结论 (29)参考文献 (30)1.绪论1.1C616型车床研究的意义在机床工业的发展过程中,加工速度和加工精度作为提高机床效率的问题,是工程师们一直要解决的相互制约的两个问题,关于这两个问题的研究是机床电气控制系统发展的方向。
C616型普通车床任务书

毕业设计(论文)任务书
专业班级学生姓名
一.设计(论文)题目:C616型普通车床改造为经济型数控车床
二.原始资料:C616型普通车床总体设计相关资料、结构分析图、机械设计手册、机床改造设计手册、非标手册、数控改造相关资料、已有原机型。
三.设计(论文)要求:要求学生对C616普通车床进行数控改造。
利用微机对纵横进给系统进行开环控制。
驱动元件采用步进电机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架。
在满足使用要求的前提下,对机床的改动尽可能减少,以降低成本.根据C616车床有关资料以及数控车床的改造经验能够运用所学的机械设计与机械零件基础知识对机床进行改造,提供设计说明书,并通过CAD设计软件绘制所设计总装图及外形结构图。
四.毕业设计(论文)内容:
1设计(论文)说明书(根据大纲要求)设计说明书一份
2 设计(论文)图纸C616车床改数控的横向进给系统图、C616车床改数控的纵向进给系统图、机床改造外形图
五.毕业设计(论文)工作期限:
任务书发给日期2005 年11月15日
设计(论文)工作自2005年11月15日至2006年6月15日
设计(论文)指导教师
学科(方向)负责人
主管院长。
数控车床自动回转刀架机电系统设计

数控车床自动回转刀架机电系统设计
数控车床自动回转刀架机电系统设计主要包括以下几个方面:
1. 自动回转刀架电机控制
自动回转刀架电机控制是数控车床中比较关键的部分,它直接影响到数控车床的加工精度和效率。
在设计自动回转刀架电机控制时,需要确定电机型号、绕组参数、电路连接方式、控制方式等,以实现自动回转刀架的精准控制。
2. 自动回转刀架位置检测
自动回转刀架位置检测是数控车床中另一个关键的部分,它用于检测自动回转刀架的具体位置,以便控制电机的启停和速度等。
在设计自动回转刀架位置检测时,可以采用光电开关、码盘、磁编码器等方式,根据具体应用场景进行选择。
3. 自动回转刀架驱动方式选择
在数控车床中,自动回转刀架的驱动方式主要有两种:机械驱动和电气驱动。
机械驱动的优点是结构简单,可靠性高,但是精度较低;电气驱动的优点是精度高,速度快,但是成本较高。
在设计自动回转刀架时,需要根据具体的加工要求和成本控制等因素进行选择。
4. 自动回转刀架控制程序设计
自动回转刀架控制程序设计是数控车床中最重要的部分,它决定了自动回转刀架的运行方式和加工效果。
在设计自动回转刀架控制程序时,需要根据具体的数控系统和加工件要求,编写相应的程序,控制自动回转刀架的速度、位置、刀具选择等。
同时,需要考虑程序的可扩展性和维护性,使之具有较高的稳定性和可靠性。
综上所述,数控车床自动回转刀架机电系统的设计需要综合考虑多方面因素,精细化设计和优化改进,以满足不同加工要求和应用场景。
数控车床回转刀架系统的设计
图书分类号:密级:毕业设计(论文)数控车床回转刀架系统的设计THE DESIGN OF CNC LATHE ROTARYCUTTER学生姓名学院名称专业名称指导教师2011年05月27日摘要传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
因此,本文对数控车床回转刀架的机电系统的相关内容进行研究,探索数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使一台四工位的立式自动回转刀架数控化,使该装置具有自动松开、转位、精密定位等功能。
本文主要完成数控车床回转刀架的机械部分和电气部分的设计。
机械部分为其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件。
设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词自动回转刀架;换刀装置;机电系统;电气控制AbstractConventional lathe tool change is slow, the accuracy is not high, low productivity, can not meet the needs of modern production. Therefore, this rotary tool holder for CNC lathe electrical and mechanical systems related content study, CNC lathe turret to explore the composition and working principle of the general improvement of the machine tool change device, so that the device has an automatic release, transfer, precision positioning and other functions.In this paper, rotating turret lathe to complete the mechanical design of parts and electrical parts. Mechanical part is composed of various mechanical calculation and selection of parts, electrical parts for the preparation of the control software, automatic indexing turret. Design of more powerful CNC tool changer, tool changer quickly through the automatic positioning tool can improve the efficiency of CNC lathes and shorten the processing time; while its reliability is more stable, Results Ju simple.Keywords Automatic rotary tool holder Tool changer Electro-Mechanical Systems Electrical control目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控车床的背景意义 (1)1.2 数控车床自动回转刀架的概述 (1)1.3 研究实际社会意义及应用效果 (2)2 自动回转刀架的工作原理 (3)3 总体结构设计 (6)3.1 减速机构的设计 (6)3.2 上刀体锁紧与精定位机构的设计 (6)3.3 刀架抬起机构的设计 (6)4 主要传动部件的设计计算 (8)4.1 蜗杆副的设计计算 (8)4.1.1 蜗杆的选型 (8)4.1.2蜗杆的材料 (8)4.1.3 按齿面接触疲劳强度进行设计 (8)4.1.4 蜗杆和蜗轮的主要参数与几何尺寸 (10)4.2 蜗杆轴的设计 (11)4.2.1 蜗杆轴的材料选择,确定许用应力 (11)4.2.2 按扭转强度初步估算轴的最小直径 (11)4.2.3 确定各轴段的直径和长度 (12)4.2.4 蜗杆轴的校核 (12)4.2.5 键的选取与校核 (16)4.3 蜗轮轴的设计 (16)4.3.1 蜗轮轴材料的选择,确定需用应力 (16)4.3.2 按扭转强度,初步估计轴的最小直径 (16)4.3.3 确定各轴段的直径和长度 (17)4.4 中心轴的设计 (17)4.4.1 中心轴的材料选择,确定许用应力 (17)4.4.2 确定各轴段的直径和长度 (17)4.4.3 轴的校核 (18)4.5 齿盘的设计 (18)4.5.1 齿盘的材料选择和精度等级 (18)4.5.2 确定齿盘参数 (18)4.6 轴承的选用 (20)4.6.1 轴承的类型 (20)4.6.2 轴承的游隙及轴上零件的调配 (20)4.6.3 滚动轴承的配合 (21)4.6.4 滚动轴承的润滑 (21)4.6.5 滚动轴承的密封装置 (21)5 电气控制部分设计 (22)5.1 硬件电路设计 (22)5.1.1 收信电路 (23)5.1.2 发信号电路 (24)5.2控制软件的设计 (24)结论 (27)致谢 (28)参考文献 (29)附录 (30)附录1 (30)附录2 (30)附录3 (31)附录4 (31)附录5 (31)附录6 (32)1 绪论1.1 数控车床的背景意义经济型数控是我国80年代科技发展的产物。
C616型普通车床数控化改造
1
Abstract Along with the science technical fast fierce development, number's controling tool machine has already become the important marking whichmeasures a national machine manufacture industry level.Adopt the economic number controls system to carry on a number to control to turn a reformation to the common tool machine, particularly in keeping with our country the common tool machine own to have great capacity, the small concrete state of the nation of the production scale.The machine electricity integral whole turns a technique to involve a machine, electronics, and control etc. several academicses, is one of the foundation technique and core techniques of modern and industrial most, is the important marking which measures a national development level of the machine material.Although this academics is still be placed in a development a stage, many orieses are still placed in research and perfect stage, it represents the machine industrial technique revolution of ex- follow a direction, is comprehensive another concrete body of national strength now.Therefore, we should value the research of that academics, and strongly develop this academics, contract to wait with day the United States gradually flourishing nation of margin.This design is to control to turn a reformation to the number of CA616 common lather.At the domestic, the widely accepted common lather reforms into a number to control lather, this design is to aim at this with the purpose but design of, this lowered production cost and shortenned industrialization of the progress is a large production factory in the meantime, house accept. This design is mainly to combine local concrete state of the nation and aim at at what large customer design.Far and far can not compare with the accuracy that the equipments of those foreign countries attain.Certainly, the ages is in the development, along with our country of positive with the national strength quickly increase, in the near future those greatly parts of business enterprises that the accuracy requests higher number to control an equipments and must appear in China in. Key word:The number controls a reformation The machine electricity integral whole turn State of the nation The academics study
数控车床自动回转刀架机电系统设计
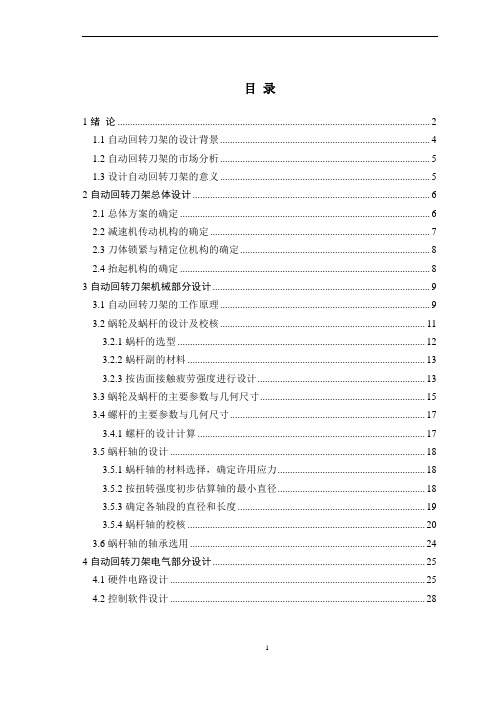
目录1绪论 (2)1.1自动回转刀架的设计背景 (4)1.2自动回转刀架的市场分析 (5)1.3设计自动回转刀架的意义 (5)2自动回转刀架总体设计 (6)2.1总体方案的确定 (6)2.2减速机传动机构的确定 (7)2.3刀体锁紧与精定位机构的确定 (8)2.4抬起机构的确定 (8)3自动回转刀架机械部分设计 (9)3.1自动回转刀架的工作原理 (9)3.2蜗轮及蜗杆的设计及校核 (11)3.2.1蜗杆的选型 (12)3.2.2蜗杆副的材料 (13)3.2.3按齿面接触疲劳强度进行设计 (13)3.3蜗轮及蜗杆的主要参数与几何尺寸 (15)3.4螺杆的主要参数与几何尺寸 (17)3.4.1螺杆的设计计算 (17)3.5蜗杆轴的设计 (18)3.5.1蜗杆轴的材料选择,确定许用应力 (18)3.5.2按扭转强度初步估算轴的最小直径 (18)3.5.3确定各轴段的直径和长度 (19)3.5.4蜗杆轴的校核 (20)3.6蜗杆轴的轴承选用 (24)4自动回转刀架电气部分设计 (25)4.1硬件电路设计 (25)4.2控制软件设计 (28)4.2.180C31单片机及其引脚说明 (29)4.2.2 静态存储器6264的特性 (31)4.2.3 2764只读存储器的特性 (31)4.2.4 可编程并行I/O接口芯片8255的特性 (32)5结论 (36)6致谢 (37)7参考文献 (38)附录:转配图A0图纸一张、零件图A1、A2各五张(上刀体图、下刀体图上圆盘图、下圆盘图、刀架电气图、蜗轮、蜗杆图、螺杆图、空心轴图、发信盘图)摘要自动回转刀架是数控机床的重要组成部分,它有效地提高了劳动生产率,缩短了生产准备时间,消除人工误差提高加工精度和加工精度的一致性等。
但是传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
所以为了提高生产率、改善产品质量以及改善劳动条件必须对自动回转刀架进行改进。
c616车床主轴加工工艺设计
本科毕业论文(设计)题目 c616车床主轴加工工艺设计学院机电工程学院专业机械设计制造及其自动化班级 10机制本03班学号 101101010334学生姓名指导教师完成日期西安思源学院教务处制二〇一年月摘要在机械加工领域中,车床是应用最为广泛,也是最普遍的一种机床。
它在机械加工中应用也非常的频繁。
因此它的加工精度也就尤其的重要,工件能否达到加工精度就取决与机床本身的精度,而机床的加工精度是由它主轴的决定的。
机床主轴把它的旋转扭力及扭力通过主轴前端的夹具传递给工件或者刀具,主要用来支撑传动零件如纯,带轮,传递运动及扭矩等。
要求有很高的强度和回转精度,其结构为空心阶梯轴,外圆表面有花键,电建等功能槽及螺纹。
随着社会的发展人们对机械加工的精度的要求也越来越高。
故,机床主轴的加工工艺及方法,对整个机械加工来说都有着非常重要的作用,本文主要阐述了C616车床主轴的工艺过程,加工余量及其切削用量的计算。
AbstractIn the field of processing machinery, lathe is the most widely used, a machine tool is the most common. It is used in machining is also very frequent. Therefore, its processing precision is particularly important, the workpiece can achieve the machining accuracy depends on the accuracy of machine tools, and the machining accuracy of machine tool spindle is determined by its. Machine tool spindle rotation torque and torque it transferred to the workpiece or tool through the fixture spindle nose, mainly used to support the transmission parts such as pure, belt wheel, transmission of motion and torque. Requires high strength and precision, the structure is a hollow shaft, the outer circle surface spline, electric power construction, function and thread groove. Therefore, the processing technology and method of machine tool spindle, the whole mechanical processing has a very important role, this article mainly explains the process of C616 lathe spindle machining allowance, cutting the amount of calculation and.目录摘要 (1)1绪论 (1)1.1轴类零件的简单介绍 (1)1.2主轴样图 (2)2.1零件图的图样分析 (3)2.毛坯的选择 (4)2.2.毛坯材料的选择 (4)2.3毛坯尺寸的确定 (5)2.4热处理工艺的制定和安排 (5)3.定位基准的确定 (6)3.1粗基准的选择 (6)3.2精基准的选择 (6)3.3基准的转换 (7)4.划分加工阶段 (8)4.1划分加工阶段的理由 (8)4.2划分加工工序的原则 (8)4.2.1工序集中原则 (8)4.2.2工序分散原则 (9)4.2.3轴类零件加工工序执行原则 (9)4.3 ca616车床主要加工面加工工序安排 (10)4.4 ca616车床主轴加工工艺卡片 (11)1绪论机床(英文名称:machine tool)是指制造机器的机器,亦称工作母机或工具机,习惯上简称机床。
四工位自动旋转刀架设计说明文书
机电一体化课程设计题目:数控车床自动回转刀架系统设计摘要传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
因此,本文对数控车床回转刀架的机电系统的相关容进行研究,探索数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使一台四工位的立式自动回转刀架数控化,使该装置具有自动松开、转位、精密定位等功能。
本文主要完成数控车床回转刀架的机械部分和电气部分的设计。
机械部分为其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件。
设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词自动回转刀架;换刀装置;机电系统;电气控制目录摘要.................................................................................................................................. 设计任务书.. (1)一绪论 (2)1.1题目的背景和意义 (2)1.2 国外研究现状 (2)1.3 存在的问题和发展趋势 (2)二自动回转刀架的工作原理 (2)三总体结构设计 (4)3.1 减速机构的设计 (4)3.2 上刀体锁紧与精定位机构的设计 (5)3.3 刀架抬起机构的设计 (5)四主要传动部件的设计计算 (7)4.1 蜗杆副的设计计算 (7)4.1.1 蜗杆的选型 (7)4.1.2 蜗杆的材料 (7)4.1.3 按涡轮齿面接触疲劳强度进行设计 (7)4.1.4 蜗杆和蜗轮的主要参数与几何尺寸 (8)4.2蜗杆轴的设计 (8)4.2.1 蜗杆轴的材料选择,确定许用应力 (8)4.2.2按扭转强度初步估算轴的最小直径 (8)4.2.3 确定各轴段的直径和长度 (9)4.3螺杆的设计及上盖圆盘旋转角度的计算 (10)4.3.1螺杆螺纹类型的选择 (10)4.3.2选取螺杆材料 (10)4.3.3螺杆的计算 (10)4.3.4螺杆自锁验算 (10)4.3.5 上盖圆盘旋转角度的计算 (11)五其他部件的说明 (11)六电气控制部分设计 (13)6.1 收信电路 (14)6.2发信号电路 (14)6.3控制软件的设计 (14)结论 (15)参考文献 (16)设计任务书一.设计任务题目:数控车床自动回转刀架机电系统设计。
数控车床电气控制系统设计—毕业设计论文.
学习工业安全职业学院毕业论文(设计)题目: 数控车床电气控制系统设计姓名系别机电工程系专业数控技术年级2010级指导教师毕业论文(设计)成绩评定表目录摘要 (1)第一章概述 (2)1.1什么是数控机床 (2)1.2数控机床的组成 (2)1.3数控机床工作原理和结构简介 (4)1.4CK6140数控车床主简介 (5)第二章 CK6140数控车床主轴驱动系统 (6)2.1CK6140数控车床运动分析 (6)2.2CK6140数控车床电气系统简述 (6)2.3主轴驱动系统概述 (7)2.3.1主轴电动机 (7)2.3.2主轴电动机选型的要求 (8)2.3.3主轴电动机选型 (8)2.4变频器电动机主轴驱动装置 (9)2.4.1FANUC0I M ATE主轴驱动装置 (9)2.4.2设备的选型方法 (10)2.4.3变频器主轴伺服驱动电路 (11)第三章 CK6140数控车床进给伺服系统设计 (13)3.1机床进给伺服系统概述 (13)3.2CK6140数控车床对伺服驱动进给系统的要求 (13)3.3进给伺服系统的选型与控制原理 (14)3.4伺服电机的选型 (14)第四章 CK6140数控车床辅助系统设计 (15)4.1CK6140数控车床辅助系统概述 (15)4.2刀架传动系统设计 (15)4.2.1CK6140数控车床电动刀架的选型 (15)4.2.2电动刀架连接电路 (16)4.3冷却系统的设计 (17)4.4液压系统设计 (18)第五章常用电器元件的选型 (20)5.1低压电器选型的一般原则 (20)5.2断路器的选型 (20)5.3电动机保护用自动开关的选型 (21)5.4熔断器的选型 (21)5.5接触器的选型 (21)5.6热继电器的选型 (22)5.7中间继电器 (22)第六章可编程式控制制器(PLC) (23)6.1可编程式控制制器概述 (23)6.2可编程式控制制器(PLC)的特点 (23)6.3程控制器的组成及工作方式 (24)6.4PLC选型及I/O接线图 (25)6.5输入/输出点 (25)6.6基本功能面板设计 (27)6.7通讯界面 (27)参考文献 (28)致谢 (29)摘要数控机床是典型的机电一体化产品,它综合了电子计算机、自动控制、自动检测、液压与气动以及精密机床等方面的技术。
数控车床四工位回转刀架机电方案设计书
题目:数控车床四工位回转刀架机电设计学号:姓名:谭海乐学历层次:专业:班级:指导老师:完成日期: 2010-01-01摘要数控车床为了能在工件的一次装夹中完成多工序加工,缩短辅助时间,减少多次安装所引起的加工误差,必须带有自动回转刀架。
根据装刀数量的不同,自动回转刀架分有四工位六工位和八工位等多种形式。
根据安装方式的不同,自动回转刀架可分为立式和卧式两种。
根据机械定位方式的不同,自动回转刀架又可分为端齿盘定位型和三齿盘定位型等。
其中断齿盘定位型换刀时刀架需抬起,换刀速度较慢且密封性较差,但其结构较简单。
三齿盘定位型又叫免抬型,其特点是换刀时刀架不抬起,因此换刀时速度快且密封性好,但其结构较复杂。
自动回转刀架在结构上必须具有良好的强度和刚性,以承受粗加工时的切削抗力。
为了保证转位具有高的重复定位精度,自动回转刀架还要选择可靠的定位方案和合理的定位结构。
自动回转刀架自动换刀时由控制系统和驱动电路来实现。
关键词:自动回转刀架,蜗轮蜗杆副,机电系统AbstractCNC lathe work order to be able to complete a fixture in many processes processing aids to reduce time, reduce installation time and again caused by processing errors, we must turn with automatic tool. Installed in accordance with the number of different knives, automatic revolving turret at position four of six and eight-station work spaces and other forms. According to the different installation methods, automatic rotary tool can be divided into two types of vertical and horizontal. Positioning means according to the different mechanical, automatic rotary tool set can be divided into client positioning tooth and three teeth, such as disk-based positioning. The interruption of tooth plate-type tool change position to be lifted when the tool carrier, tool change a slow and poor sealing, but its relatively simple structure. Tridentate known disk-based location-free lift-type, characterized by ATC when the tool is not lifted, so when the toolchange is fast and good seal, but its more complicatestructure.Automatic rotary tool in the structure must have good strength and rigidity to bear the rough at the time of cutting resistance. In order to ensure a high transposition of the repeat positioning accuracy, automatic rotary tool holder of the position would also like to choose a reliable and reasonable positioning program structure. Rotary Tool Automatic Tool Changer automaticallyby the control system and the drive circuit to achieve. Keywords: automatic rotary tool, vice worm,Electromechanical system目录第1章绪论 (2)1.1 课题综述 (2)1.1.1 科学意义和应用前景 (2)1.1. 2 设计思路 (3)第2章总体结构设计 (4)1.1减速传动机构的设计 (4)1.2 上刀体锁紧与精定位机构的设计 (4)1.3 刀架抬起机构的设计 (4)第3章自动回转刀架的工作原理 (5)第4章主要传动部件的设计计算 (8)1.1 蜗杆副的设计计算 (8)1.2 螺杆的设计计算 (12)第5章电气控制部分设计 (13)1.1 硬件电路设计 (13)1.2 控制软件设计 (15)致谢 (17)参考文献 (18)数控车床四工位回转刀架机电系统设计第一章第1节绪论1.1 综述1.1.1 科学意义和应用前景自动换刀系统是数控机床的重要组成部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C616数控车床自动回转刀架机电系统毕业设计论文
摘要
传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。因此,本文对普通机床的换刀装置进行改进,对一台四工位的立式自动回转刀架进行数控化设计,使该装置具有自动松开、转位、精密定位等功能。新的数控�Q刀装置功能更强, 可靠性更稳定,功率增大,结�]简单,维修方便。
关键词:四工位立式刀架;自动回转;主传动部件;电气控制 1 绪论 经济型数控是我国80年代科技发展的产物。这种数控系统由于功能适宜.价格便宜. 用它来改造车床,投资少、见效快、成为我国“七五”、“八五”重点推广的新技术之一。十几年来,随着科学技术的发展,经济型数控技术也在不断进步,数控系统产品不断改进完善. 并且有了阶段性的突破,使新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。由于这项技术的发展增强了经济型数控的活力,根据我国国情,该技术在今后一段时间内还将是我国机械行业老设备改造的很好途径。对于原有老的经济型数控车床,特别是80年代末期改造的设备,由于种种原因闲置的很多,浪费很大;在用的设备使用至今也十几年了,同样面临进一步改造的问题。通过改造可以提高原有装备的技术水平,大大提高了生产效率,创造更大的经济效益。数控车床主要由主轴箱、床鞍、尾架、刀架、对刀仪、液压系统、润滑系统、气动系统及数控装置组成。数控车床的出现对提高生产率改将产品质量以及改善劳动条件和提高效率上发挥了重要的作用。在提高效率上主要表现在两个方面:1)通过刀具的快速自动定位,提高了空程速度和划线工艺的时间。2)批量加工一致性好,可以减少工件检验和时间。特别是经济型老车床对刀等还需要手动完成,以及在加工一个零件过程中,更换刀具,装卸零件,测量和搬运零件用于大部分时间占辅助时间长的刀具交换和刀具尺寸调整。加工时间相对较短,为缩短加工辅助时间,充分发挥数控机床的功能,进一步压缩非切削时间,数控机床正朝着一台机床在一次装夹中完成多工序加工的发展方向。在这类多工序的数控机床中必须带有自动换刀装置,在多工序数控机床出现之后.又逐步发展和完善了各类回转刀具的自动更换装置,扩大了换刀数量,以便有可能实现更复杂的换刀操作,在自动换刀数控机床上,自动换刀装置应满足换刀时间短,刀具重复定位精度高,足够的刀具储存量,换刀安全可靠等要求。
1.1 数控车床自动回转刀架的概述 数控车床主要由主轴箱、床鞍、尾架、刀架、对刀仪、液压系统、润滑系统、气动系统及数控装置组成。数控车床的出现对提高生产率改善产品质量以及改善劳动条件等发挥了重要的作用。传统的车床例如CA6140的刀架上只能装一把刀,换刀的速度慢,换刀后还须重新对刀,并且精度不高,生产效率低,不能适应现代化生产的需要,因此有必要对机床的换刀装置进行改进,为了能在工件的一次装夹中完成多个工序加工,缩短加工辅助时间,减少多次安装所引起的加工误差,充分发挥数控机床的效率,��用“工序集中”的原则,��用自动回转刀架。数控车床上使用的自动回转刀架是一种最简单的换刀装置,自动回转刀架是在一定的空间范围内,能执行自动松开、转位、精密定位等一系列动作的一种机构。对于自动回转刀架,根据装刀数量的不同,自动回转刀架分有四工位、六工位和八工位等形式。根据安装的不同方式,自动回转刀架可分为立式和卧式。而根据机械定位方式不同,自动回转刀架又可分为端齿盘定位型和三齿盘定位型等。其中端齿盘定位型换刀时要将刀架抬起,换刀速度较慢且密封性差,但其结构简单。三齿盘定位叫免抬型,其特点时换刀时刀架不拾起,因此换刀速度快且密封性好,但其结构复杂。
自动回转刀架在结构上必须具有良好的强度和刚性,以承受粗加工时的切削抗力,为了保证转位之后具有�{的重复定位精度,自动回转刀架还需要选择可靠的定位方案和合理的定位结构。自动回转刀架的自动换刀是由控制系统和驱动电路来实现的。
1.2 设计研究内容 设计一台四工位的立式自动回转刀架.适用于C616经济型数控车床。要求绘制自动回转刀架的机械结构图,设计控制刀架自动转位的硬件电路,编写刀架的控制软件,选用电动机的额定功率为80W,额定转速为1440r/min,换刀时的速度为30r/min。分别对其组成部分即机械总体结构、工作原理、主传动部件及电气控制部分进行设计、控制,并对自动回转刀架出现的一些常规故障问题提出一些修理意见。[1]
1.3 研究实际社会意义及应用效果 传统的车床的刀架上只能装一把刀,换刀的速度慢,换刀后还须重新对刀,并且精度不高,生产效率低,不能适应现代化生产的需要,因此有必要对机床的换刀装置进行改进,数控车床上使用的自动回转刀架是一种简单的换刀装置。自动回转刀架是在一定的空间范围内能执行自动松开、转位以及精密定位等一系列动作的一种机构。
使用这种新的经济型数控系统功能更强,可靠性更稳定,功率增大,结构简单,维修方便。为了能在工件的一次装夹中完成多个工序加工,缩短加工辅助时间,减少多次安装所引起的加工误差,充分发挥数控机床的效率,采用“工序集中”的原则,采用自动回转刀架。并针对生产过程中出现的一些常规问题进行了探讨,归纳总结检查修理方法。
1.4 小结 对数控车床自动回转刀架的机电系统进行研究和设计,并通过对四工位刀架的设计,分别加强对其组成部分即机械总体结构、工作原理的认识。数控车床上使用的自动回转刀架是一种最简单的换刀装置,自动回转刀架是在一定的空间范围内,能执行自动松开、转位、精密定位等一系列动作的一种机构。对于自动回转刀架,根据装刀数量的不同,自动回转刀架分有四工位、六工位和八工位等形式。根据安装的不同方式,自动回转刀架可分为立式和卧式,而根据机械定位方式不同,自动回转刀架又可分为端齿盘定位型和三齿盘定位型等, 其中端齿盘定位型换刀时需要将刀架抬起,换刀速度较慢且密封性差,但其结构简单。三齿盘定位叫免抬型.其特点时换刀时刀架不用抬起,因此换刀速度快且密封性好,但其结构复杂。自动回转刀架在结构上必须具有良好的强度和刚性,以承受粗加工时的切削抗力,为保证转位之后具有�{的重复定位精度,自动回转刀架还需要选择可靠的定位方案和合理的定位结构。自动回转刀架的自动换刀由控制系统和驱动电路来实现的。
2 总体结构设计 2.1 电动机的选择[2][3][4] 电动机选择三相异步电动机,额定功率为80W,额定转速为1440r/min。 2.2 减速传动机构的设计[1] 由于三相异步电动机的转速太快,不能直接驱动刀架进行换刀,必须经过适当的减速。根据立式转位刀架的结构特点,采用蜗杆副减速是最佳选择。蜗杆副传动可以改变运动的方向,获得较大的传动比,保证传动精度和平稳性,并且具有自锁功能,还可以实现整个装置的小型化。
2.3 上刀体锁紧与精定位机构的设计[5] 由于刀具直接安装在上刀体上,所以上刀体要承受全部的切削力,其锁紧与定位
珠精度将直接影响到工件的加工精度。本设计上刀体的锁紧与定位机构选用端面齿盘,将上刀体和下刀体的配合面加工成梯形端面齿。当刀架处于锁紧状态时,上下端面齿相互啮合,这时上刀体不能绕刀架的中心轴转动;换刀时电动机正转,抬起机构使上刀体抬起,等上下端面齿脱开后,上刀体才可以绕刀架中心轴转动,完成转位工作。
2.4 刀架抬起机构的设计 要想使上、下刀体的两个端面脱离,就必须设计合适的机构使上刀体抬起。本设计选用螺杆-螺母副,在上刀体内部加工出内螺纹,当电动机通过蜗杆-蜗轮带动螺杆中心轴转动时,作为螺母的上刀体要么转动,要第上下移动。当刀架处于锁紧状态时,上刀体与下刀体的端面齿相互啮合,因为这时上刀体不能与螺杆一起转动,所以螺杆的转动会使上刀体向上移动。当端面齿脱离啮合时,上刀体就与螺杆一同转动。
设计螺杆时要求选择适当的螺距,以便当螺杆转动一定角度时使得上刀体与下刀体的端面齿能够完全脱离啮合状态。[6] 图2.1为自动回转刀架的传动机构示意图。
图2.1 自动回转刀架的传动结构示意图 1―发信盘 2―推力轴承 3―螺杆螺母副 4―端面齿盘 5―发靠圆盘 6―三相异步电动机 7―联轴器
8―蜗杆副 9―反靠销 10―圆柱销 11―上盖圆盘 12―上刀体
3 自动回转刀架的工作原理 [7] 自动回转刀架的换刀流程如图3.1所示。 图3.2表示自动回转刀架在换刀过程中有关的销的位置。其中上部的圆柱销2和下部的反靠销6起着重要作用。
当刀架处于锁紧状态时,两销的情况如图a所示,此时反靠销6落在反靠圆盘7的十字槽内,上刀体4的端面齿和下刀的端面齿处于啮合状态(上下端面齿在图a中未画出)。
需要换刀时,控制系统发出刀架的转位信号,三相异步电动机正向旋转,通过蜗杆副带动螺杆正向转动,与螺杆配合的上刀体4逐渐抬起,上刀体4与下刀体之间的端面齿慢慢脱开;与此同时,上盖圆盘1也随着螺杆正向转动(上盖圆盘1通过圆柱销与螺杆联接),当转过约170度时,上盖圆盘1直槽的另一端转到圆柱销2的正上方,由于弹簧3的作用,圆柱销2落入直槽内,于是上盖圆盘1就通过圆柱销
2使得上刀体4转动起来(此时端面齿已完全脱开),如图b所示。 上盖圆盘1、圆柱销2以及上刀体4在正转的过程中,反靠销6能够从反靠圆盘7中十字槽的左侧斜坡滑出,而不影响上刀体4寻找刀位时的正向转动,如图c所示。
上刀体4带动磁铁转到需要的刀位时,发信盘上对应的霍尔元件输出低电平信号,控制系统收到后,立即控制刀架电动机反转,上盖圆盘1通过圆柱销2带动上刀体4开始反转,反靠销6马上就会落入反靠圆盘7的十字槽内,至此,完成粗定位,如图d所示。此时反靠销6从反靠圆盘7的十字槽内爬不上来,于是上刀体4停止转动,开始下降,而上盖圆盘1继续反转,其直槽的左侧斜坡将圆柱销2的头部压入上刀体4的销孔内,之后,