GS-AW-0009折弯工时计算标准
工时的算法——精选推荐

⼯时的算法⼯时的算法⼯资:10-11元/⼩时⼯时车床时间=(加⼯零件长度切⼊超出量)/主轴转数.主轴每转⾛⼑量铣削时间:周边长度+⼑盘直径/(进给量*转速)宽放时间=机床基础时间x0.15⼀. 将基本时间Tj、加上⼯步辅助时间Tgf、即⼯步时间TgbTgb=Tj+Tgf⼆. 将⼯步时间加上装卸零件的时间Tzx就是作业时间TzTz=Tgb+Tzx=Tj+Tgf+Tzx三. 将作业时间加上宽放时间Tkf再加上准结时间Tzj 就是单件时间Td Td=Tz+Tkf+Tzj各时间的确定1. 刨削基本时间TjTj=Be/N*fBe=B+4B:⼯作台(⼑具)在⾛⼑⽅向经过的总长度N:⼯作台每分钟往复⾏程次数⼩刨取28次/分,⼤刨取35次/分f:进⼑量,刨⽔平⾯取0.5mm,刨垂直⾯取0.5mm注:刨周边时,每个外型尺⼨⼩刨刨3次,⼤刨刨2次2. ⼯步辅助时间Tgf开.停车:0.1调整⾏程:0.2变换⾛⼑量:0.15对⼑:0.1清理铁屑:0.1⼑架搬⾓度:0.6移动上下⼑架:0.7搬⼑架:0.25装卸⼑具: 1进退⼑架:0.4试切:0.3测量:0.3注:⼩批量加⼯如⼩件刨周边按每次20件计算,⼯辅时间为单件:0.3分3. 装卸时间TzxA:单件加⼯⼩件刨坡⼝0.5分钟,其它:简单1分钟,复杂1.5分钟B:多件加⼯为0.2分钟4. 准备与结束时间TzjTzj=Tz*10%5. 单件宽放时间Tkf=(Tz+Tzj)*0.085⼩刨:B6063 ⼤刨:B6085加⼯费车基础价:15-35磨基础价:25-45铣基础价:25-45钻基础价:15-35刨基础价:15-35线割基础价:3-4/900平⽅毫⽶电⽕花基础价:10-40,单件⼀般按50/件(⼩于1个⼩时) .NC基础价:⽐普通的贵2-4倍车床15元数车80元>6140 150元/班↑≤6140 120元/班⼩台车64元/班C6140 Φ400×1000~2000 13元/时C630 Φ630×1000~2000 21元/时C650 Φ800×1500~5000 30元/时30到50 30元/时⽴车40-50元/时C5116A Φ1600 28 元/时车床加⼯⼀般精度光轴加⼯1长径⽐不⼤于10 按加⼯件⽑坯尺⼨*0.2收费(最底5元)2长径⽐⼤于10 按⼀般光轴基价*长径⽐数*0.15 3精度请求在0.05MM以内或带锥度以⼀般光轴基价*2收取4⼀般阶梯轴a以⼀般精度光轴加⼯基价*2收取b阶梯轴如带锥度,内外罗纹按⼀般精度光轴加⼯基价*3收取5 ⼀般⽤丝杠按⼀般精度光轴加⼯基价*6⼀般法兰盘类零件按材料直径*0.07收取,直径⼤于430MM的按材料直径*0.12收取。
钢板折弯价格算法
钢板折弯价格算法
1目的
统一展开计算方法,做到展开的快速准确.
2适用范围
五金模厂
3展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一.既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4计算方法
展开的基本公式: .
展开长度=料内+料内+补偿量
4.1 R=0,折弯角θ=90°(T<1.2,不含1. 2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.4T
上式中取: λ=T/4K=λ*π/2=T/4*π/2=0. 4T。
焊工工时定额标准
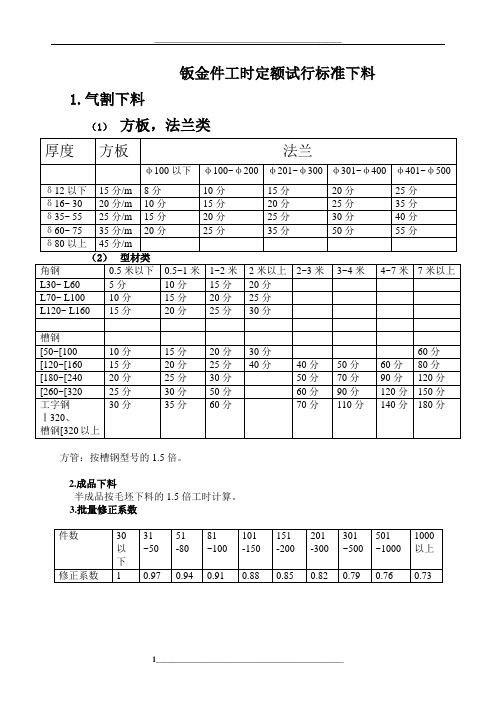
钣金件工时定额试行标准下料1.气割下料(1)方板,法兰类方管:按槽钢型号的1.5倍。
2.成品下料半成品按毛坯下料的1.5倍工时计算。
3.批量修正系数二、焊接1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,另加90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳上罩22h 22+(L-1000)/100h 24h 24+(L-1000)/100h中罩12h 12+(L-1000)/100h 14h 14+(L-1000)/100h下罩32h 32+(L-1000)/100h 34h 34+(L-1000)/100h GTD45等斗提机110h/t。
宽度大于500mm的100n/t。
3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m。
6、平台类带花纹板的,系数为1;不带花纹板的,系数为0.8。
槽钢、角钢按每平方规格[80 [100~120 [140~[160 [180~[200 [220~[250工时/平方4h 4.5h 5h 5.5h 6h注:空格小于等于1200mm*1200mm的每平方减0.5h。
空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。
7、支柱类筋板底座(长+宽)/2≤450 (长+宽)/2>4502h 3h斜筋板底座(长+宽)/2≤450 (长+宽)/2>4503h 4.5h不带筋板的底座顶板1h斜不带筋板的底座顶板 1.5h规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米150分钟/米165分钟/米总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。
折弯展开尺寸计算
折弯展开尺寸计算折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。
展开的定义和折弯常识★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现施压;下动式:上部机台固定不动,由下工作台上升实现施压。
★工艺特性1.折弯加工顺序的基本原则:l由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。
2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法<1>直角展开的计算方法当内R角为0.5时折弯系数(K)=0.4*T,前提是料厚小于5.0MM,下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法当R=0.5时的展开计算A+B+K=展开K= 1800-2/900 ×0.4a=所有折弯角度<3>锐角展开的计算方法.900折弯展开尺寸=L1+L2-2T+折弯系数(K)。
当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180—@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用模具将折弯角度折到约300-650.。
折弯展开计算标准[详]
![折弯展开计算标准[详]](https://img.taocdn.com/s3/m/0de8b89ef46527d3240ce0f5.png)
产品展开计算标准一.目的统一公司部标准,使产品展开快速标准,使公司部产品制作,测量标准统一.二.适用国本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,层受到压应力,理论上外层之问有一既不受拉也不受压的过渡层--------- 中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小, 中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐漸向弯曲中心的侧移动.中性层到板料侧的距离用A表示。
(图1)「门折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及帶度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法・1・一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角.钝旬和锐角.(如图2)一次折两道弯------- 压锻差. 此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如2.图3 )3. 压死边.此种折弯也须用特殊模来完戚・(如图4)图44・大R圆弧折弯。
些种折弯如R在一定国,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5 )这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA (天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L 1o如图6 :折弯高度H的经验值根据产品形状有如下三种(以9 0度为例,钝角和锐角与直角相近相似八1・简单的9 0度单边折弯。
折弯系数表
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
折弯系数表
折弯系数表一、目的
为了统一所有展开尺寸的计算方法,以方便加工。
二、适用范围
所有薄板类和圆钢类的展开
三、展开尺寸的计算方法
1.薄板类的展开尺寸计算方法。
1.2镀锌板、电解板和不锈钢板与冷轧板的系数一样。
1.3铝板与铜板的系数一样,系数是冷轧板相对应料厚和角度的系数再减0.2,如冷轧板δ
2.0折弯90°
的系数是3.4,则铝板或铜板δ2.0折弯90°的系数是3.2,以此类推。
1.4压死边的展开尺寸公式L=A+B-0.5δ(如图2)
1.5压台阶的展开尺寸公式L=A +0.3δ(如图3)
2.
3.
4.以上系数表适合于折弯内圆角≤δ或φ,>δ或φ则按中性层计展开尺寸。
(完整版)钣金折弯展开计算
展开的计算法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。
标准工时计算
标准工时计算一、目的:为了更好地控制生产的人员及产量,使之处于最佳配置状态,真正达到“高产、低消耗”之目的。
“ρ”(以单位产量计)。
1、标准工时的计算方法:2.1标准工时的定义:2.1.1所有产品的标准工时,都是由产品原料加工,组装测试、检查及包装等各道工序所消耗的时间总计,而所谓公司标准则是参照国际标准局有关对人体研究而得出的人类平均劳动强度值,以结合本公司的实际状况(即以公司的一个中等熟练程度的操作工人的操作时间为基础)而定出的标准。
2.1.2公司的标准工时,最主要由下列几大工序的标准工时组成,即:零件加工、SMT、手插机、过波峰炉、执锡、PCB检测、组立预加工、装配、检查测试、包装这十大工序的标准时间所组成。
而这几大工序的标准工时,又建立在单件标准时间的基础上。
2、基本公式及相关公式:3.1标准工时=实际时间×(1+宽裕率)(一般宽裕率为实际时间的18%~24%)宽裕时间宽裕率=×100%实际时间3.2工位平均时间:记为“T平”计划内有效工作时间T平=生产计划数3.3生产工位数,记为“N”标准工时N=工位平均时间3.4生产性:当天产量×标准工时×100%生产性=当天工作时间×出勤人数3.5编程效率记作“ρ”实际生产时间(单位产品)×100%ρ=标准工时各操作者过程时间之总和3.6平衡率=×100%(平衡误差±1.5秒)最大过程时间×操作人数ε完成台数3.7生产达成率=×100%ε生产预定台数3.8生产线不平衡损失率=1-生产线平衡率3.9不平衡率损失最高的工位时间×合计人数-各工序时间的合计3.10节拍时间TC=实际作业时间/生产量直通良品台数3.11直通良品率=×100%完成台数当日出勤人员3.12出勤率(就劳率)=×100%LINE在籍人员标准工时×计划日产量3.13PAC-1(计划人数)=×(1+宽裕率)(宽裕率设定为15%)日稼动时×有效率×就劳率计划日产量3.14人均日产量=PAC-1。
-2016-工时定额计算标准
机械加工工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(k m T机+nT 吊+T 装卸)k 2式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数, k 2=1 (n=1);k 2=0.55(n=2)2.机动时间:T 机2.1. 方料:式中: H -板厚mm2.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4.方管:式中:H —方管外形高mmH 0—方管内腔高mmB 0—方管内腔宽mm3.吊料时间:4.装卸料时间及其它时间:综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min )n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)1.5 材料加工难度系数T 机 = k BH20T 机= D 24T 机= D — d 02 24 10000 T 机= H — H 0*B 0 20 8000 T 吊=L 1000T 装卸=0.12+L +D 1800840二.剪板冲压折弯工时定额计算标准1.剪板工时定额计算方法A.剪板单件工时定额:a —每块工时系数、见表b —剪角次数B. 剪板去毛刺T 毛剌:(min )T 毛剌 =0.3 + L/400 L-处理长度C. 剪板校正T 校:(min )2.冲压T 冲(min ):T 冲=a3.折弯工时定额计算方法折弯工时定额T 折(min ):T 折=Σa iT= k* ( a + ba)3注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5) ↓ 准备工时三.风割焊接工时定额计算标准1.风割1.1 风割工时:T 风割(min )公式:1.2 修磨去割碴工时: T 修磨= T 风割 / 22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中: T 01—装卸基本工时;(取T 01=0.2);n-- 工件数 B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊(min ) T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC式中: T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;T 风割= 风割线长度×3+1.5 VLΣ--焊缝长NC---焊接参数调节次数注:1、小件装卸与点焊工时合并,统称点焊工时;2、圆周焊每翻转90°为一次翻转次数;3、圆周焊每180°为一条焊缝;4、水平直条焊缝毎150mm折一条焊缝;超过部份按其折箅焊缝条数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海捷赛机械有限公司
文件类型:工艺工程作业文件
折弯工时计算标准
文件编号DOCUMENT NO.:
GS-AW-0009
PAGE 1 OF 4 REV 00
※※ 本文件属于生产工艺管制文件非经允许不得拷贝列印 ※※
****** 目录 ******
项目 ITEM 内容 DESCRIPTION 页次 PAGE
目录 1
修订记录 2
1 目的 3
2 适用规范 3
3 内容 3
编制 审核 批准
签名 黄祖华
日期 2012/7/29
上海捷赛机械有限公司
文件类型:工艺工程作业文件
折弯工时计算标准
文件编号DOCUMENT NO.:
GS-AW-0009
PAGE 2 OF 4 REV 00
※※ 本文件属于生产工艺管制文件非经允许不得拷贝列印 ※※
****** 修订记录 ******
版次 修改日期 修改摘要 批准人
00 新版发行
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
上海捷赛机械有限公司
文件类型:工艺工程作业文件
折弯工时计算标准
文件编号DOCUMENT NO.:
GS-AW-0009
PAGE 3 OF 4 REV 00
※※ 本文件属于生产工艺管制文件非经允许不得拷贝列印 ※※
一、目的
统一折弯工时计算,以便安排生产计划,进行标准成本核算。
二、适用范围
上海捷赛机械有限公司生产工艺。
三、内容
3.1 折弯工时定义及其组成项目
3.1.1 折弯工时指生产车间进行折弯加工所发生的人工工时。
3.1.2 折弯工时由准备工时、操作工时和辅助上下料工时组成。
3.1.3 准备工时指熟悉工艺文件、领取材料、调整折弯机等所消耗的时间。
3.1.4 操作工时指进行折弯所消耗的时间。
3.1.5 辅助上下料工时指进行上下料所消耗的时间。
3.2 折弯工时各组成项目的计算规定
3.2.1 准备工时只考虑零件种类,即每种零件计算1次准备工时。
3.2.2 操作工时以单个零件的折弯总刀数来计算,即折弯1个零件的所有刀数产
生1次折弯加工工时,须考虑总刀数、刀的速度、厚度系数和重量系数。
3.2.3 操作工时根据材料厚度不同设置定额工时,以2mm厚度的钢板作为计算标
准,其余依对应厚度系数修正,详见附表1。
3.2.4 操作工时根据材料重量不同设置定额工时,以10kg及其以下的钢板作为
计算标准,其余依对应重量系数修正,详见附表2。
3.2.5 辅助上下料工时根据钢板重量不同设置定额工时,以10kg及其以下的钢
板作为计算标准,其余依重量系数修正,详见附表2。
3.3 折弯工时组成项目与分类
单位标准工时
组成项目 计算参数 分配工时 计算公式 说明
准备工时 每种 16分钟/种 16分钟 不考虑重量和厚度系数
操作工时 零件总刀数 0.25分钟/刀 刀数*0.25 重量和厚度系数均考虑
辅助上下料工时 件数 0.5分钟/件 0.5*件数 以10kg及其以下为标准,
只计算重量系数
注意:由计算公式算出的时间均以分钟为单位。
上海捷赛机械有限公司
文件类型:工艺工程作业文件
折弯工时计算标准
文件编号DOCUMENT NO.:
GS-AW-0009
PAGE 4 OF 4 REV 00
※※ 本文件属于生产工艺管制文件非经允许不得拷贝列印 ※※
3.4 计算厚度系数的规定
附表1 厚度系数(1T=1mm)
2T/2.5T 3T/3.5T 4T/4.5T 5T 6T 8T 10T/12T
1 1.2 1.3 1.4 1.6 2 2.5
注意:操作工时须计算厚度系数,准备工时和辅助上下料工时不考虑厚度系数。
3.5 计算重量系数
附表2 重量系数
0-10kg 10-20kg 20-30kg 30-40kg 40-60kg 60-100kg 100kg以上
1 1.2 2 2.5 3 4 4.5
注意:操作工时和辅助上下料工时均考虑重量系数。
3.6 计算折弯工时工艺作业
3.6.1 对《生产加工明细表》中每个料号有折弯工序的产品进行计算。
3.6.2 采用统一的《标准工时计算表》计算并将计算出的工时数据填入《生产加工明细
表》中的对应单元格。
3.7 修改文件内容的规定:只有经生产工艺部门会议通过,方可对文件内容进行修改,任何
个人不可私自撰改。