2012年-912项目-设备预验收-机体-OP240卧式加工中心设备预验收检查表-麦胜根12.07.20
数控铣床的验收
如何验收数控铣床?一、数控铣床验收的重要性:对集机、电、液、气于一体的进口大型数控机床(含加工中心)的验收,无论是预验收、还是最终验收,都是十分重要的。
它是对机床设计、制造、安装调试的质量,特别是对机床精度的总体检验。
它直接关系到机床的功能、可靠性、加工精度和综合加工能力。
然而在实际验收中,常常会出现一些带有技术性或管理性的问题。
如果不能得到及时的正确处理,将会影响到机床的验收质量。
二、验收数控铣床时应注意的问题:1 、定位精度的检测:检测机床的定位精度,常用标准有两种:·德国VDI/DGQ3441标准(机床运行精度和定位精度的统计方法)。
·美国AMT标准(美国机械制造技术协会制定)。
用两个标准,测量数据的整理均采用数理统计方法。
即沿平行于坐标轴的某一测量轴线选取任意几个定位点(一般为5~15个),然后对每个定位点重复进行多次定位(一般为5~13次)。
可单向趋近定位点,也可以从两个方向分别趋近,然后对测量数据进行统计处理,求出算术平均值。
进而求出平均值偏差、标准差、分散度。
分散度代表重复定位精度,它和平均值偏差一起构成定位精度,两者之和是在任意两点间定位时可能达到的最大定位偏差。
由于被测坐标轴长度不尽相同,因而其定位精度的线性允差的给定方式不应是单一的,而应有所区别。
国标GB10931-89数字控制机床位置精度的评定方法中规定,轴线定位精度线性允差的给定方式主要有以下几种:·在全行程上规定允差;·根据被测对象长度分段规定允差;·用局部公差方式规定允差;既规定局部公差,同时也规定全行程允差。
东方汽轮机厂从德国科堡(COBURG)公司进口工作台5m×17m的数控龙门铣床(下称龙门铣),共有X、Y、Z、W四个坐标轴。
只有Z轴长度小于2m、最长的X轴全行程为17.70m;从意大利贝拉尔蒂(BRERADI)公司进口的镗杆直径?250mm的落地式数控镗铣床,X轴(立柱移动)长23m,Y轴(镗头升降)长7m。
数控机床验收

数控机床验收数控机床验收报告样本1 / 121铸铁平板设备验收报告分类编号:合同编号:设备编号:设备名称:使用单位:验收日期:2 / 1223 / 123铸铁平板设备 中文名称外文规 格型号国别及厂商出 厂 编 号出厂日期设 备 来 源 设备定位点到 货日期技术验收期限人民币技术资料份数价格外币说明书份数质量保证期索赔期限配套设备序号 名称型号规格数入库主管工程师签量存放位置字时间12 3 4 5 678铸铁平板91011121314151617181920212223242526272829304 / 124铸铁平板以上表格如未满足需要,请自行添加附件、备件序号名称型号规格数量入库主管工程师存放位置签字时间123456789101112131415161718195 / 125铸铁平板20设备所附技术资料及说明书序号名称页数版别有/无/不适用保管人〔电子、拷贝〕〔一〕主机系统产品合格证生产许可证使用说明书4安装手册5维护手册6根底图册装箱明细单8安装报告9保修卡10平安手册故障排除手册12〔二〕控制系统软件安装光盘系统恢复光盘3安装手册4使用手册5维护手册●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用●有○无○不适用6 / 1267 / 127∧故障排除手册 7主管工程师验收信息铸铁平板●有○无○不适用外观是否完好:是□规格型号是否与投标文主否□件一致:是□否□配件数量是否与合同一参数配置是否与投标文管安 致:是□否□件一致:是□否□装 整机现是否可投入试使设备是否进行过现场使及工试用:是□否□用培训:是□否□使程 用设备安装后有何建议、要求及意见:期师 验日期:设备试用期中发现有何需要改良的建议、要求及意见: 各参数是否与安装及试使用期时一致:是□否□各性能是否与使用说明书完全符合:是□否□∨ 整机现已正式投入正常使用:是□否□果10天 正 式使结用期收签名: 后铸铁平板签名:日期:设备现场图片技术指标验收设计技术指标实际测试技术指标8 / 128铸铁平板验收记录:9 / 129铸铁平板10 / 1210验收结论:铸铁平板设备主管工程师技术部门负责人参加验EHS部门收人运营部门员采购部门签字总工程师常务副总提供平安手册、提供平安操作规程、符合平安标准;已提供设备相关文档实际到货与合同相符,相关单据及手续齐全。
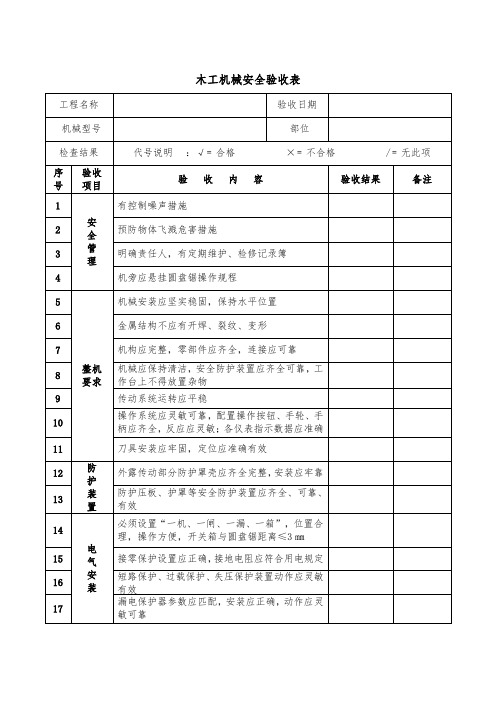
木工机械安全验收表
备注
18
电机
要求
不得使用同台电机驱动多种刃具、钻具的多功能木工
机具
19
消防
器材
圆盘锯附近必须设置足够的消防器材
20
标志
安全
设置安全防护棚
21
防止伤手标志;禁止烟火标志
安装单位意见:
安装负责人:
年 月 日
项目部意见:
(签章)
施工负责人:
技术负责人;
年 月 日
监理单位意见:
(签章)
年 月 日
木工机械安全验收表
工程名称
验收日期
机械型号
部位
检查结果
代号说明:√﹦合格 ×﹦不合格 /﹦无此项
序号
验收
项目
验 收 内 容
验收结果
备注
1
安
全பைடு நூலகம்
管
理
有控制噪声措施
2
预防物体飞溅危害措施
3
明确责任人,有定期维护、检修记录簿
4
机旁应悬挂圆盘锯操作规程
5
整机
要求
机械安装应坚实稳固,保持水平位置
6
金属结构不应有开焊、裂纹、变形
7
机构应完整,零部件应齐全,连接应可靠
8
机械应保持清洁,安全防护装置应齐全可靠,工作台上不得放置杂物
9
传动系统运转应平稳
10
操作系统应灵敏可靠,配置操作按钮、手轮、手柄应齐全,反应应灵敏;各仪表指示数据应准确
11
刀具安装应牢固,定位应准确有效
12
防
护
装
置
外露传动部分防护罩壳应齐全完整,安装应牢靠
13
防护压板、护罩等安全防护装置应齐全、可靠、有效
设备能力备查表
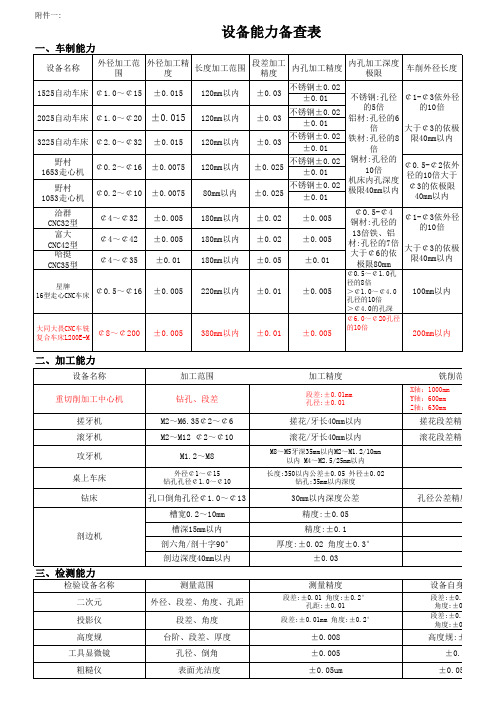
±0.01
±0.005
200mm以内
二、加工能力
设备名称 重切削加工中心机 搓牙机 滚牙机 攻牙机 桌上车床 钻床 加工范围 钻孔、段差 M2~M6.35¢2~¢6 M2~M12 ¢2~¢10 M1.2~M8
外径¢1~¢15 钻孔孔径¢1.0~¢10
加工精度
段差:±0.01mm 孔径:±0.01
铣削范围
自动车床攻 牙深度 M6~M4 13mm以内 M3~M2 10mm以内
M3-M8 20mm以内 M8-M14 35mm以内
M2~M4 20mm以内 M4~M8 40mm以内 M2~M4 20mm以内 M4~M8 40mm以内
铣削范围
搓花段差精度±0.2 滚花段差精度±0.2
孔径公差精度±0.03
设备自身精度
±0.015 ±0.0075 ±0.0075 ±0.005 ±0.005 ±0.01
不锈钢±0.02 ±0.03 ±0.01 ±0.025 ±0.025 ±0.02 ±0.02 ±0.05 不锈钢±0.02 ±0.01 不锈钢±0.02 ±0.01 ±0.005 ±0.005 ±0.01
¢0.5-¢4 ¢1-¢3依外径 铜材:孔径的 的10倍 13倍铁、铝 材:孔径的7倍 大于¢3的依极 大于¢6的依 限40mm以内 极限80mm
附件一:
设备能力备查表
一、车制能力
设备名称 外径加工范 外径加工精 段差加工 内孔加工深度 长度加工范围 内孔加工精度 车削外径长度 围 度 精度 极限 ±0.015 120mm以内 120mm以内 120mm以内 120mm以内 80mm以内 180mm以内 180mm以内 180mm以内 ±0.03 ±0.03 不锈钢±0.02 ±0.01 不锈钢±0.02 ±0.01 不锈钢:孔径 的5倍 铝材:孔径的6 倍 铁材:孔径的8 倍 铜材:孔径的 10倍 机床内孔深度 极限40mm以内 ¢1-¢3依外径 的10倍 大于¢3的依极 限40mm以内 ¢0.5-¢2依外 径的10倍大于 ¢3的依极限 40mm以内
机械设备验收记录表

设备名称: 竖焊机验收编号:验收项目验收内容验收结果设备基础结构满足运行要求机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:普通塔式起重机QTZ50 验收编号:02验收项目验收内容验收结果设备基础结构满足运行要求机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:断钢机验收编号:03验收项目验收内容验收结果设备基础/ /机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:电焊机验收编号:04验收项目验收内容验收结果设备基础/ /机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:对焊机验收编号:05验收项目验收内容验收结果设备基础/ /机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:弯曲机验收编号:06验收项目验收内容验收结果设备基础/ /机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:卷扬机验收编号:07验收项目验收内容验收结果设备基础/ /机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:SD200/200塔式升降机验收编号:08验收项目验收内容验收结果设备基础结构满足运行要求机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制设备名称:SCD200/200A施工升降机验收编号:09验收项目验收内容验收结果设备基础结构满足运行要求机械性能运行是否安全电器运行是否正常安全装置是否齐备验收结论验收人员(签字)验收日期: 年月日重庆市建设工程施工安全管理总站监制。
工程建设项目竣工验收表格(最全271页)

附录A交工技术文件用表格式清单SY01-001炼化总厂常减压装置常三顶瓦斯回收改造工程交工技术文件单项工程单位工程动力瓦斯残液回收工程建设单位玉门油田公司炼油化工总厂建设单位监理单位:组卷单位:项目管理部门:(公章)(公章)(公章)审核人:审查人:编制人:项目负责人:总监理工程师:项目负责人:年月日年月日年月日第卷第册SY01-00211.1设计依据1.1.1中国石油天然气股份有限公司玉门油田分公司炼化总厂技术部《玉门炼油化工总厂关于委托编制催化装置顶循脱水隐患改造、瓦斯管网残液回收、常减压装置三顶瓦斯回收方案及施工图设计委托书》(2011.04.20)1.1.2中国石油天燃气股份有限公司玉门油田分公司规划计划处《玉门油田分公司规划计划处请示批复单》(玉油司计批字(2011)第052号)。
1.1.3《炼化总厂常减压装置三顶瓦斯回收改造》方案设计。
1.1.4炼化总厂对方案预审意见。
1.2设计范围及设计内容1.2.1 在250万吨/年常减压装置内增加常顶瓦斯回收系统。
1.2.2 新建瓦斯回收系统工艺、设备、仪表、土建等相关专业进行设计。
1.3 设计原则1.3.1 严格执行国家、行业、地方的有关标准、规范、规定。
1.3.2 充分利用装置内现有位置进行合理布置,并尽量利用装置现有条件和设备,以节省投资。
1.3.3 坚持安全适用、运行可靠、节能降耗、有效减排的原则。
1.3.4 公用工程依托现有设施。
1.4 执行规范标准《石油化工企业设计防火规范》 GB50160-2008《石油化工装置设备布置设计通则》 SH3011-2000《石油化工管道布置设计通则》 SH3012-2000《爆炸和火灾危险环境电力装置设计规范》 GB50058-922常减压装置瓦斯系统现状2.1现有流程常减压装置原设计为初顶瓦斯自初顶中间罐后分两路,一路进常压炉作为燃料气,另一路经瓦斯分液罐去C3装置进行轻烃回收,特殊情况可经高放空直接排入大气。
设备基础验收模板1
中心线位置
10
8
3
4
6
2
2
深度
+20, 0
5
0
10
2
0
15
孔垂直度
10
2
8
5
10
12
3
10.预埋
活动地
脚螺栓
锚板
标高
+20, 0
中心线位置
5
带槽锚板平整度
5
带螺纹孔锚板平整度
2
共实测58点,其中合格54点、不合格4点;合格率93%
施工单位检查评定结果
经检查,该检验批中主控项目、一般项目满足规范规定和设计图纸要求,资料完整,评定为合格。
项目专业质量检查员:项目专业质量(技术)负责人:年月日
安装单位
接收意见
同意接收。
项目专业质量(技术)负责人:年月日
监理单位
验收意见
经观察和平行检查,该检验批中主控项目、一般项目满足规范规定和设计图纸要求,资料完整,评定为合格,可进入下道工序。
项目专业质量(技术)负责人:年月日
建设单位
验收意见
设备部:年月日
土建部:年月日
相关装置部:年月日
工程管理部:年月日
纪委:年月日
注:1.检查坐标和中心线位置时,应沿纵、横两个方向量测,并取其中的较大值。
2.表中一般允许偏差值的单位为mm。
验收部位
设备基础、第一段
施工单位
项目经理
专业工长
施工
班组长
施工执行标准名称及编号
混凝土结构工程施工质量验收规范(GB50204—2002)
质量验收规范的规定
施工单位检查评定记录
监理(建设)
仪器设备期间核查表格
仪器设备期间核查记录表
校验:核查:仪器设备运行检查校核结果分析
批准:审核:分析:
日期:年月日
仪器设备期间核查记录表
校验:核查:仪器设备运行检查校核结果分析
批准:审核:分析:
日期:年月日
仪器设备期间核查记录表
DYQJCC4044.5-2012
校验:核查:仪器设备运行检查校核结果分析
DYQJCC4085.5-2012
批准:审核:分析:
日期:年月日
仪器设备期间核查记录表
DYQJCC4044.6-2012
校验:核查:
仪器设备运行检查校核结果分析
DYQJCC4085.6-2012
批准:审核:分析:
日期:年月日
仪器设备期间核查记录表
DYQJCC4044.7-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.8-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.9-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.10-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.12-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.13-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.14-2012
校验:核查:
仪器设备期间核查记录表
DYQJCC4044.15-2012
校验:核查
仪器设备期间核查记录表
DYQJCC4044.18-2012
校验:核查:。
轧机设备安装
轧机设备安装轧机底座安装分项工程质量检验评定表单位工程名称:施工单位:保证项目项目质量情况1 设备必须符合设计,并具有合格证。
2 设备基础必须符合技术文件或施工验收规范的规定。
3设备安装前,必须编制中心标板、基准点及基础沉降观测点图。
安装期间定期进行沉降和偏移观测基本项目项目质量情况等级1 2 3 4 5 6 7 8 9 101 地脚螺栓的安装2 垫板的安、设极限偏差和公差项目项目极限偏差(公差)mm实测值Ⅰ级Ⅱ级 1 2 3 4 5 6 7 8 9 10 1标高根据基准点安装±0.3 ±0.5根据已安设备安装±0.1 ±0.2.52平面位置根据主要中心线安装±0.5 ±1根据已安设备安装±0.3 ±0.53标高轧机单个底座0.05/1000 0.1/1000同一台轧机两底座间0.05/1000 0.1/1000相邻两底座间0.05/1000 0.1/10004平行度单个底座相对中心线0.05/1000 0.1/1000同一台轧机两底座间0.05/1000 0.1/1000相邻两底座间0.05/1000 0.1/1000施工单位检查评定结果专业工长(施工员) 施工班组长项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人):年月日注:1、Ⅰ级适用于带钢冷轧机、带材连续轧机、管材连轧机、高速线材轧机、中厚板成品轧机等。
2、Ⅱ级适用于一般开坯机、钢坯轧机、型钢轧机、穿孔机、焊管轧机等。
适用于轧机机架安装分项工程质量检验评定表单位工程名称:施工单位:保证项目项目质量情况1 设备必须符合设计,并具有合格证。
2轧机底座的安装和地脚螺栓的紧固必须符合施工验收规范或技术文件的规定。
3 轧机基础的沉降基本趋于稳定基本项目项目质量情况等级1 2 3 4 5 6 7 8 9 101机架上的横梁和下横梁的连接螺栓或热装螺栓应符合有关规定2 机架窗口滑板安装应符合有关规定极限偏差和公差项目项目极限偏差(公差)mm实测值Ⅰ级Ⅱ级 1 2 3 4 5 6 7 8 9 10 1垂直度机架窗口面0.05/1000 0.1/1000机架窗口侧面0.05/1000 0.1/10002水平度窗口底面轧件进入方向0.05/1000 0.1/1000窗口底面垂直轧件进入方向0.05/1000 0.1/1000两机架窗口底面0.05/1000 0.2/1000立式轧机上部框架0.1/1000 0.2/10003 两架窗口中心线的水平偏移0.2/1000 0.2/10004 机架窗口在水平方向扭斜0.2/1000 0.2/10005 机架中心线偏移(根据主要中心线) ±0.5 ±0.16 机架中心线(根据已安装设备)±0.3 ±0.57 立式轧机垂直度1 机架窗口面0.1/1000 0.2/10002 机架窗口侧面0.1/1000 0.2/10003 机架水平度0.1/1000 0.2/1000施工单位检查评定结果专业工长(施工员) 施工班组长项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人):年月日注:1、Ⅰ级适用于带钢冷轧机、带材连续轧机、管材连轧机、高速线材轧机、中厚板成品轧机等。
卧式设备安装检验记录【范本模板】
SH/T 3503—J315 卧式设备安装检验记录工程名称:海正化工南通股份有限公司新建项目单元名称:三车间设备名称后馏份储罐设备位号V11317规格V=5998L注1:图中B、C、D、E为设备筒体水平度测量基准点。
注2:设备安装标高测量值为设备基础上的标高基准线到设备支座底板下表面的距离。
注3:4:L为两端测点间的距离,取L= 3200 mm。
单单位:mm项目测量部位允许值实测值项目测量部位允许值实测值支座中心位置偏差纵向±5 1 纵向水平偏差B- C3。
2 2 横向±5 1 D—E3。
2 1支座标高偏差滑动端±5 2 横向水平偏差B- D 3 2 固定端±5 1 C- E 3 2滑动端支座滑动裕量20mm螺母松开和锁紧情况螺母已松开,且锁紧检验结论:符合设计及施工规范要求建设/ 监理单位总承包单位施工单位专业工程师:日期:年月日专业工程师:日期: 年月日专业工程师:质量检查员:施工班组长:日期:年月日SH/T 3503—J315 卧式设备安装检验记录工程名称:海正化工南通股份有限公司新建项目单元名称:三车间设备名称二氯甲烷储罐设备位号V11309规格V=5998L注1:图中B、C、D、E为设备筒体水平度测量基准点。
注2:设备安装标高测量值为设备基础上的标高基准线到设备支座底板下表面的距离.注3:4:L为两端测点间的距离,取L= 3200 mm。
单单位:mm项目测量部位允许值实测值项目测量部位允许值实测值支座中心位置偏差纵向±5 2 纵向水平偏差B- C 3.2 2 横向±5 1 D- E 3。
2 2支座标高偏差滑动端±5 2 横向水平偏差B—D 3 1 固定端±5 2 C- E 3 2滑动端支座滑动裕量20mm螺母松开和锁紧情况螺母已松开,且锁紧检验结论:符合设计及施工规范要求建设/ 监理单位总承包单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:施工班组长:日期:年月日SH/T 3503-J315 卧式设备安装检验记录工程名称:海正化工南通股份有限公司新建项目单元名称:三车间设备名称亚硝酸储罐设备位号规格V=10000L注1:图中B、C、D、E为设备筒体水平度测量基准点.注2:设备安装标高测量值为设备基础上的标高基准线到设备支座底板下表面的距离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产线名称设备型号MCH350D设备供应商零件件号S00000942+05 / S00000941+05工序号
记录日期序号11.11.2
1.31.41.51.61.71.81.9
1.101.111.12
1.131.141.151.16一、通用部分1.1.4.1 车间人工采光时,照度300LX车间采光
记录人员中轻型柴油机开发项目卧式加工中心SC4H/SC7H机体钻镗铰挺柱孔,铰前端面定位孔HS机体生产线OP240输送滚道输送高度(mm)一、通用部分4.2.2.4 工件滚道高度规定为1300mm±30mm13006070X4840X428515.9一、通用部分1.1.3.4 车间为常温:-6°C~+45°C车间加工环境湿度一、通用部分1.1.3.3 空气湿度≤80%22000设备最大电流(A)车间加工环境温度(℃)一、通用部分1.1.5.1 电源:为380V±10%,50Hz,三相五线制设备电压(V)/频率(Hz)、电流(A)压缩空气一、通用部分1.1.5.2 压缩空气:使用压力≥0.45MPa设备重量(kg)一、通用部分1.1.5.3 电、水、气干线,干管均架空布置设备管线走向德国恒轮兄弟机床制造有限公司设备外形尺寸(长X宽X高)(mm)1122085设备夹具装料高度(mm)设备加工循环时间(min)一、通用部分1.4.1.3 55000纲领时的系统节拍时间:5.89min设备动力头数设备电机总数设备电机总功率(KVA)设备主轴数上海柴油机股份有限公司设备(预/终)验收检查表核对和确认设备主要技术性能参数项目名称设备名称零件名称加工内容
附件一:设备预验收基本要求检查情况记录
检查结果制造商设计要求合同和技术协议要求检查内容1.171.181.191.20
22.12.22.32.42.52.6
33.1
3.23.2.13.2.23.2.33.2.4
3.2.53.2.63.2.7
3.2.8
设置机体在夹具内的正确定位信号元件一、通用部分4.2.1.16 切削工位应便于操作工刀具调整和换刀操作
二、专用部分1.1.5 粗加工自动线原则上不作调整即可满足SC4H/SC7H两种机体的生产
无一、通用部分4.2 设备工艺要求与二、专用部分2. 工艺原则和要求一、通用部分4.4.1.3 机床内应配安全的冷光照明灯一、通用部分4.1 标准与规程定位块上加吹气小孔,并进行压力监控设备基本要求的检查设备设计和制造是否执行了规定的标准和规范过程FMEA措施实施情况检查加工挺柱孔时配置导套,控制导套间隙和导套端面至加工要素的距离设备生产率设备负荷率机床间距(mm)输送步距(mm)机体底面采用三点定位装卸刀具是否方便、安全设备部件配置和设备功能是否符合设备工艺要求是否安装了照明灯是否配置了手持式冲屑水枪是否配置了机外对刀装置须配置四、六缸机体识别装置
设备是否有足够空间便于操作人换刀须有四/六缸机体换型加工时的调整内容提示四/六缸机体换型加工时的调整内容是否简便可靠
10件/h配置机载量仪,检测两端凸轮孔位置夹具上设置推靠装置,消除定位间隙
100.00%3.2.93.2.10
3.2.11
3.2.12
3.2.133.2.143.2.153.2.163.2.173.2.183.2.193.2.20
3.33.3.1
3.3.23.3.33.3.43.3.53.3.63.3.7
一、通用部分4.2.1.6 带气雾处理装置一、通用部分4.4.1.6 带三色灯一、通用部分4.2.1.12 机床的急停按钮要放在操作工易接触到的位置(每台机床)一、通用部分4.2.1.11 正常操作时防护门不能打开。如果防护门非正常被打开,机床应立即保护性地停止工作二、专用部分2.1.1 卖方应在买方提供的附件1《设备平面布置图》,粗加工设备在区域中合理的布置设备一、通用部分4.2.2.5 提供机床布局、各类接口位置(电力、压缩空气、进排液以及机床滚道与用户滚道接口)尺寸和接口方式一、通用部分4.4.3.3 所有的仪表,如压力表、温度表、流量表等上面有标牌标出使用范围一、通用部分4.2.1.9 要合理地设置维修门和观察窗设备的安全和环保措施是否符合要求一、通用部分4.3 安全与防护一、通用部分4.2.1.15 机床上应合理布置冷却液喷嘴和各种管路,保证铁屑不会在死角堆积设备布局须符合甲方平面布置图要求是否设置了合理的维修门和观察窗冷却管路和喷嘴布置是否合理冲屑管路和喷嘴布置是否合理所有的仪表,如压力表、温度表、流量表等上面是否有标牌标出使用范围设备各种管路/管线接口尺寸、位置、方向和链接方式是否符合要求是否配置了三色灯设备旁是否安装了急停按钮以及效果检查设备防护门是否有安全措施是否配置了单机气雾处理装置
设备上是否有防止机体姿势错误的措施液压箱上是否有油标;是否便于观察液压箱上是否有温度表;是否便于观察液压系统管路上是否有测压点;是否便于测压润滑系统是否有报警装置
设备上的压力容器是否有安全检验证书设备底座地脚螺孔位置尺寸设备上是否有中文警告标记和危险源标记是否配置了设备启动声光提示装置一、通用部分3.2.1.5 设备的地基图3.3.83.3.93.3.103.3.113.3.123.3.133.3.14
3.43.4.13.4.23.4.33.4.4
3.4.5
3.53.5.13.5.23.5.33.5.43.5.5
3.5.6
设备与设备之间的接口情况一、通用部分4.2.2.5 提供机床布局、各类接口位置(电力、压缩空气、进排液以及机床滚道与用户滚道接口)尺寸和接口方式
一、通用部分4.5 电气技术要求一、通用部分4.4.1.2 自动线必须在控制面板上显示出各个工位的状态(各种模式的运行状态、故障状态)一、通用部分4.5.2.1 控制系统采用Fanuc 31i一、通用部分4.5.2.2 可编程控制器采用西门子S7-300一、通用部分4.5.3.3 有断点记忆和恢复功能一、通用部分4.5.4.1 电气控制柜加空调装置一、通用部分4.5.4.3 电箱选用标准防尘、防淋型国产优质电箱。在电箱门上安装牢固可靠的密封衬垫和门锁一、通用部分4.4 设备机械技术要求一、通用部分4.4.3.4 提供各种仪表的出厂合格证一、通用部分4.4.1.4 设备的备件和易损件便于更换和调整一、通用部分4.4.1.9 无需拆除其他零部件,就能容易地移出设备零件控制系统是否采用Fanuc 31i可编程控制器是否采用西门子S7-300控制系统是否有断点记忆和恢复功能电气控制柜是否配置了空调装置电箱防尘、防淋效果是否有效设备是否符合设备机械技术要求设备外防护、操作区域的零部件是否会伤及操作人机床电气系统的安全检查设备运动件是否有防止伤及人身安全的措施,是否有极限位置的保险装置设备保养是否安全、方便控制面板上是否显示出各个工位的状态(各种模式的运行状态、故障状态)设备控制系统是否符合电气技术要求
设备维修是否安全和方便设备导轨、丝杠是否有防护装置
设备上的易损件是否便于更换设备上的调整元件是否便于调整设备上配置的各类仪表是否有合格证
机床液压系统的安全检查其他安全要求的检查3.5.73.5.83.5.93.5.103.5.113.5.123.5.133.5.143.5.153.63.6.13.6.23.6.33.6.43.6.53.6.63.6.73.6.83.6.93.6.10夹具夹紧元件的夹紧行程、位置等是否可手动调整一、通用部分5.3 夹具允许定位面采用三点或三点以上定位,其定位位置必须满足附件中的各工序要求,并得到买方认可一、通用部分5.1 采用液压夹具一、通用部分5.6 每个夹紧点都应设有对夹紧压力的监控和报警,当压力小于设定值时,机床应该停止运行一、通用部分5.8 夹具的定位、辅助支撑、夹紧不允许损伤工件已加工表面一、通用部分5. 夹具技术要求一、通用部分4.5.6.4 电柜内有照明设备一、通用部分4.5.6.4 至少有两个220V的交流插座一、通用部分4.5.6.4 操纵台上有供便携电脑的220V的交流插座及电气控制系统的数据、程序的传输接口一、通用部分4.5.6.3 对PLC的输入和输出端必须预留20%的裕量一、通用部分5.4 工件夹紧点须设置在定位点的对应位置上一、通用部分5.19 (半)精加工夹具必须设有消除定位间隙的功能一、通用部分4.5.6.2 反馈器件选用绝对编码器一、通用部分5.20 夹具便于安装和拆卸PLC的输入和输出端是否预留了20%的裕量
设备夹具是否符合夹具技术要求操纵台上是否有供便携电脑的220V的交流插座及电气控制系统的数据、程序的传输接口一、通用部分4.5.6.5 PLC程序(梯形图)中所有的注释必须全部为中文
一、通用部分4.5.6.6 电气控制柜安置在地面,严格接地规范一、通用部分4.5.5.1 机床/自动线与电气柜之间的连接采用空中走线连接
一、通用部分5.17 夹具的易损件应便于更换和调整一、通用部分5.10 夹具的夹紧须带自锁功能一、通用部分5.9 自动线工件自动定位夹紧,并带有手动调整功能夹具上是否有消除机体定位孔与夹具定位销间隙的装置反馈器件是否选用了绝对编码器夹具定位块设置是否合理是否液压夹具夹具上的压板位置是否合理夹具易损件装拆是否方便和安全
电柜内是否有照明设备电气系统电线颜色、连接方式、布线是否规范电柜内是否至少有两个220V的交流插座
安置在地面的电气控制是否执行了接地规范设备与电气柜之间的连接是否采用空中走线连接
PLC程序(梯形图)中所有的注释是否全部为中文
夹具的夹紧元件是否带自锁功能夹具是否便于安装和拆卸
夹具的定位、辅助支撑、夹紧元件是否会损伤工件已加工表面
液压夹具每个夹紧点是否都设有对夹紧压力的监控和报警,当压力小于设定值时,机床应该停止运行