氨氮废水处理技术的研究及应用现状
污水及废水氨氮去除处理工艺液膜法分析与设计实施方案(附:14种氨氮污水处理方法优缺点与选择原则)

污水及废水氨氮去除处理工艺液膜法分析与设计实施方案(附:14种氨氮污水处理方法优缺点与选择原则)一.液膜法1、概述:许多人认为液膜分离法有可能成为继萃取法之后的第二代分离纯化技术,尤其适用于低浓度金属离子提纯及废水处理等过程。
乳状液膜法去除氨氮的机理是:氨态氮(NH3-N)易溶于膜相(油相),它从膜相外高浓度的外侧,通过膜相的扩散迁移,到达膜相内侧与内相界面,与膜内相中的酸发生解脱反应,生成的NH4+不溶于油相而稳定在膜内相中,在膜内外两侧氨浓度差的推动下,氨分子不断通过膜表面吸附,渗透扩散迁移至膜相内侧解吸,从而达到分离去除氨氮的目的。
通常采用硫酸为吸收液,选用耐酸性疏水膜,NH3在吸收液-微孔膜界面上为H2SO4吸收,生成不挥发的(NH4)2SO4而被回收。
已经对膜吸收法中膜的渗漏问题进行了研究,并发现较高的氨氮和盐量能有效抑制水的渗透蒸馏通量。
该法具有投资少、能耗低、高效、使用方便和操作简单等特点,此外膜吸收法还有传质面积大的优点和没有雾沫夹带、液泛、沟流、鼓泡等现象发生。
2、土壤灌溉:土壤灌溉是把低浓度的氨氮废水( < 50mg/ L)作为农作物的肥料来使用,既为污灌区农业提供了稳定的水源,又避免了水体富营养化,提高了水资源利用率。
西红柿罐头废水与城市污水混合并经氧化塘处理至11mg 氨氮/ L 后用于灌溉,氨氮可完全被吸收;马铃薯加工厂废水也用于喷淋灌溉,经测定25mg 氨氮/ L 的排放水中有75%的氨氮被吸收。
只需占总面积5%的水稻田就可以吸收该地区所有排污渠中一半的氨氮负荷。
但用于土壤灌溉的废水必须经过预处理,去除病菌、重金属、酚类、氰化物、油类等有害物质,防止对地面、地下水的污染及病菌的传播。
二.氨氮污水处理技术分析与选择原则1、氨氮污水的处理技术都有各自的优势与不足:生物法处理氨氮污水较稳定,但一般要求氨氮浓度在400 mg/L以下,总氮去除率可达70%~95%,是目前运用最多的一种方法。
水体中氨氮去除技术研究进展

第49卷第8期2021年4月广州化工Guangzhou Chemical IndustryVol.49No.8Apr.2021水体中氨氮去除技术研究进展贺琳杰,屈撑囤(西安石油大学化学化工学院,陕西西安710065)摘要:含氨氮废水作为一种难处理污水,对其进行有效处理一直是国内外环境工程领域研究的热点。
由于其组成的复杂性,使传统处理技术难以满足高氨氮废水的处理需要。
本文讨论并总结了硝化反硝化法、化学沉淀法、电渗析法和液膜法等新型氨氮处理技术特点。
针对高浓度氨氮废水中氨分子在较高温度与较高pH值条件下易于从水中挥发的特点,分析对比了氨氮处理联合装置优势,展望了氨氮废水处理研究方向。
关键词:氨氮;水;硝化;反硝化中图分类号:X703文献标志码:A文章编号:1001-9677(2021)08-0017-04Research Progress on Removal Technology of Ammonia Nitrogen in WaterHE Lin-jie,QU Cheng-tun(College of Chemistry and Chemical Engineering,Xi'an Shiyou University,Shaanxi Xi'an710065,China)Abstract:As a common domestic sewage,ammonia-c ontaining wastewater is relatively difficult to treat in the field of industrial production.Its treatment technology has always been the focus of research in the field of environmental engineering at home and abroad(effective treatment of it has always been the focus of research in the field of environmental engineering at home and abroad).Traditional treatment technology is increasingly difficult to meet the needs of high ammonia nitrogen wastewater treatment.Based on the analysis and research of traditional ammonia nitrogen removal technology,nitrification and denitrification,selective ion exchange,breakpoint chlorination,and chemical advantages and disadvantages of new ammonia nitrogen treatment technologies such as precipitation method,blow-off method,catalytic wet oxidation method,electrodialysis method and liquid membrane methodwere discussed and summarized.On this basis,in view of the characteristics of ammonia molecules in high-concentration ammonia-n itrogen wastewater that were easy to volatilize from the water under the conditions of higher temperature and higher pH value,the combined device designed for ammonia nitrogen treatment was further analyzed and compared,and the research direction was prospected.Key words:ammonia nitrogen;water area;black smell;nitrification and denitrification;treatment technology氨氮废水是生活中中最常见的污染物之一,常以游离氨(NH3)和钱离子(NH:)形态存在于水中,是引起水体富营养化以及环境污染的重要污染物之一⑴。
氨氮废水处理技术介绍(详解)

氨氮废水处理技术介绍(详解)氨氮废水的一般的形成是由于氨水和无机氨共同存在所造成的,废水中氨氮的构成主要有两种,一种是氨水形成的氨氮,一种是无机氨形成的氨氮,主要是硫酸铵,氯化铵等等。
氨氮废水主要来自化工、冶金、化肥、煤气、炼焦、鞣革、味精、肉类加工和养殖等行业。
排放的废水以及垃圾渗滤液等。
氨氮废水对鱼类及某些生物也有毒害作用。
另外,当含少量氨氮的废水回用于工业中时,对某些金属,特别是铜具有腐蚀作用,还可以促进输水管道和用水设备中微生物的繁殖,形成生物垢,堵塞管道和设备。
处理氨氮废水的方法有很多,目前常见的有化学沉淀法、吹脱法、化学氧化法、生物法、膜分离法、离子交换法以及土壤灌溉等。
一、化学沉淀法化学沉淀法又称为MAP沉淀法,是通过向含有氨氮的废水中投加镁化物和磷酸或磷酸氢盐,使废水中的NH4﹢与Mg²﹢、PO4³﹣在水溶液中反应生成磷酸按镁沉淀,分子式为MgNH4P04.6H20,从而达到去除氨氮的目的。
磷酸按镁俗称鸟粪石,可用作堆肥、土壤的添加剂或建筑结构制品的阻火剂。
反应方程式如下:Mg²﹢+NH4﹢+PO4³﹣=MgNH4P04.6H20影响化学沉淀法处理效果的因素主要有pH值、温度、氨氮浓度以及摩尔比(n(Mg²﹢):n(NH4﹢):n(P04³-))等。
化学沉淀法的优点是当氨氮废水浓度较高时,应用其它方法受到限制,如生物法、折点氯化法、膜分离法、离子交换法等,此时可先采用化学沉淀法进行预处理;化学沉淀法去除效率较好,且不受温度限制,操作简单;形成含磷酸馁镁的沉淀污泥可用作复合肥料,实现废物利用,从而抵消一部分成本;如能与一些产生磷酸盐废水的工业企业以及产生盐卤的企业联合,可节约药剂费用,利于大规模应用。
化学沉淀法的缺点是由于受磷酸铁镁溶度积的限制,废水中的氨氮达到一定浓度后,再投人药剂量,则去除效果不明显,且使投入成本大大增加,因此化学沉淀法需与其它适合深度处理的方法配合使用;药剂使用量大,产生的污泥较多,处理成本偏高;投加药剂时引人的氯离子和余磷易造成二次污染。
氮肥行业高氨氮废水处理工艺应用及研究进展
( S o u t h C h i n a I n s t i t u t e o f E n v i r o n m e n t a l S c i e n c e s , ME P, G u a n g z h o u 5 1 0 6 5 5 , C h i n a )
业 的飞速 发展 在极 大地 促 进农业 增 产 的 同时 .也对
2 0 1 3年 2月
I n d u s t i r a l Wa t e r T r e a t me n t
F e b . . 2 0 1 3
氮肥行 业高氨氮 废水 处理工艺应用及研 究进展
骆其金 , 谌 建 宇, 叶 万生 , 庞 志华 , 王 振 兴
( 环 境保 护部 华 南环境 科 学研 究所 , 广 东广 州 5 1 0 6 5 5 )
b a s e o n t o t l a a mmo n i a a mo u n t c o n t r o l i n 1 2 t h i f v e — y e a r p l a n p e io r d . I t i s c o n s i d e r e d t h a t a c c o r d i n g t o t h e d i f f e r e n t o f
de ni t r i i f a t ; n n
ห้องสมุดไป่ตู้氮肥 工业 是 我 国重 要 的 工业 行 业 . 2 0 1 0年 我 国
随着 国家“ 十 二 五” 氨 氮减 排任务 的启 动 以及 废 水 中氮排 放标 准 的 日益严格 .如何 经济 有效地 去 除
膜集成技术处理氨氮废水的应用研究
从 表 2可 以看 出 , 过 采用 两 种 方法 对 废 水 处 通
表 1 样品废水的主要指标
理后均能不 同程度地降低水体 中的悬浮物杂质 , 其 最 低 去除率 分别 为 7 .9 和 9 .7 。 19 % 95 %
选 用膜 法 预处 理 处 理后 , 出水 浊 度 可 以维 持 在 0 5 T 以下 , 以保 证 反 渗 透 系统 长 期 稳 定 的 运 .F U 可
摘
要
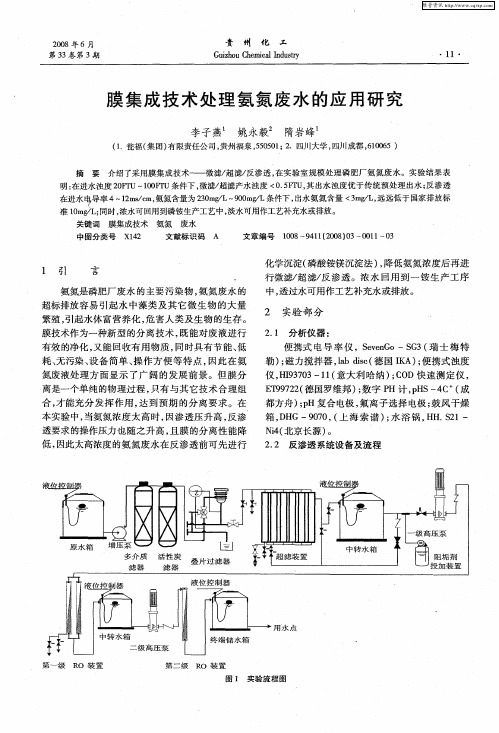
介绍 了采用 膜集成 技术——微滤/ 滤/ 超 反渗 透 , 在实验 室规模 处理磷 肥厂 氨氮 废水 。实验 结果 表
明: 在进水浊度 2 F U~10 I 0T 0 F’ U条件下 , 微滤/ 滤产水浊度 < .F U, 出水浊 度优于传 统预 处理 出水 ; 超 05 r 其 反渗 透 在进水 电导率 4~1 m / m, 2 sc 氨氮含量为 20 / 3 mgL~90 / 0 mgL条件下 , 出水氨氮含 量 <3 / 远远低 于 国家排放 标 mgL,
2 实验 部 分
2 1 分 析仪 器 : .
便携式 电导率 仪 ,Svn o—S 3 瑞 士 梅特 eeG G( 勒 )磁力搅拌器 , bd c 德 国 t a ; ; l i ( a s K ) 便携式浊度 仪 , I30 — 1 意大利 哈纳 ) C D快 速测定仪 , H9 73 1 ( ;O
氮废液处理方面显示 了广 阔的发展前景。但 膜分 离是一 个单 纯 的物 理过 程 , 只有 与 其 它技 术 合 理 组
合 , 能充 分 发挥 作 用 , 到 预 期 的分 离 要 求 。在 才 达
E 97 2 德 国罗维邦) 数字 P T9 2 ( ; H计 ,H 一 C 成 p S 4 (
电渗析法氨氮废水处理技术在我公司的应用
[ 作者简介 ] 童 庆 慧 ( 1 9 7 1 一) , 女, 浙 江 宁海 人 , 工 程师 1 9 9 4年毕业于齐齐哈尔轻工学院化学工程专业。
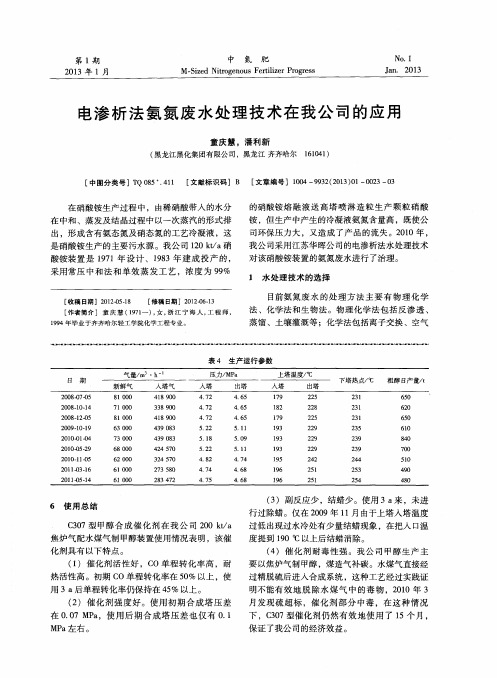
表 4 生产运行参数
6 使 用总 结
( 3 ) 副反 应少 ,结 蜡少 。使用 3 a 来 ,未进 行 过除 蜡 。仅 在 2 0 0 9年 1 1 月 由于 上塔人 塔 温度 过低 出现过水 冷处 有少 量结 蜡现象 ,在 把人 口温 度 提到 1 9 0℃ 以上后 结蜡 消 除 。 ( 4 ) 催 化 剂 耐 毒 性 强 。我 公 司 甲醇 生 产 主
MP a 左右。
・
2 4・
中 氮 肥
第 1期
吹脱 、化 学沉 淀 、折 点氯 化法 、电渗析 、电化 学 处理 、催 化分解 等 。 我公 司于 2 0 0 8年 及 2 0 0 9年 对 内蒙 、四川 、 山东 及江 苏 的同类 型企业 和环保 工程 公 司进行 了 考察 ,发 现 目前 应用 在硝 酸铵或 硝 酸盐生 产装 置 上 的水 处 理技 术 主要 是 徐 州 水 处 理所 的 A / B法
浓度低 ,在 5 %一 6 % ,最高 能到 8 % ,但是 不 稳
定且对填料要求高 ;处理氨氮质量浓度在 5 0 0 0 m g / L以上 的废 液效果 不是 很好 。
1 . 3 2种 技 术的 比较
2种 氨氮废 水处 理 技术 都 是新 技 术 。从 主要 设备使 用周 期上 看 ,2种技 术 差不 多 ,A / B艺经过实践证 明不能有效地脱 除水煤气 中的毒物 ,2 0 1 0年 3 月发现硫 超标 ,催化剂 部分 中毒 ,在 这种情况 下 ,C 3 0 7型催化剂仍然有效地使用了 1 5个月 ,
高效节能的高浓度氨氮废水处理成套技术
摘要:本文介绍了多套高浓度氨氮废水处理技术:汽提精馏脱氨成套技术、双效节能汽提脱氨成套技术、蒸汽循环汽提脱氨成套技术、超重力汽提脱氨成套技术。
所开发的高浓度氨氮废水处理技术已经应用于实际的工业废水处理中,为高浓度氨氮废水的处理提供了新型高效的处理技术。
关键词:高浓度氨氮废水;汽提精馏;双效节能;蒸汽循环;超重力技术1、引言当前我国工业企业所排出的废水种类众多,废水总量很大,其中仅氨氮废水一项其氨氮年排放量超过30万吨。
大量的氨氮排放不仅严重污染环境,而且造成巨大资源浪费。
一般情况下,对于低浓度氨氮废水一般可以采用生化处理,其处理费用较低。
但是,对于多数工业企业来说,其氨氮废水中氨氮浓度很高(最高可达几万毫克/升),无法进行生化处理,需要首先对氨氮废水进行脱氨处理。
当前,大部分氨氮废水处理技术是将废水中的氨氮定义为污染物,一般对其采用反应转化方式,即采用去除的方法达到降低废水中氨氮的目的,没有实现氨氮的资源化回收利用。
例如:硝化反硝化法、折点加氯法、反应沉淀法等。
我们在研究开发高浓度氨氮处理技术过程中没有简单地将废水中氨氮定义为污染物,而是将其定义为可回收利用的资源。
实现氨氮废水中氨氮的资源化回收利用,不仅可以实现污染物的减排,同时可以利用所回收的资源补偿一部分废水处理的费用,降低氨氮废水处理综合成本。
鉴于此指导思想,我们在多年废水脱氨技术研究成果及项目实施实践经验的基础上,结合最新研究开发的节能降耗技术及装备研究成果,以效率高、技术成熟度好的蒸汽汽提脱氨技术为基础,针对传统蒸汽汽提废水脱氨技术中存在的蒸汽耗量大(一般为250~300kg/吨废水),废水处理单耗高的难题,采用创新性工艺流程设计、高效脱氨技术及设备、节能降耗技术及设备等,通过研究攻关,开发了适合于多种工况的氨氮废水处理技术,并付诸工业化应用。
现已完成的氨氮废水处理工业化装置已经有十几家,包括外资企业、中石化、国内大型农药企业等。
我们开发的高效节能的高浓度氨氮废水处理成套技术特点如下:(1)脱氨效率高。
MAP法处理高浓度氨氮废水技术研究进展
等行业 以及垃圾渗滤液等。2 0世纪 8 0年代以后 , 随着氮 污染 问题 的 日趋 尖锐 以及公众 环保 意识 的加
Re e c o r s n Tr a m e fHi h Ste g h Am mo i - t o e ase s ar h Pr g e s o e t nto g r n t n a Nir g n W twat r b AP e yM
Z A G Q n A G Bnb ,P N S u.i ,Z A G Z i H N i ,Y N i.i n A h i u H N h x
将 N 4 废水 中分 离 、脱 出或排 人 大 气 ,或 进 人 H+从
有色金 属化 学冶金 、化 肥 、味精 、 肉类加 工和养 殖
后 续处 理工序 ,如 吹脱法及 离子 交换法 。这 些方 法 带来 N 4 N的 二 次 污 染 和 氮 资 源 的 浪 费 。其 中 , H+ .
吹脱 法脱 氮 效 果 虽 好 ,但 能 耗 也 大 ,尤 其 是 汽 提 法 J 。而 MA P法 ( 即磷 酸 铵 镁 沉 淀 法 ) 可 以将
4 04 ) 0 0 5 ( 重庆 大学城市建设与环境工程学 院,重庆
摘要 :MA P法 ( 酸铵镁 沉淀法)是去除废 水 中高浓度氨 氮的一种有效技术。本文叙述 了 M P法去除废 水 中氨 氮的 磷 A
反应机理 ,分析 p H值 、物质摩 尔比 ,反应 时间等影响 因素。该 方法具有去 除率高、反应速度 快、受外界环 境影响 小
Ab ta t h to fm gei m oim popae( P i a fcc u eho g e oeh h segho sr c :T eme do an s m a m n hsht MA ) s neqai st nl yt rm v i t nt f h u u l o c o o r g
高氨氮废水处理技术
氨氮废水处理技术高氨氮废水如何处理,我们着重介绍一下其处理方法:一、物化法1. 吹脱法在碱性条件下,利用氨氮的气相浓度和液相浓度之间的气液平衡关系进行分离的一种方法,一般认为吹脱与湿度、PH、气液比有关。
2. 沸石脱氨法利用沸石中的阳离子与废水中的NH4+进行交换以达到脱氮的目的。
应用沸石脱氨法必须考虑沸石的再生问题,通常有再生液法和焚烧法。
采用焚烧法时,产生的氨气必须进行处理。
3.膜分离技术利用膜的选择透过性进行氨氮脱除的一种方法。
这种方法操作方便,氨氮回收率高,无二次污染。
例如:气水分离膜脱除氨氮。
氨氮在水中存在着离解平衡,随着PH升高,氨在水中NH3形态比例升高,在一定温度和压力下,NH3的气态和液态两项达到平衡。
根据化学平衡移动的原理即吕.查德里(A.L.LE Chatelier)原理。
在自然界中一切平衡都是相对的和暂时的。
化学平衡只是在一定条件下才能保持―假若改变平衡系统的条件之一,如浓度、压力或温度,平衡就向能减弱这个改变的方向移动。
‖遵从这一原理进行了如下设计理念在膜的一侧是高浓度氨氮废水,另一侧是酸性水溶液或水。
当左侧温度T1>20℃,PH1>9,P1>P2保持一定的压力差,那么废水中的游离氨NH4+,就变为氨分子NH3,并经原料液侧介面扩散至膜表面,在膜表面分压差的作用下,穿越膜孔,进入吸收液,迅速与酸性溶液中的H+反应生成铵盐。
4.MAP沉淀法主要是利用以下化学反应:Mg2++NH4++PO43-=MgNH4PO4理论上讲以一定比例向含有高浓度氨氮的废水中投加磷盐和镁盐,当[Mg2 + ][NH4+][PO43 -]>2.5×10–13时可生成磷酸铵镁(MAP),除去废水中的氨氮。
5.化学氧化法利用强氧化剂将氨氮直接氧化成氮气进行脱除的一种方法。
折点加氯是利用在水中的氨与氯反应生成氨气脱氨,这种方法还可以起到杀菌作用,但是产生的余氯会对鱼类有影响,故必须附设除余氯设施。
高浓度氨氮工业废水应用厌氧氨氧化技术处理的可行性分析
高浓度氨氮工业废水应用厌氧氨氧化技术处理的可行性分析【摘要】在氨氮工业废水的处理过程中通常都会采用厌氧氨氮氧化技术进行处理。
厌氧氨氮氧化技术是一种新型的生物脱氮技术,在对工业氨氮废水的处理过程中有非常好的效果。
在处理过程中不需要添加任何其他的有机物质和碳源,而且反应过程中产生的污泥量非常小,所以厌氧氨氮氧化技术具有有非常实用的工艺价值。
近年来,这种工艺技术的应用已经也来越广泛。
本文对于这种处理技术的当前发展现状进行了介绍,并结合工作经验对于处理过程中的一些处理的原理及可行性进行了分析,希望能对工业氨氮废水的处理有所帮助。
【关键词】工业废水处理;高浓度氨氮废水;厌氧氨氮氧化技术;可行性分析随着当前环境污染问题的加剧,对于工业废水的处理问题已经成为社会关注的焦点。
在对工业废水的处理过程中氨氮的含量是处理结果的一个重要观察指标。
这也是我国环境保护所面临的一个挑战,如何有效的减少工业废水的氨氮含量。
目前在工业废水的处理过程中,主要是应用硝化/反硝生物脱氮技术进行处理的。
应用这种处理方法虽然与传统的物理或者化学方法相比具有一定的优势,但是由于在反应过程中需要的能量较高造成能耗严重,而且处理效率低,产生的污泥量大。
厌氧氨氮氧化技术的出现对于这些问题的解决提供了一种良好的途径。
该技术在上个世纪90年代开始在工业废水的处理中应用的[1],主要是针对高浓度的工业废水进行处理应用。
本文对于工业废水中常见的氨氮、有机物等物质对氨氮厌氧菌的影响进行了分析,并推应用氨氮氧化技术在工业废水处理中应用的可行性进行了探讨。
1、厌氧氨氮氧化技术的概念及应用现状厌氧氨氮氧化技术(anaerobic ammonium oxidation,Anammox)是一种新兴的工业废水处理技术。
这以技术在反应过程中主要是指在反映环境厌氧或者缺氧的状况下,经过厌氧氨氮氧化的微生物以溶液中的NO2—N作为直接的受体,将周围的NH4+-N直接氧化为氮气的生物化学过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氨氮废水处理技术的研究及应用现状【摘要】氨氮是我国水体污染总量控制的重要指标,来源广泛,具有一定的危害性。
本文针对不同的氨氮处理方法及其适用的氨氮废水类型进行探讨,形成综述,以供今后氨氮废水处理应用为参考。
【关键词】氨氮;废水处理;技术;应用氨氮是我国地表水水质和地下饮用水水源水质的主要污染指标之一,水中氨氮过高会严重影响水质,抑制水中生物生长甚至导致死亡。
我国将氨氮列为水体污染的重要控制指标,《水污染防治行动计划》中要求对氨氮等污染物采取针对性措施,加大整治力度;《“十三五”生态环境保护规划》中把氨氮列为控制排放总量的主要污染物,要求在“十三五”期间的排放总量减少10%,为约束性指标。
为有序达到2035年美丽中国和本世纪中叶社会主义现代化强国中长期战略目标,我国力争在“十四五”期间水环境质量持续改善,依旧会持续削减氨氮等主要水污染物排放总量。
不同类型的氨氮废水特性不同,其适用的处理方法也存在区别,只有保证氨氮废水中氨氮外排达到最佳效果,才能最大限度削减水体污染和消除人们健康安全的隐患。
因此,如何针对不同类型的氨氮废水选用适宜的处理方法具有重要的意义,1.氨氮废水简述氨氮指的是水体中的氨态氮,存在形式包括游离态氨和铵离子,通常情况下采用NH3-N表示,水中游离态氨和铵离子之比受pH值和温度影响,含有NH3-N的废水称为氨氮废水。
氨氮废水主要来源主要农业、工业和生活废水,农业的氨氮废水主要来源养殖业的含氮排泄物以及农作物施用氮肥后冲刷到附近的地表水,生活中的氨氮废水主要来源于生活垃圾渗滤液和排泄物产生的废水,工业上的氨氮废水来源于金属冶炼、石油化工、食品加工等行业的排放废水[1]。
氨氮是造成水体富营养化的主要污染物,水中氨氮过高时会导致一些有害水体的生物繁殖,影响鱼类和植物的生长,且游离态氨的毒性高于铵离子。
周金波等[2]研究表明轮叶黑藻、苦草、金鱼藻和小茨藻4种耐污能力的沉水植物分别在氨氮为6、6、4和2mg/L以上的水体中生长受到影响而分别在氨氮为16、16、8和6mg/L的水体中全部死亡;王志飞等[3]研究表明金沙江水体中氨氮对细鳞裂腹鱼幼鱼的半致死浓度和安全浓度为81.92mg/L,而游离态氨的半致死浓度和安全浓度为2.20mg/L和0.22mg/L。
1.氨氮废水的处理方法根据氨氮分处理方式分类,可分为氨氮形式转换法和氨氮分解法,前者通过将废水中氨氮转换成另一种存在的方式进行分离,比如化学沉淀法、吹脱法、气态膜法等,后者就是直接将氨氮进行分解,转换成其他形式的氮,如氮气、硝态氮等,比如生物法、折点氯化法、电化学氧化法等。
2.1氨氮形式转换法2.1.1吹脱法吹脱法是较为传统的氨氮处理方法,该方法通过将水pH值调至碱性将水中氨氮转为游离态氨,通入气体使气液相互充分接触,水中游离态氨穿过气液界面向气相转移而脱除中氨氮。
吹脱法脱除氨氮的工艺成熟、设备简单、已维护,目前已经在中、高浓度氨氮(氨氮>200mg/L)废水处理中广泛应用,国产化设备已满足吹脱法的工艺需求。
温度、pH值、气液比和吹脱时间是影响吹脱法效率的主要因素,吹脱温度一般是在20℃以上,pH值不应低于11。
刘华等[4]对氧化镍锰钴锂生产废水采用蒸氨/吹脱两段处理,进水氨氮≤300mg/L、pH≈11的废水经吹脱后出水≤35mg/L。
黄军[5]在运行时控制进水pH=11.2、9级串联吹脱塔对氧化铁颜料生产废水处理,氨氮为1200mg/L的原水吹脱处理后降至60mg/L。
可知,吹脱法更适合应用在高浓度氨氮废水的处理,工程应用中单一用吹脱法难以使出水中氨氮达到≤15mg/L的排放标准,经吹脱处理后的废水还需要进一步深度处理。
此外,如果废水中含有一定浓度的钙、镁等离子,会在吹脱时造成设备结而堵塞,影响吹脱效率,需要在吹脱前进行除硬处理。
2.1.2化学沉淀法化学沉淀法通常指代磷酸铵镁沉淀法,也称鸟粪石沉淀法,是通过向氨氮废水中投加Mg2+和PO43-,使之与水中NH4+生成难溶于水的磷酸铵镁沉淀,将氨氮从废水中去除。
其沉淀物称为磷酸铵镁或鸟粪石,可替代缓释肥使用。
该方法具有操作简单、反应快速、不受温度影响且沉淀产物可再次回收利用等优势。
沉淀剂种类及配比、反应pH值是影响沉淀效果的主要因素,其反应pH值一般为8~11。
文艳芬等[6]研究表明磷酸铵镁沉淀法对于氨氮含量为500~1000mg/L的废水处理效果较好,初始氨氮浓度为1000mg/L的废水在pH=10、沉淀剂为氯化镁和磷酸氢二钠、n(Mg):n(N):n(P)=1.2:1:1.2、反应20min条件下处理后可降至10.40mg/L。
杨文清等[7]对氨氮含量为7660mg/L的线路板厂生产废水采用沉淀法处理,在pH=10、n(Mg):n(N):n(P)=1.1:1:1的条件下处理后出水中氨氮可达到56mg/L。
李洁等[8]采用沉淀法处理氨氮为1344.9mg/L广西大化垃圾填埋场的渗滤液,发现氨氮的去除率随着某一沉淀剂投加量增大而增大,水中总磷含量随沉淀剂投入摩尔比的增加而增大,在n(Mg):n(N):n(P)=1:1:1.1效果最好,氨氮去除率达到98%以上,但水中总磷可以到300mg/L以上。
可知,沉淀剂的比例对氨氮去除效果影响很大,只有适宜的摩尔比例下废水处理后氨氮可到15mg/L以内,沉淀剂投加量比例越大,氨氮处理效果会越好,但未反应的余磷也多,可能引发二次污染;且生成的磷酸铵镁沉淀物较细,存在固液分离的难题。
此外,沉淀法的主要运行成本来源于沉淀剂费用,而沉淀剂用量与氨氮含量成正比,氨氮含量越大沉淀剂用量越大,废水处理费用越高,若将沉淀物的再生回用可减少沉淀剂,可降低运行成本。
2.1.3离子交换法离子交换法是通过吸附材料的选择性吸附作用从废水中脱除氨氮的成分,常用的吸附材料包括沸石、活性炭、膨润土等无机材料和交换树脂等有机材料。
吸附材料的性能是其主要影响因素,不同吸附材料再生后的性能存在差异,树脂再生后处理效果较好,其在工程设计上的更换周期一般为4年。
刘玉亮等[9]在研究中发现天然斜发沸石的静态饱和氨氮吸附量可达31mg/g,动态饱和吸附量是粉末活性炭、颗粒活性炭、硅藻土的20~27.5倍,对于35mg/L的氨氮废水在连续处理下能达标,再生后天然斜发沸石吸附效率有所降低。
刘宝敏等[10]采用强酸性阳离子交换树脂对焦化废水处理,研究表明树脂对高浓度氨氮废水的吸附能力也很强,其氨氮的饱和吸附量为13.3mg/g,树脂在连续再生10次后性能未发生明显变化。
可知,离子交换法具有操作简单、脱氨效果稳定、后期易维护且吸附材料能再生后循环使用等优势,但吸附材料再生时还会产生较高浓度含氨氮废水,需要进行二次处理;且吸附材料的交换容量有限,在处理高浓度氨氮废水时需要频繁再生吸附材料,这样导致吸附材料消耗量大、运行费用高,因此更适合中低浓度含氨废水处理。
此外,若废水在处理前除去锰、镁、钙等离子,更有利于提高离子交换法的处理效果。
2.1.4气态膜法气态膜法是指将水的pH值调至碱性,使水中的氨氮转换为游离态的氨,利用疏水性的中空纤维孔膜当作含氨废水与吸附液屏障,水中游离态的氨通过浓度边界层扩散到疏水微孔膜的表面,因两侧分压差影响而进入膜孔,扩散至吸附液侧和酸性吸附液发生快速的不可逆反应,从而达到氨氮脱除/回收的目的。
进水pH值和流速、膜组件及其有效面积、吸收液浓度是气态膜法的主要影响因素,进水pH值一般要大于11。
陈卫文[11]对5000mg/L的高浓度氨氮废水采用3级气态膜串联、1mol/L稀硫酸为吸收液处理后氨氮将至40~60mg/L。
侯惠惠[12]研究发现在进水pH=11及流速3.6cm/s、吸收液2mol/L硫酸溶液及流速1.1cm/s时,对氨氮含量为82000mg/L的蚀刻废液采用18级膜组件处理后出水稳定在100mg/L左右;在进水pH=11.5及流速3.6cm/s、吸收液2mol/L硫酸溶液及流速1.1cm/s时,对氨氮含量为1350mg/L的垃圾渗滤液采用泡沫分离+混凝沉淀+除钙+微滤和超滤+气态膜处理后出水中氨氮低于50mg/L。
因此,气态膜法对进水氨氮值变化容忍度高、出水氨氮稳定、氨氮脱除率高、能耗低,对高浓度氨氮废水的处理效果好,且一般采用稀硫酸作为吸收液,处理后可得硫酸铵等副产品,但气态膜进水条件苛刻,若废水中存在重金属、易结垢离子及微小颗粒,会使得膜表面微孔易堵塞,若发生膜坏死或老化是不可再生的,更换则费用高。
2.2氨氮分解法2.2.1生物法生物法包括微生物脱氮和种植水生植物分解,微生物脱氮法是目前常用的氨氮处理方法。
微生物脱氮法是利用硝化和亚硝化细菌将氨氮硝化转为硝态氮、亚硝态氮,再在缺氧下经反硝化作用转化为无害的氮气。
反硝化时需要有机物作为电子供体,C/N理论上需达到20:1,对于无机废水及有机碳量较低的废水还需要适当添加碳源。
微生物活性是生物法处理效果的主要影响因素。
该方法操作简单、氨氮处理效果好、运行成本低廉,但其处理设施占地面积大、反应时间长,还会产生污泥需二次处理,对温度以及溶解氧有一定要求,水温过高和过低都会影响其处理效果,且高浓度氨氮废水不利于微生物的正常生长且反硝化时需要大量的碳源,成本高,因此生物法比较适用于低浓度氨氮废水处理,特别是适合生化性好的低浓度氨氮废水处理,如市政污水。
未弥补这些缺陷,不少研究人员做了技术改进。
魏来[13]采用改进型A2/N双污泥工艺在进水C/N=4~4.5、pH=7.5~8.0、温度24~32℃下对模拟生活污水中氨氮去除率达到96%,出水中氨氮为1.8mg/L。
李跃平[14]研究发现PHBV、玉米芯更适合为外加固体碳源,处理后生活污水中氨氮达到排放标准。
2.2.2折点氯化法折点氯化法是指向废水中投加次氯酸钠或氯气,将氨氮氧化转为氮气排出。
该方法工艺简单、反应速度快、对预处理要求低,对废水中的氨氮去除率高达90%以上;但也需要在处理前对废水去除锰等能被氧化反应的物质,处理时应较为精准控制加氯量,否则易造成余氯过高,且出水含氯离子,当体系对氯离子有要求时,需考虑控制出水氯离子含量;次氯酸钠和氯气都是具有强氧化性且易挥发,不宜久存。
此外,折点氯化处理会产生副产物氯胺,需要进行还原处理,若处理含有机物的氨氮废水,还会氯代有机物。
pH值、Cl/N比是影响折点氯化法处理效果的关键因素。
罗宇智等[15]研究表明在pH=7、反应15min、加氯量为理论的1.4倍时,氨氮含量约为23mg/L的稀土冶炼废水经折点氯化法处理后降至8.3mg/L左右,达到相应的排放标准。
余华东等[16]在折点氯化处理工程上在采用ORP自动控制次氯酸钠的投加量,pH=6~8、停留时间10min、次氯酸钠为氨氮质量的8.4~9.2倍、ORP为600±30mV时出水氨氮含量4~12mg/L,在折点氯化处理后采用焦亚硫酸钠去除余氯,系统出水余氯的质量浓度稳定在0.5mg/L以下。